1
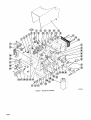
August 1973 FORM: OM-1234 MODEL STOCK NO. MILLERMATIC 3OAN CONTROL/FEEDER MODEL/STOCK NO. SERIAL/STYLE NO. OWNERS .030 Wire V-Groove 058 484 .035 Wire V-Groove 058 485 .045 Wire V-Groove 058 486 1/16 Wire V-Groove 058 488 .045 Wire U-Groove 058 489 .052 Wire V-Groove 058 487 1/16 Wire U-Groove 058 490 5/64 Wire U-Groove 058 491 3/32 Wire U-Groove 058 492 7/64 Wire U-Groove 058 493 1/8 Wire U-Groove 058 494 1/16 Wire V-Knurled 058 495 5/64 Wire V-Knurled 058 496 3/32 Wire V-Knurled 058 497 7/64 Wire V-Knurled 058 498 1/8 Wire V-Knurled 058 499 DATE PURCHASED MANUAL miller . MILLER ELECTRIC MFG. CO. APPLETON, WISCONSIN, USA 54911 ADDITIONAL COPY PRICE 75 CENTS NWSA CODE NO. 4579 U8 ~ ERRATA SHEET After this manual was printed, refinements in equipment design occurred. This sheet lists exceptions to data appearing later in this manual. SPINDLE ASSEMBLY INSTALLATION ON UNITS EFFECTIVE WITH SERIAL NO. HE741 584 1. spindle support shaft (item 12, Figure 2) into the desired hole in spindle support (13). spindle support (13) will depend on the size of the wire spool being used. Insert 2. Slide washer (14) onto spindle support shaft (12) and 3. Slide the following items onto the A. Flatwasher(11) B. Flatwasher(10) C. Spindle (9) D. Flat washer (8) E. Fiber washer (7) F. Keyed washer (6) G. Spring (5) H. Flat Washer (4) 4. Rotate hex . nut (3) onto secure spindle support shaft (12) support shaft (12). Hex - nut with nut in order (15) and cotter The hole to be utilized in the pin (16). given: (3) should be rotated only until a slight drag is felt while turning spindle (12). 9 10 11 12 13 14 15 16 1 2 3 4 5 6 8 B-058 675 OM-1234 Page A Effective with serial No. HE741 584 with an alternate Hub & Spindle Assembly has been used. If the Control/Feeder is aluminum hub refer to the parts breakdown in the parts list. If the Control/Feeder is equipped with an the parts breakdown Item Factory No. Part No. 1 058675 2 058427 3 601884 4 605941 5 010233 6 057971 7 010191 8 058628 9 058428 10 057618 11 602213 12 605181 13 605277 on a equipped plastic hub use this errata sheet. Description Quantity HUB & SPINDLE ASSEMBLY (consisting of) RING, retaining spool NUT, steel hex jam 5/8-1 1 WASHER, flat steel 41/64 ID x 1OD SPRING, compression WASHER, flat steel keyed 1-1/2 dia WASHER, fiber 5/8 ID x 1-1/2OD x 1/8 WASHER, steel brake HUB, spool plastic SHAFT, support spool WASHER, lock steel split 3/8 NUT, steel self locking hex 3/8-16 1 1 - 1 - 1 - 1 1 - 2 2 - 1 - 1 - 1 - 1 - PIN, cotter 3/32 BE SURE TO PROVIDE STOCK, x 3/4 MODEL, 1 AND SERIAL NUMBERS WHEN ORDERING REPLACEMENT PARTS. 1 TB-058 675 Hub & Spindle Assembly OM-1234 Page B SECTION 1 1-1. - INTRODUCTION GENERAL The purpose of this manual is toprovidethe the torch or gun tip, the wire feed speed control provides dynamic breaking of the motor when the switch on the gun or torch is released. Circuitry and plumbing to provide control of the shielding gas flow basic information required to, and maintain control/feeder. This manual will restrict It self mainly to the wire control/feeder and its optional equipment. For specific information on its gun or torch, refer to the respective manual. the to the torchorgunisalsoincorporatedin assembly. The control unit requires 115 volt 60 from the welding machine 1.2. DESCRIPTION The control/feeder is of the constant wire feed This 115 volt operation. speed type and is designed to be used in con~ junction with a CP (Constant Potential) type of weld or ac external hertz ac source for Is connected to source and is fed assembly the control the control backthrougha 115/ 24 volt step down transformer and the contactor con receptacle to actuate a contactor. The con tactor may be either the primary typeor secondary type as long as It can be actuated by applying 115 trol ing power source. This unit was designed to handle .030 to 3/32 alloy solidwiresand.045to 1/8 flux cored wires. Either the short circuiting method of transfer or the spray type arc may be utilized. The control/feeder comes from the factory equipped with a 30 tooth fiber gear on the motor and mild and low volt to the contactor coil. step down transformer incorporated in the control assembly provides a low voltage (24 volts) ac The the torch across of tion the or gun switch to control the opera power source and the wire welding a feed. will Hanging Bail (Optional), Part No. 056 716,has two position adjustment for balancing suspended con trol/feeder over work area. See Optional Equip 24 tooth steel gear on the drive. This combination provide up to 550 ipm. A 24 tooth fiber and 15 tooth steel gear may be ordered as optional equip ment to provide the flexibility of the seven different wire feed speed ranges. control/feeder is a heavy duty wire feeding unit combining both the wire feeder and the control in a compact assembly. It contains all the controls and equipment needed to supply weldingwire, shield ing gas and coolant (optional) tO the welding gun or This unit consists basically of a control torch. assembly, a drive motor with reductional gear box assembly, drive roll assembly, wire guides and a spindle and hub assembly to accommodate a reel assembly for handling wire coils or spool assembly for handling wire spools. The control assembly contains a solid state type speed control for providing precise regulation of ment section. The control/feeder also has facilities for This motor ipm. modation of Specifications (Figure 11). 1-3. Refer to the the speeds over a wire feed range of 15 to 850 prevent override or run out of the wire at ELECTRODE WIRE CONTROL CIRCUIT FEED SPEED POWER AT TORCH 1/8 - 15 to 850 ipm. RULES FOR OPERA TION OF ARC WELDING MACHINES. DIA. CAPABILITY .126 3.2MM safety section under OPERATION and complete safety section in the Power Source In struction Manual SAFETY ELECTRODE WIRE )ecimal .031 Vletric .8MM SAFETY Before attempting to make primary or secondary connections, change parts or make repairs,be sure the power source and control/feeder equipment is completely disconnected from the main power line. To Fraction .030 accom remote control. The remote control unit may be ordered as optional equipment. For particulars on control/feeder refer to the a WE GIlT DIMENSIONS 24 volt HEIGHT WIDTH 241/2 14 LENGTH 5/8 NET 341/4 66 SHIPPING 71 ~ ~ Figure 1-1. Specifications SECTION 2- INSTALLATION 2-1. LOCATION of the Figure 21 for dimensional information the wire control/feeder. Lead lengths must on be considered when installing the control/feeder. If the welding machine can be located near the work area, the control/feeder can usually be in stalled on top of the welding machine. Suitable should be allowed for making necessary space the red Refer to The is put control/feeder. See Figure 2-2 for the location of stop. oil level should be checked before the unit into operation and periodically thereafter. HOUSING, remove To check oil level in the GEAR the OIL LEVEL PLUG in the GEAR HOUSING END SHIELD ASSEMBLY necessary, until oil and runs add SAE No. 90 oil, If out the OIL LEVEL HOLE. connections. 