1
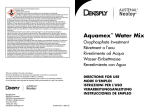
66037860_00_W03134_GBA_Heravest_M - Format: 148 x 210 mm, geheftet - Version ORT 4 - 25.03.09 HERAVEST ® M Gebrauchsanweisung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3 Instructions for use . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6 Mode d’emploi . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9 Instrucciones de uso . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12 Istruzioni per l’uso . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15 30462_GBA_Heravest_M.indd 1 25.03.2009 12:12:03 Uhr 66037860_00_W03134_GBA_Heravest_M - Format: 148 x 210 mm, geheftet - Version ORT 4 - 25.03.09 Physical technical data of Heraeus Kulzer investments (phosphate-bonded) in accordance with EN ISO 15912 type 2 class 1, manufacturer data Test parameter Heravest M Initial setting time [min] approx. 5.5 Compressive strength [MPa] approx. 15.0 Flowability [mm] 145 – 155 Concentration of liquid [%] 75 Thermal expansion 100 % Liquid 75 % Liquid 1,80 % 50 % Liquid 1,70 % 1,60 % Total expansion Setting expansion Thermal Expansion HERAVEST ® M 0,9 % 0,8 % 0,7 % 23 OC 500 OC Concentration mixing liquid 850 OC 1000 OC 50 % 75 % 100 % 0,90 0,90 0,90 Expansion Thermal expansion [%] Setting expansion [%] 0,70 0,80 0,90 Total expansion (sum.) [%] 1,60 1,70 1,80 2 30462_GBA_Heravest_M.indd 2 25.03.2009 12:12:03 Uhr 66037860_00_W03134_GBA_Heravest_M - Format: 148 x 210 mm, geheftet - Version ORT 4 - 25.03.09 Heravest ® M Gebrauchsanweisung Grafitfreie, phosphatgebundene Präzisionseinbettmasse für die gesamte Modellgusstechnik, in Kobalt-Chrom-Molybdän und in Edelmetall, geeignet für Silikon- und Gel-Dublierung. Lagerung Pulver kühl und trocken lagern. Anmischflüssigkeit nicht unter + 5 °C lagern (kälteempfindlich). Verarbeitungstemperatur Ca. 22 °C (Raumtemperatur) Anmischverhältnis: Silikon-Dublierung 100 g Pulver – 18 ml Liquid 160 g Pulver – 29 ml Liquid Gel-Dublierung 100 g Pulver – 16 – 18 ml Liquid 160 g Pulver – 25 – 29 ml Liquid Bei abgesenkter Liquidmenge muss die Konzentration entsprechend angepasst werden (z.B. bei 160 g/25 ml auf 50 %). Liquidkonzentration (Beispiele) Liquidkonzentration bezogen auf 1000 ml Liquid Konzentration Konzentrat (ml) dest. Wasser (ml) 50 % 500 500 65 % 650 350 75 % 750 250 Einstellen der Konzentration Portionsbeutel 1 x 160 g Herstellung 1 Modell Anmischverhältniss Pulver:Liquid Konzentration % Liquid (ml) dest. Wasser (ml) Portionsbeutel 2 x 160 g (320 g) Herstellung 2 Modelle Liquid (ml) Portionsbeutel 3 x 160 g (480 g) Herstellung 3 Modelle Über-/Einbettung 1 Muffel dest. Wasser (ml) Liquid (ml) dest. Wasser (ml) Silikon-Dublierung 160 g – 29 ml 75 22 7 43 15 65 22 65 19 10 37 21 56 31 Gel-Dublierung * 160 g – 29 ml 160 g – 27 ml 160 g – 25 ml 75 22 7 43 15 65 22 65 19 10 37 21 56 31 65 17 10 35 19 53 28 50 13 14 27 27 40 41 50 12 13 25 25 37 38 Bei abgesenkter Liquidmenge muss die Konzentration entsprechend angepasst werden. (z.B. bei 160 g/25 ml auf 50 %) * Gel-Dublierung ist ausschließlich bei einer Umbettung des Modells im Muffelsystem möglich. 3 30462_GBA_Heravest_M.indd 3 25.03.2009 12:12:03 Uhr 66037860_00_W03134_GBA_Heravest_M - Format: 148 x 210 mm, geheftet - Version ORT 4 - 25.03.09 Expansionssteuerung (%) Silikon-Dublierung Gel-Dublierung * Modell Über-/ Umbettung Modell Umbettung Kobalt-Chrom-Molybdän (CoCrMo) 75 75 50 – 75 50 – 75 Goldgusslegierung 65 65 65 50 – 65 * siehe auch Anmischverhältnis Anrühren Mit dem Spatel Einbettmasse von Hand anrühren bis eine gleichmäßige Benetzung erreicht ist. Vakuum-Rührzeit 60 Sekunden. 15 Sekunden unter Vakuum setzen ohne das Rührwerk einzuschalten. 