1
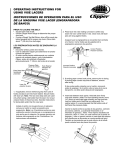
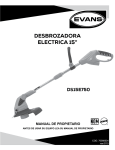
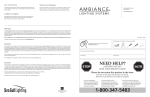
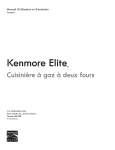
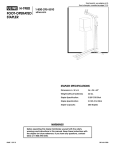
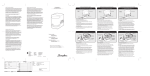
CONVEYOR ASHLAND PRODUCTS Clipper® Vise Lacer Operating Instructions • Instrucciones de Operacion Phone Fax 800-587-0045 419-281-1096 F.O.B. Ashland, Ohio 44805 www.ashlandconveyor.com CONVEYOR ASHLAND PRODUCTS re Belt Thickness CONVEYOR ASHLAND PRODUCTS ss with Clipper® hook gauge, micrometer, or caliper ression cover, skive the impression off prior to ess (Fig. 2). Prior to Lacing the Belt Fig. 1 How How to to Properly Properly Square Square a Belt aEnd Belt End End How to Properly Square a Belt Los Preparativos Antes De Engrapar La Banda re Pulley Diameter he smallest pulley that has a belt wrap of at least 90 r ‘minimum pulley diameter’ measurement. 15 to 20 ft. 15 to 20 ft. Awl or Nail Awl or Nail Center Line 15 to 20 ft. BC B B C C B Center Line BC Awl or Nail Center Line B C C B BC B C C mine Hook Choices Selection Chart on page 4, identify possible fastener Step 2 21 Step Step 32 3 4 4 5 5 6 6 7 7 2 Step Step diameter. 3Step Step 43Step Step 5 Step Step Step 6 Step Step Step 7 Step Step Step Step thickness and Step minimum pulley Note: ForStep there are a The number ofsimple hooks that can be selected. TheThe following following simple simple steps steps willensure will helphelp ensure thatthat a belt is properly issquared properly squared squared prior to mechanical to mechanical fastener installation. installation. following steps will help thatensure a belt isa belt properly prior toprior mechanical fastenerfastener installation. Fig. 2 2. If using a rough top belt skive 1. Square belt ends, then cut. back about 1” (26 mm) from belt Step 6. 6. Measure Measure backback fromfrom the the intended intended splice to ato a Step 1. 1. Prior Prior towork any to any work work on conveyors, your on your conveyors, conveyors, be certain be Step certain edge. 6.Step Measure back from the intended splice areasplice toarea a area Step 1.StepPrior to any on your be certain Cuadrar la banda fines. Entonces distance approximately approximately equal equal totimes three to three times times the belt the belt width. At At thatpower that the the power has has beenbeen turned offthat off and and thatbelt that theisthe beltdistance belt is isdistance approximately equal to three the belt width. At width. that the has been turned offturned and the corte lapower banda. this this point point drive drive a nail a nail or an or awl an awl on the on the center center line. line. Using Using the the “locked out.”out.” this point drive a nail or an awl on the center line. Using the “locked“locked out.” Si están usando banda maller diameter offer: oras awl awl as aas pivot a pivot point, point, swing swing anmarking arc, an arc, marking marking the the beltbelt nail ornail awlnail aorpivot point, swing an arc, the belt antiderrapante con cubierta across its entire its entire width. width. Step 2. Measure 2. the Measure the beltbelt width and and establish establish center center points at atacross across its entire width. Step 2.Step Measure beltthe width andwidth establish center points at points superior de acabado áspero, contacts conveyor components. intervals to3 5(1 tofeet 5 feet (1 to (1 1.5 to(A1.5 m). m). (A distance (Aofdistance of to 15 to intervals ofintervals 3 toof53of feet to 1.5 m). distance 15 of to 15 usar el desbastador Clipper, components. Step 7. Where 7.thisWhere this arc intersects arc the intersects the twotwo smaller smaller (B & (B & feet 20 to feet [4.5 to back 6tom] 6 from m] backback fromintended from the the intended intended splice area is 7. isStep Where arcthis intersects twothesmaller lines (Blines &lines 20 feet20[4.5 6 [4.5 m] the splice areasplice isareaStep antes del calíbrador (Desbastar C) marked C) marked parallel to the to belt the belt center line,line, astraight steel a steel straight straight recommended.) recommended.) C) marked parallel to parallel the belt center line,center align aalign steelalign recommended.) aproximadamente 1”, 26mm, del edgeedge through through thesethese points andthe and trace trace the the line line across the the width width edge through these points andpoints trace line across the across width borde de la banda). rger diameter offer: the ofThe the belt.belt. TheThe resulting resulting is the issquare. the truetrue square. square. Step 3. 