2-3. 2-2. DRIVE The MOTOR red AND GEAR HOUSING (Figure 2-2) stop, which is inserted into the hole in the plug, must be removed prior to operation vented oil fill GAS CONNECTIONS FROM SUPPLY FEEDER (Figure 2-5) Determine the distance the located from the welding TO CONTROL! control/feeder Is to be machine and then connect OM-1234 Page 1 a hose from the gas shielding rear regulatorflowrneter on the supply to the GAS IN connection on the control/feeder control panel. This con REMOVE & DISCARD gas of the nection has a RED STOP PRIOR VENTED OIL PILL PLUG TO OPERATION right hand thread PLUG AA-O56 132-9 Figure Figure 2-1. 2-4. WATER 2-2. Vented Oil Plug And Oil Level Plug Control/Feeder Dimensions CONNECTIONS FROM SUPPLY TO CON TROL/FEEDER (Figure 2-3 & 2-4) The Water able as torch is Cooling Kit (Part No. 056 351) is avail optional equipment. When a water cooled used, connect a hose fromthewater supply to the WATER IN male connection the control/feeder has a control panel. on the rear of This connection left hand thread Water coolant AA-056 132-5A Figure 2-3. Water Coolant Kit Connections cAeLE LEGEND C ma 115 VOLTS A C CON TACTOS CONTROL ELECTRODE C WORK E9 OAT IN C GAS OUT C SWITCH CONTROL 11111 CONDUIT ASSEMRLY i CABLE Figure 2-4. Page 2 Control/Feeder Interconnection Diagram CONNECTION AD-055 132-lA If field installation of the WATER COOLING KIT required, follow is 1. the 2-6. steps below: WELD CONTACTOR CONTROL CONNECTIONS The Water Cooling Kit mounts underneath the Assembly. Remove the coupling from the torch end of the water outlet pipe and from the rear of Con trol Assembly, insert the pipe end of the Water Coolant Kit through the holes provided on the Control Assembly Supports opposite the shield ing gas solenoid and fittings. Two holes are provided inthebottompanelwhich Control 2. 3. as (Fig 2-4) ure Make up a 16/2 conductor cable the same length the 115 volt ac three conductor cord. The control/feeder is supplied with the nec must be attached to one which plug male essary Connect this cable end of the two conductor cord. CONTROL receptacle on the welding machine and to the female receptacle on the rear panel of the control/feeder. CONTACTOR to the TABLE 2-1. Cable Size For Gas Metal-Arc (MIG) Welding in the bottom of the Fasten the WATER COOLING KIT to the bottom panel with two 10-32 x 1/4 match with the two holes solenoid valve. AMPERES screws. six prong plug (to which the gas solenoid leads are connected from the recep 4. Remove 5. panel of the control. Remove the pin which holds the cover to the base of the plug. Loosen the strain relief clamp screws and re tacle in the rear tape from the leads. the move Dress the twoleads 6. to the six prong lief plug from the water solenoid up and through the strain re plug plug terminal number 5. (Figure 23) Replace the plug cap and pin removed in step 8. 24. 4. 9. Thread the coupling removed in step 2-4. 2. water inlet the to If 200 15 Feet 300 15 Feet 400 15 Feet 500 15 Feet 600 15 Feet longer cable is pipe along with rest of the Connect hose a from TO DRAIN WATER the connection and connect the other end to drain or inlet if a water coolant a water circulating system is connect the water drain end to the return used, on water coolant 2-7. Make feeder. Connect 91/2 and (Figure Make up a 16/3 conductor cable long enough to from the welding machine to the control/ The control/feeder is supplied with nec essary female plug which must be attached to one end of the three conductor cable. Connect this cable to the 115 volt ac receptacle on the welding receptacle control/feeder. machine and to the panel of the 115 volt for machine ac contactor 115 volt ac on the of of suitable current inch diameter hole to large enough a rating having end of this cable one diameter hole lug end of this cable to fit the POSITIVE terminal on the secondary the CABLE feeder, electrode terminal on the cable on the other (+) secondary This connection welding machine. polarity welding. nect the other reach feeder. lug a 2-4 for cable welding (Figure welding cable of suitable size welding cable size) long enough the welding machine to the electrode connector assembly on the control/ length a Table 21 (See is for reverse system. 115 VOLT AC RECEPTACLE CONNECTIONS 2-4 & 2-5) rear 1 2/0 3/0 4/0 22/0 the size of cable listed. CONNECTIONS SOURCE WELD POWER & 2-6) Connect 2-5. No. No. No. No. No. required, double to reach from on fittings. the 10. CABLE SIZE clamp.~.. Connect and solder separately one lead to terminal number 3 and the other lead to 7. MAX. CABLE LENGTH the to the POSITIVE Con welding machine. end to the ELECTRODE WELDING CONNECTOR ASSEMBLY on the control/ but do not tighten as the electrode cable from the Gun or Torchwill also be connected to this Make up a welding cable of proper size terminal. and of suitable length (see Table 21) to reach from the end welding of this machine to the cable a workpiece. suitable Attach to diameter hole and connect to the NEGATIVE (-) terminal on one lug the welding machine. Attach to the other end of the cable a C~ type clamp and make a good solid connection to the workpiece. Accessory receptacle \/r ~~iLIZTFl Motor receptacle ~ J ll5voltac line input L(~UrL / Shielding \ gas connection Water coolant connection (Optional) Electrode welding cable connector assembly AA-056 132-5A AA-056 132-6 Figure 2-5. Rear Panel Of Control Assembly Figure 2-6. Power Source Connection OM-1234 Page 3 2-8. WIRE SPEED REMOTE CONTROL (Optional) (Figure motor not be 2-7) The control/feeder1 comes equipped with facil ities to accommodate remote control of wire speed. The B emote Control unit may be obtained as To install the optional unit, insert the Remote Control on the less than at on a wire feed the feeder. equipment. Plug into the receptacle trol/feeder. operated consistently a 30 percent setting control/ Operation with asettingof less than 30 per cent when using large diameter electrode wire, may result in a high current draw by the motor causing the circuit breaker to activate. Also, operation on the lower 30 percent of the control may not provide an acceptable wire feed speed adjustment. Selecting gear combinations, so the feeder will function as high as possible on the control/feeder setting, will give the best operating conditions. Table 66 A thr9ugl-1 0 are provided to aid In the selection of speed face of the Con the proper gear sizes. B. AA-056 890 Figure 2-9. Remote Control Unit 2.7. PREPARATION OF CONTROL/FEEDER On new equipment, or as a result of wire size changes, it is necessary to install the required speed change gears, drive roll gears, and wire guides to accommodate the particular wire Changing Speed Change Gears Change the Speed Change Gears as follows: 1. If speed change gear changing is necessary, re move the speed reduction gear cover by removing the two 1/4 inch screws. 