60 Sekunden rühren. Vakuum-Rührwerk ständig auf Funktion überprüfen. Schlechtes Vakuum führt zu Passungstoleranzen und Blasen am Gussobjekt. Verarbeitungsbreite ca. 4 Min. bei ca. 22 °C (Raumtemperatur). Die Verarbeitungsbreite richtet sich nach der Raumtemperatur. Wärme verkürzt die Verarbeitungsbreite. Modellherstellung in Dubliersilikon Herstellung Einbettmassenmodelle Rüttelfrequenz 6000 min-1 Silikondublierung vor dem Ausgießen mit Hera SWE 2000 Silikonentspannungsmittel einsprühen und nach 2 – 3 Minuten gut trocken blasen. Das angenehme Fließverhalten unterstützt die Herstellung blasenfreier Modelle. Den Rüttler mit hoher Schwingfrequenz aber geringer Intensität einstellen. Wenn die Dublierform ausgeflossen ist, Rüttler sofort abstellen. Zu starkes Rütteln führt zur Entmischung, Passungenauigkeiten, rauen Oberflächen (Blasen), Sedimentation. Abbindezeit Einbettmassenmodell 30 Minuten. Modell nach 30 Minuten vorsichtig entformen. Zur Verbesserung der Wachshaftung, empfehlen wir die Verwendung von Haftliquid oder ein kurzes Erwärmen des Arbeitsmodells auf ca. 50 °C (handwarm). Modellherstellung in Dubliergel Herstellung Einbettmassenmodelle Rüttelfrequenz 6000 min-1 Gipsmodell vorsichtig aus der Gel-Dublierform entformen. Darauf achten, dass die Form nicht deformiert wird. Das angenehme Fließverhalten unterstützt die Herstellung blasen freier Modelle. Den Rüttler mit hoher Schwingfrequenz aber geringer Intensität einstellen. Wenn die Dublierform ausgeflossen ist, Rüttler sofort abstellen. Zu starkes Rütteln führt zur Entmischung, Passungenauigkeiten, rauen Oberflächen (Blasen), Sedimentation. Abbindezeit Einbettmassenmodell 30 Minuten/Modell nach 30 Minuten vorsichtig entformen. Modelltrockenzeit 60 Minuten bei 220 °C Modellhärtung Zum Tauchvorgang sollte das Modell eine helle Farbe aufweisen. Die Tauchzeit im Tauchhärter beträgt ca. 5 – 8 Sekunden. Das Modell wird nach dem Tauchen für 2 Minuten in den Trockenschrank zurückgesetzt. 4 30462_GBA_Heravest_M.indd 4 25.03.2009 12:12:03 Uhr 66037860_00_W03134_GBA_Heravest_M - Format: 148 x 210 mm, geheftet - Version ORT 4 - 25.03.09 Überbettung bzw.Umbettung Rüttelfrequenz 6000 min-1 Den Rüttler nur zur Unterstützung einsetzen, dabei sollte er mit hoher Schwingfrequenz aber geringer Intensität eingestellt werden. Sobald die Modellation überbettet ist, Rüttler sofort abstellen, wegen möglicher Entmischung der Einbettmasse (Sedimentation). Gel-Dublierung ist ausschließlich bei einer Umbettung des Modells im Muffelsystem möglich. Geeignete Muffelsysteme a) Heraeus Kulzer Modellgusssystem mit Kreppmanschette b) Alternative in der Modellgusstechnik eingesetzte Systeme (z.B. Kunststoff oder Silikonmanschette) Aufsetzen der Muffel in den Ofen Nach einer Abbindezeit von mindestens 30 Minuten kann die Modellgussmuffel in den Vorwärmofen gestellt werden. Muffelober- und Unterseite vor dem Aufsetzen aufrauen bzw. anschleifen! Vorwärmprozedere Vorwärmprozess für Modellguss aus Kobalt-Chrom Molybdäne (CoCrMo) Programmstufe Temperatur (°C) Aufheizrate (°C/min.) Haltezeit (min.) 1 ca. 23 °C Raumtemperatur – 270 °C 8 60 2 270 °C – 580 °C 8 60 3 580 °C – 1030 °C 8 40 Vorwärmprozess für Modellguss aus Edelmetall-Legierung Programmstufe Temperatur (°C) Aufheizrate (°C/min.) Haltezeit (min.) 1 ca. 23 °C Raumtemperatur – 270 °C 8 60 2 270 °C – 580 °C 8 60 3 580 °C – 700 °C 8 40 Sicherheitshinweise • Während der Wachsausbrennphase den Ofen bitte nicht öffnen • Einbettmassen enthalten Quarz. Staub nicht einatmen! Gefahr von Lungenschäden (Silikose, Lungenkrebs) Empfehlung: Atemschutzmaske vom Typ FFP 2 EN 149:2001 verwenden. Staubbildung beim Öffnen und beim Einfüllen in den Anmischbecher vermeiden • Leeren Beutel vor dem Zusammenknüllen mit Wasser ausspülen • Staub am Arbeitsplatz nur feucht entfernen • Um Staub beim Ausbetten zu vermeiden, die nach dem Guss völlig ausgekühlte Muffel in Wasser legen, bis sie durchfeuchtet ist • Beim Abstrahlen Absaugung mit Feinstaubfilter verwenden. Wir sind bestrebt, regelmäßig alle neuesten Ergebnisse unserer Einbettmassen (Entwicklung und Anwendung) in dieser Gebrauchsanweisung für Sie festzuhalten. Mit Geräten und Materialien von Heraeus erzielen Sie hervorragende Passungen und Oberflächen. Die Verwendung von anderen Materialien (z. B. Gussringeinlagen, Wachse, Geräte, etc.) und einer anderen Arbeitsweise kann zu unterschiedlichen Ergebnissen führen. Für weitere Fragen steht Ihnen unsere Fachberatung unter der Tel.