1
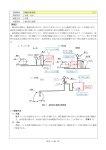
診断種別 概略診断調査、詳細診断調査 調査項目 各項目に共通 [0] (類似診断:変色・剥離・汚れ・放電痕・作動・絶縁皮膜の程度・漏れ・目詰ま り・水溜まり・水没・流れ) 調査方法 五感による調査 (目視、触診、打診、聴診、嗅覚) 対象部位 主ポンプ設備全般 【解説】 五感による調査方法 概略診断は、機能診断の基本的な調査方法であり、施設管理者及び操作員からの施設運転状況 聞き取り調査と並行して、目視・触診・打診・聴診・嗅覚という体の各部(五感)及び運転操作確 認による外観調査(診断)により、設備全体の状態や機能を確認するものであるが、手持ちの測定 器具による計測を行なえば、 より効率的かつ円滑な診断につながる。 五感による診断及び評価は、 次のとおりとする。 装置・機器・部材の整備(保全)状況を調査 回転体の耐疲労性・耐用性を調査 目 視 診 断 触 診 聴 診 打 診 嗅 覚 判定基準値等 概 略 評 価 図 5.2.1 五感による診断の流れ (1)調査方法 1)目 視 機器等の発錆(塗膜状態)・腐食・変形や変質・漏油・振動等についての外観状況や異 常を「目」で確認する診断方法で、休止中で運転操作不可設備や構造上「目視」でき ない項目等については、施設管理者や操作員から運転操作時の状況を聞き取りし対応 する。 2)触 診(指触、感触) ポンプ、電動機及び減速機等の回転機器軸受部の温度上昇の確認、有害な振動の確認 の一手法である。また、回転軸受部等の有害な振動の有無は巻き込み事故等の防止の ために、ドライバー等での確認を推奨する。なお、電気機器を確認する場合は、感電 防止のため通電部に触れないよう十分注意するものとする。 参考ポンプ-126 3)打 診 ボルト締め箇所に、緩みが無いかをテストハンマを用いて確認する。 ゆるみ確認は、叩いた時の「はね返り」具合が均一であるかを判定するものである。 また、診断時は聴覚による「打音」判定も併せて行われるのが一般的である。 4)聴 診(聴覚) 回転機器内部の回転等が正常かを回転音により確認するもので、 正常時の運転音を把 握していないと判定できないことから、施設管理者及び操作員による判定が望ましい。 回転音の聞き取りには、聴診棒を用いると周辺機器の音との区別が容易にできる。テ ストハンマによる判定は、 「打音」が高い音か鈍い音により、ボルト等の緩み具合を判 別するものである。しかし、判定には若干の慣れを要する。 5)嗅 覚 ポンプ、電動機及び減速機等の回転機器軸受部等が異常のため過熱による焼け焦げ 臭、並びに油脂や各種液漏れ等による腐食臭の有無、発生源、設備への影響度を、 「嗅 覚」により確認する。 (2)調査箇所 それぞれに設置されている装置の状況を確認する。 (3)判定基準 表 5.2.47.2 健全度の判定の例(該当事例:変色・剥離・汚れ・放電痕・作動・絶縁皮 膜の程度・漏れ・目詰まり・水溜まり・水没・流れ) 健全度ランク S-4 評 価 基 準 ・変色,剥離,汚れ,放電痕がない ・漏れ,水没,水溜まり,目詰まりがない ・通常動作のとおり作動している ・規定量が流れている ・電極表面に絶縁皮膜の形成が見られない S-3 ・軽度の変色,剥離,汚れ,放電痕が見られる ・電極表面に絶縁皮膜の形成が見られ、放置しておくと 制御機能に支障が出る状態 S-2 ・変色,剥離,汚れ,放電痕が深く進行している ・漏れ,水没,水溜まり,目詰まりがある ・通常動作のとおり作動していない ・規定量が流れていない ・電極表面に絶縁皮膜の形成が見られ、制御機能に支障 を来している状態 参考ポンプ-127 診断種別 概略診断調査 [1] 調査項目 機場に設置されている計測機器の指示値の確認 調査方法 目視・聞き取り 対象部位 真空計、連成計、圧力計、水位計、流量計、温度計、開度計、電流計、電圧計 電力計等 【解説】 機能診断を実施するにあたっては、予め機場に設置されている計測機器が正常に作動し ていることを、施設管理者に確認することが重要である。 それぞれの計器を読む担当者は、 測定に十分な経験を持つ者を選任することが望ましい。 (1)調査方法 1)事前調査や現地踏査時に施設管理者からの聞き取り調査や同行をお願いして、正常 である計測器を調査する。 2)極めて高揚程ポンプの圧力計を除いて、ポンプに附属している計器(真空計、連成 計、圧力計)が狂っている場合には、可能な限り正常な計器に取替えて測定する。 3)流量計のように、高価な計測器では、代替品を使うことができないため、吐出し量 の計測は締切運転時の全揚程を測定し、性能低下の判断を行うこととする。 4)調査で使用する計測器はトレーサビリティ管理されていることが望ましい。 、 「MPa」等が混在しいる場合が有るので注意する。 5)計器の単位が「m」 、 「kg/cm2」 (2)調査箇所 それぞれの計測器が設置されている場所の状態を測定する。 (3)判定基準 表 5.2.48 健全度の判定の例(計測器の状態(目視) ) 健全度ランク S-4 S-3 S-2 評 価 基 準 運転中及び停止中に指針及び指示値が所定の位置・数値を示し ている - 運転中及び停止中に指針及び指示値が所定の位置・数値を示し ていない 参考ポンプ-128 診断種別 概略診断調査、詳細診断調査 調査項目 運転音 調査方法 聴診 対象部位 主ポンプ、主電動機、減速機、ディーゼル機関、弁類 [2] 【解説】 異常音の原因は、キャビテーションの発生やインペラへの異物混入、軸芯狂い、軸受の損傷、 機械的不釣り合い(減速機、電動機)など原因は様々であるが、主ポンプの軸受損傷などによる 異常音は、放置しておくと、主軸の振れが、インペラやケーシングなど間接的に損傷を与える恐 れがあるため、日頃から状態監視を行い、異常を早期に発見する必要がある。