2. Loosen the two bolts fastening the Drive Roll Assembly to the base of the control/feeder. 3. Slide the drive roll assembly forward. 4. Remove the speed change gear from the Drive Roll Assembly. 5. Remove the speed change gear from the drive motor gear box assembly shaft. to Table 22 for proper gears, install gears on drive motor gear box assembly, drive shaft and on the Drive Roll Assembly drive shaft, Refering 6. size and thread the welding wire. Having selected the desired wire size and related parts, proceed to the following installation and adjustment. A. Speed Change Gears (Figure 2-8) (TABLE 6-6 Tighten selection of the proper gear combination is important In obtaining the ultimate in performance of a With the proper gear com finer wire feed speed adjustment can be made and the drive motor will deliver maximum The feeder may be usedatany setting on the where be obtained. can an speed change gear. fiber and a steel gear in the drive train between the drive motor and the wire drive rolls. Proper clearance between the fiber control/feeder The power. control/feeder each I. control/feeder. the screws on I IMPORTAN~1 Page 13) The bination set uses a and steel gear is important. The proper clearance is .007 inch. This is approximatelythe same thick The ness of two sheets of standard writing paper. easiest method to obtain the proper alignment is to adequate feeding condition It is recommended that the drive the motor is fastened securely to the base a piece of .007 thick paper (or two thicknesses of standard writing paper) between the fiber and steel gear, check the alignment of the be sure plate. Then insert gears (the two gears must be running in a straight line) and then tighten down the drive roll assembly. If this proper clearance is not maintained in the gears, they may wear severely, bind and cause erratic wire feed, or even break. I Speed change gears AA-056 132-3 Location Of Figure 2-8. Speed Change Gears 7. Reinstall TABLE 2-2. Gear Sets For Various Wire Feed GEAR SET A C~ D C~ B A Page 4 use 2 fiber or cover over the Speeds MOTOR GEAR DRIVE GEAR MIN. SPEED MAX. SPEED NO. OF TEETH CONTROL SETTING CONTROL SETTING 15 Steel 30 Fiber 15 Steel 24 Fiber *Standard Gear Set Do not speed change gear NO. OF TEETH (056 094) (056 094) 24 Steel (056 095) 24 Fiber (056 092) 30 Fiber (056 093) 24 Fiber (056 092) 30 Fiber (056 093) B the gears. steel gears together. 30 24 24 15 15 (056 093) (056 092) Fiber (056 093) Steel (056 095) Steel (056 095) Steel (05~ 094) Steel (056 094) 20 225 ipm 25 280 ipm ipm ipm 35 ipm 45 ipm 50 1pm 79 1pm 90 1pm 370 1pm 1pm 550 1pm 745 ipm 900 1pm 450 C. (Figure 2-9) Drive Roll Gears & Wire Guides with the four washers and bolts removed in step 1. After determining the wire size to be the proper drive roll gears and wire Table 23 and install them as follows: 1. Flemove bolts the and drive four their roll used, select guides from gear securing respective washers from the drive roll drive roll gears and remove the gears from the drive roll assembly. 2. Loosen the inlet, intermediate, and outlet securing screws and remove all three 0. Installing Reel Type Welding Wire (Figure 2-10) Reel Type Welding Wire as follows: Install 1. Loosen the four wing nuts on the wire reel, and pull out and turn the four fingers toward the center of the wire reel. (Figure 210) 2. Place coil of wire onto the wire reel fingers so .the wire will pay off from the bottom of the coil in a counterclockwise direction. 3. Turn two opposite wire reel fingers outward. Do guide wire guides. the with the two same reel remaining opposite wire fingers. ,Fingers Retaining Ring I I To prevent the three wire guides from slipping ensure facing that the flat the securing of side the wire is guide screw. U U Lock Washer 3. Install the three wire wire new guide securing 4. Slide the roll gear shaft and secure the Cotter Pin roll gears onto the drive drive roll gears secure drive new guides screws. and (I Self Locking Nut Figure E. 2-10. Installing Welding Wire AD-056 132-A Installing Spool Type Welding Wire (Figure 2.10) 1. Simultaneously depress the two spring loaded stops on the retaining ring and slide the retaining ring off of the spindle. 2. Slide the reel off of the spindle. 3. Slide the spool of wire onto the spindle so that the welding wire will pay off from the bottom of the spool of wire in a counterclockwise dir ection. 4. Rotate the spool until the hole in the spool aligns with the guide pin on the spindle. Slide the spool Intermediate Guide Securing Screw Shipped Intermediate Guide onto the ~ith torch it seats against 5. Depress the two spring loaded stops C-056 276A Figure 2-9. spindle until spindle. the back side of the Drive Roll Assembly taining ring and slide the on retaining ring the re onto the spindle. Table 2-3. Wire Drive Roll Gears And Wire Guides For Various Wire Sizes Control/ Wire Diameter and Fraction Feeder Gear Drive Roll Type Decimal Kit No. Part No. Guide Part Numbers Type Inlet Intermediate 058484 .030. hard .030 .8MM 058500 058516 V-Groove 056192 056206 058 485 .035 hard .035 .9MM 068 501 058 517 V-Groove 056 192 056 206 058 486 .045 hard .045 1.2MM 058 502 058 518 V-Groove 056 193 056 207 058 487 .052 hard .052 1.3MM 058 503 058 482 V-Groove 056 193 056 207 058 488 1/16 hard .062 1.6MM 058 504 058 519 V-Groove 056 195 056 209 058 489 .045 hard & cored .045 1.2MM 058 505 058 520 U-Groove 056 193 056 207 058 490 1/16 hard & cored .062 1.6MM 058 506 058 521 U-Groove 056 195 056 209 058491 5/64 hard&cored .078 2.0MM 058507 058522 U-Groove 056195 056209 058 492 3/32 hard & cored .093 2.4MM 058 508 058 523 U-Groove 056 196 056 210 058 493 7/64 hard & cored .109 2.8MM 058 509 058 524 U-Groove 056 196 056 210 058 494 1/8 .125 3.2MM 058 510 058 525 U-Groove 056 197 056 211 hard & cored 058495 1/16 cored 062 16MM 058511 058526 V-Knurled 056 195 056209 058 496 5/64 cored .078 2.0MM 058 512 058 527 V-Knurled 056 195 056 209 058 497 3/32 cored .093 2.4MM 058 513 058 528 V-Knurled 056 196 056 210 058 498 7/64 cored .109 Z8MM 058 514 058 529 V.Knurled 056 196 056 210 058 499 1/8 .125 32MM 058 515 058 530 V.Knurled 056 197 056 211 Outlet ~iide cored is furnished with torch assembly. OM.1234 Page 5 F. Adjusting Hub Tension 9. Place the RETRACT-FEED Switch in the FEED position. (Figure 31) 10. Push the INCH Switch in the upward direction. To end adjust hub tension, slowly unwind wire and pull toward the drive roll gears to check hub tension, wire should unwind freely, but hub tension should be sufficient to keep it taut and prevent backlash when drive motor is stopped. If adjustment is required, loosen or tighten nut run the wire through the torch or run energizing the welding machine welding If wire slippage occurs between drive circuit, rolls, tighten Pressure Adjustment Wing Nuts If wire is run out beyond until slippage stops. the end of the hub shaft. on G. Threading The Welding Wire (Figure 2-9 and 2-11) Proceed as follows to thread welding wire: 1. Loosen the wing nuts on the drive roll assembly, the torch .Switch the pressure adjustment studs downward and lift the upper drive rolls upward. turn Straighten or cut off the free endof the wire and pass it through the inlet wire guide in the drive roll assembly. 