-Nr.: 0 800 4 37 25 22 gerne zur Verfügung. Stand: 04.2009 5 30462_GBA_Heravest_M.indd 5 25.03.2009 12:12:03 Uhr 66037860_00_W03134_GBA_Heravest_M - Format: 148 x 210 mm, geheftet - Version ORT 4 - 25.03.09 Heravest ® M Instructions for use Graphite-free-phosphate-bonded, precision investment material for investing all types of chrome cobalt molybdenum and in precious metal - for use with silicone and gel duplicating materials Storage Keep the powder in a cool, dry place. Do not store the mixing liquid below + 5 °C as it is sensitive to low temperatures. Working temperature Approx. 22 °C (room temperature) Mixing ratio: Silicone-Duplicating 100 g Powder – 18 ml Liquid 160 g Powder – 29 ml Liquid Gel-Duplicating 100 g Powder – 16 to 18 ml Liquid 160 g Powder – 25 to 29 ml Liquid If the amount of liquid is reduced, the concentration must be adapted accordingly, e.g. to 50 % for 160 g/25 ml Liquid concentration for 1000 ml Liquid Liquid concentration (examples) Concentration Concentrate (ml) dist. water (ml) 50 % 500 500 65 % 650 350 75 % 750 250 Concentrations Sachet 1 x 160 g Fabricating 1 Model Mixing ratio Powder : Liquid Concentration % Liquid (ml) dist. water (ml) Sachet 2 x 160 g (320 g) Fabricating 2 Models Liquid (ml) Sachet 3 x 160 g (480 g) Fabricating 3 Models Investing 1 Ring dist. water (ml) Liquid (ml) dist. water (ml) Silicone-Duplicating 160 g – 29 ml 75 22 7 43 15 65 22 65 19 10 37 21 56 31 75 22 7 43 15 65 22 65 19 10 37 21 56 31 65 17 10 35 19 53 28 50 13 14 27 27 40 41 50 12 13 25 25 37 38 Gel-Duplicating * 160 g – 29 ml 160 g – 27 ml 160 g – 25 ml If the amount of liquid is reduced, the concentration must be adapted accordingly, e.g. to 50 % for 160 g/25 ml * The model must only be duplicated with gel if it has been fully invested in investment 6 30462_GBA_Heravest_M.indd 6 25.03.2009 12:12:03 Uhr 66037860_00_W03134_GBA_Heravest_M - Format: 148 x 210 mm, geheftet - Version ORT 4 - 25.03.09 Expansion control (%) Silicone-Duplicating Gel-Duplicating * Model Investing Model Investing Cobalt-chrome-Molybdenum (CoCrMo) 75 75 50 – 75 50 – 75 Gold casting alloy 65 65 65 50 – 65 * also refer to the mixing ratio Stirring Use a spatula to stir the investment material by hand until the powder has been wetted thoroughly. Mixing in vacuum 60 seconds. Place in vacuum for 15 seconds but without switching the paddles on. Mix for 60 seconds. Check the vacuum/paddles frequently for correct functioning. Inadequate vacuum results in inaccurate fit and bubbles on the casting. Working time Approx. 4 minutes at approx. 22 °C (room temperature) The working time depends on the room temperature. Warmth curtails the working time. Fabricating the model in duplicating silicone Fabricating investment model Vibrator speed 6000 min-1 Before casting the silicone duplicating mould, spray it with Hera SWE 2000 silicone wetting agent, wait 2 – 3 minutes and blow it dry. The excellent flow properties facilitate casting non-porous models. Set the vibrator to high frequency and low intensity. Once the duplicating mould has been covered, switch the vibrator off immediately. Vibrating too intensely causes the material to segregate, impairs the precision of fit and results in rough surfaces (bubbles) as well as sedimentation. Drying time Investment model 30 minutes. Carefully remove the model after 30 minutes. We recommend applying adhesive to the model or heating the working model briefly to approx. 50 °C to ensure that the wax pattern adheres properly. Fabricating the model in duplicating gel Fabricating investment model Vibrator speed 6000 min-1 Carefully remove the plaster model from the gel duplicating mould. Ensure that the mould is not distorted. The excellent flow properties facilitate casting non-porous models. Set the vibrator to high frequency and low intensity. Once the duplicating mould has been covered, switch the vibrator off immediately. Vibrating too intensely causes the material to segregate, impairs the precision of fit and results in rough surfaces (bubbles) as well as sedimentation. Drying time Investment model 30 minutes / Carefully remove the model after 30 minutes. Time taken for model to dry 60 minutes at 220 °C Hardening the model The model should be a light colour before immersion in the cold hardening liquid for 