1
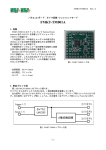
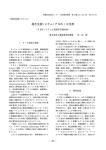
沖縄県立教育センター 研修報告集録 第 29 集(2-2)311-320 2001 年 3 月 <通信・制御> FA(Factory Automation)システムの活用 −シーケンサを利用した制御実習手引書の作成− 県立那覇工業高等学校教諭 上 原 章 作 Ⅰ 基本を重視しつつ,生徒が効率よく学習し,理解を テーマ設定の理由 深められるような実習手引書の作成が必要である。 また,より専門的な学習を進めることにより,卒業 高度情報通信社会の今日,産業界を取り巻く環境 は,技術の進歩,シェアーのグローバル化,通信・ 後の進路について生徒の意識を高めるきっかけとな るよう本テーマを設定した。 制御の高度化など,急激な変化や進歩がみられる。 加えて,この研修を通して専門教育における「産業 これら工業技術の目覚しい発展により,その環境は 従来の職人による手作業・機械作業からオートメー 用コンピュータの利用」について認識を深め, 産業機 械のコンピュータに関する知識と技術を習得し,力 ション化へと変化してきた。それによって製品の均 量を高め,指導力と実践力を備えたい。 一化や大量生産を目指すコンピュータ制御が必要不 可欠となり,直接機械を操作する時代から生産性の Ⅱ 高い工場を目指す,生産の自動化・無人化を図るF A(Factory 研究内容 Automation)が注目をあびるようにな った。それと同時にあらゆる分野においても,コン 1 研究項目 ピュータ等を利用してのシーケンス制御が幅広く用 (1) シーケンサについての基礎学習 いられるようになった。このような産業界の急激な (2) プログラミングソフトの基礎学習および操作 変化や進歩に対応すべく工業教育 の分野においても (3) FAのための制御と動特性についての学習 コンピュータの活用が不可欠となっている。 (4) ラダー図の基礎学習および作成 新学習指導要領における工業の目標によると「工 業の各分野に関する基礎的・基本的な知識と技術を 習得させ,現代社会における工業の意義や役割を理 解させるとともに,環境に配慮しつつ,工業技術の諸 問題を主体的, 合理的に解決し,社会の発展を図る創造 (5) シーケンス命令の学習および基本回路の学習 (6) プログラム学習および作成 (7) 実習手引書の作成 2 FAシステムの基本構成 FAシステムの基本は 的な能力と実践的な態度を育てる。 」が示され,また ①コントローラに信号を与える「センサ部」 科目「実習」の目標においては「工業の各分野に関 ②アクチュエータを制御する「コントローラ部」 する基礎的な技術を実際の作業を通して総合的に習 ③メカニズムを駆動する「アクチュエータ部」 得させ,技術革新に主体的に対応できる能力と態度 ④ツールに運動を伝達する「メカニズム部」 を育てる。 」が示されている。 ⑤ワークを掴む「ツール部」 で構成されている。その基本構成図を図 1 に示す。 本県では,現在すべての工業高校にコンピュータ やFAシステムが導入されるなど,情報通信・制御 に関する教育がすすめられ,産業界の担い手となる ② 人材育成のために施設・設備の充実が図られている。 本校においても,平成 11 年度のFAシステムの導 コントローラ部 制御機器 シーケンサ CPU 出力 ③ アクチュエータ部 駆動源 モータ シリンダ 入により,施設・設備の充実が図られた。今後は, 社会の変化や産業の動向などに適切に対応した教育 ① インタフェース の展開が必要である。 