つまり、軸受部は ポンプ設備の心臓部とも言える重要な部位であるため、十分な管理が必要である。 (1)調査方法 運転時の異常音は、日頃から施設を管理している施設管理者でなければ、なかなか聞き分け ることができないが、少しでも異常音であると感じたら、施設管理者に報告し、確認すること が重要である。 ポンプ:ポンプの軸受部の異常音の他に、吸込水位が通常より低くかったり、吐出し量が設 計点流量より過大である場合などには、キャビテーション発生の音がすることがあ るので、ポンプ全体に亘って聴診する。 電動機:一般的には軸受部で異常な音がすることがあるが、電動機全体に亘って聴診する。 減速機:軸受箱や本体(歯車)などから異常な音がすることがある。 ディーゼル機関:初めての場合、異常音を聞き分けられないので、施設管理者に同行しても らいながら異常音か通常の音かを聞き分ける。 弁 類:バタフライ弁や仕切弁などでは、中間開度でキャビテーション発生による異常音や、 逆止め弁では、閉鎖時の弁体による衝撃音など異常音がすることがある。 図 5.2.2 運転音を施設管理者同行のもと、運転音を聞き取る 参考ポンプ-129 (2)調査箇所 ポンプでは軸受部及び吸込ケーシング部、減速機では軸受箱や本体(歯車部) 、電動機では軸 受部、ディーゼル機関では殆どが聞き取れないことが多いが、施設管理者に同行してもらいな がら異常音か通常の音かを聞き分ける。 異常音聴診全般にわたっては、施設管理者に同行してもらいながらの調査がもっとも確実な 経験を積む方法である。 横軸(軸・斜流)ポンプの調査箇所 立軸(軸・斜流)ポンプの調査箇所 横軸(渦巻)ポンプの調査箇所 図 5.2.3 ポンプ設備の調査箇所(例) (3)判定基準 運転音を聞いて、継続して運転ができるかどうかが判断基準となる。 なかなか、聞き分けられない場合には、施設管理者に判断をしてもらうことが重要である。 表 5.2.49 健全度の判定の例 (主ポンプ、主電動機、ディーゼル機関、弁類の運転音(聴診)) 健全度ランク 評 価 基 準 S-4 異常音がないこと(通常の運転音) S-3 通常と異なる運転音 S-2 運転継続が耐え難いほどの運転音 参考ポンプ-130 診断種別 概略診断調査、詳細診断調査 調査項目 ポンプの性能・吐出し圧力 調査方法 目視 対象部位 主ポンプ [3] 【解説】 施設管理者から普段の運転と同じような状態であるかを聞くとともに、設置当初(或い は工場性能試験成績書のQ-H曲線)と比較検討する。 設置当初の値より、約 15%程度低下している場合は、ポンプのインペラなどの回転体交 換を含めた詳細診断の必要性が高い。 (1)調査方法 1)締切点の全揚程及び用水運転時の吐出し量(Q)における全揚程(H)を、合計5 点を測定して、現地試運転当時のQ-H曲線に記入して運転時の性能の比較を行う。 2)真空計や圧力計、流量計等の計器が正常な場合に、設置当初、つまり締切全揚程が 現地試運転当時の締切全揚程より 15%程度低下している場合は、詳細診断の必要性 が高い。 (2)調査箇所 真空計、圧力計及び流量計の指示値の目視 (3)判定基準 表 5.2.50 健全度の判定の例(ポンプ(目視) ) 健全度ランク S-4 評 価 基 準 通常の運転状態(真空計、圧力計、流量計の指示値が通 常運転時に近い値) S-3 締切全揚程の低下量が低下している S-2 締切全揚程の低下量が著しい 現地試運転当時の Q-H 曲線 参考ポンプ-131 診断種別 概略診断調査、詳細診断調査 調査項目 軸受の摩耗 調査方法 設計寿命時間との比較 対象部位 主ポンプ、主電動機の軸受 [4] 【解説】 主ポンプの軸受は放置しておくと、回転が停止するなどの重大なトラブルに発展するため、日 頃から状態監視を行い、異常を早期に発見する必要がある。つまり、軸受部はポンプ設備の心臓 とも言える部位であるため、十分な管理が必要である。 (1)調査方法 軸受(ころがり軸受・すべり軸受)の摩耗調査は、摩耗量を直接測定する場合は、主ポンプ の全分解が必要なため、大きな費用が発生する。したがって、分解調査する代わりに、運転時 間と設計寿命時間を対比させて交換時期を推定する方法が経済的に有利であるため一般的に行 われている。 指触等で目視調査ができる軸受については、運転時間の他に運転時の振動や温度上昇の具合 を見て交換時期を推定する。 (2)調査箇所 運転時間は、軸受交換後の総運転時間と、メーカーの設計寿命時間とを比較するため、運転 時間計、完成図書などを調査する。 (3)判断基準 表 5.2.51 健全度の判定の例(主ポンプ・主電動機(計算・目視) ) 健全度ランク S-4 S-3 S-2 評 価 基 準 振動や温度上昇に異常が無く、運転時間が設計寿命時間より 短い 振動や温度上昇に異常が無いが、運転時間が設計寿命時間に 達している 振動や温度上昇が異常であり、又は運転時間が設計寿命時間 を大きく超えている 参考ポンプ-132 【すべり軸受の摩耗の事例写真】 横軸軸流ポンプの水中軸受(旧) 横軸軸流ポンプの水中軸受(新) グリース潤滑が適正に給油されて 新しく製作した同ポンプの水中軸 いない(推定)ため、軸スリーブと金 受には、半円の潤滑溝がくっきりと見 属面で摺動したため、水中軸受のホワ えている。 イトメタルに擦傷跡があり、更に潤滑 左写真の潤滑溝は摩滅している。 溝が摩滅していた。いつ、焼き付いて ポンプが回転しなくなってもおかし くない状態である。 参考ポンプ-133 診断種別 概略診断調査 [5] 調査項目 巻線形電動機のブラシ部の火花 調査方法 目視 対象部位 巻線形主電動機のブラシ部 【解説】 主電動機のブラシ部の摩耗は放置しておくと、火花が発生するなどの重大なトラブルに発展す るため、日頃から状態監視を行い、異常を早期に発見する必要がある。 