5 – 8 seconds. After immersion, return the model to the drying chamber for 2 minutes. Full flask investing Vibrator speed 6000 min-1 7 30462_GBA_Heravest_M.indd 7 25.03.2009 12:12:03 Uhr 66037860_00_W03134_GBA_Heravest_M - Format: 148 x 210 mm, geheftet - Version ORT 4 - 25.03.09 Set the vibrator to high frequency and low intensity. Switch off the vibrator as soon as the pattern is covered with investment to avoid possible segregation of the investment (sedimentation). The model must only be duplicated with gel if it has been fully invested in investment. The model must only be duplicated with gel if it has been fully invested in investment. Suitable ring systems a) Heraeus Kulzer metal denture base system with paper sleeve b) Other alternatives can also be used for casting metal denture bases Placing the rings in a preheated furnace Allow the investment mould to set for at least 30 minutes before placing it in the pre-heating furnace. Roughen or grind the top and bottom surfaces of the investment mould before placing it in the furnace. Preheating Preheating process for CoCrMo frameworks Program level Temperature (°C) Heat-rate (°C/ min.) Hold time (min.) 1 e.g. 23 °C room temp. – 270 °C 8 60 2 270 °C – 580 °C 8 60 3 580 °C – 1030 °C 8 40 Preheating process for precious metal alloy frameworks Program level Temperature (°C) Heat-rate (°C/ min.) Hold time (min.) 1 e.g. 23 °C room temp. – 270 °C 8 60 2 270 °C – 580 °C 8 60 3 580 °C – 700 °C 8 40 Safety Instructions • Do not open the furnace during preheating as this would cause aggressive combustion. • The preheat furnace should only be filled to half of its maximum capacity. • Investments contain quartz. Do not inhale the dust! Risk of lung damage (silicosis, lung cancer). Recommendation: Wear a protective face mask, type FFP 2 EN 149:2001. Prevent the release of dust when opening the bag and filling the mixing bowl. • Rinse the empty bag with water before crumpling it up. • Always moisten any dust before removing it from the workplace. • After casting, place the completely cooled mould in water until it is fully moistened to prevent dust when devesting. • Use an extractor with a fine dust filter when sandblasting. We always attempt to include the latest results for our investment materials (development and application) in the instructions. Excellent precision of fit and surfaces are achieved with Heraeus equipment and materials. The results may vary if other materials (e.g. casting ring liners, waxes, equipment etc.) or different techniques are used. Should you have any further questions, please call our product specialists. Phone: (GB) +44163 53 05 00, (AUS) +612 9417 8411 Dated: 04.2009 8 30462_GBA_Heravest_M.indd 8 25.03.2009 12:12:03 Uhr 66037860_00_W03134_GBA_Heravest_M - Format: 148 x 210 mm, geheftet - Version ORT 4 - 25.03.09 Heravest ® M Mode d’emploi Revêtement de précision non graphité pour l’ensemble des techniques de réalisation des châssis métalliques en cobalt-chrome-molybdène et en métal précieux, utilisable avec les gélatines et les silicones de duplication. Stockage Conserver la poudre au frais et au sec. Ne pas stocker le liquide en dessous de + 5 °C, (sensible au froid). Température de travail 22 °C environ (Température ambiante) Rapport de mélange: Silicone de duplication 100 g de poudre – 18 ml de liquide 160 g de poudre – 29 ml de liquide Gélatine de duplication 100 g de poudre – 16 à 18 ml de liquide 160 g de poudre – 25 à 29 ml de liquide Si la quantité de liquide est réduite, la concentration doit être réduite également, exemple: pour 160 g /25 ml, de 50 %. Concentration du liquide de mélange Concentration pour 1000 ml de liquide de mélange Concentration Liquide (ml) Eau distillée (ml) 50 % 500 500 65 % 650 350 75 % 750 250 Modulation de la concentration Sachet pré dosé 1 x 160 g Réalisation 1 modèle Rapport de mélange Poudre : Liquide Concentration % Liquide (ml) Eau distillée (ml) Sachet pré dosé 2 x 160 g (320 g) Réalisation 2 modèles Liquide (ml) Sachet pré dosé 3 x 160 g (480 g) Réalisation 3 modèles Enrobage 1 cylindre Eau distillée (ml) Liquide (ml) Eau distillée (ml) Silicone de duplication 160 g – 29 ml 75 22 7 43 15 65 22 65 19 10 37 21 56 31 Gélantine de duplication * 160 g – 29 ml 160 g – 27 ml 160 g – 25 ml 75 22 7 43 15 65 22 65 19 10 37 21 56 31 65 17 10 35 19 53 28 50 13 14 27 27 40 41 50 12 13 25 25 37 38 Si la quantité de liquide est réduite, la concentration doit être réduite également, exemple : pour 160 g / 25 ml, de 50 %. * le modèle ne doit être dupliqué avec de la gélatine que dans une cuvette appropriée. 