そこで,新システム導入後の科目「実習」におけ る制御分野での学習においては引き続き技術の基礎・ − 311 − 信号 図1 回転 往復 センサ部 検出 センサ スイッチ ④ メカニズム部 運動変換 歯車 直進テーブル 方向 速度 力 ⑤ FAシステムの基本構成図 ツール部 PC(Programmable Controller)について 3 (1) 制御するプログラムをソフト上で作成しそれを転送 PCの基本構成 して使用する。 PCは多数のリレーやタイマ,カウンタ機能を内 プログラミングソフトの使用により以前のような 蔵しており,入出力部と電源部を持ち,マイクロコ リレーの組み合わせによるハード的なシーケンス回 ンピュータとメモリを中心とした電子装置である。 路作成法からパソコン上でのプログラミングによる 図2にPCの構成図を示す。 ソフト的な回路作成法となった。以下にプログラミ (2) PC内部のデータ処理の流れ ングソフト画面(図4)及びその特徴を示す。 PC内部においては最初に,すべてのリレーデー ① プログラムの作成・編集がプログラミングソフ タをメモリ内に読み込み,続いてプログラムの内容 に従い演算が行われる。 ト上での取り扱いにより,容易になった。 ② PCによる動作確認や回路入力図画面,リス 次に,演算を行った後すべてのリレーについてそ ト表示画面のプログラムチェックにおいてプ れぞれの結果が出力される。 ログラムのエラーチェックが簡単にできる。 その後,再び最初に戻り新しくなったデータをす ③ コメント入力画面によりプログラムのコメン べて読み込み上記の行程が繰り返され,途中新しい ト入力も可能で,学習においてもプログラム データが割り込むとそのデータに基づいて処理がな される。 理解が効率的に行われる。 ④ プログラミングソフトを使用してプログラム PCが動作中,継続してこれらの処理が繰り返さ 作成を行うことにより幾つもの制御パターン れる。図3に処理の流れを示す。 (3) のプログラム保存が容易になった。 PC利用による利便性 ⑤ パソコン上での処理であるので,データ保存 PCを使用しての制御実習においては,対象物を やネットワーク上でのデータ転送も可能とな った。 周辺機器 プログラム スタート 制御データ シーケンサRUN時に初期状態の すべてのデータを読み込む メモリ部 電源部 図2 アクチュエータ 出力 出力部 入力部 入力 センサ 演算部 ユーザプログラムの内容にし たがってデータを当てはめ演 算を行う すべてのリレーについて 演算結果を出力する 処理の最初に戻り新しい入力が 入るまで繰り返し処理を行う 各部へ PCの構成図 図3 PC内のデータ処理の流れ 回路入力図画 リスト表示画面 コメント入力画面 図4 プログラミングツールソフト画面 − 312 − 4 基本的回路・禁止回路について めることをインタロックといい,プログラムの安全 (三菱 FX シリーズシーケンサ使用) (1) 基本的回路 ① 自己保持回路 性や確実性を高める上で必ず必要となる回路である。 つまり Y1 が出力の時 Y2 は OFF,Y1 が OFF の時 Y2 は出力となる。 SW1 出力コイルと同じ接点を1つの回路ブロックの中 一接点 Y1 が動作し,この接点が動作することで出 SW2 Y1 図8 インタロック回路 禁止回路の対策 (2) 接続の仕方であり,以下に示した例において左側 回路2 SW2 の回路接続となった場合は,右側のように回路の M0 ( ) M0 変更を行う。 M0 ① ( ) Y1:ランプ 図5 ② SW3 禁止回路とは回路接続上,許可されていない回路 Y1:ランプ ( ) SW1 Y1 ( ) Y2 回路1 SW2 SW1 SW3 Y2 力コイルが ON し続けることを自己保持するという。 回路2は補助リレーを使って表した例で複雑な条件 下での制御では応用性があり便利である。 Y2 Y1 ( ) で OR 接点に使い,出力コイル Y 1 が ON すると同 Y1 自己保持回路 橋渡し回路 両方向に電流を流さない。 タイマ回路 A B C ( F ) タイマはコイルが駆動してから計時を開始する。 