巻線形主電動機のブラシ部は、ブラシ本体の摩耗とそれを固定しているスプリングとの組合せ により構成されていて、このブラシの摩耗量とスプリングの強さのバランスに狂いが発生すると 火花発生の恐れがある。 この調査は、運転状態で行うため、安全対策上から経験ある電気技術者に依頼することが一般 的である。 (1)調査方法 運転中にブラシ部の窓を開放して、ブラシやスリップリングの運転状態を目視、火花が発生 していないことを調査する。 (2)調査箇所 主電動機のブラシ部を調査する。 完成図書からブラシの摩耗状態=運転時間の関係を確認する。 (3)判断基準 表 5.2.52 健全度の判定の例(主電動機(目視) ) 健全度ランク S-4 S-3 S-2 評 価 基 準 ブラシからの火花の発生がない - ブラシから火花の発生がある 巻線形電動機のブラシ・スリップリング 部側の写真 カバーを開いてブラシ・スリップリングを確認 参考ポンプ-134 診断種別 概略診断調査、詳細診断調査 [6] 調査項目 配管等の接続部のボルト・ナット及び配線部の緩み 調査方法 目視・指触・打診 対象部位 ボルト・ナット及び配線部 【解説】 ポンプ、弁、配管の接続部のボルト・ナットの緩み並びにボルト・ナットの脱落は放置してお くと、水漏れや振動が発生するなどの重大なトラブルに発展するため、日頃から状態監視を行い、 異常を早期に発見する必要がある。 接続部からの水漏れ、指触による緩み確認、テストハンマによる打診等で安全性を調査する。 配線部の緩み・はずれを発見した場合は、施設管理者に報告する。 (1)調査方法 運転中には、水漏れや接続部のブレ音等にて調査する。 停止中には、水漏れやテストハンマの打診音で調査する。 配線部端子の緩み・はずれを目視・指触する。 (2)調査箇所 ポンプ、弁、配管の接続部及び可撓管継手の控えボルト・ナットを調査する。 (3)判断基準 表 5.2.53 健全度の判定の例(接続部のボルト・ナットの緩み) 健全度ランク 評 価 基 準 S-4 緩みや脱落がない S-3 - S-2 緩みや脱落がある 撓み管継手部のフランジボルトなど 満水検知器の端子部がはずれていた は、緩みがないか確認する。 (小口径ポンプ) 参考ポンプ-135 診断種別 概略診断調査、詳細診断調査 [7] 調査項目 油漏れ 調査方法 目視 対象部位 主ポンプ、主電動機、減速機、ディーゼル機関、弁類、補機類 【解説】 油漏れの原因は、ゴムリングやオイルシール等の劣化によるもの、グリースやオイルの過剰な 給油によるもの、油配管の継ぎ手部から漏るなど、多種多様である。 油漏れは、機場の美観を損なうだけではなく、軸受部などの油量が少なくなると、重大な損傷 を招くことがあるので、日頃から状態監視を行い、異常を早期に発見する必要がある。 (1)調査方法 軸受部やケーシング合わせ面や床面等に油漏れや油漏れ跡がないか目視調査する。 新しい油漏れがあったら施設管理者に報告する。 (2)調査箇所 主ポンプ、主電動機:軸受部 減速機:軸受部、本体及び油配管部 ディーゼル機関:機関本体及び油配管の全体 弁類:軸受部 補機類:軸受部、油配管等 (3)判定基準 各部の油漏れを目視調査する。 表 5.2.54 健全度の判定の例(油の場合) 健全度ランク 評 価 基 準 S-4 油漏れがないこと S-3 にじんでいる程度の油漏れがある S-2 油が滴下している 表 5.2.55 健全度の判定の例(グリースの場合) 健全度ランク 評 価 基 準 S-4 にじんでいる程度の油漏れがある S-3 - S-2 グリースがドレーン部や軸受部からはみ出している 参考ポンプ-136 ポンプ軸受部の油 漏れ(油がにじん でいる) 電動機の軸受部 の油漏れ(漏れた 跡 る) 参考ポンプ-137 にじんでい 診断種別 概略診断調査、詳細診断調査 [8] 調査項目 水漏れ 調査方法 目視 対象部位 主ポンプ、主電動機、減速機、ディーゼル機関、弁類、補機類 【解説】 水漏れの原因は、グランドパッキンやパッキンシール等の劣化によるもの、ボルト・ナットの 緩みや脱落によるもの、配管の継ぎ手部からの漏れなど、多種多様である。 水漏れは、機場の美観を損なうだけではなく、床が濡れて滑るなどの危険や、配線ピットなど に浸水して電気的トラブルの原因になる恐れがあるため、日頃から異常を早期に発見する必要が ある。 (1)調査方法 軸封部やケーシング合わせ面、配管の継ぎ手部等に異常な水漏れがないか目視調査する。 運転中に異常な水漏れがあったら施設管理者に報告する。 (2)調査箇所 主ポンプ:軸封部、ポンプ廻り小配管 主電動機、減速機、ディーゼル機関:冷却水系統配管及び弁 弁類:軸封部 補機類:配管及び継ぎ手部等 (3)判定基準 各部の水漏れを目視調査する。 1)軸封部の水漏れ 表 5.2.56 健全度の判定の例(ポンプの軸封部の水漏れ(目視) ) 健全度ランク 評 価 基 準 S-4 1秒間に2滴程度の水滴が落ちている S-3 - S-2 水滴が落ちていなく、ドレーン部が乾いている 2)ケーシングの合わせ面の水漏れ 表 5.2.57 健全度の判定の例(ポンプケーシングのフランジ合わせ面の水漏れ(目視) ) 健全度ランク 評 価 基 準 S-4 運転中に水漏れがない S-3 - S-2 運転中に水漏れがある ※メカニカルシールは、設置当初は水漏れが多いが、運転になじんでくるときわめて 少なくなる。 なお、メカニカルシールの寿命は概ね 10,000 時間であるが、取扱説明書にて確認 することが重要である。 参考ポンプ-138 表 5.2.58 健全度の判定の例(各部の水漏れ(目視) ) 健全度ランク 評 価 基 準 S-4 水漏れがない S-3 - S-2 水漏れがある グランド部に飛沫防止カバーなし グランド部に飛沫防止カバー付 参考ポンプ-139 診断種別 概略診断調査 調査項目 回転の状態 調査方法 指触(感触) 対象部位 主ポンプ [9] 【解説】 この診断は、ポンプが自動的に始動しないことを確認して実施する。 