1
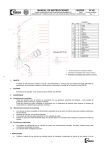
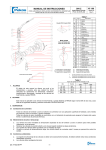
MANUAL DE INSTRUCCIONES ANSI ZGKMS (4) Clase150-300 NPS 6”-24” PARA ALMACENAJE, INSTALACIÓN, MANTENIMIENTO, DESMONTAJE Y Clase600 NPS 4”-24” MONTAJE DE LAS VÁLVULAS DE BOLA PEKOS Nº190 13/12/12 Rev.0 Tabla 1 Pos. Cant. 1 2 ••3 ••5 •6 •7 •7a 8 8a 9 •14 ••19 ••20 22 •31 33 •34 41 42 44 45 •46 ••47 50 86 86a •109 110 149 151 153 •165 1 2 1 1 1 1 1 1 1 3 2 1 1 4+4 2 2 2 2 2 2 1 1 1 1 1 1 1 2 Descripción Cuerpo 1 Cuerpo 2 Bola Eje Junta eje Estopada Estopada 1 Anillo prensa Anillo prensa 1 Arandela muelle Junta cuerpo 1 Muelle Bola antiestática Pasador Cojinete Soporte cojinete Junta cuerpo 2 Espárrago Tuerca Anillo guía Asiento muelle Junta asiento Asiento Aro de sujeción Tapón de purge Tapón de venteo Junta tapa Anillo de sujeción Tapa ISO Tapa cuerpo 1 Tornillo tapa ISO Cojinete eje • 5% de recambios en la puesta en marcha • Recambios aconsejados para 2 años de servicio • •Recambios aconsejados para 5 años de servicio 1. OBJETO El objeto de este manual es ofrecer una guía a los almacenistas y usuarios para que realicen de forma adecuada las operaciones de almacenaje, instalación, mantenimiento, desmontaje y montaje de las válvulas de bola PEKOS. 2. ALCANCE Este manual es aplicable a las válvulas de bola PEKOS full trunnion de asiento metálico y paso total, según norma ANSI de los siguientes tamaños y presiones nominales: NPS 6” – 24” Clase 150-300; NPS 4” – 24” Clase 600. 3. ALMACENAJE 3.1 Condiciones de suministro Todas las válvulas de fundición y acero al carbono hasta 14” se suministran con una aplicación superficial de fosfatado, como medida de protección contra la corrosión y agentes oxidantes. Las superiores a 14” se suministran con un recubrimiento de pintura. Todas las válvulas de acero inoxidable se suministran con un tratamiento de pasivado para asegurar la limpieza del cuerpo frente a la adherencia de partículas ferríticas. Estas condiciones son estándar, pero pueden variar dependiendo de cada pedido. 3.2 Mantenimiento durante el almacenaje a. b. c. d. Las válvulas de acero inoxidable se almacenarán separadas de las de fundición y acero al carbono para evitar posibles oxidaciones en las primeras. Mantener las válvulas en posición abierta y con las bocas tapadas mediante las tapas protectoras. Si es posible, las válvulas deben guardarse con su embalaje de origen. Durante un período de almacenamiento largo, las válvulas deben ser revisadas cada 6 meses por personal de control de calidad. 3.3 Condiciones ambientales a. b. Los lugares de almacenaje de las válvulas no deben ser excesivamente húmedos. Se deben también evitar otras condiciones ambientales corrosivas. Las válvulas deben protegerse del polvo. DC 77-02-09 PF -1- MANUAL DE INSTRUCCIONES ANSI ZGKMS (4) Clase150-300 NPS 6”-24” PARA ALMACENAJE, INSTALACIÓN, MANTENIMIENTO, DESMONTAJE Y Clase600 NPS 4”-24” MONTAJE DE LAS VÁLVULAS DE BOLA PEKOS Nº190 13/12/12 Rev.0 4. INSTALACIÓN a. b. c. d. e. f. g. h. i. Verificar el estado de las válvulas por posibles daños de transporte. Inspeccionar el interior de las mismas y de las tuberías de la instalación para comprobar que no existan partículas extrañas. Cuando existan posibilidades de que las tuberías tengan óxidos, cascarillas u otras suciedades es recomendable colocar filtros protectores durante el período de instalación y pruebas, hasta que la tubería se encuentre completamente libre de partículas en suspensión. La válvula debe ser colocada, si es posible, de forma que se puedan efectuar revisiones periódicas. El fluido puede circular en ambos sentidos ya que las válvulas son bidireccionales. Pueden ser montadas en cualquier posición, pero es preferible que se haga con el eje en posición vertical. Es necesario procurar una correcta alineación y paralelismo, para que las válvulas no soporten ninguna tensión. Una vez instalada la válvula se debe efectuar una maniobra de cierre y apertura para comprobar su perfecto funcionamiento. Después de efectuar las operaciones de limpieza pueden ser retirados los filtros anteriormente colocados. Si es probable la existencia de suciedad durante el funcionamiento de la instalación, se aconseja dejar los filtros colocados permanentemente. 5. MANTENIMIENTO 5.1 Revisión de las válvulas Las válvulas de bola PEKOS no necesitan lubricación y la estopada no necesita mantenimiento. La estopada (7 y 7a), la junta tapa (109), la junta eje (6), las juntas cuerpo (14 y 34), los rodamientos eje (165), los asientos (47), las juntas asiento (46), la bola (3) y el eje (5) pueden ser sustituidos fácilmente a través de herramientas comunes. Como piezas de repuesto se recomiendan las que se indican al pie del cuadro 1 en la página 1. Antes de iniciar los trabajos en la válvula, las tuberías deben ser completamente evacuadas, incluyendo la cavidad de la válvula que debe estar parcialmente abierta para permitir la total despresurización de la misma. Se debe poner especial cuidado en evitar al personal el contacto con productos químicos tóxicos o peligrosos. Las válvulas deben estar limpias, en particular la cavidad del cuerpo, antes de ser manipuladas y desmontadas. 