1
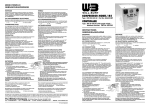
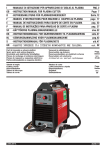
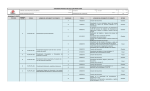
I - MANUALE DI ISTRUZIONI PER TORCE PLASMA CEBORA CP 200 pag. 2 GB - INSTRUCTION MANUAL FOR CEBORA CP 200 PLASMA TORCH page 3 D - BETRIEBSANLEITUNG FÜR DEN PLASMABRENNER CEBORA CP 200 Seite 4 F - MANUEL D'INSTRUCTIONS POUR TORCHE PLASMA CEBORA CP 200 page 5 E - MANUAL DE INSTRUCCIONES PARA ANTORCHA PLASMA CEBORA CP 200 pag. 6 P - MANUAL DE INSTRUÇÕES PARA TOCHA PLASMA CEBORA CP 200 pag. 7 SF - KÄYTTÖOPAS PLASMAPOLTTIMELLE CEBORA CP 200 sivu.8 DK - INSTRUKTIONSMANUAL FOR SKÆRESLANGE TIL PLASMASKÆRING CEBORA CP 200 side.9 NL - GEBRUIKSAANWIJZING VAN DE PLASMATOORTS CEBORA CP 200 pag.10 S - BRUKSANVISNING FÖR PLASMASKÄRARE CEBORA CP 200 sid.11 GR - ODHGOS CRHSEWS FAKOU PLASMA CEBORA CP 200 sel.12 Parti di ricambio e schema elettrico Spare parts and electrical schematic Ersatzteile und Schaltplan Pièces détachées et schéma électrique Partes de repuesto y esquema eléctrico Partes sobressalentes e esquema eléctrico Varaosat ja sähkökaavio Reservedele og elskema Reserveonderdelen en elektrisch schema Reservdelar och elschema Antallaktikav kai hlektrikov scediavgramma MAR 3.300.717/C Pagg. Seiten sel.: 14-15 DAR 10/12/09 MANUALE DI ISTRUZIONI PER TORCIA PLASMA CEBORA CP200 PRIMA DI UTILIZZARE QUESTA TORCIA, LEGGERE ATTENTAMENTE IL PRESENTE MANUALE. Questa torcia è costruita in stretta osservanza delle prescrizioni in materia di sicurezza contenute nella norma EN 50192. In osservanza a quanto prescritto da tali norme, la CEBORA SPA dichiara che questa torcia si deve utilizzare solo con generatori CEBORA. I ricambi ed i particolari di consumo sono parti integrali della torcia, pertanto la CEBORA considera manomissione della stessa l’utilizzo di particolari NON ORIGINALI e declina quindi, in conformità allo spirito della norma stessa, ogni responsabilità, comprese quelle previste dal contratto di garanzia. Qualsiasi uso non descritto, è da considerarsi NON AMMESSO. La messa in funzione, l’uso e la manutenzione vanno esercitati da personale qualificato. Attenersi inoltre alle norme antinfortunistiche vigenti. • ø 1.6mm con corrente I2 da 80 A a 130 A. • ø 1.8mm con corrente I2 da 120 A a 160 A. ATTENZIONE! Con correnti superiori a 45/50 A l’ugello non deve toccare il pezzo da tagliare, pertanto è necessario utilizzare il distanziale a molla oppure il distanziale a due punte. 4 - SICUREZZA Questa torcia è provvista di una sicurezza elettrica, posta sul corpo torcia, per evitare che vi siano tensioni pericolose quando si sostituiscono l’ugello, l’elettrodo o il portaugello. 5 - MANUTENZIONE TORCIA (Fig. 1) Togliere sempre l’alimentazione alla macchina prima di ogni intervento che deve essere eseguito da personale qualificato. 1 - PREMESSA Questa torcia, progettata per il taglio di materiali elettroconduttori (metalli e leghe) mediante il procedimento ad arco plasma, utilizza aria pulita e secca come gas plasma ed acqua distillata miscelata con glicole per il raffreddamento. E’ costruita in due versioni: a) modello MAC per impiego manuale e b) modello DAC per impiego su impianti automatici. Il taglio ad “ARCO PLASMA”, avviene per l’alta temperatura generata da un arco elettrico concentrato, quindi possono innescarsi situazioni altamente pericolose. E’ indispensabile pertanto, tenere nella massima considerazione il capitolo riguardante le PRECAUZIONI DI SICUREZZA descritto nel manuale del generatore al quale è collegata la torcia. Il presente manuale deve essere conservato con cura, in un luogo noto all’operatore. Dovrà essere consultato ogni volta che vi sono dubbi, dovrà seguire tutta la vita operativa della macchina e dovrà essere impiegato per l’ordinazione delle parti di ricambio. 2 - DATI TECNICI Corrente di taglio massima I2 = 200 A D.C. Fattore di servizio X = 60% con I2 = 200A. Fattore di servizio X = 100% con I2 = 160A. Tensione di lavoro U2 = 140V (distanza ugello-pezzo 4mm). Pressione gas plasma con cavo 6m = 3 bar (0,3 Mpa / 44 PSI Portata aria massima = 48 litri/minuto. Pressione liquido di raffreddamento = 3 bar Portata liquido di raffreddamento = 1,4 litri/minuto. 5.1 - Sostituzione delle parti di consumo (Fig.1). I particolari soggetti ad usura sono l’elettrodo A e l’ugello C che si sostituiscono dopo aver svitato il portaugello D. L’elettrodo A deve essere sostituito quando presenta un cratere al centro profondo circa 1,5 mm. Per svitare ed avvitare l’elettrodo utilizzare solo l’apposito estrattore. L’ugello C va sostituito quando presenta il foro centrale rovinato o allargato rispetto a quello del particolare nuovo. Assicurarsi che dopo la sostituzione il portaugello D sia stretto a sufficienza. ATTENZIONE! Il portaugello D deve essere avvitato sul corpo torcia solo con l’elettrodo A e l’ugello C montati. La mancanza di tali particolari compromette il funzionamento dell’apparecchio ed in particolare la sicurezza dell’operatore. 5.2 - Sostituzione della torcia (Fig.1). Le macchine con marchio S , progettate per lavorare in ambienti a rischio accresciuto, sono provviste di una protezione che obbliga l’uso di un utensile per montare e smontare la torcia. Svitare le viti che fissano la protezione alla macchina, svitare la ghiera dell’attacco centralizzato, sfilare la protezione. Sostituire la torcia ed eseguire a ritroso le operazioni precedenti. Nota: non ammaccare il perno portacorrente e non piegare gli spinotti del raccordo della torcia. 3 - ACCESSORI E PARTI DI CONSUMO Il diametro del foro dell’ugello della torcia è funzione della corrente di taglio e, così come anche indicato sul pannello frontale della macchina, deve essere: • ø 1mm con corrente I2 fino a 45/50 A. • ø 1.3mm con corrente I2 da 45 A a 90 A. 2 Fig. 1 INSTRUCTION MANUAL FOR CEBORA CP 200 PLASMA TORCH READ THIS MANUAL CAREFULLY BEFORE USING THIS TORCH. This torch has been manufactured in strict observance of the safety restrictions of the standard EN 50192. In compliance with the provisions of these standards, CEBORA SPA declares that this torch must be used only with CEBORA generators. Spare and consumer parts are integral parts of the torch, and therefore CEBORA considers the use of NON-ORIGINAL parts to be equivalent to tampering. The company thus declines any responsibility, in compliance with the spirit of the standard, including those implied or stated in the warranty agreement. Any use not described herein is to be considered PROHIBITED. Only qualified personnel should start, use and service the torch. Comply with all current safety regulations. 