タイマのカウント数が設定値に達した(タイムアッ E A プ)時にタイマ接点(T0)が動作する。回路 1 はa接 回路1 C 図9 ② 出力 ( ) スタート 橋渡し回路 分岐出力 T0 k50 ( ) 出力 ( ) る。 タイマT0 ③ D 分岐後に接点を通じ駆動されるコイルが2個以上 ある場合は右図の様に変更するか MPS 命令を用い 回路2 図6 E タイマ回路 A B MPS カウンタ回路 C A B C A B E A B ( D ) E ( D ) ( F ) カウンタはコイルが駆動(OFF→ON の立ち上が り)時に1回カウントされ,設定値に達した(カウ G セット入力 (RST)が ON されるとカウント数がリセ C ( D ) ットされカウント接点は元の状態に戻る。 回路 1 は E ( F ) a接点,回路 2 はb接点動作の例である。 回路1 図 10 カウンタ C0 k5 ( ) ③ SW2 RST C0 C0 SW2 C0 B A B C E ( Y000 ) カウンタ C0 k5 ( ) C RST C0 D ( Y000 ) E Y000 ( ) D 出力 ( ) 図7 カウンタ回路 A B C E ( M100 ) インタロック回路 を起こしたものが優先され後のものは無効とされる 回路を作成するとき,他の回路を遮断して信号を止 − 313 − ( M101 ) D M100 E ∼ 自動販売機など,複数の中で一番早くアクション ∼ ④ 二重出力 ∼ 回路2 分岐出力 二重出力の場合、後側の動作が優先される。 出力 ( ) A SW1 ( F ) MC NO G マスタコントロル ントアップ)時にカウンタ接点(C0)が動作する。リ SW1 ( F ) D タイマ T0 k50 ( ) タイマT0 B C 点,回路 2 はb接点動作の例である。 スタート E A ( Y000 ) M101 図 11 5 二重出力 書の作成が必要となった。 基本シーケンス命令 以上のことを念頭におきながら実習手引書の作成 シーケンサにおいては特殊な働きをするリレーな 編集を行う。 ど数多くあるが,ここでは図 12 に通常頻繁に使われ (2) る母線接続命令や,コイル駆動命令など 20 種類の基 ① 本シーケンス命令を示す。 記号・呼称 ロード LDI ロードインバース AND アンド ANI アンドインバース OR オア ORI オアインバース ANB アンドブロック ORB オアブロック OUT アウト NOP ノップ SET セット RST リセット PLS パルス PLF パルフ MC マスタコントロル MCR マスコンリセット MPS プッシュ MRD リード MPP ポップ END エンド 演算開始 a接点 XYMSTC XYMSTC 直列接続 a接点 ( ) XYMSTC 直列接続 b接点 LD LDI AND OR ANI ORI 要素番号を伴う XYMSTC ④ ②コイル扱いの命令 ( ) OUT PLS PLF ブロック間 直列接続 ( ) SET RST ブロック間 並列接続 ( ) コイル駆動 命令 ( ) 並列接続 b接点 XYMSTC させ,実際に活用できるようにする。 要素番号を伴う 接点を通じて駆動します。 ⑤ くようにする。 動作保持解除 コイル命令 RST YMSTCD 立上がり検出 コイル命令 PLS YM 立下り検出 コイル命令 PLF YM 共通直列接点用 コイル命令 MC 共通直列接点 解除命令 MCR 演算記憶 N YM MRD MPP ORB MPS MPP MRD ( ) 系統的に学べるよう心がける。 MC NOP 的な実習が展開できるように章単位でファイルを保 MCR END 存している。手引書作成の場合,機器の組み合わせ に応じたファイルを利用し実習手引書を作成する。 <付記> Dはデータレジスタ Nはネスティングベル ( ) プログラム終了 0ステップへリターン 基本シーケンス命令 本校電気科における制御実習について 次において「パソコン1」「パソコン2」「制御1」 「制御2」「制御3」,3年次において「制御」とい う実習項目で位置づけられていた。平成 12 年度以降 においては3年次の実習項目「制御」の一部は「P Cによる制御」に置き換えることとなった。 シーケンサを利用した制御実習手引書の作成 (1) 実習手引書の目次 実習手引書の全体構成を目次で図 13 に示す。系統 平成 11 年度までの制御分野の実習としては,2年 7 単体機器の動作確認及び制御からそれらを組 み合わせたユニットや,システムの制御までを ④その他の命令 N MPS 記憶読出 およびリセット ANB (3) ( ) 記憶読出 ⑥ ③接続命令 YMS 自ら対象物の動作制御を学べるように,ラダ ー回路図作成も基礎からステップアップしてい YMSTC SET 基本的な機器の取り扱いを通して,シーケン ス制御の基礎や基本的要素の機能について理解 プログラム消去またはスペース用 動作保持 コイル命令 プログラム 終了 路を通して体験的に理解させる。 XYMSTC ( ) プログラミングソフトの簡易取扱書を図入り でわかりやすく作成する。 ③ シーケンス制御の原理についても,実際の回 ( ) 並列接続 a接点 無処理 ② ①接点扱いの命令 ( ) 図 12 6 用できる基礎的技術を習得させる。 ( ) 演算開始 b接点 PCの基本的な機器の取り扱い,ラダ−回路 図作成,入出力機器の接続方法も含め実際に活 回路表示と対象要素 機 能 LD 留意点 方針 FAシステムを利用しての実習では他分野の技術 が融合したものであることを踏まえて,それぞれの 分野の調和を図りつつ,総合的・合理的に問題解決を 第 1 章 テーマ・目的 第 1 節 単体機器編 第 2 節 ユニット編 第 3 節 システム編 第 2 章 基礎知識 第 1 節 シーケンス制御 第 2 節 コイルとリレー 第 3 節 接点 第 4 節 シーケンサ 第 5 節 基本的回路 第 6 節 禁止回路 第 3 章 使用機器(名称・型番・写真) 第 1 節 コントロール部 第 2 節 アクチュエータ部 第 3 節 センサ部 第 4 節 メカニズム部 第 5 節 関連機器及び付属品 第 4 章 実習手順 第 1 節 初級編(単体機器の制御) 第 2 節 中級編(単体機器の組み合わせユニットの制御) 第 3 節 上 級 編 ( ユ ニ ッ ト の 組 み合 わ せ シ ス テ ム の 制 御 ) 図ろうとする能力と態度を育てることが大切である。 そこで,今回本校のFAシステムの導入にともない, コンピュータやPCによる制御実習が容易にできる ようになり,2・3年の「実習」を通して,系統的 かつ「課題研究」などにも活用していける実習手引 − 314 − 付録 プログラミングソフトの簡易取扱書 プログラム作成法 自走ロボットの製作 図 13 (4) 実習手引書の目次 図 15 項目抜き出しによる手引書作成(抜粋) ① 基礎知識 ③ 制御実習4(プログラマブルコントローラを利用した制御) 基本的回路,禁止回路 回路 (3)インタロック回路 Ⅰ.目的 SW1 他の回路を遮断して信号を止め ることをインタロックといいます。 インタロックは回路プログラムの 安全性や確実性を高める上で必ず 必要になります。 1.ラダー図を用いシーケンサ制御の基本的動作を理解する。 (1)自己保持回路 (2)インターロック回路 (3)補助リレー回路 (4)タイマ回路 2 .1 で理解した基本的回路を応用しリバーシブルモータと P & P (P i c k & P l a c e ) 機器を使ってユニット(両方を組み合わせ)を組み、その制御を行う。 Y2 SW3 ( ) Y1 Y1 SW2 Y1 SW3 Y2 ( ) Y2 Ⅱ.基礎知識 6.