9 30462_GBA_Heravest_M.indd 9 25.03.2009 12:12:03 Uhr 66037860_00_W03134_GBA_Heravest_M - Format: 148 x 210 mm, geheftet - Version ORT 4 - 25.03.09 Contrôle de l’expansion (%) Silicone de duplication Gélantine de duplication * Modèle Enrobage Modèle Enrobage Cobalt-Chrome-Molybdène (CoCrMo) 75 75 50 – 75 50 – 75 Or à couler 65 65 65 50 – 65 * prendre aussi en compte les proportions du mélange Malaxage Mélanger le revêtement à la main à l’aide d’une spatule, jusqu’à l’obtention d’une imprégnation homogène. Temps de malaxage sous vide 60 secondes Placer sous vide 15 secondes sans mettre en marche le malaxeur. Malaxer ensuite pendant 60 secondes. Le vide insuffisant conduit à un ajustage aléatoire et à des bulles sur la pièce coulée. Temps de travail 4 minutes env. à une température ambiante de 22 °C. Le temps de travail dépend de la température ambiante. La chaleur écourte le temps de travail. Confection du modèle á l´aide de silicone pour duplication Confection du modèle à l’aide de silicone de duplication Réalisation Modèle en revêtement Fréquence du vibrateur 6000 Min. -1 Pulvériser du réducteur de tension superficielle Hera SWE 2000 pour silicone avant la coulée du modèle sur le silicone de duplication et, après 2 à 3 minutes, sécher par un jet d´air. L’excellent comportement de fluage favorise la réalisation de modèles exempts de bulles. Régler ensuite le vibrateur pour une vibration de fréquence élevée mais de faible intensité. Une fois la cuvette de duplication bien remplie, arrêter immédiatement le vibrateur. Une vibration trop énergique entraîne une une sédimentation du mélange, des défauts d’ajustage, des irrégularités à la surface de la pièce coulée (bulles) Temps de séchage du modèle en revêtement 30 minutes Démouler le modèle avec précaution après 30 minutes. Pour améliorer l’adhérence de la cire au modèle, nous conseillons d‘appliquer du liquide Haftliquid ou de préchauffer le modèle jusqu’à 50 degrés. Confection du modèle à l’aide d’une gélatine de duplication Réalisation Modèle en revêtement Fréquence du vibrateur 6000 Min.-1 Démouler avec précaution le modèle en plâtre pris dans le moule. De duplication en gel. Veiller à ne pas déformer l’empreinte de duplication. L’excellent comportement de fluage favorise la réalisation de modèles exempts de bulles. Régler ensuite le vibrateur pour une vibration de fréquence élevée mais de faible intensité. Une fois que la cuvette de duplication est bien remplie, arrêter immédiatement le vibrateur. Une vibration trop énergique conduit à une sédimentation du mélange, à des défauts d’ajustage, à des irrégularités à la surface de la pièce coulée (bulles) Temps de séchage du modèle en revêtement 30 minutes. Démouler le modèle avec précaution âpres 30 minutes. Temps de déshydratation 60 minutes à 220°C Durcissement du modèle Avant durcissement, le modèle doit avoir une teinte claire. Durée d’immersion dans le durcisseur: 5 à 8 sec. Après durcissement, replacer le modèle dans le four à déshydrater pendant 2 minutes. 10 30462_GBA_Heravest_M.indd 10 25.03.2009 12:12:04 Uhr 66037860_00_W03134_GBA_Heravest_M - Format: 148 x 210 mm, geheftet - Version ORT 4 - 25.03.09 Enrobage Fréquence du vibrateur 6000 min-1. Régler ensuite le vibrateur pour une vibration de fréquence élevée mais de faible intensité. Dés que la maquette modelée est enrobée, arrêter immédiatement le vibrateur en raison du risque de démixtion du revêtement (sédimentation). Le modèle ne doit être dupliqué avec de la gélatine que dans une cuvette de duplication appropriée. Cylindres appropries a) Système Heraeus Kulzer pour coulée sur modèle avec manchette de crêpe. b) Autres systèmes alternatifs utilisés pour la