3. Using Using either either astraight steel a steel straight straight or aorline, chalk a chalk line, line,of of the belt. resulting line is line the line true Step 3.StepUsing either a steel edge oredge a edge chalk mark mark the the average average center center line line through through the the points points measured measured mark the average center line through the points measured e increased wire mass. Fig. 3 Step 8. the 8. Cut Cut theatthe belt atline this atusing this line line using using of the of the specially specially in Step 2. 2. Step 8.Step Cut belt thisbelt one ofone theone specially in Stepin2.Step e. engineered engineered beltbelt cutters cutters fromfrom Flexco. Flexco. engineered belt cutters from Flexco. Step 4. 4. Using Using a square, a square, draw aperpendicular line a line perpendicular perpendicular to your Step 4.Step Using a square, draw adraw line to yourto your Step 9. Repeat 9.Steps Repeat Steps Steps 1-8 on the on belt the other other beltbelt end.end. average center line line across the beltbelt width. width. Step 9.Step Repeat 1-8 on the1-8 other end. averageaverage center linecenter across the across beltthewidth. Wire Diameter/Shape ® squaring Step 5.even For 5. greater For eveneven greater greater accuracy in preparing in preparing youryour squaring Step 5.Step For accuracy inaccuracy preparing your squaring se Style: Carded or Unibar line line – and – and onwith belts on worn belts withwith worn worn edges –completion after – after completion completion of Step line – and on belts edges –edges after of Stepof Step 3 ,two mark 3 , lines mark two(B two lines (Bequal &(BC) &distance equal C) equal distance distance from from the center the line line 3 , mark & lines C) from the center linecenter the inwhere the areaarea where the the splice will be installed. be Lines installed. Lines in the in area the where splice will splice bewill installed. B &Lines CB &B C& C must must be parallel be the to the center line.line. must be parallel to parallel the to center line.center t Hook Leg Length Flexible SteelSteel Lacing Lacing Company Company FlexibleFlexible Steel Lacing Company ions, it is recommended to use a standard leg length for ere failures have occurred due to fastener comb-out or select a hook with a longer leg for greater reachback. 2 CONVEYOR ASHLAND PRODUCTS t Material Phone Fax 800-587-0045 419-281-1096 25252525 Wisconsin Wisconsin Avenue Avenue 2525 Wisconsin Avenue Downers Grove, Grove, IL 60515-4200 IL 60515-4200 U.S.A. DownersDowners Grove, IL 60515-4200 U.S.A. U.S.A. Telephone: Telephone: (630)(630) 971-0150 971-0150 Telephone: (630) 971-0150 Fax:971-1180 Fax: (630)(630) 971-1180 971-1180 Fax: (630) E-mail: [email protected] [email protected] E-mail: E-mail: [email protected] Visit our our Web site at: sitewww.flexco.com at: www.flexco.com Visit ourVisit Web siteWeb at: www.flexco.com F.O.B. Ashland, Ohio 44805 www.ashlandconveyor.com Australia: 61-2-9680-3322 61-2-9680-3322 • England: • England: 44-1457-891000 44-1457-891000 • Germany: • Germany: 49-7428-9406-0 49-7428-9406-0 Mexico: • Mexico: 52-5-674-5326 52-5-674-5326 Australia:Australia: 61-2-9680-3322 • England: 44-1457-891000 • Germany: 49-7428-9406-0 • Mexico:• 52-5-674-5326 New Zealand: New Zealand: 64-9-415-4488 64-9-415-4488 • Republic • Republic of South of27-11-974-2771 South Africa:Africa: 27-11-974-2771 27-11-974-2771 New Zealand: 64-9-415-4488 • Republic of South Africa: hook on optimal s belt faces LOS PREPARATIVOS ANTES DE ENGRAPAR LA put unlaced hooks in these two slots. See later instrucCorrect Position tions for lacing belts wider than the vise lacer. BANDA: ASHLAND • Escuadrar ambas puntas de la banda. CONVEYOR • Usar el calíbrador Clipper para determinar el tamaño PRODUCTS correcto