3. Continue the wire through the intermediate and outlet guides. 4. Tip the upper drive roll gears downward making 6. gun tip, plaCe the RETRACT-FEED the RETRACT position and push the or in upward position. Release approximately end of the torch or gun tip. INCH switch in the INCH switch after end of wire is one 2. 5. will This without Be from the inch sure to RETURN RETRACT-FEED switch to the FEED position. sure the upper drive gears mesh with the lower drive gears. Bring the drive roll pressure adjustment studs upward making sure the lower washer comes above the upper drive roll assemblies. Turn the pressure adjustment wing nut in the clockwise direction until the drive roll gears are tight against the welding wire. Do not tighten too tight. Further adjustments canbe made after the welding machine and control/feeder are put into operation. 7. or gun to the control/feeder in Torch or Gun instructions Connect the torch to according Manual, 8. AA-056 132-8 Place the control/feeder power switch in the ON Figure position. SECTION 3 3-1. - 3-2. Comply with all ventiation, fire and other safety requirements for welding as established for in Reference as applicable: dustrial applications. 1. Safety Rules for Operation of Arc Welding Ma See Arc Welding Machine Instruction chines Prior to A. Metal-Arc Society: Because American Safe and Cutting - See 2. If all for InertGas American the following procedures and as cabling follows: connections for fittings. interconnections where the Welding complete and satis are the gun or torch in exposed welding wire a safe location (electrode) will not touch 3. radiation emitted by the high-density arc in Gas Metal-Arc Welding methods, FLASH GOGGLES (medium-shade) are recommend ed in addition to HELMETS for the operator and nearby personnel. The welding wire (electrode) and all metal parts in contact with it are electri cally energized while welding, thus requiring peri odic inspection for broken insulation, water leakage (if used) and other electrical hazards. CAUTION ensure hose factory, place A6.1, 1958. infra-red Inspect secure Standards Asso Practices Welding Bulletin of Welding Z49.1, 1958. ciation: Bulletin Recommended and Gas welding, accomplished. Gas And Water Supply (Figure 3-1) Connect gas and water supply 1. Manual. 3. PRE-WELD REQUIREMENTS are - Safety In Electric See Operations Threading Welding Wire OPERATION SAFETY REQUIREMENTS 2. 2-11. Place ON 4. 5, 6. anything. the welding machine power switch in the position. Open the valve the gas on Turn the water Push the PURGE cylinder. supply ON (if used). coolant button and adjust gas flow regulator. Hold the button in for a few seconds, long enough to remove the airfromthe shielding gas supply line. I NOTE I installing new equipment, or after prolonged shutdown, allow shielding gas tO flow continuously for at least one minute prior to welding in order to When I steps are taken to remove and repair hazards, place all power controls OFF and Whenever such disconnect all electrical machine. I Page cabling from the purge the gas line, welding 7, Inspect water should be 6 no (if used) gland fittings drain hose leakage at . , . there and used be observed should water 8. Wire is firmly seated between drive roll gears flowing steadily as 8. If circulating coolant system is used, water fittings to gun or torch and for water a check water flow at the Water Return ant on system. Wire Speed Control (Figure 3-1) The adjustment of this control is best determined by the individual operation; difference between ap plications, materials and desired end-results will rates that vary from 12. one control/feeder andpositiontheSTD-RE Switch on the control/feeder and on the re mote control unit to the REMOTE position. If it is desired to return the control of the wire speed MOTE control/feeder, place on the either the control/feeder remote control to the STD. or act as a a few starting hot start feature. All power cables are safety insulated and properly interconnectedbetween control/feeder and gun, welding machine, and primary power welding. STD.RE the the one on position. U Wire reel Remote Wire Slow-fast assembly control inch switch start The switch with receptacte the wire for Ground cable Is properly connected between workplece and welding machine negative second ary output terminal. 14. Welding machine is adjusted for required output. requirements have been satis 15. If all preweld fied for control/feeder and gun, all required the power controls are now positioned to ON, operator may proceed with the trial or actual a MOTE Switch will source. larger weld puddle. speed may also be adjusted by a re Connect the remote con mote control (optional). trol plug into the remote control receptable on the to the which 13. The wire face of the speed of the duce the clockwise direction will increase the wire feed ing rate and will supply more wire into the arc and deposit through SLOW-FAST START switch is in proper position. Having the switch in the SLOW position will re .cycles application to another. Wire feed speed adjustment is made by means of the WIRE SPEED control on the front panel of the control assembly. Turning the control In require feeding the wire 9. Wire feeding rate has been preset on WIRE SPEED control. 10. RETRACT-FEED Switch is in FEED position. the water cool 11. B. push with sufficient pressure to the gun or torch. out to sewer. the welding wire and all metal parts in contact it are energized while welding. Do not touch welding wire or any metal part making contact with it. I 3-6. Wire speed GAS METAL-ARC (GMAW) WELDING When performing gas metal-arc as control welding proceed follows: Place the ON-OFF power switch on thecontrol/ feeder In the ON position. 2. Place the ON-OFF power switch on the welding 1. Torch or gun shielding gas connection Gear oil machine in the ON case vent the plug ~ pressure adjustments Drive roll 24 volt assembly switch Torch or casing cable connection Hold the if drive roll pressure is properly adjusted to pre slippage. If wire slippage is noticed, tighten PRESSURE ADJUSTMENT NUTS at wise tighten 3-1. Wire Control/Feeder Panel to welding, ensure the following are 6. ac complished: 1. 