coulée sur modèle (cylindres en plastique ou en silicone, par exemple) Enfournement du cylindre Apres un temps de prise d’au moins 30 minutes, le cylindre peut être mis en place dans le four de préchauffage. Avant d’enfourner le cylindre, dépolir les faces supérieure et inférieure du cylindre. Procédé de préchauffage Procédure de préchauffage pour la coulée sur modèle d’alliage Cobalt Chrome Molybdène (CoCrMo) Paliers Température (°C) Vitesse de montée (°C/min.) Temps de maintien (min.) 1 env. 23 °C (temp. ambiante) – 270 °C 8 60 2 270 °C – 580 °C 8 60 3 580 °C – 1030 °C 8 40 Procédure de préchauffage pour la coulée sur modèle d’alliage précieux Paliers Température (°C) Vitesse de montée (°C/min.) Temps de maintien (min.) 1 env. 23 °C (temp. ambiante) – 270 °C 8 60 2 270 °C – 580 °C 8 60 3 580 °C – 700 °C 8 40 Consignes de sécurité • Ne pas ouvrir le four pendant la phase de calcination de la cire pour éviter une inflammation. • Le revêtement contient du quartz. Ne pas inhaler la poussière ! Risque de lésions pulmonaires (silicose, cancer). Conseil : Utiliser un masque de protection du type FFP 2 EN 149 : 2001. Eviter de produire de la poussière lors de l’ouverture du sachet et du versement dans le bol de mélange. • Rincer le sachet avec de l’eau avant de le froisser et de l’éliminer. • Eliminer la poussière du poste de travail en l’ayant mouillée d‘abord. • Ne dépoussiérer le lieu de travail qu’à l’état humide. • Afin d‘éviter la production de poussière lors du démoulage, immerger après la coulée le cylindre froid dans de l’eau et le laisser bien s’imbiber. • Lors du sablage utiliser une aspiration munie d’un filtre à poussières. Nous prenons soin de faire figurer régulièrement dans ce mode d’emploi les derniers résultats obtenus avec notre revêtement (développement et utilisation). Avec les appareils et produits Heraeus, vous obtiendrez des ajustages précis et des états de surface parfaits. L’utilisation d’autres produits et matériels (par exemple : garnitures de cylindre, cires, appareils, etc.) et une méthode de travail différente peuvent produire des résultats variables. Pour toutes questions complémentaires, notre service technique est à votre entière disposition: appelez le N° Azur 0 810 813 250 (Coût appel local) Mise à jour de l’information: 04.2009 11 30462_GBA_Heravest_M.indd 11 25.03.2009 12:12:04 Uhr 66037860_00_W03134_GBA_Heravest_M - Format: 148 x 210 mm, geheftet - Version ORT 4 - 25.03.09 Heravest ® M Instrucciones de uso Revestimiento de precisión, de base fosfato, exento de grafito, para la técnica de esqueléticos en cobalto cromo molibdeno y en aleaciones preciosas. Apto para el duplicado con gel y silicona. Almacenamiento Almacenar el polvo en un lugar fresco y seco. No almacenar el líquido de mezclar por debajo de los 5 °C, puesto que el líquido es sensible al frio. Temperatura de trabajo aprox. 22 °C (temperatura ambiente interior) Proporción de mezcla: Silicona-Duplicado 100 g polvo – 18 ml liquido 160 g polvo – 29 ml liquido Gel-Duplicado 100 g polvo – 16 – 18 ml líquido 160 g polvo – 25 – 29 ml líquido Al reducir la cantidad de líquido, la concentración deberá adecuarse convenientemente. P.ej. con 160 g/25 ml a 50 % Concentración de líquido (ejemplos) Concentración de líquido con relación a 1000 ml de líquido Concentración Concentrado (ml) agua dest. (ml) 50 % 500 500 65 % 650 350 75 % 750 250 Determinación de la concentración Bolsa predose ficada Bolsa predose ficada Bolsa predose ficada 1 x 160 g (160 g) 2 x 160 g (320 g) 3 x 160 g (480 g) Elaboración 3 modelo Elaboración Elaboración 1 modelo 2 modelo Revestido 1 mufla Proporción de mezcla polvo : liquido Concentrado % Líquido (ml) Agua dest. (ml) Líquido (ml) Agua dest. (ml) Líquido (ml) Agua dest. (ml) Silicona-Duplicado 160 g – 29 ml 75 22 7 43 15 65 22 65 19 10 37 21 56 31 75 22 7 43 15 65 22 65 19 10 37 21 56 31 65 17 10 35 19 53 28 50 13 14 27 27 40 41 50 12 13 25 25 37 38 Gel-Duplicado ** 160 g – 29 ml 160 g – 27 ml 160 g – 25 ml Al reducir la cantidad de líquido, la concentración deberá adecuarse convenientemente. P.ej. con 160 g/25 ml a 50 % * El duplicado con gel únicamente es posible cuando se rodea el modelo con Sistema de mufla. 