補機などの予備機は、長い間停止していると、なかなか手回しができないことがあるので、 その場合は施設管理者に報告する。 (1)調査方法 1)ポンプのカップリングカバーを外して、カップリングを手回しする。 2)大口径ポンプで、手回しが非常に重い場合、施設管理者同意のもと、ターニングバーな どを使って手回しを行う。 (2)調査箇所 ポンプの手回しができることを調査する。 (3)判定基準 表 5.2.59 健全度の判定の例(回転の状態(指触:感触) ) 健全度ランク 評 価 基 準 S-4 手回しができる S-3 - S-2 手回しができない 芯振れ・面振れ測定時にターニングバーなどでポンプを回転させている 参考ポンプ-140 診断種別 概略診断調、詳細診断調査 [10] 調査項目 油量・油質 調査方法 目視 対象部位 軸受部、減速機、ディーゼル機関、油圧装置のオイルパン等 【解説】 軸受部はポンプ設備の心臓部とも言える重要な部位であるため、油量・油質の管理には、日頃 から十分な管理が必要である。 (1)調査方法 軸受部の油面計や窓から油量及び油質を目視調査する。 油量が適量であるか、油の色が給油時のように澄んでいるかを目視調査する。 (2)調査箇所 軸受部やオイルパンの油面計や窓から目視調査する。 (3)判定基準 表 5.2.60 健全度の判定の例(油量の状態(目視) ) 健全度ランク 評 価 基 準 S-4 油面計の規定範囲内である S-3 - S-2 油面計の規定範囲より大きく外れている ※油量が多すぎると油漏れ、少なすぎると焼き付き等のトラブルの原因になる。 また、油質については、 「色見本帳による色相劣化判定による簡易比色法」などで行う。 概略診断なので正確さに劣るが、急激に色相が変化することもあることから日常的に傾向 管理することが望ましい。 表 5.2.61 健全度の判定の例(油質の状態(目視) ) 健全度ランク 評 価 基 準 S-4 透明であるが色が濃い(ASTM4以下) S-3 乳白色に変化気泡や水分が混入 S-2 黒褐色に変化酸化劣化(ASTM5以上) 図 5.2.4 簡易比色法によるASTM色見本 参考ポンプ-141 油面計にて、油の状態と量を確認する。 (拡大写真)油量は油面計中央値で正常 であるが、黒ずんだ油の状態である。 油の色はきれいであるが、油量は若干 油の色は少し黒ずんでいるが、油量は 少ない(適量は中心) 若干多い(適量は中心) 参考ポンプ-142 診断種別 概略診断調査、詳細診断調査 調査項目 腐食・摩耗 [11] (類似診断:変形・ひび割れ・亀裂・破損・損傷・劣化・消耗・欠損・孔食) 調査方法 目視・聴診 対象部位 主ポンプ、主電動機、弁類、補機類、配管等 【解説】 腐食や摩耗を放置しておくと、ポンプ設備の機能や性能低下に直結するなどの重大なトラブル に発展するため、日頃から状態監視を行い、異常を早期に発見する必要がある。 (1)調査方法 1)腐食:テストハンマなどで軽くたたき発錆の状態等の目視確認を行う。 2)摩耗:スムーズに動作しているか等の目視確認や異常音の確認を行う。 (2)調査箇所 主ポンプ、主電動機、弁類、補機類、配管等の全体にわたって調査する。 (3)判定基準 表 5.2.62.1 健全度の判定の例(腐食・摩耗(目視) ) 健全度ランク 評 価 基 準 S-4 軽度の腐食・摩耗が見られる S-3 - S-2 腐食・摩耗が著しく進行している。 注 1.鋳物材料で製作されているポンプ設備は一般的に肉厚に余裕がある ため、腐食が発生しても、機能や性能に影響が無いことが多い。 表 5.2.62.2 健全度の判定の例(変形・ひび割れ・亀裂・破損・損傷・ 劣化・消耗・欠損・孔食) 健全度ランク 評 価 基 準 S-4 軽度の変形・ひび割れ・亀裂・破損・損傷・劣化・消耗・ 欠損・孔食が見られる S-3 - S-2 重度の変形・ひび割れ・亀裂・破損・損傷・劣化・消耗・ 欠損・孔食が見られ、機能に支障がある状態 参考ポンプ-143 (拡大写真) ポンプの軸受部がグランド部からの飛沫により腐食しているが、表面の軽微な腐 食であるので、問題ない。再塗装は次回のポンプの分解整備時に行う予定。 参考ポンプ-144 診断種別 概略診断調査、詳細診断調査 [12] 調査項目 振動測定 調査方法 計測 対象部位 主ポンプ、主電動機、減速機、ディーゼル機関 【解説】 振動の原因は、インペラへの異物混入や、軸芯狂い、軸 受の損傷、機械的不釣り合い(減速機、電動機)など原因 は様々であるが、主ポンプの軸受損傷などは、放置してお くと、主軸の振れが、インペラやケーシングなど間接的に 損傷を与える恐れがあるため、日頃から状態監視を行い、 異常を早期に発見する必要がある。つまり、軸受部はポン プ設備の心臓部とも言える部位であるため、十分な管理が 必要である。 図 5.2.5 振動の測定(例) (1)測定方法 振動測定は、振動計を用いて測定を行う。この場合、振動計を当てる箇所をあらかじめ決め ておく必要がある。機械的原因で発生する振動は徐々に増大していき、破壊等の重大事故につ ながる恐れがあるため、振動が増大傾向にある時は、測定の周期を短くして特別に監視するこ とが必要である。 主ポンプ、減速機:軸受のハウジング(軸受箱)や剛性の高いところを選定することが重要 である。振動の方向性があることから、 「水平方向」 、 「軸方向」 、 「垂直方 向」の3方向を測定する。 主電動機 :剛性の低いところでは、 「高周波振動」の減衰が大きいことから、図 5.2.6 の「望ましい箇所」に示すように剛性の高いところを選定することが重要 である。ポンプ、減速機同様、振動の方向性があることから、 「水平方向」 、 「軸方向」 、 「垂直方向」の3方向を測定する。 