del gancho. • Si están usando banda antiderrapante con cubierta superior de acabado áspero, usar el desbastador Clipper, antes del calíbrador (Desbastar aproximadamente 1”, 26mm, del borde de la banda). Pressure Plate placa de presión Extra Deep Slots hendiduras profundas Posición Correcta Instale el cartón con los ganchos en el retenedor, remueva el cartón e inserte el pasador para asegurarlos. Nota: Las 2 hendiduras extras se usan solamente cuando la banda que va a engraparse es más ancha que la máquina. No pongan ganchos sin haberse sido engrapado en las 2 hendiduras. Ver Incorrectmás Position instrucciones adelante. Insertar la de mane retenedor operación sin engra extremo d del giro). la banda Posición Incorrecta Hook Retainer retenedor de ganchos 3. If carding paper covers hook points, remove prior to lacing. If carding paper covers loop area of fastener, remove after lacing. Lacer Pin pasador de guía OPERATING INSTRUCTIONS FOR Si las puntas están cubiertas con el cartón, removerlo antes de engrapar. Si el cartón cubre el area de la curva USING VISE LACERS del gancho, se debe quitar después del engrapado. INSTRUCCIONES OPERACION 1. If applicable, remove DE reinforcing strip from card of PARA EL USO DE LA 3. Ifand applicable, remove reinforcing 4.4.Place into vise making surebelt down firmly Insert belt between hook points. Hold hooks place card into hook retainer. Secure hooks MAQUINA VISE LACER (ENGRAPADORA DE lacer BANCO) onto hook retainer. (Note: For best operating results, leave strip from hooks anddeep place with lacer pin. card Note:of The two extra slots are used only when lacing a belt wider than the lacer. Do not card into hook retainer. Secure put unlaced hooks in these two slots. See later instruchooks with belts lacerwider pin.than Note: tions for lacing theThe vise two lacer. extra deep slots are used only when Instale el THE con los ganchos en el retenedor, 2. PRIOR TO LACING BELT: lacing aelcartón belt wider than the lacer. Do remueva cartón e inserte el pasador para • Square both ends of belt. not put in these twose usan asegurarlos. Nota: Las 2 hendiduras extras • Use the Clipper Hookunlaced Gauge tohooks determine the proper la banda que va engraparse es size hook.solamente slots. Seecuando later instructions fora lacing • If using a Rough Top Belt skive No off the roughganchos top más ancha que Skiver, la máquina. pongan sin beltsbelt wider thansize theen vise lacer. before gauging for proper hook. back haberse sido engrapado las (Skive 2 hendiduras. Ver about 1" (26 mm) from belt instrucciones másedge.) adelante. Instale el ANTES cartón con los ganchosLA LOS PREPARATIVOS DE ENGRAPAR en el retenedor, remueva el BANDA: lacer is all the way down into vise. 1/4" (6mm) on each belt edge unlaced; and use one less Center lacer in vise. hook on trailing endClose of beltvise thanuntil on pulling end). For splice, it isagainst recommended that the bottom side of laceroptimal jaws are snug hooks. belt faces the pressure plates. Place lacer into que vise making sure las lacer isse all de thelos way Insertar la banda entre puntas ganchos, centrarla Asegurar la engrapadora down intode vise. Center lacer in vise. Close vise until laceren el manera uniforme, y sostenerla firmemente bien centrada(Nota: Para mejores resultados de jawsencuentra are snug against retenedor de hooks. ganchos. dejar ¼”, 6mm,que en cada en eloperación, banco. Cerrar hasta las extremo de la banda y usar un menos cada lado del Asegurar sin queengrapar, la engrapadora se gancho encuentra bien en centrada guijadas de la la banda extremo queguijadas se encuentre en el banco. Cerrardehasta que las de la en contra sentido del giro). También se recomienda que la parte inferior de engrapadora presionen los ganchos. engrapadora presionen los ganchos. la banda quede colcada hacia las placas de presión. Correct Position Posición Correcta • Escuadrar ambas de laelbanda. cartónpuntas e inserte pasador para • Usar el calíbrador Clipper para determinar el tamaño Nota: Las 2 hendiduras correcto delasegurarlos. gancho. • Si están usando banda antiderrapante concuando cubierta extras se usan solamente superior de acabado áspero, usar el desbastador la banda que va(Desbastar a engraparse es Clipper, antes del calíbrador aproximadamente 1”, 26mm, borde de laNo banda). más ancha que del la máquina. pongan ganchos haberse sido Pressure Plate sin Hook Retainer placa de presión de engrapado en las 2retenedor hendiduras. Vea ganchos las instrucciones en la página 6. Extra Deep Slots hendiduras profundas Incorrect Position Posición Incorrecta 5. 