12 30462_GBA_Heravest_M.indd 12 25.03.2009 12:12:04 Uhr 66037860_00_W03134_GBA_Heravest_M - Format: 148 x 210 mm, geheftet - Version ORT 4 - 25.03.09 u Regulación de la expansión (%) Silicona-Duplicado Gel-Duplicado * Modelo Revestido Modelo Revestido Cobalto-cromo-molibdeno (CoCrMo) 75 75 50 – 75 50 – 75 Aleaciones preciosas 65 65 65 50 – 65 * ver también proporción de mezcla Batido Batir el revestimiento manualmente con la espátula hasta alcanzar una humectación uniforme. Tiempo de batido con vació 60 segundos. Someter 15 segundos a vació sin conectar el mecanismo de batido. Batir durante 60 segundos. Controlar periódicamente la función del mecanismo de batido con vació. Un vació insuficiente provoca un ajuste pobre y burbujas sobre el colado. Tiempo de trabajo aprox. 4 minutos a unos 22 °C (temperatura ambiente interior) El tiempo de trabajo se rige por la temperatura ambiente. El calor reduce el tiempo de trabajo. Elaboración del modelo en silicona para duplicar Modelo de revestimiento Frecuencia del vibrador: 6000 min-1 Antes de proceder al vaciado, rociar el molde de silicona con agente reductor de tensiones para silicona Hera SWE 2000 y al cabo de unos 2 a 3 minutos, secarlo con un chorro de aire. La agradable fluidez favorece la elaboración de modelos libres de burbujas. Ajustar el vibrador a una frecuencia de oscilación alta pero una intensidad reducida. Una vez el nivel del revestimiento supere la cubeta, desconectar inmediatamente el vibrador. Una vibración excesiva provoca la des-homogeneización, ajustes pobres, superficies rugosas (burbujas) y sedimentación. Tiempo de secado para el modelo de revestimiento 30 minutos. Desmoldear cuidadosamente el modelo después 30 minutos. Para mejorar la adherencia de la cera sobre el modelo, recomendamos aplicar líquido de adherencia o bien calentar brevemente el modelo de trabajo hasta unos 50 grados. Elaboración del modelo en gel para duplicar Modelo de revestimiento Frecuencia del vibrador: 6000 min-1 Desmoldear cuidadosamente el modelo de escayola del molde de duplicado de gel. Cuidar de no deformar el molde. La agradable fluidez posibilita una excelente adaptación al modelado. Ajustar el vibrador a una frecuencia de oscilación alta pero una intensidad reducida. Una vez el nivel del revestimiento supere la cubeta, desconectar immediatemente el vibrador. Una vibración excesiva provoca la des-homogeneización, ajustes pobres, superficies rugosas (burbujas) y sedimentación. Tiempo de secado para el modelo de revestimiento 30 minutos. Desmoldear cuidadosamente el modelo después de 30 minutos Tiempo de deshidratación 60 minutos a 220 °C Endurecimiento del modelo Antes de proceder al endurecimiento, el modelo deberá tener un color claro. Duración de la inmersión en el endurecedor: 5 – 8 segundos. A continuación del endurecimiento colocar de nuevo el modelo en el deshidratador por espacio de 2 min. Revestido del modelo Frecuencia de vibrador: 6000 min-1 Ajustar el vibrador a una frecuencia de vibración alta pero una intensidad reducida. 13 30462_GBA_Heravest_M.indd 13 25.03.2009 12:12:04 Uhr 66037860_00_W03134_GBA_Heravest_M - Format: 148 x 210 mm, geheftet - Version ORT 4 - 25.03.09 Tan pronto patrón de cera ha quedado cubierto, deberá desconectarse inmediamente el vibrador para evitar la posible des-homogeneización del revestimiento (sedimentación). El duplicado con gel únicamente es posible cuando se rodea el modelo con sistema de mufla. Sistemas de cilindro adecuados a) Sistema de esqueléticos Heraeus Kulzer con anillo de papel rizado b) Sistemas alternativos utilizados en la técnica de esqueléticos (p.ej. anillos rugosos de plástico o silicona) Colocación del cilindro Tras un tiempo de fraguado mínimo de 30 minutos puede introducirse el cilindro del esquelético en el horno de precalentamiento. ¡La superficie superior e inferior de la mufla deberá asperezarse o desgastarse antes de introducirla en el horno! Proceso de Calentamiento programado para esqueléticos de (CoCrMo) Velocidad de subida temp. Tiempo de mantenimiento (min.) aprox. 