禁止回路 (1)二重出力 1.シーケンス制御とは あらかじめ決められた順序に従って、動作を逐次制御すること。 例:洗濯機・エレベータ・工場の自動化(ビール工場・パン工場・製糖工場)等 2.コイルとリレーの仕組み B C B C E ( ) Y000 E ( ) Y000 D M A ( ) Y000 シーケンサリレー リレー(電磁石) S極 A ∼ コイル 二重出力のプログラムを実行すると後側の動作が優先される。下図のようにプ ログラムを変更するする。 常開 R 0 R 0 D M A B C E ( ) M100 b 接 点 ∼ S極 M101 ( ) D N極 M M100 ∼ R 0 E ( ) Y000 a 接 点 M101 M 常閉 R 0 N極 *コイルに磁極ができればその磁極に 接点がひきつけられ開閉(オン・ オフ)が行われる *コイルに電流を流すとコイルの両端に電 流の向きによって決まる磁極ができる 7.例題によるGPPW(シーケンスプログラム作成ソフト)を利用してのラダー回路 作成及びプログラム作成法. M b 接 点 例題 モータの正転・反転をさせるシーケンスプログラムを作成する。 X2 :ストップSW X3 但し、 X0 :スタート SW :リッミッタSW Y0 :モータ正転 Y1 :モータ反転 の入出力とする。 3.接点 入出力割付 入力 X0 X1 X2 X3 X4 X5 スタートSW b接点 a接点 ストップSW モータLS *スイッチを押すとオンになる。 *スイッチが入るとオフになる。 (信号が入るとオンになる) (信号が入るとオフになる) 記号 図 14 シーケンサ内の信号の流れ 図 ④ 外部入力スイッチ (指令入力・センサ入力) X001 X000 X003 X001 X003 Y000 X001 X003 X004 Y001 Y002 Y002 タイマ X005 X005 X007 M100 X006 前進端LS 後退端LS 上昇端LS 下降端LS 起動 停止 PL Y001 Y001 M100 T0 PB2 X005 Y000 出力リレー X002 COM 16 入出力割付 Y000 Y000 Y000 X001 Y002 MC Y003 負荷 入力 X0 X1 X2 X3 X4 X5 出力 Y0 Y1 Y2 Y3 Y4 Y5 COM COM M 前進 後退 下降 吸引 補助リレー X007 外部出力用接点 入力リレー シーケンサ 入力端子 出力端子 ( 1 ) 部 入 力 P B 1 の ス イ ッ チ を オ ン に す る と 、 入 力 リ レ ー の X 0 0 1 (コイル)が オンとなる。 ( 2 ) 続いて回路の接点 X 0 0 1 がオンになる。接点 X 0 0 3 はオフ(b接点)なの で出力リレー(コイル)Y 0 0 0 が導通しオンとなる。 ( 3 ) 次に、外部出力用接点 Y 0 0 0 がオンとなり、信号が流れ、負荷が動作する。 5.基本的回路 SW1 すると同一接 点が動作し、同一接点が動作する ON し続ける ことで出力コイルが Y1 SW1 回路1 SW2 M0 ( ) M0 回路1 プログラムを転送し、動作の確認をする。 課 題 2 前 進 端 L S(X0)の信号が入ると、Z 軸ハンドリングロボットを下降( Y3)させる。 ただし、下降端 L S(X3)において停止する。 出力す るため の条件 タイマ T0 k50 ( ) 課題1 出力 タイマT0 出力 ( ) 示を開始する。タイマカウント数が 設定値に達した(タイムアップ)時 出力 ( ) Y1:ランプ スタート タイマはコイルが駆動してから掲 )ラダー図を考える。 M0 ことを自己保持するという。 (2)タイマ回路 スタート SW (X4 )を押すと、ユニットを前進させる( Y0 ただし、前進端 LS (X0 )において停止するものとする。 