垂直方向 取付ボルト 望ましい測定箇所 振動計 図 5.2.6 振動計及び振動測定方法(例) 参考ポンプ-145 軸方向 異常原因別に振動し易い 方向がある。 水平方向 測定位置 ◎ 良 ○ 可 × 不可 (2)測定箇所 ポンプ、減速機は、軸受のハウジング(軸受箱)や剛性の高いところを選定することが重要 である。測定箇所は施設機械工事等施工管理基準(農林水産省農村振興局整備部設計課監修) によるものとする。 横軸(軸・斜流)ポンプの測定箇所 立軸(軸・斜流)ポンプの測定箇所 横軸(渦巻き)ポンプの測定箇所 図 5.2.7 ポンプの測定箇所(例) (3)判定基準 1)許容値 ①主ポンプ 振動の許容値として、JIS B 8301-2000 附属書 2(参考)を採用し、図 5.2.8 により管理する。 図 5.2.8 主ポンプの振動基準値 JIS B 8301 附属書 2(参考) 参考ポンプ-146 ②主電動機 電動機の振動許容値は、ポンプと電動機の主軸がリジット結合されて振動的に一体である場 合は、ポンプの振動許容値を採用する。(振動の許容値として、図 5.2.8 により管理する。) ポ ンプと振動的に切り離されている場合は、電動機の振動許容値を採用することとし、JEM-TR 160(日本電機工業会技術資料)に基づいて、図 5.2.9 の振動許容値を目安にすることができる。 回 転 速 度 ( m i n - 1 ) 図 5.2.9 電動機の振動許容値 ③ディーゼル機関 ディーゼル機関の振動は、表 5.2.63 により管理する。 「機関の振動は広い範囲に存在し、又、国際的にも明確に規定されていないので、数値規定 は行わなかったが、固定据付の場合、出力軸付近及び機関取付部における振動は、片振幅 0.15mm 以内が一般的に運用されている許容値である。 」LES(陸用内燃機関協会規格)3002-1982:陸用水 冷 4 サイクルディーゼル機関(ポンプ駆動用) なお、始動及び停止時の共振通過時における振動増加により、他の機器に有害な影響を与え ないものとする。 表 5.2.63 ディーゼル機関の振動判定値 部位 取付部 本体 変位 弾性支持 0.15 0.30 (片振幅 mm) 固定支持 0.15 0.5~0.8 LES(陸用内燃機関協会規格)3002-1982 参考:・LES(陸用内燃機関協会規格)3002-1982:陸用水冷 4 サイクルディーゼル機関(ポンプ駆動用) 「機関の振動は広い範囲に存在し、又、国際的にも明確に規定されていないので、数値規定は行わ なかったが、固定据付の場合、出力軸付近及び機関取付部における振動は、片振幅 0.15mm 以内が一 般的に運用されている許容値である。 」 ・LES(陸用内燃機関協会規格)3001-2000:陸用水冷 4 サイクルディーゼル機関(交流発電機用) 「エンジン及び発電機の振動は定格運転時において下表の値以下とする。また、始動及び停止時の 共振点通過時において他に有害な影響を与えないものとする。 測定位置はエンジン・発電機の取付部(共通台床が弾性支持されているものにあっては、共通台床 上面でもよい)及びエンジン発電機の本体とする。 項 振 ディーゼル機関 動 1、2、3 シリンダ 4、5、7 シリンダ 6、8 シリンダ 8/10 mm 4/10 mm 3/10 mm 備考:振動とは定格運転状態で、防振装置上の共通台板などでの、原動機及び発電機の取付位置 における上下方向、軸方向及び軸と直角の水平方向について振動計で測定した全振幅をいう。 参考ポンプ-147 ④歯車減速機 歯車減速機の振動許容値については、ポンプと減速機の主軸がリジット結合されて振動的に 一体である場合は、ポンプの振動許容値を採用する。(振動の許容値として、図 5.2.8 により 管理する。) ポンプと振動的に切り離されている場合は、歯車減速機の振動許容値を採用することとする。 ポンプ工場試験や現地据付直後の試運転の際には表 5.2.64 の振動許容値を参考にすること ができるが、現地状況や駆動機の影響及び経年変化の影響を受けるので総合的な判断が必要で ある。 表 5.2.64 歯車減速機の振動判定値 回転速度(高速側) 全 振 幅 回転速度(高速側) 全 振 幅 00600min-1 以下 120/1,000mm 以下 1,200min-1 以下 70/1,000mm 以下 -1 -1 00800min 以下 095/1,000mm 以下 1,800min 以下 55/1,000mm 以下 1,000min-1 以下 080/1,000mm 以下 - - 注) a. この振動値は、仕様点付近で運転中の概略参考値を示す。 b. 測定にあたっては、上下、左右、吐出方向の X-Y-Z の 3 軸にわたって実施する。 c. 二床式の架台上に減速機が搭載されていることが多いのでポンプの振動判定値よりも幾分大きめにと っている。 2)判定基準 表 5.2.65 健全度の判定の例(ポンプ等 振動) 健全度ランク 評 価 基 準 S-4 許容値未満 S-3 S-2 許容値以上 著しく許容値を超える (4)余寿命予測 ①主ポンプ、②主電動機、③ディーゼル機関、④歯車減速機ともに、軸受の余寿命を振動 測定値のみで予測することは適さない。よって、軸受振動、温度値の傾向管理を行うことに より余寿命を予測する。 (5)補修・整備方法 横軸ポンプにおける軸受の交換は、上ケーシングを開放して、インペラ、主軸、ライナー リングなどの回転体を吊り上げ、軸受部を分解し交換する。また、軸継手は取り外してから 軸受部を分解する。①主ポンプ、②主電動機、④歯車減速機 については、 「現地施工又は工 場持ち込み」とし、③ディーゼル機関については、ほとんど現地施工となる。 