1 FOREWORD This torch has been designed to cut electrically conductive materials (metals and alloys) using the plasma arc procedure, and uses clean, dry air as plasma gas and distilled water mixed with glycol for cooling. It is available in two versions: a) MAC model for manual use, and b) DAC model for use on automatic systems. “PLASMA ARC” cutting takes place due to the high temperature generated by a concentrated electric arc, and thus may lead to seriously hazardous situations. It is therefore essential to attribute the utmost importance to the chapter on SAFETY PRECAUTIONS in the manual of the generator to which the torch is connected. This manual must be stored carefully in a place known to the operator. It should be consulted whenever doubts arise, accompany the machine throughout its operative life and be used for ordering spare parts. CAUTION! The contact tip must not touch the work piece at currents above 45/50 A; it is therefore essential to use the spring or two-point spacer. 4 SAFETY This torch is fitted with an electrical safety device on the torch assembly, to prevent hazardous voltages when replacing the contact tip, electrode or contact tip holder. 5 TORCH MAINTENANCE Always cut off the power supply to the machine before any maintenance operations, which must be performed by qualified personnel. 5.1 - Replacing consumer parts (Fig. 1,2). Parts subject to wear include the electrode A and the contact tip C, which can be replaced after unscrewing the tip holder D. The electrode A should be replaced when a 1.5 mm deep crater forms in the center. Use only the extractor provided to screw and unscrew the electrode. The contact tip C should be replaced when the center hole is worn or widened compared to the new part. Make sure the tip holder D is firmly tightened after replacement. CAUTION! The tip holder D should be screwed onto the torch assembly only with the electrode A and the contact tip C mounted. If these parts are missing, the equipment may not function properly and operator safety is jeopardized. 5.2 - Replacing the torch (Fig. 1). Machines marked S , designed to work in hazardous environments, have a guard requiring the use of a tool to disassemble and assemble the torch. 2 TECHNICAL SPECIFICATIONS Maximum I2 cutting current = 200 A.D.C. Duty cycle X = 60% with I2 = 200 A Duty cycle X = 100% with I2 = 160 A Running voltage U2 = 140 V (contact tip-work piece distance 4 mm) Running voltage U2 = 100 V (contact tip in contact with the work piece) Plasma gas pressure with 6-m cable = 3 bar (0.3 Mpa /44 PSI) Maximum air throughput = 48 liters/minute. Cooling liquid pressure = 3 bar Cooling liquid throughput = 1.4 liters/minute. Fig. 1 3 ACCESSORIES AND CONSUMER PARTS The torch nozzle diameter depends on the cutting current and (as also shown on the machine front panel) must be the following: • ø 1 mm with I2 current up to 45/50 A. • ø 1.3 mm with I2 current from 45 to 90 A. • ø 1.6 mm with I2 current from 80 to 130 A. • ø 1.8 mm with I2 current from 120 to 160 A. 3 BETRIEBSANLEITUNG FÜR DEN PLASMABRENNER CEBORA CP 200 VOR GEBRAUCH DES PLASMABRENNERS MUß DAS VORLIEGENDE HANDBUCH VOLLSTÄNDIG GELESEN WERDEN. Dieser Plasmabrenner wurde unter genauer Beachtung den in der Norm EN 50192 enthaltenen Sicherheits- vorschriften konstruiert. Gemäß den Vorschriften dieser Norm erklärt die Firma CEBORA SPA, daß dieser Brenner ausschließlich mit Stromquellen von CEBORA betrieben werden darf. Die Ersatz- und Verschleißteile sind Bestandteile des Brenners. Cebora betrachtet daher die Verwendung von anderen als ORIGINAL-Teilen als unbefugte Änderung des Brenners und lehnt in diesem Fall in Übereinstimmung mit dem Sinn der Norm jede Verantwortung, einschließlich der vom Garantievertrag vorgesehenen Haftung, ab. Jeder nicht beschriebene Gebrauch ist als UNZULÄSSIG zu betrachten. Inbetriebnahme, Gebrauch und Wartung haben durch kompetentes Fachpersonal zu erfolgen. Außerdem sind die geltenden Unfallverhütungsvorschriften zu beachten. 1 - EINFÜHRUNG Dieser Brenner wurde zum Plasmaschneiden von elektrisch leitenden Werkstoffen (Metalle und Legierungen) entwickelt. Als Plasmagas dient saubere und trockene Luft und zur Kühlung ein Gemisch aus destilliertem Wasser und Glykol. Der Brenner wird in zwei Ausführungen hergestellt: a) Modell MAC zum Handschneiden und b) Modell DAC für den Einsatz bei automatischen Schneidanlagen. Das PLASMASCHNEIDEN erfolgt bei hoher Temperatur, die von einem gebündelten elektrischen Lichtbogen erzeugt wird, weshalb es zu äußerst gefährlichen Situationen kommen kann. Es ist daher unabdingbar, dem Kapitel über die SICHERHEITSVORKEHRUNGEN im Handbuch der Stromquelle, an die der Brenner angeschlossen wird, die größte Aufmerksamkeit zu widmen. Das vorliegende Handbuch muß sorgfältig an einem dem Bedienungspersonal bekannten Ort aufbewahrt werden. Es ist in allen Zweifelsfällen zu Rate zu ziehen und muß die Maschine während ihres ganzen Arbeitslebens begleiten. Außerdem ist es bei der Bestellung von Ersatzteilen zu konsultieren. 2 - TECHNISCHE DATEN Max. Schneidstrom I2 = 200 A Gleichstrom ED X = 60% bei I2 = 200 A ED X = 100% bei I2 = 160 A Arbeitsspannung U2 = 140 V (Abstand Düse - Werkstück 4 mm) Arbeitsspannung U2 = 100 V (Düse berührt Werkstück) Plasmagasdruck mit Schlauchpaket 6 m = 3 bar (0,3 Mpa/ 44 PSI) Max. Luftliefermenge = 48 l/min Druck der Kühlflüssigkeit = 3 bar Kühlflüssigkeitsliefermenge = 1,4 l/min • ¢ 1,8 mm bei Strom I2 von 120 A bis 160 A. ACHTUNG! Bei Strömen über 45/50 A darf die Düse das zu schneidende Werkstück nicht berühren. Daher muß die Distanzfeder oder der Distanzhalter mit zwei Spitzen verwendet werden. 4 - SICHERHEIT Dieser Brenner verfügt über eine elektrische Schutzvorrichtung auf dem Brennerkörper, die verhindert, daß während des Austauschs der Düse, der Elektrode oder der Düsenspannhülse gefährliche Spannungen anliegen. 5 - WARTUNG DES BRENNERS Stets vor jedem Eingriff die Stromversorgung der Maschine ausschalten. Die Eingriffe müssen von kompetentem Fachpersonal ausgeführt werden. 5.1 - Austausch der Verschleißteile (Abb. 1, 2). Die Verschleißteile sind die Elektrode A und die Düse C, die nach Abschrauben der Düsenspannhülse D ausgetauscht werden können. Die Elektrode A muß ausgetauscht werden, wenn sie in der Mitte einen Krater von rund 1,5 mm Tiefe aufweist. Zum Aus- und Einschrauben der Elektrode ausschließlich den hierfür vorgesehenen Auszieher verwenden. Die Düse C muß ersetzt werden, wenn die Mittelbohrung beschädigt ist oder diese sich im Vergleich zur Bohrung einer neuen Düse erweitert hat. Nach dem Austausch sicherstellen, daß die Düsenspannhülse D richtig angezogen ist. ACHTUNG! Die Düsenspannhülse D darf nur mit schon montierter Elektrode A und Düse C auf den Brenner geschraubt werden. Wenn diese Teile fehlen, besteht die Gefahr einer Beschädigung des Gerätes und ist insbesondere die Bedienersicherheit beeinträchtigt. 