3. If cardingIfpaper covers hookcovers points, remove carding paper hook prior to lacing. If carding paper covers loop area of fastener, remove after points, remove prior to lacing. lacing. Lacer Pin pasador de guía 1. If applicable, remove reinforcing strip from card of hooks and place card into hook retainer. Secure hooks with lacer pin. Note: The two extra deep slots are used only when lacing a belt wider than the lacer. Do not put unlaced hooks in these two slots. See later instructions for lacing belts wider than the vise lacer. If carding paper covers loop area of Si las puntas están cubiertas con el cartón, removerlo fastener, remove after lacing. antes de engrapar. Si el cartón cubre el area de la curva del gancho, se debe quitar después del engrapado. Si las puntas están cubiertas con 4. Insert between hook points. Holdde belt down firmly el belt cartón, removerlo antes onto hook retainer. (Note: For best operating results, leave engrapar. Si el cartón cubre el area 1/4" (6mm) on each belt edge unlaced; and use one less hookde onla trailing belt than on curvaend delof gancho, sepulling debe end). For optimal splice, it is recommended that the bottom side of quitar después del engrapado. belt faces the pressure plates. ASHLAND Instale el cartón con los ganchos en el retenedor, Insertar la banda entre las puntas de los ganchos, centrarla CONVEYOR remueva 800-587-0045 el cartón e inserte el pasador para en el Phone F.O.B. Ashland, Ohio 44805de manera uniforme, y sostenerla firmemente PRODUCTS asegurarlos. Nota: Las 2 hendiduras extras se usan retenedor de ganchos. (Nota: Para mejores resultados de Fax solamente419-281-1096 cuando la banda quewww.ashlandconveyor.com va a engraparse es operación, dejar ¼”, 6mm, en cada extremo de la banda más ancha que la máquina. No pongan ganchos sin sin engrapar, y usar un gancho menos en cada lado del extremo de la banda que se encuentre en contra sentido haberse sido engrapado en las 2 hendiduras. Ver 3 r instruc- hook on trailing end of belt than on pulling end). For optimal splice, it is recommended that the bottom side of belt faces the pressure plates. dor, Insertar la banda entre las puntas de los ganchos, centrarla de manera uniforme, y sostenerla firmemente en el retenedor de ganchos. (Nota: Para mejores resultados de operación, dejar ¼”, 6mm, en cada extremo de la banda 5. sin engrapar, y usar un gancho menos en cada lado del extremo de la banda que se encuentre en contra sentido del giro). También se recomienda que la parte inferior de la banda quede colcada hacia las placas de presión. e usan arse es hos sin Ver CONVEYOR ASHLAND PRODUCTS Close vise as tightly as possible to embed hooks. (Note: A vise 6" (150mm) or larger is recommended.)* Cerrar la engrapadora tan fuerte como sea posible para empotrar los ganchos. (Nota: Una máquina de 6”, 150mm, o más grande es recomendable). 9. Whe up a Cua haci 6. Insert belt between hook points. Hold belt down firmly onto hook retainer. (Note: For best operating results, leave 1/4” (6mm) on each belt edge unlaced; and use one less hook on trailing end of belt than on pulling end). For optimal splice, it is recommended that the bottom side of belt faces the pressure plates. Insertar la banda entre las puntas de los ganchos, centrarla de manera uniforme, y sostenerla firmemente en el retenedor de ganchos. (Nota: Para mejores resultados de operación, dejar ¼”, 6mm, en cada extremo de la banda sin engrapar, y usar un gancho menos en cada lado del extremo de la banda que se encuentre en contra sentido del giro). También se recomienda que la parte inferior de la banda quede colcada hacia las placas de presión. 