参考ポンプ-148 診断種別 概略診断調査、詳細診断調査 調査項目 電流・電圧測定(低電圧のみ) 調査方法 計測 対象部位 主電動機、弁類 [13] 【解説】 電動機の電流・電圧が変化すると電動機の特性値は変化する。特に電流値の定格値超過は、電 動機の過電流から焼損に至ることもある。電流値を計測することは電動機を保護することになる が、ポンプの運転状態を把握することにもなる。 また、定常運転における断続的異常電圧降下は、電動機の温度上昇やトルクの減少が生じる。 (1)測定方法 1)電流値は、操作盤面取付の電流計指示値又は盤内電動機配線をクランプメータにより測定 し、通常の計測値と大幅な変動がないことや定格値以下であることを確認する。 2)電圧値は、操作盤面取付の電圧計指示値又は盤内外部端子台において、テスターにより測 定し、定格電圧値に対する変動範囲(±10%)を確認する。 注:測定作業を行うにあたり必要な資格はないが、電気設備が通電中のため、測定は経験十分な電気技術 者に測定を依頼することが望ましい。 盤面計器による測定 テスターによる電圧測定 図 5.2.10 電圧・電流測定(例) クランプメータによる電流測定 テスター (電圧測定用) クランプメータ (電流測定用) 図 5.2.11 計測器具(例) 参考ポンプ-149 (2)測定箇所 電圧測定位置 図 5.2.12 に示す箇所で測定する。 MCB 0 テスター MCB 1 52F 52R クランプメータ 電流測定位置 図 5.2.12 電圧・電流測定箇所(例) (3)判定基準 1)基準値、許容値 当初引渡し時の試運転記録との照合の結果、その差が異常に大きい場合、設備に異常が発 生していると推測し、判定を行う。 電流値 : 定格値以下であること。 電圧値 : 定格値±10%以内 2)判定基準 表 5.2.66 健全度の判定の例(電流値) 健全度ランク S-4 S-3 S-2 評 価 基 準 定格値以下 - 定格値を超える 表 5.2.67 健全度の判定の例(電圧値) 健全度ランク S-4 S-3 S-2 評 価 基 準 定格値の 10%以内 - 定格値の 10%を超える (4)余寿命予測 電動機の余寿命を電流・電圧値のみにて予測することは適さない。よって、電動機の設置 からの経過年数、耐用年数に絶縁抵抗低下の傾向などから総合的に判断して、余寿命を予測 する。 (5)補修・整備方法 中・大型電動機の場合は、電動機製作工場に持ち込んで、水洗い、清掃、ワニス処理、乾 燥などの一連の工程を施して寿命を延ばすことが、新規電動機の購入よりは経済的であると 考えられるが、小型電動機については、上記の処置が新規購入より高くなる場合もあるので、 ポンプメーカーに確認することが大切である。 参考ポンプ-150 診断種別 概略診断調査、詳細診断調査 調査項目 絶縁抵抗測定 調査方法 計測 対象部位 主電動機 [14] 【解説】 電動機の絶縁抵抗測定は診断の原点といわれる測定項目で、診断しようとする施設の気中開 閉器(PAS)を、 「開」すなわち全停電状態で行う試験である。 電動機等の電源設備は大地及び線間相互を絶縁し、使用している。万一絶縁が悪くなると漏 れ電流によって、感電や火災等の危険が発生する。このため、定期的な診断が必要となる。 絶縁抵抗の測定は、盤内の電動機端子にて絶縁抵抗計により測定するが、測定の前に電動機 端子に電圧がないことを検電器等により確認する。 最近の設備には、PLC(プログラマブル・ロジック・コントローラ)などの弱電機器が多数採 用されており、これらの半導体は高電圧に耐えられないものがあるため事前に取扱説明書等に より測定方法を確認する必要がある。 ポンプ場を全停電にするには、電気技術者に依頼することになる。通常は、電気保安協会に委託 しており、この絶縁抵抗測定に関する全停電・復旧作業も依頼することが望ましい。 (年次契約以外 のため、費用が発生する。 ) また、保安協会では、年次点検作業の一環として、ポンプ場内の電動機の絶縁抵抗を測定してい る。この報告書のデータを概略調査に流用することも有効でる。 (1)測定方法 1)電動機回路 測定にあたり、電動機の電源ブレーカを「OFF」にする。次に絶縁抵抗計の黒色の線に ある先端のワニ口クリップを、機側盤内底部のボルトに取り付ける。次に、図 5.2.12 の「U 1」端子台のネジ部に抵抗計の端子(赤色)を当て、抵抗計の釦を押し、計器に表示された値 が測定値である。以後、 「V1」 「W1」の各回路を測定する。 2)操作回路等(スペースヒータ・照明等) 測定にあたり、測定対象回路のブレーカを「OFF」にする。絶縁抵抗計の黒色の線にあ る先端のワニ口クリップを、機側盤内底部のボルトに取り付ける。次に、測定したい対象回 路の詳細側部に抵抗計の端子(赤色)を当て、抵抗計の釦を押し、計器に表示された値が測定 値である。 測定時の留意事項は以下のとおりである ①絶縁抵抗計のアース(黒色線先端のワニ口クリップ)を機側盤底部の通電可能なボルト等に 接続せずに使用しない。 ②絶縁抵抗計のライン(赤色線端子)とアース(黒色線端子)は、逆に使用しないこと。 参考ポンプ-151 (2)測定箇所 測定箇所は、盤内の電動機側端子部分にて行う。 図 5.2.13 に絶縁抵抗測定要領(例)を示す。 注:絶縁抵抗計で測定する場合は、回路ごとに 測定するものとし、電子回路は絶対に測 定しないよう切り離してから測定する。 図 5.2.13 絶縁抵抗測定要領(例) (3)判定基準 1)基準値、許容値 絶縁抵抗値は、JEC-2100-2008(回転電気機械一般)及び JEC-2137-2000(誘導機)の解説に算 定式が示されており、これにより算出すると高圧電動機の場合、(kV+1)MΩ以下(kV:定格電 圧)となるので、絶縁抵抗判定基準値(取替目安値)として、(kV+1)MΩ以下(kV:定格電圧) とする。