5.2 - Austausch des Brenners (Abb. 1) Die Maschinen mit dem Prüfzeichen S , die für den Betrieb in Umgebungen mit erhöhter Gefährdung konzipiert sind, verfügen über eine Schutzeinrichtung, die die Verwendung eines Werkzeugs zum Brennerwechsel erforderlich macht. Die Schrauben, mit denen die Schutzeinrichtung an der Maschine befestigt ist, ausschrauben, die Überwurfmutter des Hauptanschlusses lösen und die Schutzeinrichtung herausziehen. Den Brenner austauschen und die zuvor genannten Arbeitsschritte in der umgekehrten Reihenfolge ausführen. Hinweis: darauf achten, nicht den Stromkontaktzapfen zu verbeulen oder die Stifte des Brenneranschlusses zu verbiegen. 3 - ZUBEHÖR- UND VERSCHLEIßTEILE Der Brennerdüsendurchmesser hängt von Schneidstrom ab, denshalb, wie auch der Maschinenvordertafel gezeigt wird, mußer wie folgt sein: • ¢ 1 mm bei Strom I2 bis 45/50 A. • ¢ 1,3 mm bei Strom I2 von 45 A bis 90 A. • ¢ 1,6 mm bei Strom I2 von 80 A bis 130 A. 4 Fig. 1 MANUEL D'INSTRUCTIONS POUR TORCHE PLASMA CEBORA CP 200 AVANT D’UTILISER CETTE TORCHE, LIRE ATTENTIVE-MENT CE MANUEL. Cette torche est construite en stricte observance des consignes en matière de sécurité contenues dans la norme EN 50192. En observant les dispositions de ces normes, CEBORA SPA déclare que cette torche ne doit être utilisée qu’avec les générateurs CEBORA. Les pièces de rechange et les pièces de consommation font partie intégrante de la torche et donc CEBORA considère une altération de la même torche tout emploi de pièces NON D’ORIGINE et décline donc, suivant l’esprit de la norme elle-même, toute responsabilité, y compris celles prévues par le contrat de garantie. Tout emploi non décrit doit être considéré comme NON ADMIS. La mise en fonction, l’emploi et l’entretien doivent être exécutés par du personnel qualifié. En outre, suivre les normes de prévention des accidents en vigueur. 1 - INTRODUCTION Cette torche, conçue pour le découpage de matériaux électroconducteurs (métaux et alliages) au moyen du procédé d’arc plasma, utilise air propre et sec tel que gaz plasma et eau distillée mélangée avec glycol pour le refroidissement. Elle est produite en deux versions: a) modèle MAC pour emploi manuel et b) modèle DAC pour emploi sur installations automatiques. Le découpage à l’”ARC PLASMA” a lieu suite à la haute température générée par un arc électrique concentré, donc avec possibilité d’engendrer des situations très dangereuses. Il est cependant indispensable de donner toute l’attention possible au chapitre concernant les PRECAUTIONS DE SECURITE décrit dans le manuel du générateur auquel la torche est raccordée. Ce manuel doit être gardé avec soin, dans un lieu connu par l’opérateur. Il devra être consulté chaque fois qu’on a des doutes, devra suivre toute la vie opérationnelle de la machine et devra être utilisé pour émettre les commandes d’achat des pièces de rechange. 2 - DONNEES TECHNIQUES Courant de découpage maximum I2 = 200 A D.C. Facteur de marche X = 60% avec I2 = 200 A. Facteur de marche X = 100% avec I2 = 160 A. Tension de travail U2 = 140 V (distance buse-pièce 4 mm) Tension de travail U2 = 100 V (buse en contact avec la pièce) Pression gaz plasma avec câble 6 m = 3 bar (0,3 Mpa/44 PSI) Débit air maximum = 48 litres/minute Pression liquide de refroidissement = 3 bar Débit liquide de refroidissement = 1,4 litres/minute 3 - ACCESSOIRES ET PIECES DE CONSOMMATION • ø 1,3 mm avec courant I2 de 45 A à 90 A. • ø 1,6 mm avec courant I2 de 80 A à 130 A. • ø 1,8 mm avec courant I2 de 120 A à 160 A. ATTENTION! Avec des courants supérieurs à 45/50 A., la buse ne doit pas toucher la pièce à découper; il faut donc utiliser l’entretoise à ressort ou bien l’entretoise à deux pointes. 4 - SECURITE Cette torche est pourvue d’une sécurité électrique située sur le corps de la torche afin d’éviter des tensions dangereuses lors du remplacement de la buse, l’électrode ou le porte-buse. 5 - ENTRETIEN TORCHE. Couper toujours l’alimentation de la machine avant toute intervention qui doit être exécutée par du personnel qualifié. 5.1 - Remplacement des pièces de consommation (Fig.1,2). Les pièces soumises à usure sont l’électrode A et la buse C qui se remplacent après avoir desserré le porte-buse D. L’électrode A doit être remplacée lorsqu’elle présente un cratère au milieu d’environ 1,5 mm de profondeur. Pour serrer et desserrer l’électrode, utiliser uniquement l’extracteur prévu à cet effet. La buse C doit être remplacée lorsque son orifice central est abîmé ou élargi par rapport à celui de la pièce neuve. S’assurer qu’après le remplacement le porte-buse D est bien serré. ATTENTION! Le porte-buse D doit être vissé sur le corps de la torche uniquement avec l’électrode A et la buse C montées. L’absence de ces pièces compromet le fonctionnement de la machine et notamment la sécurité de l’opérateur. 5.2 - Remplacement de la torche (Fig.1) Les machines avec marque S , conçues pour opérer dans des milieux à risque accru, sont pourvues d’une protection qui rend nécessaire l’emploi d’un outil pour monter et démonter la torche. Desserrer les vis fixant la protection à la machine, desserrer le collier du raccordement centralisé, sortir la protection. Remplacer la torche et exécuter à l’envers les opérations ci-dessus. Note: ne pas cabosser le pivot porte-courant et ne pas plier les broches du raccord de la torche. Fig. 1 Le diamètre de la buse de la torche dépend du courant de découpage et, comme il est indiqué sur le tableau de la machine, il doit être: • ø 1 mm avec courant I2 jusqu’à 45/50 A. 5 MANUAL DE INSTRUCCIONES PARA ANTORCHA PLASMA CEBORA CP 200 ANTES DE UTILIZAR ESTA ANTORCHA, LEER ATENTAMENTE EL PRESENTE MANUAL. Esta antorcha ha sido construida en estrecha observación de las prescripciones en materia de seguridad contenidas en la norma EN 50192. Según cuanto prescrito por tales normas, CEBORA SPA declara que esta antorcha se debe utilizar exclusivamente con generadores CEBORA. Los repuestos y las piezas de consumo son partes integrales de la antorcha, por tanto CEBORA considera manipulación de la misma la utilización de piezas NO ORIGINALES y declina por consiguiente, de conformidad con el espíritu de la norma misma, toda responsabilidad, incluidas las previstas por el contrato de garantía. Cualquier empleo no descrito, se considerará NO ADMITIDO. La puesta en funcionamiento, el empleo y el mantenimiento, serán realizados por personal cualificado. Atenerse además, a las normas vigentes para la prevención de accidentes. 