4 ASHLAND CONVEYOR PRODUCTS Phone Fax 7. TO INSURE MAXIMUM HOOK Close vise as tightly as CLINCH AND 5. Close vise as tightly as possible to embed hooks. JOINT STRENGTH, THE NEXT 4 STEPS MUST BE (Note: A viseto 6"embed (150mm)hooks. or larger is recommended.)* possible (Note: (CRUCIAL FOR LACING CerrarFOLLOWED la engrapadora tan fuerte como sea posible ARECTANGULAR vise 6” (150mm) orTENSILE larger isHOOKS): HIGH para empotrar los ganchos. (Nota: Una máquina de 6”,recommended).* 150mm, o más grande es recomendable). PARA ASEGURAR UN MAXIMO REMACHADO DEL GANCHO Y FUERZA EN EL EMPALME DEBERAN SEGUIR LOS tan SIGUIENTES Cerrar la engrapadora fuerte 4 PASOS.(ES IMPORTANTE PARA EMPALMES como sea posible para empotrar los CON GANCHOS PARA UNA GRAN TENSION ganchos. (Nota: Una máquina de RECTANGULAR): 6”, 150mm, o más grande es 6. Release pressure of vise and slide attached recomendable).* Pressure Plate to one end of lacer. Deslice la placa de presión hacia un extemo de la engrapadora. TO INSURE MAXIMUM HOOK CLINCH AND JOINT STRENGTH, THE NEXT 4 STEPS MUST BE FOLLOWED (CRUCIAL FOR LACING RECTANGULAR HIGH TENSILE HOOKS): PARA ASEGURAR UN MAXIMO REMACHADO DEL GANCHO Y FUERZA EN EL EMPALME DEBERAN SEGUIR LOS SIGUIENTES 4 PASOS.(ES IMPORTANTE PARA EMPALMES 7. Close vise tightly again. This concentrates all the CON GANCHOS GRAN TENSION power of the vise PARA on thisUNA one-inch section and RECTANGULAR): clinches the hooks properly. Cierre la máquina de nuevo firmemente. Esto concentrapressure la fuerzaofde la máquina esta sección 6. Release vise and slideen attached de una pulgada los ganchos de Pressure Plate toengrapando one end of lacer. manera laadecuada. Deslice placa de presión hacia un extemo de la engrapadora. 8. Repeat this operation (Steps 6 & 7) across the entire width of belt, remembering to do an inch at a time. Repetir esta operación (pasos 6 y 7) a través de todo el ancho de la banda. Recuerde hacerlo 1” (26mm) pulgada cada vez. 7. Close vise tightly again. This concentrates all the power of the vise on this one-inch section and 800-587-0045 F.O.B. Ashland, Ohio 44805 clinches the hooks properly. Cierre la máquina de nuevo firmemente. Esto 419-281-1096 www.ashlandconveyor.com concentra la fuerza de la máquina en esta sección de una pulgada engrapando los ganchos de CLIPPER BELT LACER COMPANY 1999 manera adecuada. Lit Code 1118 REV. 11/03 © FOR LA • Afte anot leav • Follo • Inse alrea • Now • If ne lace COMO H LA ENG • Desp desc 9. Whe reten up a 2 he Cuan • hacia Segu • Inse FORcolo LA hend • After • anot Segu • leave Si e • Follo anch • Inser alrea *NOTE: •must Now be • If ne A. A laced COMO H LA ENG • Desp desc reten 2 he • Segu B. C • Inser C. S coloc j hend S • Segu •*NOTA: Si es anch engrapa A. A *NOTE:d mustB.beC A. C. A D d b c B. C C. S ja PARA ASEGURAR UN MAXIMO REMACHADO DEL GANCHO Y FUERZA EN EL EMPALME CONVEYOR DEBERAN SEGUIR LOS SIGUIENTES 4 PRODUCTS PASOS.(ES IMPORTANTE PARA EMPALMES CON GANCHOS PARA UNA GRAN TENSION RECTANGULAR): ASHLAND 6. Release pressure of vise and slide attached Pressure Plate to one end of lacer. Deslice la placa de presión hacia un extemo de la engrapadora. 5. Close vise as tightly as possible to embed hooks. (Note: A vise 6" (150mm) or larger is recommended.)* Cerrar la engrapadora tan fuerte como sea posible para empotrar los ganchos. (Nota: Una máquina de 6”, 150mm, o más grande es recomendable). 7. Close vise tightly again. This concentrates all the power Release of the visepressure on this one-inch and of visesection and slide clinches the hooks properly. attached Pressure Plate to one end Cierre la máquina de nuevo firmemente. Esto concentra la fuerza de la máquina en esta sección of lacer. de una pulgada engrapando los ganchos de manera adecuada. 8. Deslice la placa de presión hacia un 8. Repeat this operation (Steps 6 & 7) across the extemo debelt, la engrapadora. entire width of remembering to do an inch at TO INSURE MAXIMUM HOOK CLINCH AND a time. Repetir esta operación y 7) a BE través de JOINT STRENGTH, THE NEXT 4 (pasos STEPS6MUST todo el ancho de la banda. Recuerde hacerlo 1” FOLLOWED (CRUCIAL FOR LACING (26mm) pulgada vez. HOOKS): RECTANGULAR HIGH cada TENSILE 9. Close vise tightly again. This PARA ASEGURAR UN MAXIMO REMACHADO concentrates all the power of the DEL GANCHO Y FUERZA EN EL EMPALME vise on this one-inch section DEBERAN SEGUIR LOS SIGUIENTES 4 and the hooks PASOS.