低圧電動機の場合は、JIS-C-4210 により 1MΩ以下とする。なお、絶縁抵抗値の判定 は、過去の計測履歴を参考として、減少傾向で判定する。また、低圧電動機は 5MΩ以下にな ったら整備することが望ましい。 表 5.2.68 に絶縁抵抗の判定基準値を示す。 表 5.2.68 絶縁抵抗判定基準値(取替目安値) 項 目 絶縁抵抗 区 分 判定基準値 摘 要 低圧 1 MΩ以下 (JIS-C-4210) 500V メガ 高圧(3kV 級) (kV+1) MΩ以下 kV;定格電圧 1,000V メガ 高圧(6kV 級) 1,000V メガ 注)基準値内であっても前回計測に比べて、急激な変化が認められる場合には、詳細調査の実施につ いて検討する。 参考ポンプ-152 参考文献 JEC-2100-2008(回転電気機械一般)解説 4、耐電圧試験を行う際の回転機の状態 JEC-2137-2000(誘導機)の解説 5、耐電圧試験を行う際の誘導機の状態 耐電圧試験を行うにあたって、その直前に絶縁抵抗を測定することは一般の習慣である。 本規格(JEC;電気学会 電気規格調査会標準規格)において耐電圧試験は、温度試験終了後、 直ちに行うことに決められているが、その前に巻線の絶縁抵抗を測定して、その値が適当 であることを確かめる必要がある。絶縁抵抗は回転機の温度や湿度によって広く変動する ものであるから、いくら以上であればよいかを確定することは難しい。しかし、従来使わ れていた式 定格電圧(V) (MΩ) 定格出力(kW 又は kVA)+1,000 は、参考資料の一つである。また、回転速度を考慮に入れた下式は、出力、電圧及び回転 速度の広い範囲にわたって適用できるものの一つとして、ここにあげておく。 定格電圧(V)+1/3 ×定格回転速度(min-1) 定格出力(kW 又は kVA)+2,000 +0.5(MΩ) 2)判定基準 表 5.2.69 健全度の判定の例 健全度ランク 評 価 基 準 低圧の場合 高圧の場合 S-4 1MΩ以上 (kV+1)MΩ以上 S-3 - - S-2 1MΩ未満 (kV+1)MΩ未満 (4)余寿命予測 電動機の余寿命を絶縁抵抗値のみにて予測することは適さない。よって、電動機の設置か らの経過年数、耐用年数に絶縁抵抗低下の傾向などから総合的に判断して、余寿命を予測す る。 (5)補修・整備方法 中・大型電動機の場合は、電動機製作工場に持ち込んで、スチーム洗浄、除湿乾燥、ワニ ス処理などの一連の工程を施して寿命を延ばすことが、新規電動機の購入よりは経済的であ ると考えられるが、小型電動機については、上記の処置が新規購入より高くなる場合もある ので、ポンプメーカーに確認することが大切である。 参考ポンプ-153 診断種別 概略診断調査、詳細診断調査 [15] 調査項目 芯振れ 調査方法 計測 対象部位 主ポンプと電動機等の軸継手(カップリング)部 【解説】 芯振れについては、据付当初に規定以内に入っていても、不等沈下や運転中の水圧による変形 等により、狂ってくる場合があるため、概略診断において、ダイヤルゲージやすきまゲージを用 い、芯出しチェックを行う。改良区等管理者からの聞き取りの中で、運転時の振動が大きいなど の問題が有る場合は、芯振れに起因するケースが考えられるため、十分な調査が必要である。 芯振れの増大が、軸受の温度上昇、振動・騒音の増大や軸継手の損傷につながる可能性がある ため、芯振れの調査は重要であり、1年ごとに計測し、修正記録を保存することが望ましい。 ダイヤルゲージとマグネットスタンド ダイヤルゲージ 軸継手 すきまゲージ 図 5.2.14 計測器具(例) ポンプ設備で使用される軸継手の代表的なものとして、固定及びたわみ軸継手などがある。下 記にその概要を示す。 ①固定軸継手 ・ポンプの軸スラスト荷重を伝達する。 ・立軸ポンプ軸の縦方向位置を調整する。 フランジ形固定軸継手 図 5.2.15 固定軸継手の構造(例) ②たわみ軸継手 ・軸受の経年的摩耗や据付誤差による偏心を吸収する。 ・立軸ポンプの場合の水平軸において据付配置上空間ができる場合の軸の接続用と して用いる。 カップリングゴム 歯車形軸継手 フランジ形たわみ軸継手 図 5.2.16 たわみ軸継ぎ手の構造(例) 参考ポンプ-154 (1)測定方法及び測定箇所 傾向管理のための「偏心測定」と軸継手に異常音や振動が発生した時に実施する「偏角 測定」があり、いずれも軸芯の通りを測定する。軸芯の通りは、軸継手のカバーを取り外 し、ダイヤルゲージを使用して測定を行う。この場合、軸継手自身の仕上げ精度に左右さ れない「共回し」にて行うものとするが、 「共回し」が不可能な場合には、測定精度が劣る 「片回し」にて測定し、傾向管理を行うものとする。 「片回し」では、カップリング外周面 に傷等がある場合、又はカップリング外周と軸貫通穴に加工誤差がある場合に測定値に狂 いが生じる。 ダイヤルゲージのマグネットは、電動機側(駆動側)に取り付ける。ただし、電動機側に設 置できない場合は、出力軸側に取り付けて計測してもよいが、傾向管理を行う意味で取り 付け位置は統一する。なお、小型ポンプの芯ズレ測定でダイヤルゲージのマグネットが上手 く取り付かない場合は、すきまゲージを使用する場合もある。 測定は、カップリングボルト 付きの共回しで行う。 図 5.2.17 軸芯通り測定方法(例) カップリングゴムが劣化している場合は、機能診断業務の 際にカップリングゴムを交換することが望ましい。 (劣化してひび割れている カップリングゴムの写真) 1)横軸ポンプの場合(※) ①ダイヤルゲージの空振り カップリングの一方にダイヤルゲージを取り付け、ゲージ先端をフリーにして一回転させ る。 これはゲージ校正のためで、誤差が極端に大きい場合は、ゲージを取り替えたほうが良い。 ②芯振れ測定(偏芯量測定) 次にダイヤルゲージを降ろし、相手側のカップリングにゲージの先端を触れさせる。