2. 3. All safety requirements are 7. con 30 cycles (1/2 pay off tension. Correct size wire drive and gun fittings or torch. are on the equipment are ad justed for normal operating conditions, the con installed welding machine automatically. and will perform Release the torch switch after the weld Is com pleted. are control/feeder approximately After all the controls their duties properly secured. 4. Shielding gas is provided and the source is ad justed for proper flowrate. 5. If used, water circulating coolant source output is adjusted; used water flow is visible to drain or coolant system. 6. Wire spool is in place and adjusted for proper 7. Gas flow will start trol/feeder known and in effect. Electrical power controls are OFF. All hose and cabling is in good condition; nections time second) before the wire starts. Pre-Weld Check List Prior 1/4turnclock- Do not until slippage stops. PRESSURE ADJUSTMENT NUTS too a much. 5. C. torch handle. vent connection Figure or Gas will start to flow and wire will start to feed Weld cable connection gun control This will energize control/feeder. or torch approximately position. machine and tip of the gun 1/2 inch from the workplece. 4. Energize the trigger on the gun 3. Weld cable relief Drive roll welding 3-7. SHUTDOWN PROCEDURES Environmental safety require equipment shutdown Shutdown equipment as follows: conditions and ments will determine extent of between operation. welding power 1. Shutdown 2. Place the ON-OFF switch in the OFF on 3. source. on the control/feeder position. Turn off gas valve at source. OM.1234 Page 7 system is possibly fall coolant may to the coolant system tank sufficient antifreeze 4. If used, turn off water supply and blowout water lines with compressed air. Ifawater circulating and operate the coolant system long enough properly temperature below the freezing point, add used where the antifreeze mix the 15 inch with to the water. SECTION 4- MAINTENANCE 4-1. INSPECTION AND UPKEEP Usage and shop conditions will determine fre quency and as follows: 1. 2. 3. Make of maintenance. type welding Inspect parts: tighten, repai~ and replace as required. any weld spatter of foreign matter which may accumulate around the nozzle Use a hardwood stick, never a metal orifice. Carefully Repair remove or 6. replace, as give particular cracked 5. insulation required, all hose and frayed and attention to and areas (7). wire (10) This is to and tie finger prevent the wire from unraveling or removed from either wire is assembly (1) or hub assembly (8). 3. Grasp the wire close to spool to prevent from unwinding. Cut the welding wire (10) between where the wire is grasped andwhere it enters the drive roll assembly (11). 4. -Tie the wire (10) to the edge of wire coil or spool (1) and remove coil or spool from control/ feeder. 5. equipment. 6. Remove grease and grime from components; moisture from electrical parts and cable. Blow out the casing with compressed air when 7. chips 8. This will remove any metal and dirt that may have accumulated. pieces of the wire reel where it enters changing wire. 9. 42. four when the coil machine power switch is OFF. torch for broken areas, cracks andloose sure cable; Cut around the wire coil between each reel Inspect equipment tool. 4. 2. Loosen the pressure adjustment wing nuts (3) by turning in counterclockwise direction. Remove welding wire (10) from torch(5) (orgun) and drive roll assembly (11). Select the correct wire size drive roll gears (2) and wire guides (4) from Table 2-3. Remove the drive roll gears (2) from the drive roll gear shaft (9). Remove the wire guides (4) from drive roll assembly (11) and replace with proper wire guides (4) from Table 2-3. Install proper drive roll gears (2). (Figure 4-1) Each time the wire size is changed, the gun or torch and control/feeder must be ad~pted for use with the new size wire. This consists of changing 11. in the gun or torch and guides in the control/ Remove gas (or gun). 12. Refer to Torch or Gun Manual for proper ponents. Install or replace torch or gun CHANGING WIRE SIZE the wire contact the roll gears and For proper gun or torch wire guide com refer to appropriate gun or torch manual. drive feeder. components ponents, To adapt the gun arid torch and control/feeder for the new wire size, proceed as follows: 1. Position all power switches to OFF. ~0. nozzle (6) from end of torch (5) com com ponents as required. 13. Replace gas nozzle (6). G. for Installation 14. Refer to paragraph 29. Threading procedures of new wire size. and LEGEND 1. Wire Reel Assembly 2. Drive Rolls 3. Pressure Adjustment Wing Nuts 4. Wire Guides 5. Torch 6. Gas Nozzle 7. Reel Fingers 8. Hub Assembly 9. Drive Roll Gear Shaft 10. Electrode Wire 11. Drive Roll Assembly AC-056 132-bA Figure 4-1. Page 8 Changing Wire Size 1 132-1D2 ATRC5L&I~ 33 Diagram CB-056 MCORECT RC-OPTINAL R18&R19 REVISON 39T0 Circuit No. CKT. DELTE ADD ST. ST S.T. BY 9-7 1 8-1 70 2-5 70 DATE REF D2 Di UNIJCTO VIEW END LEAD ~Qi SCR Diagram Circuit 4-2. Figure 0 SECTION 5 TROUBLE SHOOTING - TROUBLE SHOOTING GAS METAL-ARC WELDING PROCESSES AND EQUIPMENT INTRODUCTION When as soon troubleshooting gas into one possible as metal-arc of the welding process following categories: Electrical 1. 2. and it is well to isolate and equipment problems Mechanical them Process 3. This eliminates much needless lost time and effort. The data collected here dicusses lems of gas metalarc welding processes. A little thought will probably enable solving the the information provided. The classify some of the common prob particular problem through assumption of this data is that a proper welding condition has been achieved and has been used until trouble In all cases of equipment malfunction the manufacturers recommendations should be strictly adhered to developed. and followed. A. f. PROBLEM Control/feeder stops electrode wire feeding while welding. 3. PROBABLE CAUSE 1. 2. c. d. e. f. 3. Protective fuse blown. Wire drive roll gears 4. Casing Broken c. Torch d. broken. Contact e. misaligned. Gun body and/or or accessories aspirating atmos air. b. Contact tube extended too far. c. Nozzle to work distance too d. e. Improper torch angle. Welding speed too fast. f. Electrode not centered in nozzle. - 5. D. liner dirty, restricted. damaged casing or liner. trigger switch defective or wire great. Improper Electrode Wire Composition. PROBLEM: Welding or Electrode wire stubs into workplece. leads PROBABLE CAUSE tube orifice restricted; burnback of 1. Power Source. Excessive slope numerical electrode. a. Friction in torch. b. Arc voltage too low. Wire Control/Feeder. PROBLEM: Excess wire feed a. Electrode wire feeds but is not ing Gas solenoid defective. Gas hose connections loose. Torch and Casing Assembly. phere 2. B. Freezing of CO2 regulator/flowmeter. control/feeder. Wire a. g. Drive roll gears worn; slipping. h. Drive motor burned out. Torch And Casing Assembly. b. shielding gas flow. shielding gas. b. Drive roll pressure too great. Spindle friction too great. Excess loading of drive motor. a. Moisture in a. Primary line fuse blown. Wire control/feeder. Control relay defective. a. b. Insufficient g. h. energized. values set. speed. No weld E. arc. PROBLEM: Excessive spatter while welding. PROBABLE CAUSE 1. Primary 2. Power Source. Contactor plug not a. b. c. PROBABLE CAUSE: Line Fuse Blown. 