1 - PRELIMINARES Esta antorcha proyectada para el corte de materiales electroconductores (metales y aleaciones) mediante el procedimiento a arco plasma, utiliza aire limpio y seco como gas plasma y agua destilada mezclada con glicol para el enfriamiento. Se ha construido en dos versiones: a) modelo MAC para empleo manual b) modelo DAC para empleo en instalaciones automáticas. El tallo por “ARCO PLASMA”, tiene lugar por alta temperatura generada por un arco eléctrico concentrado, por lo que podrían producirse situaciones altamente peligrosas. Es indispensable por tanto, tener en la máxima consideración el capítulo que concierne a las PRECAUCIONES DE SEGURIDAD descrito en el manual del generador, al cual está conectada la antorcha. El presente manual deberá ser conservado con cuidado en un sitio conocido por el operador. Deberá ser consultado cada vez que surjan dudas, seguirá la vida operativa de la máquina y deberá ser empleado para la petición de piezas de repuesto. 2 - DATOS TÉCNICOS Corriente de corte máxima I2 = 200 A.D.C. Factor de servicio X = 60% con I2 = 200A. Factor de servicio X = 100% con I2 = 160A. Tensión de trabajo U2 = 140 V (distancia tobera - pieza 4 mm.) Tensión de trabajo U2 = 100 V (tobera en contacto con la pieza) Presión gas plasma con cable 6 m. = 3 bar (0,3 Mpa/44PSI) Capacidad máxima de aire = 48 litros/minuto. Presión del líquido de enfriamiento = 3 bar Capacidad del líquido de enfriamiento = 1,4 litros/minuto. 3 - ACCESORIOS Y PARTES DE CONSUMO El diametro del agujero de la tobera depiende de la corriente de corte y, así como indicado sobre la panela frontal de la máquina, tiene que ser: • ø 1 mm. con corriente I2 hasta 45/50 A. • ø 1,3 mm. con corriente I2 desde 45 A a 90 A. • ø 1,6 mm. con corriente I2 desde 80 A a 130 A. 6 • ø 1,8 mm. con corriente I2 desde 120 A a 160 A. ¡ATENCIÓN! Con corrientes superiores a 45/50 A la tobera no debe tocar la pieza por cortar, por lo que será necesario utilizar el distanciador de muelle o también el distanciador de dos puntas. 4 - SEGURIDAD Esta antorcha está dotada de una válvula de seguridad eléctrica, situada en el cuerpo de la antorcha, para evitar que existan tensiones peligrosas cuando se sustituyen la tobera, el electrodo o el porta-tobera. 5 - MANTENIMIENTO ANTORCHA. Quitar siempre la corriente eléctrica a la máquina antes de cualquier intervención que deberá ser efectuado por personal cualificado. 5.1 - Sustitución de las partes de consumo (Fig. 1). Las piezas sometidas a desgaste son el electrodo A y la tobera C que se sustituyen después de haber destornillado el porta-tobera D. El electrodo A debe ser sustituido cuando presenta un cráter en el centro profundo de aproximadamente 1,5 mm. Para destornillar y atornillar el electrodo utilizar sólo el correspondiente extractor. La tobera C se sustituirá cuando presenta el orificio central estropeado o ensanchado con respecto al de la pieza nueva. Asegurarse de que después de la sustitución, el portatobera D esté suficientemente apretado. ATENCIÓN! Enroscar el porta-tobera D en el cuerpo de la antorcha sólamente tras haber montado el electrodo A y la tobera C. La falta de estos componentes compremetería el funcionamiento del aparato y sobre todo la seguridad del operador. 5.2 - Sustitución de la antorcha (Fig. 1, 2). Las máquinas con marca S , proyectadas para trabajar en ambientes de riesgo aumentado, están dotadas de una protección que obliga el empleo de una herramienta para montar y desmontar la antorcha. Destornillar los tornillos que fijan la protección a la máquina, destornillar la abrazadera de la junta centralizada, extraer la protección. Sustituir la antorcha y efectuar en sentido contrario las operaciones precedentes. Nota: no abollar el perno porta-corriente y no doblar las clavijas del empalme de la antorcha. Fig. 1 MANUAL DE INSTRUÇÕES PARA TOCHA PLASMA CEBORA CP 200 ANTES DE UTILIZAR A TOCHA, LER CUIDADOSAMENTE ESTE MANUAL. Esta tocha foi construída de acordo com os princípios concernentes à segurança contidos na norma EN 50192. Cumprindo as disposições descritas nestas normas, a empresa CEBORA SPA declara que esta tocha deverá ser utilizada somente com geradores CEBORA. As peças de reposição e as partes de consumo são partes integrantes da tocha, portanto a CEBORA SPA não assume nenhuma responsabilidade, inclusive no que se refere às obrigações previstas no contrato de garantia, por danos e prejuízos provocados após utilização de peças NÃO ORIGINAIS. Qualquer tipo de uso não descrito no presente manual, deve ser considerado INADMISSÍVEL. A ligação, o uso e a manutenção devem ser efectuadas por pessoal qualificado. Observar as normas vigentes contra acidentes no trabalho. 1- ADVERTÊNCIA Esta tocha, realizada para cortar materiais eléctro-condutores (metais e ligas), mediante processo a arco plasma, utiliza ar limpo e seco como gás plasma e água destilada misturada com glicol para a refrigeração. Foi construída em duas versões: a) modelo MAC para uso manual e b) modelo DAC para uso em instalações automáticas. O corte a "ARCO PLASMA" è feito a partir da alta temperatura gerada por um arco eléctrico concentrado, portanto, podem ocorrer situações muito perigosas durante o seu uso. Por esta razão, torna-se importantíssimo observar escrupulosamente as indicações descritas no capítulo que trata das PRECAUÇÕES DE SEGURANÇA, do manual do gerador ao qual a tocha está ligada. Conservar com cuidado este manual de instruções de modo que o operador, quando necessitar, possa facilmente consultá-lo. Este manual deverá ser consultado toda vez que surgir dúvidas. Deverá, ainda, acompanhar toda a vida operativa da máquina e ser utilizado para fazer o pedido das peças de reposição. 2 - DATI TECNICI Corrente de corte máxima I2 = 200 A D.C. Factor de serviço X = 60% com I2 = 200AFactor de serviço X = 100% com 12 = 160A Tensão de trabalho U2 = 140V (distância bocal-peça 4mm) Pressão gás plasma com cabo 6m = 3 bar (0,3 MPa/44 PSI) Capacidade de ar máxima = 48 litros/minuto. Pressão líquido de refrigeração = 3 bar Capacidade líquido de refrigeração = 1,4 litros/minuto. não deve tocar a peça a cortar, portanto, è necessário utilizar o espaçador de mola ou o espaçador de duas pontas. 4 - SEGURANÇA Esta tocha possui uma segurança eléctrica, colocada no corpo da tocha, para evitar tensões perigosas quando se substituem o bocal, o eléctrodo ou o porta-bocal. 