ラダー図を書いてみよう 出力す るため の条件 Y1:ランプ ( ) 出力コイルと同じ接点を1つの OR 接点に使 回路ブロックの中で ON 課題 1 回路1 SW2 (1)自己保持回路 い出力コイルが 後退 入出力割付表 駆動用負荷 表示負荷 COM LS1 M 入 出 力 割 付 4.シーケンサの信号の流れ PB1 前進 記号 COM ② 出力 Y0 Y1 Y2 Y3 スタート 回路2 T0 k50 ( ) にタイマ接点が動作する。 課題2 タイマT0 出力 ( ) − 315 − 図 ⑤ 17 図 18 では使用機器や実習内容の動作行程を分かり易くするため写真を多く取り入れた − 316 − Ⅲ.実 験 1.使用機器 シーケンサ ターミナルI/ 0ボックス コンプレッサ Z軸ハンドリング ロボット ラック&ピニオ モータ 直進テーブル 2.実習課題 P & P (Pick & Place)ユニットを構成し,以下に示す動作行程にごとにプログラム を作成する。 リミットスイッチ ①ユニットの前進 ②下降 ③吸引(Pick) ④上昇 ⑤ユニットの後退 ⑥下降 ⑦吸引解除(Place) ⑧上昇 上 ④ ⑧ 下 ① ② ⑥ ⑤ ⑦ ③ 図 18 − 317 − ンピュータによるプログラム制御について,PCに Ⅲ 授業設計 よる制御実習を取り入れ,学習させたい。 本校生徒は,自分でプログラムを作成し制御対象 1 単元名 物を制御する。それにより,その対象物に思いどお PC(Programmable Controller)を利用した制御 2 りの動作をさせる行程を実感することにより,段階 単元の設定理由 (1) を追って逐次すすんでいくシーケンス制御に興味・ 教材観 今日,生産の自動化を図るFA(Factory 関心を示すと思われる。 Auto- (3) mation)が注目を浴びるようになっており,さまざ まな形態のコンピュータによる制御がある。その中 指導観 本単元では,新しいコンピュータ制御の技術とい えるPCのあらましを理解させる。 でPC(Programmable Controller)は,制御分野に 制御のためのラダー図の作成とP&P(Pick & 幅広く活用されているCPU内臓の小型専用コンピ Place)ユニットの制御を通して,彼らが今まで直接 ュータである。電気関係の専門高校生にとって,制 触れることの少なかったシーケンス制御への関心を 御学習の一形態としてこのPCによる制御の学習も 高めさせ,その基礎的な知識と技術の習得を図る機 必要であるものと考える。 会としたい。 3 本単元ではPCを使って制御実習を行うことによ り,シーケンス制御における基礎的な知識と技術の 実習手引書と板書,図,説明,による資料提示を 習得を図る。 (2) 単元の指導目標 通してシーケンス制御の基本知識を学習させると共 生徒観 に,シーケンス制御の基本的な考え方である自己保 1・2学年ではコンピュータの基礎や,情報処理 持回路等の基本的な回路を理解させ,自らシーケン の基礎,電気機器の運転と特性,電気・電子計測, ス回路を組み動作確認することで,次回以降の発展 プログラム言語などについて学習している。今回の した制御実習に興味・関心を持って取り組めるよう 設備更新に伴う実習内容の見直しから,今年度はコ にしたい。 4 指導計画と配当時間 中単元:シーケンス制御(5回×4時間)のうちの,本時は第4回目 週 時間 実 習 内 容 1 4h 単元:リバーシブルモータの回転 ① シーケンス制御について学習する ② コイルとリレーについての学習 ③ 接点についての説明 ④ シーケンサの信号の流れについての学習 ⑤ 基本的な回路の学習 自己保持回路・インタロック回路・タイマ回路・フリッカ回路など ⑥ シーケンス作成ソフトを利用してのラダー回路図作成及びプログラム作成法(例題使用) 2 4h 単元:Z 軸ハンドリングロボットの空気圧制御 前回の実習を発展させる 3 4h 