(ESclinches IMPORTANTE PARA properly. EMPALMES CON GANCHOS PARA UNA GRAN TENSION RECTANGULAR): Cierre la máquina de nuevo 6. Release pressure of vise and slide attached la fuerza firmemente. Esto concentra Pressure Plate to one end of lacer. de en esta sección CLIPPER BELTla LACER COMPANYhacia 1999 Deslice la placa demáquina presión un extemo de la Lit Code 1118 REV. 11/03 engrapadora. de una pulgada engrapando los © ganchos de manera adecuada. laced. COMO HACER EMPALMES EN BANDAS MAS ANCHAS QUE LA ENGRAPADORA: • Después de engrapar la primera sección de la banda descrita anteriormente, colocar otra tira de grapas en el retenedor de ganchos. Asegurar de que queden libres las 2 hendiduras extras. • Seguir los pasos 2 y 3. • Insertar la sección de banda engrapada en la máquina colocando los 2 ganchos ya engrapados en las 2 hendiduras profundas. • Seguir los pasos 5 al 9. • Si es necesario, repetir el procedimiento hasta que todo el ancho de la banda esté engrapada. *NOTE: If lacer is wider than jaw of vise, the following steps must be used: A. Align lacer with edge of vise jaw. 9. When complete, remove lacer pin, grasp lacer and lift belt up and out. When complete, remove lacer Cuando termine, remueva el pasador y levante la banda pin,afuera. grasp lacer and lift belt up and hacia B. Complete lacing Steps 5 thru 8. out. C. Slide tool so next section of lacer is in contact with vise FOR LACING BELTS WIDER THAN LACER: jaws. Complete lacingTHE steps 5 thru 8 again. Finish with • After lacing first section of belt as described above, place Step 9. another card termine, of hooks into the hookelretainer. Be sure to Cuando remueva leave the two extra deep slots empty. *NOTA: es máshacia ancho que las guijadas de la pasador levante la banda • Follow Steps y2Si &el3.empalme engrapadora, hay queinto seguir losplacing siguientes • Insert laced section of belt lacer, last pasos: two afuera.engrapadora presionen los A. Alinear la engrapadora con el borde already laced hooks into the two extra deep slots.de las guijadas del banco. ganchos. • Now follow Steps 5 thru 9. B. los pasosuntil 5 alentire 8. width of belt is • If necessary,Completar repeat procedure Deslizar herramienta paraas que la siguiente sección After C. lacing firstlasection of belt laced. de la engrapadora esté en contacto con lasQUE guijadas del COMOdescribed HACER EMPALMES EN BANDAS MAS ANCHAS above, place banco. Completar los pasos 5 al 8 otra vez. Terminar LA ENGRAPADORA: con el of paso 9. another card hooks into the hook • Después de engrapar la primera sección de la banda descrita anteriormente, colocar otra tiraCLIPPER de grapas en el retainer. Be sure to BELT LACER COMPANY retenedor de ganchos. Asegurar de que queden libres lassubsidiary of: A wholly owned leave the extras. two extra deep slotsSTEEL LACING 2 hendiduras FLEXIBLE COMPANY • Seguir los pasos 2 y 3. 2525 Wisconsin Avenue • Downers Grove, IL 60515-4200 empty. Phone: 630-971-0150 • FAX: 630-971-1180 • Insertar la sección banda en our la Web máquina site at www.flexco.com • Follow Stepsde4 & 5. engrapadaVisit colocando los 2 ganchos ya engrapados en las 2 • Insert laced section of belt into hendiduras profundas. lacer, • Seguir losplacing pasos 5 last al 9. two • Si already es necesario, repetir el procedimiento hasta que todo el laced hooks into the two ancho de la banda esté engrapada. 11. extra deep slots. 10. Repeat this operation (Steps 8 7. & 9) across the entire width of belt, remembering to do an inch at a time. again. This concentrates all the Close vise tightly power of the vise on this one-inch section and clinches the hooks properly. Repetir Cierre la máquina deesta nuevooperación firmemente.