5 - MANUTENÇÃO DA TOCHA (Fig.1) Retirar sempre a alimentação da máquina antes de qualquer intervenção. Todas as intervenções na máquina devem ser sempre efectuadas por pessoal qualificado. 5.1 -Substituição das partes de consumo (F1g.1). As partes sujeitas ao desgaste são: o eléctrodo A e o bocal C. Estas partes devem ser substituídas após ter desapertado o porta-bocal D. O eléctrodo A deve ser substituído quando apresentar uma cratera profunda de aproximadamente 1,5 mm no centro. Para desatarraxar o eléctrodo utilizar o aparelho específico de extracção. O bocal C deve ser substituído quando apresentar o orifício central danificado ou alargado em relação àquele da parte nova. Certificar-se que, após a substituição, o porta-bocal D esteja bem apertado. ATENÇÃO! O porta-bocal D deve ser parafusado no corpo da tocha somente com o eléctrodo A e o bocal C montados. A ausência destas partes compromete o funcionamento do aparelho e, principalmente, a segurança do operador. 5.2 - Substituição da tocha (Fig.1). As máquinas com marca S, projectadas para trabalhar em ambientes de maiores riscos, estão munidas com uma protecção que obriga o uso de uma ferramenta para montar e desmontar a tocha. Desparafusar os parafusos que fixam a protecção na máquina, desparafusar o anel metálico da ligação centralizada, retirar a protecção. Substituir a tocha e efectuar as operações anteriores em direcção contrária. Obs.: Não achatar ou deformar o pino porta-corrente e não dobrar os pinos de encaixe do acoplamento da tocha. 3 - ACESSÓRIOS E PARTES DE CONSUMO O diâmetro do orifício do bocal da tocha è função da corrente de corte e, assim, como indicado no painel frontal da máquina, deve ser: • ø 1 mm com corrente I2 até 45/50 A. • ø 1.3mm com corrente I2 de 45 A a 90 A. • ø 1.6mm com corrente I2 de 80 A a 130 A. • ø 1.8mm com corrente I2 de 120 A a 160 A. ATENÇÃO! Com correntes superiores a 45/50 A o bocal Fig. 1 7 KÄYTTÖOPAS PLASMAPOLTTIMELLE CEBORA CP 200 LUE OHJEKIRJA HUOLELLISESTI ENNEN POLTTIMEN KÄYTTÖÄ . Tämän polttimen valmistuksessa on noudatettu tarkasti EN 50192 -standardin turvallisuussääntöjä. Mainitun standardin vaatimusten mukaisesti CEBORA SPA ilmoittaa, että poltinta tulee käyttää yksinomaan CEBORA- virtalähteiden yhteydessä. Vara- ja kuluvat osat kuuluvat polttimeen kiinteästi. CEBORA pitää sen vuoksi EI-ALKUPERÄISTEN varaosien käyttöä virheellisenä käyttönä ja vapautuu kyseisessä tapauksessa em. standardin mukaisesti kaikesta vastuusta, takuuvelvollisuudet mukaan lukien. Kaikki käyttö, jota ei ole erityisesti selostettu ohjekirjassa, on KIELLETTYÄ. Ainoastaan ammattitaitoinen henkilökunta saa käynnistää laitteen sekä käyttää ja huoltaa sitä. Noudata myös voimassa olevia turvallisuusmääräyksiä. 1 - JOHDANTO Tämä poltin on suunniteltu leikkaamaan sähköä johtavia materiaaleja (metalleja ja metalliseoksia) plasmakaarimenetelmän avulla. Plasmakaasuna käytetään puhdasta, kuivaa paineilmaa ja jäähdyttämiseen tislattua vettä, johon on sekoitettu glykolia. Poltinta on saatavana kahdenlaisena versiona: a) MAC-mallisena manuaaliseen käyttöön, ja b) DAC-mallisena automaattijärjestelmiä varten. "PLASMAKAARI"-leikkaus tapahtuu korkeassa lämpötilassa, joka saadaan aikaan keskitetyllä, sähköisellä valokaarella. Menetelmä voi siten aiheuttaa vakavia vaaratilanteita. Sen vuoksi on tärkeää kiinnittää erityisen tarkkaa huomiota virtalähteen ohjekirjan TURVATOIMENPITEITÄ koskevaan kappaleeseen. Ohjekirja on säilytettävä huolellisesti käyttäjän tuntemassa paikassa. Siitä on katsottava ohjeita aina epävarmoissa tilanteissa ja sen on oltava laitteen mukana koko laitteen käyttöiän ajan. Siitä löytyvät ohjeet myös varaosien tilaukseen. 2 - TEKNISET TIEDOT Maksimileikkausvirta I2 = 200 A (DC) Toimintakerroin X = 60%, kun leikkausvirta I2 = 200 A. Toimintakerroin X = 100%, kun leikkausvirta 12 = 160 A Työjännite U2 = 140V (suuttimen ja kappaleen välinen etäisyys 4 mm) Plasmakaasun paine 6 m:n kaapelilla = 3 baaria (0,3 MPa/44 PSI) Ilman maksimivirtaus = 48 litraa/minuutti. Jäähdytysnesteen paine = 3 baaria Jäähdytysnesteen virtaus = 1,4 litraa/minuutti. 3 - VARA- JA KULUVAT OSAT Polttimen suuttimen reiän halkaisija riippuu leikkausvirrasta, ja kuten laitteen etulevyssä on ilmoitettu, sen tulee olla: · ø 1 mm virran I2 ollessa alle 45/50 A. · ø 1,3 mm virran I2 ollessa 45 A - 90 A. · ø 1,6 mm virran I2 ollessa 80 A - 130 A. · ø 1,8 mm virran I2 ollessa 120 A - 160 A. TÄRKEÄÄ! Jos virta on yli 45/50 A, suuttimen ei tule koskea leikattavaan kappaleeseen. Tämän vuoksi on välttämätöntä käyttää jousto- tai kaksikärkistä leikkaustukea. 8 4 - TURVALLISUUS Poltin on varustettu sähkösuojalaitteella, joka on sijoitettu polttimen runkoon. Se estää vaarallisten jännitteiden syntymisen suuttimen, elektrodin tai kaasukuvun vaihdon aikana. 5- POLTTIMEN HUOLTO (Kuva 1) Katkaise laitteen sähkö ennen kaikkia huoltotoimenpiteitä. Toimenpiteet saa suorittaa ainoastaan ammattitaitoinen henkilö. 5.1 - Kuluvien osien vaihtaminen (Kuva 1) Kulumiselle alttiit osat ovat elektrodi A ja suutin C. Ruuvaa irti kaasukupu D ja vaihda osat. Elektrodi A tulee vaihtaa, kun sen keskellä on noin 1,5 mm syvä kraatteri. Käytä elektrodin kiristämiseen ja löysäämiseen vain mukana toimitettuja pihtejä. Suutin C tulee vaihtaa, kun sen keskireikä on vaurioitunut tai vaikuttaa laajentuneelta uuteen osaan verrattuna. Varmista, että kaasukupu D on riittävän kireällä vaihdon jälkeen. HUOMIO! Ruuvaa kaasukupu D polttimen runkoon vasta, kun elektrodi A ja suutin C on asennettu. Kyseisten osien puuttuminen kyseenalaistaa laitteen toiminnan ja käyttäjän turvallisuuden. 5.2 - Polttimen vaihtaminen (Kuva 1) S-merkillä varustetut laitteet on suunniteltu työskentelyyn tiloissa, joissa riskialttius on erityisen suuri. Ne on varustettu suojuksella, jonka vuoksi poltin voidaan asentaa ja poistaa ainoastaan työkalun avulla. Ruuvaa irti suojuksen laitteeseen kiinnittävät ruuvit, ruuvaa irti Euro-liittimen rengasmutteri ja poista suojus. Vaihda poltin ja suorita edellä mainitut toimenpiteet päinvastaisessa järjestyksessä. Huom - Älä vahingoita virranjohtotappia tai taivuta polttimen liittimen tappeja. Fig. 1 INSTRUKTIONSMANUAL FOR SKÆRESLANGE TIL PLASMASKÆRING CEBORA CP 200 LÆS DENNE MANUAL GRUNDIGT, FØR SKÆRESLANGEN TAGES I BRUG. Denne skæreslange er fremstillet under nøje overholdelse af de anførte sikkerhedsregler i standard EN 50192. I overholdelse af kravene af nævnte standard, erklærer CEBORA SPA herved, at denne skæreslange udelukkende må anvendes sammen med CEBORA strømkilder. Reserve- og forbrugsdele er uadskillelige bestanddele af skæreslangen. CEBORA betragter derfor anvendelse af UORIGINALE reservedele som værende et ulovligt indgreb, og fralægger sig således, i overensstemmelse med teksten af nævnte standard, alt garantiansvar. Enhver anvendelse, som ikke er udtrykkeligt beskrevet er FORBUDT. Udelukkende kvalificeret personale bør starte, betjene og reparere udstyret. Vær også opmærksom på gældende sikkerhedsregler. 