4 4h 5 4h 単元:各種機器(光電センサ・リミットスイッチ)を利用しての制御 前回の実習を発展させる 単元:プログラマブルコントローラを利用した制御 −P&P(Pick & Place)ユニットの制御− ① コイル・リレー接点基本回路について復習 ② 禁止回路についての学習 ③ 入出力割付について ④ 実態配線図 ⑤ 課題説明 ⑥ 課題1から課題7まで順々にプログラム作成・実行・確認 ⑦ まとめ 単元:小規模なシステムを組んでの制御 機器相互間の信号のうけわたしを学習する − 318 − 5 本時の学習指導 (1) く結線し,ラダー図が書け,パソコンの操作とPC 主題名 の扱いができること。 PCを利用した制御 (4) (2) ① 実習を通して,入出力機器を区別できること。 ② シーケンス制御の基本回路がわかること。 ③ 入出力割付表を作成できること。 ④ ラダー図が書けること。 指導目標 今回作成した実習手引書を使用し,P&Pユニッ トの制御ができる。 (3) 行動目標 下位目標 制御の意味を理解するとともに,実習機器を正し (5) 時 間 本時の展開 学習の流れ 本時のテーマ・ 目的 導 入 15 分 教師の活動 生徒の活動 本時の目的を提示する 本時の目的を確認 開 35 分 備 考 実習手引書 配布 本実習におけ シーケンス制御とは シーケンス制御の意味 る基礎知識 ・シーケンス=逐次・順々に を理解する ・制御=コントロール 言葉を2つに分けて考えさせる 身近な例でシーケンス制御を説明する 洗濯機の動作行程を順 次考えていくことで理 ほかにどのような例があるか質問する 解する 問いに対しての答えが不十分 エレベータ・工場のラ であれば補足を加える インシステム コイルとリレーの仕組みの説明 〈電磁石も含む〉 電磁石での可動片の動きはどうなるか 展 下位 目標 接点についての説明(a接点・b接点) シーケンサの信号の流れを説明 シーケンサの図内にラダ−回路図を入 れ込んで説明 基本的な回路説明 ・自己保持回路 ・タイマ回路 ・インタロック回路の説明 拡大掲示 物による 説明 リレーの仕組み及び概 念を知る 可動片〈接点〉の動き を理解する 回路図を追っていく 自己保持の時とそうで ない時の回路の比較を し,違いを理解させる タイマ・インタロック 回路を理解させる ②③ ②④ 拡大掲示 物による 説明 拡大掲示 物による 説明 拡大掲示 物による 説明 禁止回路とその対処の仕方を説明 実 習 展 開 135 分 プログラミン 例題を基にラダ−回路図作成を行う グソフトの取 入出力割付を提示 扱い 実態配線図の説明 サンプルのラダ−回路図をプログラミ ングソフトの操作手順に従い作成する 個別にアドバイスしながら机間巡視 動作確認をさせる 誤動作・不動作の生徒には適切なアド バイスし,再度動作確認をさせる − 319 − 提示条件に従い入出力 割付を行う ①④ ③ 入出力割 付表配布 実態配線 図配布 機器を揃え配線を行う ラダ−回路図をプログ ラミングソフトを使用 し作成する 動作確認をする ①④ 実習課題の内容説明 入出力割付を提示 課題1の説明をしラダ−回路図を作成 させる プログラムミングソフトを使用しラ ダ−回路図を作成させる 動作確認をさせる 以下課題7まで同様 まとめ ま と め 15 分 6 本実習で学ぶべきことの確認(復習) 質問の時間を与える 反省・感想を記述させる 入出力割付を行い 機器を揃え配線を行う ラダ−回路図を考える ラダ−回路図をプログ ラム作成ソフトGPPWを 使用し作成する 動作確認をする ③ 反省・感想を 記述させる 実習手引書の検証 今回「総合的・合理的に問題解決を図ろうとする能 力の育成とともに,系統的に学んでいける実習手引書 の作成」を目指して取り組んだ。 以下に実習風景を示す。 写真1は実習機器の動作説明をうけラダ−回路図の 作成を行っている実習風景である。 