(pasos Esto 8 y concentra la9)fuerza de lade máquina esta sección a través todo en el ancho de la de una pulgada engrapando los ganchos de banda. Recuerde hacerlo 1” (26mm) manera adecuada. pulgada cada vez. • Now follow Steps 7 thru 11.the following steps *NOTE: If lacer is wider than jaw of vise, must be used: • If necessary, repeat procedure until A. Align lacer with edge of vise jaw. entire width of belt is laced. B. Complete lacing Steps 5 thru 8. C. Slide tool so next section of lacer is in contact with vise jaws. Complete lacing steps 5 thru 8 again. Finish with Step 9. 8. Repeat this operation (Steps 6 & 7) across the *NOTA: Si el empalme es más ancho que las guijadas de la entire width of belt, remembering to do an inch at engrapadora, hay que seguir los siguientes pasos: a time. A. Alinear la engrapadora con el borde de las guijadas Repetir esta operación (pasos 6 y 7) a través de CONVEYOR del banco. todo el ancho de la banda. Recuerde hacerlo 1” Phone 800-587-0045 F.O.B. Ashland, Ohio 44805 B. Completar los pasos 5 al 8. PRODUCTS (26mm) pulgada cada vez. C. Deslizar la herramienta para que la siguiente sección Fax 419-281-1096 www.ashlandconveyor.com de la engrapadora esté en contacto con las guijadas del banco. Completar los pasos 5 al 8 otra vez. Terminar ASHLAND 5 DEL GANCHO Y FUERZA EN EL EMPALME DEBERAN SEGUIR LOS SIGUIENTES 4 PASOS.(ES IMPORTANTE PARA EMPALMES CON GANCHOS PARA UNA GRAN TENSION RECTANGULAR): Release of as vise and slide attached Close visepressure as tightly possible to embed hooks. Pressure Plate6"to(150mm) one endor of larger lacer. is recommended.)* Note: A vise Deslicelalaengrapadora placa de presión haciacomo un extemo de la Cerrar tan fuerte sea posible ara empotrar los ganchos. (Nota: Una máquina de engrapadora. ”, 150mm, o más grande es recomendable). LA ENGRAPADORA: Después de engrapar la primera sección de la banda descrita anteriormente, colocar otra tira de grapas en el retenedor de ganchos. Asegurar de que queden libres las 2 hendiduras extras. • Seguir los pasos 2 y 3. • Insertar la sección de banda engrapada en la máquina colocando los 2 ganchos ya engrapados en las 2 hendiduras profundas. • Seguir los pasos*NOTE: 5 al 9. IF LACER IS WIDER THAN • Si es necesario, repetir el procedimiento hasta que todo el JAW OF VISE, THE FOLLOWING ancho de la banda esté engrapada. • CONVEYOR ASHLAND PRODUCTS FOR LACING BELTS WIDER THAN THE LACER: STEPS MUST BE USED: *NOTE: If lacer is wider than jaw of vise, the following steps After lacing first section of belt must as When 9. complete, remove lacer pin,with graspedge lacer and lift belt be used: Align lacer of vise jaw. up and A. Alignout. lacer with edge of vise jaw. described above, place another card Cuando termine, remueva el pasador y levante la banda of hooks into the hook retainer. Behacia afuera. A. sure to leave the two extra deep FOR LACING BELTS WIDER THAN THE LACER: slots empty. • After lacing first section of belt as described above, place Close vise tightly again. This concentrates all the another card of hooks into the hook retainer. Be sure to power of the vise on this •one-inch Follow section Steps 4and & 5. leave the two extra deep slots empty. clinches the hooks properly. • Insert laced section of belt into • B. Follow Steps 2lacing & 3. Steps 5 thru 8. Cierre la máquina de nuevo firmemente. Esto Complete TO INSURE MAXIMUM HOOK CLINCH AND • Insert laced section of belt into lacer, placing last two concentra la fuerza de la lacer, máquina en estalast sección placing two C. Slide tool so B. nextComplete section of lacer is inSteps contact 7 with thruvise 10. INTuna STRENGTH, THE NEXTlos 4 STEPS MUST already laced hooks into the two lacing extra deep slots. de pulgada engrapando de BE alreadyganchos laced hooks into the two Complete FOLLOWED • Nowjaws. follow Steps 5 lacing thru 9.steps 5 thru 8 again. Finish with manera adecuada.