1 - INTRODUKTION Denne skæreslange, som er designet til at skære elektriske ledningsmaterialer (metaller og legeringer) ved hjælp af plasmabue-fremgangsmåden, anvender ren, tør luft som plasmagas og destilleret vand blandet med glykol til afkøling. Den fås i to udgaver: a) MAC model til manuel anvendelse, og b) DAC model til anvendelse på automatiske systemer. "PLASMABUE" beskæring benytter høj temperatur, der er udviklet af en koncentreret lysbue. Der kan derfor opstå alvorligt farlige situationer, og det er af afgørende betydning, at der vises opmærksomhed til kapitlet om SIKKERHEDSFORSKRIFTER i manualen for den strømkilde, hvortil skæreslangen er tilknyttet. Denne manual skal opbevares på et sted, der er kendt af operatøren, og skal konsulteres hver gang, der opstår tvivl. Den skal ledsage maskinen gennem dens driftsmæssige tidsrum, og anvendes som reference til bestilling af reservedele. 2 - TEKNISKE SPECIFIKATIONER Maksimalt beskæringsstrøm I2 = 200 A jævnstrøm Driftsperiode X = 60% med I2 = 200 A Driftsperiode X = 100% med I2 = 160 A Arbejdsspænding U2 = 140 V (afstand mellem dyse og arbejdsstykke 4 mm) Plasmagastryk med 6 m kabel = 3 bar (0,3 MPa/44 PSI) Maksimalt luftkapacitet = 48 liter/minut. Kølevæsketryk = 3 bar Kølevæskekapacitet = 1,4 liter/minut. 4 - SIKKERHED Skæreslangen er udstyret med en elektrisk sikkerhedsmekanisme (sidder på skæreslangens krop), som skal modvirke risikabel spænding, når dyse, elektrode eller gasdyseholder skal udskiftes. 5- VEDLIGEHOLDELSE AF SKÆRESLANGEN (fig. 1) Ethvert indgreb må kun udføres af kvalificeret personale, og kun når der er slukket for strømmen til maskinen. 5.1 - Udskiftning af forbrugsdele (fig. 1) Sliddelene er elektroden A, og dysen C, som udskiftes efter først at have skruet gasdyseholderen D af. Elektroden A skal udskiftes, når den har et hul i midten, der er ca. 1,5 mm dybt. Anvend kun den medfølgende udtrækker til at stramme og løsne elektroden med. Dysen C skal udskiftes når midterhullet er beskadiget eller større end hullet på en ny del. Kontrollér, at gasdyseholderen D er strammet godt til efter udskiftningen. ADVARSEL! Gasdyseholderen D må kun skrues på skæreslangekroppen, når elektroden A og dysen C er monteret. Hvis én af disse dele mangler, vil maskinens drift forringes. Endvidere bringes operatørens sikkerhed i fare. 5.2 - Udskiftning af skærebrænderen (fig.1). S-mærkede maskiner, som er designet til at arbejde i risikable omgivelser, er udstyret med en skærm, som kræver et værktøj til at demontere og samle skæreslangen. Skru de skruer af, som fastgør skærmen til maskinen, skru de midterste ringmøtrikker af, og fjern skærmen. Udskift skæreslangen, og gentag ovenstående trin i modsat rækkefølge. Bemærk: Vær forsigtig med ikke at beskadige kontaktstiften og bøje s skæreslangen monterede stifter. Fig. 1 3 - TILBEHØR OG FORBRUGSDELE Gasdysehullets diameter på skæreslangen skal vælges ud fra skærestrømmen. Som vist på maskinens frontpanel skal diameteren være: • ø 1 mm med strøm I2 op til 45/50 A. • ø 1,3 mm med strøm I2 fra 45 A til 90 A. • ø 1,6 mm med strøm I2 fra 80 A til 130 A. • ø 1,8 mm med strøm I2 fra 120 A til 160 A. FORSIGTIG! I de tilfælde hvor strømmen overstiger 45/50 A, må dysen ikke berøre arbejdsstykket - Du må i stedet anvende fjedermellemstykket eller mellemstykket med dobbeltspids. 9 GEBRUIKSAANWIJZING VAN DE PLASMATOORTS CEBORA CP 200 LEES DEZE HANDLEIDING AANDACHTIG ALVORENS DE BRANDER TE GEBRUIKEN. Deze brander is vervaardigd in strikte overeenstemming met de veiligheidsvoorschriften die zijn gestipuleerd in de norm EN 50192. Overeenkomstig de eisen die voornoemde norm stelt, verklaart CEBORA SPA hierbij dat deze brander uitsluitend mag worden gebruikt in combinatie met CEBORA- stroombronnen. De reserve- en verbruiksonderdelen zijn integrale onderdelen van de brander. Daarom beschouwt CEBORA elk gebruik van NIETORIGINELE reserveonderdelen als een ongeoorloofde wijziging, waarvoor het - naar de geest van voornoemde norm - iedere aansprakelijkheid, inclusief garantieverplichtingen, van de hand wijst. Elk gebruik dat niet specifiek in deze handleiding staat beschreven, zal worden beschouwd als zijnde VERBODEN. Enkel bevoegd personeel mag dit apparaat starten, gebruiken en onderhouden. Ook dienen de geldende veiligheidsvoorschriften te worden nageleefd. 1 - INLEIDING Deze brander is ontworpen voor het snijden van elektrisch geleidende materialen (metalen en legeringen) met behulp van de plasmaboogprocedure en maakt gebruikt van zuivere, droge lucht als plasmagas en van gedistilleerd water, vermengd met glycol, voor de koeling. Hij is in twee uitvoeringen verkrijgbaar: a) MAC-model voor handmatig gebruik en b) DAC-model voor gebruik in automatische systemen. Het "PLASMABOOGSNIJDEN" vindt plaats bij hoge temperatuur, die wordt opgewekt door een geconcentreerde vlamboog. Bijgevolg kunnen zeer gevaarlijke situaties ontstaan. Het is dan ook van essentieel belang dat u met bijzondere aandacht het hoofdstuk VEILIGHEIDSMAATREGELEN leest in de handleiding van de stroombron waarop de brander is aangesloten. Deze handleiding moet veilig worden opgeborgen op een voor de gebruiker vertrouwde plaats. Zij moet worden geraadpleegd in geval van twijfel en moet de machine vergezellen gedurende haar volledige levensduur. Daarnaast kan zij als referentie worden gebruikt bij het bestellen van reserveonderdelen. 2 - TECHNISCHE GEGEVENS Maximale snijstroom I2 = 200 A gelijkstroom Werkcyclus X = 60% wanneer I2 = 200 A. Werkcyclus X = 100% wanneer 12 = 160 A Bedrijfsspanning U2 = 140 V (afstand mondstuk-werkstuk 4 mm) Plasmagasdruk met kabel van 6 meter = 3 bar (0,3 Mpa/44 PSI) Maximale luchtstroom = 48 liter per minuut. Koelvloeistofdruk = 3 bar Koelvloeistofstroom = 1,4 liter per minuut. • ø 1,6 mm bij een I2-stroom van 80 A tot 130 A. • ø 1,8 mm bij een I2-stroom van 120 A tot 160 A. OPGELET ! Bij een stroom van meer dan 45/50 A mag het mondstuk het werkstuk niet raken; gebruik daarom het verende afstandsstuk of het afstandsstuk met dubbel uiteinde. 4 - VEILIGHEID Deze brander is uitgerust met een elektrische beveiligingsinrichting op het branderlichaam om gevaarlijke spanningen te vermijden tijdens het vervangen van het mondstuk, de elektrode of de gasmondstukhouder. 