1. tight in socket. Contactor control leads broken. Remote-Standard switch defective or 2. in wrong position. Primary contactor coil defective. e. Primary contactor points defective. f. Welding cables loose on terminals. g. Ground connection loose. Wire Control/Feeder. a. b. C. 3. 4. F. System. b. Insufficient gas flow. Power Source. a~ Excessive b. Insufficient slope setting value. Torch arc contact voltage. tube recessed in nozzle too far. Improper electrode. PROBLEM: Weld bead appearance indicates perage and/or larger bead. Contactor plug not properly seated. Contact relay defective. PROBLEM: Porosity Gas Excessive gas flow rates. a. d. 3. Shielding need for more am PROBABLE CAUSE: In the weld deposit. 1. Power Source. Volt-ampere a. condition too low. PROBABLE CAUSE: 1. 2. Pa~ 10 Dirty base metal; heavy oxides, mill scale. Gas cylinder and distribution system. Gas cylinder valve off. a. b. Regulator diaphragm defective. c. Flowmeter cracked d. Gas supply hose connections loose. e. Gas supply hose leaks. or broken. G. PROBLEM: Weld bead appearance indicates and/or smaller bead. need for perage PROBABLE CAUSE 1. Power Source. a. Volt-ampere condition too high. less am SECTION 6 DATA CHARTS - GENERAL The two basic transfer Spray types of metal transfer are spray and short circuit. comprises a steady stream of fine droplets moving physical space from the electrode to the workpiece. The short welding technique transfers metal from the electrode to the workpiece on contact only. The electrode physically touches the work and, since it is electrically energized, short circuits the welding circuit. The short circuiting action occurs many times per second. across a circuit POWER SOURCE REQUIREMENTS Power arc sources welding is with the spray transfer technique of gas metalpotential type. The constant potential power required the constant may or may not have some method of slope control. The short circuit method of metal transfer requires a constant source potential class power source with some method of slope control. Slope settings may be fixed or adjustable by tapping a reactor either mechanically or electrically. MILD STEEL AND LOW ALLOY STEEL in Table 6-1 are applicable to most weldable Some modifications will be made for any specific application, The settings provided steels. of course, because the ranges are necessarily stitute a basis for setting a welding condition. TABLE 6-1. Short Circuit Transfer Mild And Low - They broad. will con Alloy Steels Electrode Amperage Range Load Slope Power Diameter dcrp Voltage Turns Source 0.030 70130 1521 250 6 CP ~ Amp Welding Machine 0.035 80190 1622 6 250 Amp CP Welding Machine 0.045 100225 1722 250 6 CP Amp Welding Machine APPROXIMATE POWER SOURCE SETTINGS The ing gas settings shown in for mild steel and TABLE 6-2. Table 61 are Spray Transfer CO2 predicated on using alloy steel. shield for low ArgonCO2 - Mild And Low Alloy Steels Electrode Amperage Range Load Slope Power Diameter dcrp Voltage Turns Source 0.030 150265 2428 03 CP Type 0.035 175290 2428 03 CP Type 0.045 200315 2430 03 CP Type 1/16 275500 2432 14 CPType 3/32 350600 2433 14 CP Type APPROXIMATE POWER SOURCE SETTINGS The oxygen settings In Table 62 shielding gas for Mild are predicated on the Alloy Steels. use of Argon-S pct. and Low OM-1234 Page 11 TABLE 6-3. Short Circuit Transfer Electrode Diameter Amperage Range dcrp Stainless Steel 300 Series - Load Slope Power Voltage Turns Source 0.030 50145 1722 812 ~P Type w/slope 0.035 65175 1722 810 CP Type w/slope 0.045 100210 1722 810 CP Typew/slope APPROXIMATE POWER SOURCE SETTINGS The settings TABLE 6-4. predicated on the use of a tn pet. CO2 for Stainless approximately 20 cfh. Table 63 shown in gas mixture of 90 pet. HE; Steel 300 Series. Flow rates are 7-1/2 pet. A; 21/2 were Spray Transfer Stainless Steel - Load Slope Power Voltage Turns Source Electrode Diameter Amperage Range 300 Series 0.030 160210 2428 26 CP Type 0.035 180255 2429 26 CP Type 0.045 200300 2430 26 CF Type 1/16 215325 2432 04 CP Type 3/32 225375 2432 04 CP Type APPROXIMATE POWER SOURCE SETTINGS The settings shown in Oxygen shielding gases centage varies from 15 Table for 6-4 Page 12 Arc Amps on Series. 300 the use of Argon- Oxygen per pet. TABLE 6-5. Wire Size predicated Steel are Stainless Flux Cored Arc Volts Settings Gas Type Gas Flow 1/16 290325 2831 CO2 4048 CFH 5/64 350400 2932 CO2 4048 CFH 3/32 400450 2932 CO2 4048 CFH 7/64 425475 2932 CO2 4048 CFH 1/8 475 2932 CO2 4048 CFH 550 TABLE 6-6. Amperage Output For Various Speed Change Gear Combinations Figures Based On Use Of C02 Shielding Gas Graph Graph A B CHANGE G -/ 600 7/64 3/32 7~_ ~( 500 45C 400 -~ 35C ~z~ 2~ 25C a. 2 ~:; ~ 2 4 225 20C 4 175 ~ 150 .v,,u 125 1 OC 10 20 30 40 50 60 70 80 90 100 C 8- 0 10 20 30 40 50 60 70 80 90 70 100 130 170 230 270 315 415 515 565 2-30 45 65 85 lOS 140 170 220 275 340 SHAFT DRIVE ROLL MOTOR SHAFT 24 24 GEAR RATIO 30 Graph CHANGE GEARS 550 1 0 360 DRIVE GEAR RATIO C 30 Graph D ADEQUATE RECOMMENDED liT ii i11~jI111 :~iii~ - 700 650 ~ilii 7 -7. 600 5~64~ 550 .-~ 500 500 _~!~ 450 ~I16~ 3/32 400 350 Z 71 300 275 ~ 4 275 ~7 250 a. ~ ~ ~ 250 4 200 225 225 200 17~. 175 ISC 150 l2~ 125 ioe 2 75 - 50 50 - 4C 40 - 20 - C 0- R-( ) I 85 - 10 20 0 115 155 210 40 ~0 63 270 360 390 , 0 550 SHAFT 80 90 10 R- 0 10 20 30 40 50 60 70 80 90 100 650 825 91 I 18 27 38 53 67 93 106 137 163 200 225 7 643 DRIVE ROLl MOTOR SHAFT 15 15 GEAR RATIO 30 Graph E CHANGE GEARS - Graph F ADROUATE RECOMMEND 0 CHANGE GEARS ADEQUATE 43U 171 400 ;;~ ~- ~ 250 2G0 350 7/64 4 175 175 150 150 125 125 - - ~ - 50 40 40 20 1(E 0 8-0 10 20 30 40 50 60 70 80 1-55 95 130 170 225 260 350 435 540 275 ~ 250 4 200 2Z~~~_~ ~~~ 7 225 .- ~ ~ 175 -~- -- -7- 125 100 75 .~ ~ ~ 50 ~ ~ ~ .030 40 ~ - - - - - 20 ~ 0 MOTOR SHAFT GEAR RATIO 24 R=Wire . 75 50 ~ ~ ~ ~ ~ 150 ~ 100 75 7 ~ - --~:-4- 300 ~ ~ii.