実習においては,ラダー回路による基本的回路の学 習後,図入りの手引書を参考にしながらプログラミン グソフトを利用し,ラダー回路図の作成やプログラム 変換も容易に行っていた。このことより基本的回路の 説明時においては,異なった回路の提示・比較をする ことで理解が深めらていた。また,プログラミングソ フトの簡易取扱説明書にソフト画面のコピーを多く取 り入れたことがソフト操作をスムーズにしたものと考 える。 PC及び入出力割付表を利用しての入出力の関係や 回路説明の折,信号の流れるルート等の質問に生徒た ちが的確に答えており,機器配線もスムーズにこなし ていた。拡大掲示物による説明が効果をあげたと考え 写真1 ラダ−回路図作成風景 る。 基本的回路の説明の時には異なった回路を提示・比 較することにより,理解を深めていた。 写真2に自らシーケンス回路を組み動作確認を行っ ている実習風景を示す。 実習手順も行程ごとに区切ってステップアップ式に したので生徒たちのプログラム作成も早く処理できて いた。このようにプログラムを動作行程ごとに細分化 することにより,機器動作も把握でき行程ごとの基本 的回路の理解にもつながり,システム全体においても プログラム同士のつながりなど理解が深められた。 以上のことより,基本的な機器の取扱い・ラダー回 路図・入出力機器の接続・プログラミングソフトの取 扱いについては,理解を深めたと思慮する。このこと から,実習手引書の作成においては「シーケンス制御 の基礎・基本を理解し,その基礎的技術を習得させ る。」という点においては良い結果が得られたと判断 した。 − 320 − 写真2 実習機器配線風景 写真3は生徒が入出力割付に従い,機器配線を行っ Ⅳ た後,確認を行っている写真である。 まとめと今後の課題 本研究においては,「工業の各分野に関する基礎的 な技術を実際の作業をとおして,総合的に習得させ, 技術革新に主体的に対応できる能力と態度を育てる」 ことを目的に実習手引書の作成に取り組み研究を進め てきた。 実習手引書の作成においては,「シーケンス制御の 基礎・基本」・「プログラミングソフトの取扱い」・「回 路図作成」など6つの留意点に注意しながら取り組ん できた。 特に重点をおいたのが「単体機器の動作確認及び制 御からそれらを組み合わせたユニットや,システムの 写真3 機器配線確認風景 制御までを系統的に学べるよう心がける。」であった が,基礎・基本から応用まで系統的なものであるため, 写真4は実際に機器配線をした後,自分たちが作成 したプログラムをシーケンサに転送し動作確認を行っ 一部分だけの検証授業では確認することは難しく,学 校現場へ戻ってからの継続的な確認が必要である。 ている様子である。 自動化システムの特徴である「単体機器の組み合わ せ」ということに着眼すると,何通りもの実習を組み 立てることができるので,どのようにこの実習手引書 をまとめるかが難点であった。 今後の課題としては機器の組み合わせに応じたプロ グラムの蓄積が必要性である。 今回本テーマについての内容を探求していくに従い システムにおいての機械分野からの視点・制御分野か らの視点をいろいろ学ぶことができた。ただ一つの分 野からだけの視点のおき方だけではシステムの構成を 考える場合難しいことがわかった。 今後もいろいろな分野に目を向け,研究・検討を継 写真4 動作確認風景 続していきたいと考える。 <主な参考文献> 卓 1997 『実践 自動化機構図解集』 日刊工業新聞社 三菱電機(株) 1997 『FX2 ハンディマニュアル』 三菱電機(株) 熊谷 三菱電機(株) 『新・よくわかるシーケンサ(入門編) 』 三菱電機(株) 三菱電機(株) 『新・よくわかるシーケンサ(リレーラダ−編) 』 三菱電機(株) 三菱電機(株) 『新・よくわかるシーケンサ(ステップラダ−編) 』 三菱電機(株) − 321 −