(CRUCIAL FOR LACING Step 9. repeat procedure until entire width of belt is RECTANGULAR HIGHextra TENSILE HOOKS): • If necessary, deep slots. C. Slide tool so next section of laced. Repeat this operation (Steps 6 & 7) across the • Now follow Steps 7 thru 11. COMO *NOTA:HACER Si el empalme es más ancho que MAS las guijadas de la EMPALMES ENcontact BANDAS ANCHAS QUE entire of belt, remembering do an inch at ARA width ASEGURAR UN MAXIMO to REMACHADO lacer is in with vise jaws. engrapadora, hay que seguir los siguientes pasos: LA ENGRAPADORA: a DEL time.GANCHO Y FUERZA • If EN necessary, repeat procedure until EL EMPALME Complete lacing steps 10 A. Alineardelaengrapar engrapadora con elsección borde de las guijadas Repetir esta operación 6 y 7) a través de • Después la primera de7 lathru banda DEBERAN SEGUIR(pasos LOS SIGUIENTES entire width of4belt is del banco. odo el ancho de la banda. Recuerde hacerlo 1” descrita anteriormente, otra tiraStep de grapas again.colocar Finish with 11. en el PASOS.(ES IMPORTANTE PARA EMPALMES B. Completar los pasosAsegurar 5 al 8. de que queden libres las 26mm) pulgada cada vez. laced. retenedor de ganchos. CON GANCHOS PARA UNA GRAN TENSION RECTANGULAR): • • C.hendiduras Deslizar laextras. herramienta para que la siguiente sección 2 de la engrapadora esté en contacto con las guijadas del Seguir los pasos 2 y 3. banco. Completar los pasos 5 al 8 otra vez. Terminar Insertar la paso sección de bandaSIengrapada en la máquina EL EMPALME ES MÁS con el 9.*NOTA: colocando los 2 ganchos ya engrapados en las 2 ANCHO QUE LAS GUIJADAS DE CLIPPER BELT LACER COMPANY hendiduras profundas. A wholly owned subsidiary of: LA ENGRAPADORA, HAY QUE Seguir los pasos 5 FLEXIBLE al 9. STEEL LACING COMPANY LOS PASOS: Si es necesario,SEGUIR repetir el procedimiento hasta todo el 2525 Wisconsin AvenueSIGUIENTES • Downers Grove,que IL 60515-4200 Phone: 630-971-0150 • FAX: 630-971-1180 ancho de la banda esté engrapada. COMO HACER EMPALMES EN BANDAS MAS ANCHAS QUE • LA ENGRAPADORA:• Release pressure of vise and slide attached Pressure Plate to one end of lacer. Deslice la placa de presión hacia un extemo de la engrapadora. Visit our Web site at www.flexco.com Después de engrapar la primera A. Alinear la engrapadora el *NOTE: If lacer is wider than jaw of vise, the followingcon steps ER BELT LACER COMPANY 1999 sección de la banda descrita must be used: 1118 REV. 11/03 borde de las guijadas del banco. anteriormente, colocar otra tira deA. Align lacer with edge of vise jaw. grapas en el retenedor de ganchos. Asegurar de que queden libres las 2 hendiduras extras. Close vise tightly again. This concentrates all the Seguir section los pasos power of the vise on this •one-inch and 4 y 5. clinches the hooks properly. • Insertar la sección de banda Cierre la máquina de nuevo firmemente. Esto B. Complete lacing Steps 5 thru 8. engrapada en la máquina concentra la fuerza de la máquina en esta sección los ispasos 7 al with 10. vise C. Slide tool so B. nextCompletar section of lacer in contact de una pulgada engrapando los ganchos de colocando los 2 ganchos ya jaws. Complete lacing steps 5 thru 8 again. Finish with manera adecuada. Step 9. engrapados en las 2 C. Deslizar la herramienta para Repeat this operation (Steps 6 & 7) across the hendiduras profundas. *NOTA: Si el empalme ancho que las guijadas queeslamás siguiente sección de la de la entire width of belt, remembering to do an inch at engrapadora, hay que seguir los siguientes pasos: • Seguir los pasos 7 al 11. a time. engrapadora esté en contacto con A. Alinear la engrapadora con el borde de las guijadas Repetir esta operación (pasos 6 ynecesario, 7) a través de • Si es repetir el del banco. las guijadas del banco. Completar odo el ancho de la banda. Recuerde hacerlo 1” pasos 5 al 8. procedimiento hasta que todo el B. Completar loslos 26mm) pulgada cada vez. pasos 7 al 10 otra vez. Terminar C. Deslizar la herramienta para que la siguiente sección ancho de la banda esté engrapada. de la engrapadora en 11. contacto con las guijadas del con elesté paso banco. Completar los pasos 5 al 8 otra vez. Terminar con el pasoCompany. 9. Clipper® is a registered U.S. trademark of Flexible Steel Lacing Clipper® es una marca registrada de Flexible Steel Lacing Company. 6 ASHLAND ER BELT LACER COMPANY 1999 CONVEYOR PRODUCTS Phone Fax CLIPPER BELT LACER COMPANY A wholly owned subsidiary of: FLEXIBLE F.O.B. STEELAshland, LACING Ohio COMPANY 800-587-0045 44805 2525 Wisconsin Avenue • Downers Grove, IL 60515-4200 419-281-1096 Phone: 630-971-0150 • FAX: 630-971-1180 www.ashlandconveyor.com Visit our Web site at www.flexco.com