5- ONDERHOUD VAN DE BRANDER (Afb.1) Sluit vóór elk onderhoud, dat moet worden uitgevoerd door bevoegd personeel, de stroomtoevoer naar de machine af. 5.1 -Vervangen van verbruiksonderdelen (Afb.1). De onderdelen die onderhevig zijn aan slijtage zijn de elektrode A en het mondstuk C; om deze te vervangen, moet eerst de gasmondstukhouder D worden losgeschroefd. De elektrode A moet worden vervangen wanneer ze in het midden een krater vertoont van ongeveer 1,5 mm diep. Gebruik uitsluitend het bijgeleverde (de)montagegereedschap om de elektrode vast en los te draaien. Het mondstuk C moet worden vervangen wanneer het middengat beschadigd is of breder is dan dat van een nieuw deel. Zorg dat de gasmondstukhouder D stevig aangedraaid wordt na het vervangen. WAARSCHUWING! Schroef de gasmondstukhouder D alleen op het branderlichaam wanneer de elektrode A en het mondstuk C gemonteerd zijn. Het ontbreken van één van deze onderdelen zal niet alleen de goede werking van de machine belemmeren , maar bovenal de veiligheid van de gebruiker in het gedrang brengen. 5.2 - Vervangen van de brander (Afb. 1). Machines van het type S, die ontworpen zijn voor gebruik in gevaarlijke omgevingen, hebben een afschermkap, waardoor de brander enkel met behulp van gereedschap kan worden gedemonteerd en gehermonteerd. Schroef de schroeven waarmee de afschermkap is bevestigd los, schroef de bevestigingsringmoer in het midden los en verwijder de afschermkap. Vervang de brander en voer de hierboven beschreven stappen in omgekeerde volgorde uit. Opmerking: let op dat de contactpen niet wordt beschadigd en dat de pennen van de branderkoppeling niet krombuigen. 3 - ACCESSOIRES EN VERBRUIKSONDERDELEN De diameter van de gasmondstukopening op de brander wordt bepaald in functie van de snijstroom en moet, zoals aangegeven op het voorpaneel van de machine, als volgt zijn: • ø 1 mm bij een I2-stroom tot 45/50 A. • ø 1,3 mm bij een I2-stroom van 45 A tot 90 A. 10 Afb. 1 BRUKSANVISNING FÖR PLASMASKÄRARE CEBORA CP 200 LÄS NOGGRANT DENNA BRUKSANVISNING INNAN BRÄNNAREN TAS I BRUK Denna brännare är konstruerad helt i överensstämmelse med säkerhetskraven i standard EN 50192. Med hänsyn till vad som föreskrivs i denna standard förklarar CEBORA SPA att denna brännare endast ska användas med CEBORA-generatorer. Reserv- och förbrukningsdelar utgör delar av den kompletta utrustningen för brännaren. Därför anser CEBORA att användning av delar som INTE är ORIGINAL är lika med åverkan på produkten och i enlighet med gällande standard avsäger sig CEBORA därmed allt garantiansvar. All annan användning än rekommenderad anses som EJ TILLÅTEN. Igångsättningen, användningen och underhållsarbetet ska endast utföras av kvalificerad personal. Dessutom ska hänsyn tas till gällande säkerhetsföreskrifter. 1 - INLEDNING Denna brännare är konstruerad för att skära i strömförande material (metaller och legeringar). Detta utförs med en plasmabåge. Brännaren använder ren och torr luft som plasmagas och destillerat vatten, blandat med glykol, för kylning. Brännaren levereras i två versioner: a) modell MAC för manuell drift och b) modell DAC för drift med automatiska system. Skärning med "PLASMABÅGE" sker med hög temperatur genererad av en koncentrerad elektrisk båge och därmed kan situationer med höga risker uppstå. Därför är det nödvändigt att respektera avsnittet SÄKERHETSFÖRESKRIFTER i bruksanvisningen för generatorn som är ansluten till brännaren. Denna bruksanvisning bör bevaras med omsorg på en plats som är känd för operatören. Bruksanvisningen ska konsulteras vid varje tillfälle av tveksamhet och ska följa med maskinen under dess hela livslängd, samt användas vid beställning av reservdelar. 2 - TEKNISKA DATA Max. skärström I2 = 200 A likström Intermittensfaktor X = 60% med I2 = 200 AIntermittensfaktor X = 100% med 12 = 160 A Arbetsspänning U2 = 140 V (avstånd mellan munstycke och arbetsstycke 4 mm) Plasmagastryck med 6 m kabel = 3 bar (0,3 MPa/44 PSI) Max. luftkapacitet = 48 l/min. Kylvätsketryck = 3 bar Kylvätskans kapacitet = 1,4 l/min. 4 - SÄKERHET Denna brännare är utrustad med ett elektriskt skydd, placerad på brännarens stomme, för att undvika farlig spänning vid byte av munstycke, elektrod eller munstyckshållare. 5 - UNDERHÅLL AV BRÄNNAREN (Fig. 1) Koppla alltid ifrån strömförsörjningen till maskinen innan något ingrepp utförs. Endast kvalificerad personal får utföra ingrepp. 5.1 - Byte av förbrukningsdelar (Fig. 1) De delar som utsätts för slitage är elektroden A och munstycket C, som byts efter att munstyckshållaren D har skruvats av. Elektroden A ska bytas ut när en urgröpning har bildats i mitten som är 1,5 mm djup. Använd utdragaren för att skruva av eller skruva fast elektroden. Munstycket med spänning C ska bytas ut när mittenhålet är slitet eller förstorat i förhållande till ett nytt munstycke. Kontrollera att munstyckshållaren D är ordentligt fastsatt efter utbytet. VARNING! Munstyckshållaren D får endast skruvas fast på brännarens stomme sedan elektroden A och munstycket C är monterade. Om dessa delar saknas riskeras maskinens funktion och i synnerhet operatörens säkerhet. 5.2 - Byte av brännare (Fig. 1) S-märkta maskiner, tillverkade för att användas i omgivning med höga risker, är utrustade med ett skydd som kräver att ett verktyg används för att montera eller avmontera brännaren. Skruva ur skruvarna som fäster maskinens skydd, skruva ur ringmuttern från centralfästet och dra ut skyddet. Byt ut brännaren och montera samman delarna i omvänd ordning. OBS: skada inte strömstiftet och böj inte stiften på brännarfästet. Fig. 1 3 - TILLBEHÖR OCH RESERVDELAR Öppningsdiametern på brännarens munstycke bestäms av skärströmmen och ska överensstämma med värdena som anges på maskinens frontpanel: • ø 1 mm med ström I2 upp till 45/50 A. • ø 1,3 mm med ström I2 från 45 A till 90 A. • ø 1,6 mm med ström I2 från 80 A till 130 A. • ø 1,8 mm med ström I2 från 120 A till 160 A. VARNING! Med ström starkare än 45/50 A får munstycket inte vidröra arbetsstycket. Använd en avståndsbricka med fjäder eller två spetsar. 