~iiizi - 1117 7i1Tli2~..Z 350 7 332 250 / 32 450 275 225 J 400 I 275 4 ADROUAI 650 300 ~ 30 Graph G EARS 6OO~R~2EE~ / DRIVE GEAR RATIO Speed Control Settings 90 100 660 800 R-0 10 20 30 40 50 60 70 80 90 100 8-0 10 20 30 40 50 60 70 80 90 bOO 1-20 35 50 65 80 100 130 160 205 250 275 I 60 75 100 135 170 215 260 320 390 445 DRIVE ROLL MOTOR SHAFT is is GEAR RATIO - 35 DRIVE ROLL MOTOR SHAFT 24 24 DRIVE ROLL GEAR RATIO 24 1= Inches Per Minute OM.1234 Page 13 August 1973 FORM: OM-1234 MODEL STOCK NO. MILLERMATIC 3OAN CONTROL/FEEDER MODEL/STOCK NO. SERIAL/STYLE NO. .030 Wire V-Groove 058 484 .035 Wire V-Groove 058 485 .045 Wire V-Groove 058 486 1/16 Wire V-Groove 058 488 .045 Wire U-Groove 058 489 052 Wire V-Groove 058 487 1/16 Wire U-Groove 058 490 5/64 Wire U-Groove 058 491 3/32 Wire U-Groove 058 492 7/64 Wire U-Groove 058 493 1/8 Wire U-Groove 058 494 1/16 Wire V-Knurled 058 495 5/64 Wire V-Knurled 058 496 3/32 Wire V-Knurled 058 497 7/64 Wire V-Knurled 058 498 1/8 Wire V-Knurled 058499 DATE PURCHASED PARTS LIST MILLER ELECTRIC MFG. CO. APPLETON, WISCONSIN, USA 54911 NWSA CODE NO. 4579 £ o D056 Figure OM-1234 Page 1 A Main Assembly 132-C Item Dia. Factory No. Mkgs. Part No. Figure Quantity Description Main Assembly A 1 056 999 3 057 666 4 601 884 5 602 249 6 010 233 7 057 971 8 010 191 9 057 622 10 010 225 HUB & SHAFT ASSEMBLY . . . . . . (consisting of) 1 1 RING, retaining NUT, hex 5/811 WASHER, flat 5/8 1 S.A.E 1 SPRING 1 WASHER, keyed WASHER, fiber 2 HUB ASSEMBLY 1 (consisting of) 1 11 057 618 12 602 213 13 605 181 14 605 277 16 602 213 17 601 871 PIN, roll 1/4 x 3/4 SHAFT, support spool WASHER, lock split 3/8 NUT, self lockIng 3/816 PIN, cotter 3/32 x 3/4 WASHER, lock split 3/8 steel 3/816 NUT, hex jam 18 057 331 STRAIN RELIEF ASSEMBLY 19 20 057 318 CLAMP, cable 2 057 327 CABLE 1 21 22 010 860 CLAMP 1 23 24 25 26 056 103 057 334 604 631 . 1 . 1 - . 1 . . 1 . 1 . 4 8 (consisting of) 2 CONTROL BOX ASSEMBLY (See Fig. B Page 4) MOTOR & GEAR BOX ASSEMBLY (See Fig. C Page 8) hex hd 1/4-20 x 1 SCREW, cap 1 1 8 - 32 056 330 33 601 839 34 038 825 35 601 840 36 602 247 37 056 327 WASHER, lock split 1/4 GEAR, fiber 30 tooth GEAR, fiber 24 tooth GEAR, steel 15 tooth SCREW, set 1/4-20 x 3/4 rear HANDLE, lifting WASHER, flat 3/8 S.A.E SCREW, self tapping 1/420 WASHER, flat 1/4 S.A.E SKID, base brass 1/213 NUT, hex STUD, brass NUT, hex. brass 1/213 jam WASHER, flat 1/2 S.A.E drive roll BAR, anchoring 38 056 225 BASE 39 057 320 HANDLE, lifting 40 604 538 2 41 601 959 42 058 546. 602 024 WASHER, flat 5/16 S.A.E SCREW, cap hex hd 5/1618 x 11/2 DRIVE ASSEMBLY, wire (See Fig. D Page 10) 2 602 207 056 093 056 092 056 094 27 604 799 28 057 319 29 010 910 30 604 475 31 602 241 43 10 1 1 1 1 1 4 x 11/4 601 926 46 O56 331 GUARD, gear 47 012 236 LABEL 48 056 322 SUPPORT, 49 056 416 REEL ASSEMBLY 039 618 010 603 010 606 BE SURE TO PROVIDE 1 1 1 1 1 1 45 056 442 2 front SCREW, drive No. 2 NAMEPLATE (order by stock, model and hex hd 1/4-20 x 5/8 SCREW, cap 44 8 8 1 serial 2 1 1 numbers) 2 - drive roll 1 1 reel 1 (See Fig. E Page 11) twistlock 3 wire CONNECTOR, body CAP, twistlock 2 wire barbed FITTING, coupling NUT,.brass 5/818 B. H. thread 1 1 - 1 1 - STOCK, 1 MODEL AND SERIAL NUMBERS WHEN ORDERING REPLACEMENT PARTS. OM-1234 Page 2 D-056 882 Figure Page 3 B Control Box Assembly Item Dia. Factory No. Mkgs. Part No. Figure B 057 334 69 BC6 70 Ti 71 S6 039 825 *036 135 *011 770 72 S4 011 990 73 SRi *037 167 74 604 415 75 057 314 Quantity Description Control Box Assembly (See Fig. CONNECTOR, receptacle - A Page 2 Item 22) femal 6 pIn SWITCH, toggle SWITCH, toggle 1 - - minature SPDT 1 DPDT inch 1 1 BRIDGE ASSEMBLY 76 S5 011 232 77 S3 011 233 78 S2 011 059 WASHER, Insulating BOARD ASSEMBLY, printed circuit (See Fig. SWITCH, momentary push SPDT SWITCH, toggle SPDT start retract SWITCH, toggle DPDT feeder 79 056 328 WRAPPER 80 010 301 81 012 617 BUSHING, steel HOLDER, fuse THYREACTOR, 150 volt RESISTOR, 10 ohm 12 watt FUSE, 10 ampere 82 TB 1 83 Ri 84 Fl ,2 *037 551 *030 942 *012 655 85 1 TRANSFORMER 1 Bi Page 5) 1 1 1 1 - 1 1 2 1 1 2 2 DECAL 86 010 199 87 010 193 88 056 170 SPACER, 1/4 x 3/8 SPACER, 1/4 x 3/8 SHIELD, resistor 89 030 949 HEAT SINK 1 91 056 169 BRACKET, mtg heat sink in BUSHING, snap BLOCK, terminal 2 post RESISTOR, 5 ohm 3 wire twistlock RECEPTACLE, motor base PLUG, 6 prong ADAPTER, right hand HANGER, No. 2 Minerallic SOLENOID, valve (consisting of) COIL, 115 volt NIPPLE, 1/4 x 9-3/4 RECEPTACLE, 6 wire terminal INSULATOR, nylon RECEPTACLE, 4 wire WASHER, fiber 1/4 ID x 1/2 OD x 1/16 CAPACITOR, 750 mfd 200 volt rear BRACKET, mtg RECEPTACLE, twistlock 2 wire 1.5 ampere BREAKER, circuit DPST SWITCH, toggle front BRACKET, mtg GROMMET, rubber 9/16 ID 3/4 hole COUPLING, 1/4 pipe POTENTIOMETER, 15K ohm 2 watt CASE, base with chassis NAMEPLATE (order by model and style number) WASHER, anti rattle 3/8 flush 2 wire RECEPTACLE, twistlock KNOB, potentiometer BRACKET, mtg printed circuit board SOCKET, 10 pin STRIP, terminal BRACKET, mtg printed circuit board RELAY, 24 volt ac 1 92 057 084 93 iT 94 B2 95 RC7 038 855 *030 941 056 665 96 056 265 97 010 604 98 99 010 926 GS1 035 601 *033 050 100 101 RC4 102 103 104 105 010 190 056 266 026 837 RC1 Cl 106 054 116 602 193 *031 692 056 165 107 RC3 039 855 108 CB1 *011 991 109 Si *011 020 110 056 166 ill 010 378 112 113 602 934 *030 943 114 056 720 115 010 929 116 117 RC2 039 759 118 019 609 119 056 214 120 RC5 121 038 784 122 123 039 756 056 171 CR1 *034 841 x x 15/16 1/4 2 6 1 1 - 1 1 1 - 1 2 1 1 1 1 1 2 - 1 1 1 1 - 1 1 - 1 - 1 - 1 1 1 1 1 1 1 - 1 1 - 1 1 1 - 1 *Recommended Spare Parts BE SURE TO PROVIDE STOCK, MODEL AND STYLE NUMBERS WHEN ORDERING REPLACEMENT PARTS. OM-1234 Page 4 Item Dju. 1actory No. FvIkgs. Part No. Figure Bi 057 314 Board Assembty, Printed Circuit (See 030 090 CAPACITOR, 80 mId 25 volt RESISTOR, 33K ohm 1/2 watt POTENTIOMETER, 5K ohm 2 watt CAPACITOR, .01 rnfd 500 volts dc RESISTOR, 10 ohm 1/2 watt DIODE, IN4820 5CR, No. C20B brass 1/4 WASHER, flat external tooth 1/4 WASHER, lock NUT, hex jam 1/428 RESISTOR, 18K ohm 1/2 watt RESISTOR, 2.2K ohm 1/2 watt RESISTOR, 6.8K ohm 1/2 watt RESISTOR, 2K ohm 1/2 watt CAPACITOR, .047 rnfd 200 volt BOARD, printed circuit RESISTOR, 47 ohm 1/2 watt 037 261 HEAT SINK RESISTOR, 4.7K ohm 2 watt TRANSFORMER, pulse CAPACITOR, .2 mId 200 volt TRANSISTOR, unijuctwn CAPACITOR, .33 mId 75 volt RESISTOR, 1.2K ohm 1/2 watt DIODE, zener 1 watt 24 volt 131 C I 031 633 132 IC) 030 936 133 118 030 944 134 C4,8,9 031 643 135 113 030 937 136 D14 037 061 137 Qi 037 824 010 915 602 208 601 867 138 114 030 854 139 1110 030 853 141 1112 030 934 142 117 030 940 143 C2,3 031 694 144 145 057 332 1120 146 Qu~intity Description 147 116 030 945 148 T2 036 143 149 C12 031 721 150 Q2 037 289 151 C7 031 693 152 1111 030 938 153 D5 037 250 Fig. B Page 4 Item 75) - 1 1 1 3 1 4 1 1 1 1 1 1 1 1 2 1 1 1 1 1 1 1 1 1 1 A.057 314 Figure BE SUJIE TO PROVIDE Page 5 STOCK, B1 Board Assembly. Printed Circuit MODEL AND STYLE NUMBERS WHEN ORDERING REPLACEMENT PARTS. WIRE DRIVE ROLL GEARS AND WIRE GUIDES FOR VARIOUS WIRE SIZES Control/ Wire Diameter and Type Feeder Decimal Gear Drive Roll Guide Part Numbers Metric Kit No. Part No. Type Inlet Intermediate 058 484 .030 hard .030 8MM 058 500 058 516 V-Groove 056 192 056 206 058485 .035 hard .035 .9MM 068501 058517 