なるべ く指度は±0を指すように高さを加減する。ゲージ先端の触れている部分にはチョーク等で印 をつけておく。この状態で、カップリングを両方共同時に回転させ、90°、180°、270°、360° と順次ゲージの目盛りを読み取る。 参考ポンプ-155 図 5.2.18 横軸ポンプの芯振れ測定方法説明(1/2) 図 5.2.19 横軸ポンプの芯振れ測定方法説明(2/2) 図の例の場合には、上下方向について 8/100、左右方向について 40/100 の差があるので、こ の差の半分 4/100 及び 20/100 の修正を行なう。 ③面振れ測定(ダイアルゲージ採用の場合) 次にダイヤルゲージを右図の如くセットし、 再び 90°、180°、270°、360°同時回転させる。 この結果は軸同士が一直線上にあるかどうか示す もので、図のようなデータが得られたら、その差 を下のように計算する。 図 5.2.20 横軸ポンプの面振れ測定方法説明 2)立軸ポンプの場合(※) センタリングの芯振れ及び面振れについては、以下の要領で測定 する。 ①センタリングの芯振れ ダイヤルケージを右図のようにつける。Bカップリングの ゲージ先端があたるところに印をつける。 これで歯車減速機を 90°、180°、270°、360°回転させて、 その時のゲージの目盛りを記録する。 ②センタリングの面振れ 右図のようにダイヤルゲージをつけかえて再度、歯車減速機を 一回りさせて、ゲージの目盛りを記録する。 (※揚排水機場設備点検・整備実務要領(解説編)社団法人河川ポンプ設備技術協会) 参考ポンプ-156 図 5.2.21 立軸ポンプの 芯振れ測定方法説明 (2)測定箇所 測定方法と測定箇所を分離して記述することは困難なため、本案のように(1)測定方法 及び測定箇所とした。 (3)判定基準 判定基準値については、ポンプの種類、大きさ、回転速度、カップリングの種類、据付状 態等により、多少の幅があるため、機場ごとの詳細については、施設機械工事等施工管理基 準(監修 農林水産省農村振興局整備部設計課)やメーカーの取扱説明書等によるものとす る。 施設機械工事等施工管理基準の管理基準値を用いた場合の判定基準を以下に示す。 表 5.2.70 健全度の判定の例 健全度ランク 評 価 基 準 S-4 許容値(目安)以内 S-3 - S-2 許容値(目安)以上で振幅値が許容値より大きくなった時 (単位 mm) 許容値(目安)等は下表のとおり 項目 管理基準値 許容値(目安) 限界値 芯振れ 5/100 以内 30/100 以内 許容値(目安)以上で振 面振れ 5/100~10/100 16/100 以内 幅値が許容値より大きく なった時 (ポンプメーカー維持管理値) 表 5.2.71 立軸ポンプの管理基準値 工種 2.立軸ポンプ (1)ポンプ 揚(用)排水ポンプ設備(据付) (2) ポンプと減速機 項目 管理基準値 (mm) 測定基準 中心線のズレ ±2.0 以内 高さの制度 ±3.0 以内 水平度 0.1 ㎜/m 以内 羽根車とケー シングのクリ アランス 芯ズレ 提出書類による 水平度 0.5 ㎜/m 以内 台床に水準器を当て、水平度を測定する。 芯ズレ ±0.05 以内 ダイヤルゲージを減速機側カップリングに 取り付け、減速機軸を 90°、180°、270°、 360°回転させ測定する。 面ブレ ±0.1 以内 芯ズレの測定方法に準ずる。 ±0.1 以内 全台数について測定を行う。 ただし、汎用ポンプの場合は、監督職員と協 議し測定台数を決定する。 ダイヤルゲージを減速機側カップリングに 取り付け、減速機軸を 90°、180°、270°、 360°回転させ測定する。 (Aの測定は間隔が 3~5mm の時は、すきまゲージで測定してもよ い。 ) 芯ズレの測定方法に準ずる。 (3) 減速機と内燃機 関 参考ポンプ-157 (1) ポンプの芯出し (2) ポンプと減速機の芯出し (3) 減速機と内燃機関の芯出し 図 5.2.22 立軸ポンプの測定箇所説明図 表 5.2.72 横軸ポンプの管理基準値 工 種 3. 横軸ポンプ (1) ポンプ 揚(用)排水ポンプ設備(据付) (2) ポンプと 減速機 (3) 減速機と 内燃機関 項 目 管理基準値 (mm) 中心線のズレ ±2.0 以内 水平度 0.1 ㎜/m 以内 高さの精度 ±3.0 以内 測 定 基 準 1) 軸芯の水平度の測定は次のいずれかで行う。 ①カップリングの端面 ②満水検知器取付面 ③吐出口にストレートエッヂ使用 ④上下合せ面 2) 軸芯と直角方向の水平度は満水検知器面又 は上下合わせ面で測定する。 全台数について測定を行う。 ただし、汎用ポンプの場合は、監督職員と協議し 測定台数を決定する。 ダイヤルゲージを減速機側カップリングに取り付 け、減速機軸を 90°、180°、270°、360°回転 させ測定する。(すきまゲージで測定した場合 は◯ ±0.1 ㎜以内とする。) 羽根車とケー シングのクリ アランス 芯ズレ ±0.05 以内 面ブレ 水平度 芯ズレ ±0.05 以内 0.3 ㎜/m 以内 ±0.05 以内 芯ズレの測定方法に準ずる。 台床に水準器を当て、水平度を測定する。 ダイヤルゲージを減速機側カップリングに取り付 け、減速機軸を 90°、180°、270°、360°回転 させ測定する。 面ブレ ±0.1 以内 芯ズレの測定方法に準ずる。 参考ポンプ-158
































![(参考資料編)[平成25年4月(平成27年2月正誤表対応)]](http://vs1.manualzilla.com/store/data/006616988_2-8d147111780ee24468531dcc78c67888-150x150.png)