11 ODHGOS CRHSEWS FAKOU PLASMA CEBORA CP 200 PRIN CRHSIMOPOIHSETE AUTON TON FAKO, DIABASTE PROSEKTIKA TO PARON EGCEIRIDIO. Autov" o fakov" kataskeuavsthke thrwvnta" plhvrw" ti" diatavxei" pou aforouvn ta mevtra asfaleiva" problepovmena apov ton kanovna EN 50192. Giav thn thvrhsh tou ivdiou kanovna h CEBORA SPA dhlwvnei ovti autov" o fakov" prevpei na crhsimopoihqeiv movno me gennhvtrie" CEBORA. Ta antallaktikav kai ta mevrh upokeivmena se fqorav apotelouvn anapovspasta tmhvmata tou fakouv kai gi v autov h CEBORA qewreiv tropopoivhsh tou ivdiou th crhvsh MH AUQENTIKWN tmhmavtwn kai aposuvrei, suvmfwna me ton ivdio kanovna, kavqe euquvnh sumperilambanomevnwn kai twn dikaiwmavtwn pou problevpontai apov to sumbovlaio egguhvsh". Opoiadhvpote crhvsh pou den perigravfetai prevpei na qewrhqeiv MH EGKEKRIMENH. H qevsh se leitourgiva, h crhvsh kai h sunthvrhsh prevpei na ektelouvntai apov eidikeumevno proswpikov. Prevpei epivsh" na throuvntai oi iscuvouse" diatavxei" apofughv" atuchmavtwn. • ø1 mm me reuvma I2 mevcri 45§50 A. • ø1.3 mm me reuvma I2 apov 45 A mevcri 90 A. • ø1.6 mm me reuvma I2 apov 80 A mevcri 130 A. • ø1.8 mm me reuvma I2 apov 120 A mevcri 160 A. PROSOCH ! Me reuvmata anwvtera twn 45§50 A to stovmio den prevpei na aggivzei to kommavti pou prevpei na kopeiv, gi v autov eivnai aparaivthto na crhsimopoieivte thn apovstash elathrivou hv ekeivnh twn duvo aicmwvn. 4-ASFALEIA Autov" o fakov" diaqevtei miva hlektrikhv asfavleia, topoqethmevnh sto swvma tou fakouv, gia na prostateuvei apov epikivndune" tavsei" ovtan givnetai h antikatavstash tou hlektrodivou, tou stomivou hv th" bavsh" tou. 5-SUNTHRHSH FAKOU (EIK. 1) Afaireivte pavnta thn trofodovthsh privn apov kavqe epevmbash sthn mhcanhv pou prevpei na ekteleivtai apov eidikeumevno proswpikov. 1-EISAGWGH Autov" o fakov", pou scediavsthke gia to kovyimo ulikwvn me hlektrikhv agwgimovthta (metavllwn kai kramavtwn) mevsw diadikasiva" tovxou plavsmato", crhsimopoieiv kaqarov kai xhrov aevra san aevrio-plavsma kai apestagmevno nerov anamigmevno me gklikovl gia thn yuvcransh. Kataskeuavzetai se duvo parallagev"œ a) montevlo MAC gia ceirokivnhth crhvsh kai b) montevlo DAC gia crhvsh se autovmate" egkatastavsei". To kovyimo me diadikasiva "TOXOU PLASMATOS" pragmatopoieivtai lovgw th" uyhlhv" qermokrasiva" pou paravgetai apov evna sugkentrwmevno hlektrikov tovxo pou mporeiv na apotelevsei aitiva katastavsewn uyhlouv kinduvnou. Eivnai aparaivthto, gi v autov, na lavbete upovyh me th megaluvterh prosochv to kefavlaio pou aforav ti" PROFULAXEIS ASFALEIAS pou perigravfetai ston odhgov th" gennhvtria" ovpou sundevetai o fakov". To parovn egceirivdio prevpei na diathreivtai me frontivda se cwvro pou na eivnai gnwstov sto ceiristhv. Prevpei na to sumbouleuveste kavqe forav pou upavrcoun amfibolive", prevpei na akolouqhvsei ovlh th diavrkeia th" zwhv" th" suskeuhv" kai prevpei na crhsimopoieivtai gia thn paraggeliva antallaktikwvn tmhmavtwn. 2 - TECNIKA STOICEIA Anwvtato reuvma koyivmato" I2 = 200 AD.C. Paravgonta" uphresiva" X = 60% me I2 = 200 A Paravgonta" uphresiva" X = 100% me I2 = 160 A Tavsh ergasiva" U2 = 140V (apovstash stovmio-kommavti 4 mm) Pivesh aerivou-plavsmato" me kalwvdio 6m = 3 bar (0,3 Mpa/44 PSI) Anwvtath cwrhtikovthta aevra = 48 livtra§leptov. Pivesh ugrouv yuvcransh" = 3 bar Cwrhtikovthta ugrouv yuvcransh" = 1,4 livtra§leptov. 5.1-Antikatavstash twn tmhmavtwn pou upovkeintai se fqorav (Eik.1). Ta tmhvmata pou fqeivrontai eivnai to hlektrovdio A kai to stovmio C kai h antikatavstashv tou" prevpei na givnei afouv xebidwqeiv h bavsh tou stomivou D. To hlektrovdio A prevpei na antikaqivstatai ovtan parousiavzei sto kevntro evnan krathvra bavqou" perivpou 1,5 mm. Gia na xebidwvnete kai na bidwvnete to hlektrovdio crhsimopoieivte movno to eidikov ergaleivo exagwghv". H antikatavstash tou stomivou C prevpei na givnetai ovtan h kentrikhv ophv eivnai calasmevnh hv evcei dieurunqeiv se scevsh me ekeivnh tou nevou exarthvmato". Bebaiwqeivte ovti uvstera apov thn antikatavstash h bavsh tou stomivou D eivnai arketav sfikthv. PROSOCH ! H bavsh tou stomivou D prevpei na bidwqeiv sto swvma tou fakouv movno me to hlektrovdio A kai to stovmio C hvdh sunarmologhmevna. H evlleiyh autwvn twn tmhmavtwn qevtei se kivnduno th leitourgiva th" suskeuhv" kai kurivw" thn asfavleia tou ceiristhv. 5.2-Antikatavstash tou fakouv (Eik.1). Oi mhcanev" me to shvma S, scediasmevne" gia na leitourgouvn se peribavllonta me auxhmevno kivnduno, problevpoun miva prostasiva pou upocrewvnei th crhvsh enov" ergaleivou gia th sunarmolovghsh kai thn aposunarmolovghsh tou fakouv. Xebidwvste ti" bivde" pou sterewvnoun thn prostasiva sth mhcanhv, xebidwvste kai ton krivko th" kentrikhv" efarmoghv" kai afairevste thn prostasiva. Ektelevste thn antikatavvstash tou fakouv kai epanalavbete ti" ivdie" enevrgeie" me antivqeth seirav. Shmeivwsh - Mhn sumpievzete h shmadeuvete to sthvrigma diavbash" tou reuvmato" kai mhn lugivzete tou" reumatolhvpte" th" diasuvndesh" tou fakouv. 3 - EXARTHMATA KAI MERH UPOKEIMENA SE FQORA H diavmetro" th" ophv" tou stomivou tou fakouv eivnai sunavrthsh tou reuvmato" koyivmato" kai, ovpw" shmeiwvnetai kai sthn metwpikhv plavka th" mhcanhv", prevpei na eivnaiœ 12 Eik. 1 QUESTA PARTE È DESTINATA ESCLUSIVAMENTE AL PERSONALE QUALIFICATO. THIS PART IS INTENDED SOLELY FOR QUALIFIED PERSONNEL. DIESER TEIL IST AUSSCHLIEßLICH FÜR DAS FACHPERSONAL BESTIMMT. CETTE PARTIE EST DESTINEE EXCLUSIVEMENT AU PERSONNEL QUALIFIE. ESTA PARTE ESTÁ DESTINADA EXCLUSIVAMENTE AL PERSONAL CUALIFICADO. ESTA PARTE È DEDICADA EXCLUSIVAMENTE AO PESSOAL QUALIFICADO. TÄMÄ OSA ON TARKOITETTU AINOASTAAN AMMATTITAITOISELLE HENKILÖKUNNALLE. DETTE AFSNIT HENVENDER SIG UDELUKKENDE TIL KVALIFICERET PERSONALE. DIT DEEL IS UITSLUITEND BESTEMD VOOR BEVOEGD PERSONEEL. DENNA DEL ÄR ENDAST AVSEDD FÖR KVALIFICERAD PERSONAL. AUTOV TO TMHVMA PROORIVZETAI APOKLEISTIKAV GIA TO EIDIKEUMEVNO PROSWPIKO.V 13 CP 200 MAC Art.1232 pos DESCRIZIONE DESCRIPTION 01 ADATTATORE MOBILE MOVABLE ADAPTOR 02 CAVO TORCIA TORCH CABLE 03 IMPUGNATURA CON PULSANTE HANDGRIP WITH PUSHBUTTON 04 RACCORDO FITTING 05 DIFFUSORE INOX INOX DIFFUSER 06 CORPO TORCIA TORCH BODY 07 ELETTRODO ELECTRODE 08 UGELLO NOZZLE 09 PORTAUGELLO NOZZLE HOLDER 10 MOLLA DISTANZIALE SPACING SPRING CP 200 DAC Art.1234 pos DESCRIZIONE DESCRIPTION 01 ADATTATORE MOBILE MOVABLE ADAPTOR 02 CAVO TORCIA TORCH CABLE 03 IMPUGNATURA HANDGRIP 04 RACCORDO FITTING 05 DIFFUSORE INOX INOX DIFFUSER 06 CORPO TORCIA TORCH BODY 07 ELETTRODO ELECTRODE 08 UGELLO NOZZLE 09 PORTAUGELLO NOZZLE HOLDER CP 200 DAC Art.1235 La richiesta dei pezzi di ricambio deve indicare sempre: numeri di articolo, matricola e data di acquisto della macchina, posizione e quantità del ricambio. 14 pos DESCRIZIONE DESCRIPTION 01 BOCCOLA PER CAVO T. BUSH 02 CAVO TORCIA TORCH CABLE 03 IMPUGNATURA HANDGRIP 04 RACCORDO FITTING 05 DIFFUSORE INOX INOX DIFFUSER 06 CORPO TORCIA TORCH BODY 07 ELETTRODO ELECTRODE 08 UGELLO NOZZLE 09 PORTA UGELLO NOZZLE HOLDER When ordering spare parts please always state the machine item and serial number, the spare part position and the quantity. CP 200 MAC Art.1232 CP 200 DAC Art.1234 CP 200 DAC Art.1235 15 16