V-Groove 056192 056206 058 486 .045 hard .045 1.2MM 058 502 058 518 V-Groove 056 193 056 207 058 487 .052 hard .052 1.3MM 058 503 058 482 V-Groove 056 193 056 207 058 488 1/16 hard .062 1.6MM 058 504 058 519 V-Groove 056 195 056 209 056 207 058 489 .045 hard & cored .045 1.2MM 058 505 058 520 U-Groove 056 193 058 490 1/16 hard & cored .062 1.6MM 058 506 058 521 U-Groove 056 195 056 209 491 5/64 hard & cored .078 2.0MM 058 507 058 522 U-Groove 056 195 056 209 492 3/32 hard & cored .093 2.4MM 058 508 058 523 U-Groove 056 196 056 210 493 7/64 hard&cored .109 2.8MM 058509 058524 U-Groove 056196 056210 494 1/8 .125 3.2MM 058510 058525 U-Groove 056197 056211 hard&cored 495 1/16 cored 062 1.6MM 058 511 058 526 V-Knurled 056 195 056 209 496 5/64 cored .078 2.0MM 058 512 058 527 V.Knurled 056 195 056 209 497 3/32 cored .093 2.4MM 058 513 058 528 V-Knurled 056 196 056 210 498 7/64 cored ~109 2.8MM 058 514 058 529 V-Knurled 056 196 056 210 499 1/8 .125 3.2MM 058 515 058 530 V-Knurled 056 197 056 211 Outlet WIRE GUIDE INLET Fraction ~jide cored is furnished with torch assembly. WIRE GUIDE INTERMEDIATE GEAR, DRIVE ROLL C-056 276A Wire Drive Roll Gear And Guide Assembly OM-1234 Page 6 -M e 056 103 Figure Page 7 C Motor, Gear Item Dia. Factory No. Mkgs. Part No. Figure C 056 103 Quantity Description Motor, Gear (See Fig. A Page 2 Item 23) PLUG, 4 prong CORD, portable No. 18/4 conductor (order by foot) 1 1 056 373 PLATE, bearing (closed) WASHER, felt retainer SCREW, ball bearing plate WASHER, spacer WASHER, spring BEARING, ball SCREW, shield PIN, nameplate 177 056 264 178 604 571 179 054 393 180 054 394 181 054 395 182 054 396 183 054 434 184 054 397 185 054 403 186 2 ft. ball 1 4 As Regd 2 2 8 2 187 054 404 NAMEPLATE 1 188 054 406 RING & FIELD ASSEMBLY 1 189 054 407 BASE 1 190 054 408 SCREW, base WASHER, spacing GASKET, grease SEAL, oil 4 191 054 413 192 054 414 193 054 415 194 054 416 195 054 433 196 054 424 As Regd 1 1 1 197 054 423 198 199 054 432 200 054 430 201 056 374 202 056 375 WASHER, steel PLUG, oil fill and air vent GASKET, gear housing end shield SCREW, gear housing end shield SCREW, oil level GASKET, oil screw END SHIELD ASSEMBLY, gear housing PLUG, gear housing GASKET, gear housing plug 203 204 056 376 054 425 WASHER, spacing 205 056 377 GEAR & DRIVE SHAFT 206 054 420 END SHIELD 207 054 422 208 054 426 KEY 1 209 054 418 1 210 054 417 NUT, lock worm GEAR, worm 211 054 411 ARMATURE 1 212 *056 378 054 399 BRUSH & SPRING ASSEMBLY FRONT SHIELD ASSEMBLY (enclosed) 2 213 214 054 401 054 431 215 054 398 216 054 400 217 054 402 1 2 8 1 1 1 1 1 1 GEAR & REAR SHIELD HOUSING ASSEMBLY As Begd 1 1 ASSEMBLY, gear housing 1 SEAL 1 1 2 brushholder SCREW, set SCREW, brushholder cap HOLDER, brush BUSHING, terminal - 2 2 1 *Recommended Spare Parts BE SURE TO PROVIDE STOCK, MODEL AND SERIAL NUMBERS WHEN ORDERING REPLACEMENT PARTS. OM-1234 Pag3 8 TO-058 546 Figure Page 9 D Drive Assembly. Wire Item Dia. Factory No. Mkgs. Part No. Figure 0 058 546 Drive GEAR, spur steel 24 tooth SCREW, set 1/4.20 x 1/2 BEARING, thrust 5/S ID x 1/4 OD x 1/S SCREW, cap steel hex head 1/4-20 x 3/4 WASHER, lock steel split 1/4 WASHER, flat steel SAE 1/4 PIN,cotter-hair COVER, rear COVER, front HOUSING, drive (consisting of) HOUSING, drive with bushing (consisting of) BUSHING, flanged nylon 5/16 ID x 7/16 OD x 3/4 .PIN,spring3/16x1 FASTENER, pinned BEARING, needle SHAFT, drive roll SCREW, cap steel hex head 1/4-20 x 1/2 SCREW, machine steel fillister head 1/4-20 x 1/2 PIN, machine steel 3/8 x 2-1/4 KEY, Woodruff 3/16 x 3/4 GEAR, spur fiber 15 tooth SHAFT, drive gear WASHER, flat steel SAE 5/16 SCREW, cap steel hex head 5/16-18 x 1-1/2 SPRING, compression bottom NUT, steel wing 3/8-16 WASHER, flat steel SAE 3/8 SPRING, compression top WASHER, flat steel standard 3/8 226 058 478 227 602 179 228 010 658 229 601 927 230 602 207 231 602 241 232 010313 233 056 152 234 056 151 235 058 483 236 058 168 237 058 112 238 010224 239 056 306 240 605 996 241 058 481 242 601 925 243 604 624 244 010 312 245 605 997 246 247 056 091 248 604 538 249 601 959 250 010 232 251 604 590 252 010 910 253 010 231 254 602 243 05S 480 BE SURE TO PROVIDE Description Assembly, Wire (See Fig. A Page Quantity 2 Item 42) - - - - 1 2 1 4 4 8 1 1 1 1 1 . - . . 2 2 2 . 2 . - - - - - - - - - - - STOCK, MODEL, AND SERIAL NUMBERS 4 4 3 1 2 1 1 2 2 2 2 2 2 2 WHEN ORDERING REPLACEMENT PARTS. OM-1234 Page 10 Item Dia. Factory No. M}cgs. Part No. - Figure Quantity Description - E 056 416 Reel WASHER, flat 3/8 S.A.E hex head 3/8-16 SCREW, cap NUT, wing 1/2-13 Assembly (See Fig. A Page 2 Item 49) 261 010 910 262 601 964 263 604 051 264 056 312 FINGER 4 265 056 313 266 010 224 4 267 601 880 STUD, 1/2 x 7 PIN, roll 3/16 x 1 steel NUT, hex 268 056 314 REEL 1 - 2 x 3/4 1 4 4 4 A-056 716 Figure BE SURE TO PROVIDE Page 11 STOCK, E Reel Assembly MODEL AND SERIAL NUMBERS WHEN ORDERING REPLACEMENT PARTS. ERRATA SHEET After this manual was printed, refinements in equipment design occurred. This sheet lists exceptions to data appearing later in this manual. SPINDLE ASSEMBLY INSTALLATION ON UNITS EFFECTIVE WITH SERIAL NO. HE741 584 spindle support shaft (item 12, Figure 2) into the desired hole in spindle support (13). spindle support (13) will depend on the size of the wire spool being used. 1. Insert spindle support shaft (12) and 2. Slide washer (14) onto 3. Slide the following items onto the A. Flatwasher(11) B. Flat washer (10) C. Spindle (9) D. Flat washer (8) E. Fiber washer (7) F. Keyed washer (6) G. Spring (5) H. Flat Washer (4) 4. Rotate hex - nut (3) onto secure spindle support shaft (12) support shaft (12). Hex - nut The hole to be utilized in the with nut (15) and cotter pin (16). in order (3) should given: be rotated only until a slight drag is felt while turning spindle (12). 9 10 11 12 13 14 15 1 16 2 3 4 5 6 7 8 B-058 675 OM-1234 Page A Effective with serial No. HE741584 with an alternate Hub & Spindle Assembly has been used. If the Control/Feeder is aluminum hub refer to the parts breakdown in the parts list. If the Control/Feeder is equipped with the parts breakdown on this errata sheet. an Item Factory No. Part No. 1 058675 2 058427 3 601884 4 605941 5 010233 6 057971 7 010191 8 058628 9 058428 10 057618 11 602213 12 605181 13 605277 a equipped plastic hub Quantity Description (consisting of) RING, retaining, spool NUT, steel hex jam 5/811 WASHER, flat steel 41/64 ID x 1OD SPRING, compression WASHER, flat steel keyed 1-1/2 dia WASHER, fiber 5/8 ID x 1-1/2OD x 1/8 WASHER, steel brake HUB, spool plastic SHAFT, support spool WASHER, lock steel split 3/8 NUT, steel self locking hex 3/8-16 PIN, cotter 3/32 x 3/4 HUB & SPINDLE ASSEMBLY BE SURE TO PROVIDE use 1 1 1 - 1 - 1 1 - 2 2 - 1 - 1 - 1 - 1 - 1 STOCK, MODEL, AND SERIAL NUMBERS WHEN ORDERING REPLACEMENT PARTS. 1 TB-058 675 Hub & Spindle Assembly OM-1234 Page B