5.2 Fuga por el eje a. b. c. d. 5.3 Retirar el aro de sujeción (50) y el anillo de sujeción (110). Retirar la tapa ISO (149) y la tapa cuerpo 1 (151) aflojando los tornillos tapa (153). Extraer las arandelas muelle (9), los anillos prensa (8 y 8a), la junta tapa (109), la estopada (7y 7a), la junta eje (6) y los cojinetes eje (165) y sustituirlos Volver a montar las piezas de acuerdo a lo indicado en el punto 6. Este proceso puede llevarse a cabo con la válvula bajo presión gracias a la característica double block and bleed. El único requisito que debe cumplirse es que la válvula deberá estar totalmente abierta o cerrada. Fuga por el cuerpo a. b. c. d. Estas válvulas de bola PEKOS ANSI, están construidas en 3 piezas, cuerpo (1) y 2 laterales (2). En caso de fuga se debe comprobar el correcto apriete entre estas tres piezas, y si es necesario sustituir las juntas cuerpo (14) y (34) tal como se indica a continuación: Efectuar unas marcas de alineamiento en el cuerpo (1) y los laterales (2) antes de proceder al desmontaje, para asegurar una correcta alineación al montar de nuevo. Retirar los espárragos (41) y desmontar los laterales (2) Sustituir las juntas cuerpo (14 y 34).Volver a montar las piezas según se indica en el punto 6. Este proceso debe ser llevado a cabo primero en un lateral (2) y, después, en el otro. 5.4 Fuga por los asientos a. b. c. d. 6. De acuerdo a la norma API 598 una determinada fuga por los asientos está permitida. Si la fuga fuera superior al máximo permitido: Mantener la válvula en posición cerrada, aflojar y retirar las tuercas (42), retirar los laterales 2 (2) del cuerpo (1). Retirar los asientos (47) y reemplazar las juntas asiento (46). Si fuera necesario reemplazar los asientos (47), la bola (3) también deberá ser cambiada debido al especial acabado superficial entre ambos componentes (son suministrados conjuntamente). Volver a montar las piezas de acuerdo a lo indicado en el punto 6. Este proceso deberá llevarse a cabo primero en un lateral (2) y, después, en el otro. MONTAJE a. b. c. d. e. f. g. Antes de volver a montar todos los componentes la cavidad del cuerpo debe estar completamente libre de incrustaciones, suciedad, óxido etc., especialmente en las zonas de colocación de asientos y juntas. Colocar los cojinetes (31) en el soporte de cojinetes (33). Poner la junta eje (6), el cojinete eje (165) y la junta tapa (109) en la tapa cuerpo 1(151). Comprobar el correcto funcionamiento de los mecanismos antiestáticos (pos. 19, 20). Montar el eje (5) en la tapa cuerpo 1 (151), introducir las estopadas (7 y 7a), los anillos prensa (8 y 8a) y las arandelas muelle (9) en sus alojamientos. Colocar los asientos muelle (45) en sus alojamientos en el cuerpo 2 (2). Introducir los anillos guía (44), las juntas asiento (46) y los asientos (47) en los laterales (2). Montar el soporte cojinete (33) en la bola (3) usando los pasadores (22) en un lateral (2). DC 77-02-09 PF -2- MANUAL DE INSTRUCCIONES ANSI ZGKMS (4) Clase150-300 NPS 6”-24” PARA ALMACENAJE, INSTALACIÓN, MANTENIMIENTO, DESMONTAJE Y Clase600 NPS 4”-24” MONTAJE DE LAS VÁLVULAS DE BOLA PEKOS h. i. j. k. l. m. n. o. Nº190 13/12/12 Rev.0 Colocar las juntas cuerpo (14 y 34) en sus alojamientos del cuerpo 1(1), y montar el cuerpo 1 (1) con los laterales (2). Unirlos mediante espárragos (41) y tuercas (42). Mantener la válvula en posición cerrada y posicionar los laterales (2) con el cuerpo (1) comprobando que coincidan sus marcas de alineamiento. Montar los espárragos (41) y las tuercas (42) apretadas en diagonal usando una llave de torsión. Después de colocar los pasadores (22), disponer la tapa cuerpo 1 (151) junto con el eje (5) en su alojamiento en el cuerpo 1 (1) Después de colocar los pasadores (22), disponer la tapa ISO (149) y el cojinete eje (165) en la tapa cuerpo 1 (151), colocar los tornillos tapa ISO (153) y apretarlos. Colocar el anillo de sujeción (110) y el anillo de sujeción (50) en el eje (5). Atornillar los tapones de purga y venteo (86 y 86a). Accionar la válvula lentamente hasta completar un ciclo para permitir el acoplamiento entre los asientos (47) y la bola (3). Accionar la válvula 2 veces para comprobar el funcionamiento correcto. El eje (5) deberá rotar suavemente con la resistencia indicada por PEKOS, (par de la válvula). Se deben efectuar las pruebas según norma API 598, al rating de presión correspondiente de la válvula, antes de su puesta en servicio. DC 77-02-09 PF -3-