23 °C temp. ambiente interior – 270 °C 8 60 2 270 °C – 580 °C 8 60 3 580 °C – 1030 °C 8 40 Nivel de programa Temperatura (°C) 1 Calentamiento programado para esqueléticos de aleación preciosa Velocidad de subida temp. Tiempo de mantenimiento (min.) env. 23 °C (temp. ambiante) – 270 °C 8 60 2 270 °C – 580 °C 8 60 3 580 °C – 700 °C 8 40 Nivel de programa Temperatura (°C) 1 Indicaciones de seguridad • Durante el proceso de eliminación de cera no abrir el horno. • Los revestimientos contienen cuarzo. i No inhalar el polvo! Riesgo de lesiones pulmonares (silicosis, cáncer de pulmón). Recomendación: Utilizar una mascarilla protectora del tipo FFP 2 EN 149:2001. Evítese la generación de polvo al abrir la bolsa y al rellenar el recipiente de mezcla. • Enjuagar la bolsa vaca con agua antes de arrugarla. • El polvo sobre el puesto de trabajo únicamente deberá eliminarse con un pan o húmedo. • Para evitar la generación de polvo al desmuflar, se coloca la mufla totalmente fría en agua hasta que quede bien empapada. • Para chorrear deberá utilizarse un equipo de aspiración con filtro para polvos finos. Nuestro propósito es presentarle periódicamente los últimos resultados de nuestros revestimientos (desarrollo y aplicación) en estas instrucciones de empleo. Con los aparatos y materiales Heraeus logrará unos ajustes y unas superficies excelentes. La utilización de otros materiales (p.ej. tiras de fibra refractaria, ceras, aparatos, etc.) y un modo de trabajo diferente, pueden proporcionar unos resultados diferentes. Para consultas adicionales le atenderemos en nuestro servicio de asesoramiento técnico llamando a los siguientes números de teléfono: +34 913 58 03 75 (en España) o +52 55 5531 5549 (en México). Revisión: 04.2009 14 30462_GBA_Heravest_M.indd 14 25.03.2009 12:12:04 Uhr 66037860_00_W03134_GBA_Heravest_M - Format: 148 x 210 mm, geheftet - Version ORT 4 - 25.03.09 Heravest ® M Istruzioni per l’uso Rivestimento di precisione per protesi scheletrate in cobalto-cromo-molibdeno e in leghe preziose, a legante fosfatico, privo di grafite, indicato per la duplicazione in silicone e gel. Conservazione Conservare Ia polvere in un luogo fresco ed asciutto. Non conservare il liquido sotto i 5 °C poichè è sensibile alle basse temperature. Temperatura di lavorazione Ca. 22 °C (temperatura ambiente) Proporzioni di miscelazione: Duplicazione con silicone 100 g polvere – 18 ml liquido 160 g polvere – 29 ml liquido Duplicazione con gel 100 g polvere – 16 – 18 ml liquido 160 g polvere – 25 – 29 ml liquido Riducendo il liquido di miscelazione è necessario modificare anche la concentrazione, ad es. a 50 % per 160 gr./25 ml. Concentrazione del liquido (esempi) Concentrazione del liquido relativa a 1000 ml Concentrazione Liquido (ml) Acqua distillata (ml) 50 % 500 500 65 % 650 350 75 % 750 250 Regolazione della Concentrazione Busta 1 x 160 g (160 g) Realizzazione 1 Modello Proporzioni Concentrato di % miscelazione Polvere : Liquido Liquido (ml) Acqua dist. (ml) Busta 2 x 160 g (320 g) Realizzazione 2 Modello Liquido (ml) Acqua dist. (ml) Busta 3 x 160 g (480 g) Realizzazione 3 Modello Realizzazione del cilindro Liquido (ml) Acqua dist. (ml) Duplicazione con silicone 160 g – 29 ml 75 22 65 19 7 43 15 65 22 10 37 21 56 31 Duplicazione con gel * 160 g – 29 ml 160 g – 27 ml 160 g – 25 ml 75 22 7 43 15 65 22 65 19 10 37 21 56 31 65 17 10 35 19 53 28 50 13 14 27 27 40 41 50 12 13 25 25 37 38 Riducendo il liquido di miscelazione è necessario modificare anche la concentrazione, ad es. a 50 % per 160 gr./25 ml. * il modello può essere duplicato solo se è stato completamente rivestito. 15 30462_GBA_Heravest_M.indd 15 25.03.2009 12:12:04 Uhr 66037860_00_W03134_GBA_Heravest_M - Format: 148 x 210 mm, geheftet - Version ORT 4 - 25.03.09 Regolazione della Concentrazione (%) Duplicazione in silicone Duplicazione in gel * Modello Cilindro Modello Cilindro Leghe CoCrMo 75 75 50 – 75 50 – 75 Leghe oro-resina 65 65 65 50 – 65 * vedi anche rapporto di miscelazione Miscelazione Mescolare il rivestimento manualmente con una spatola fino a ottenere una saturazione completa. Tempo di miscelazione sotto vuoto 60 secondi Mantenere sotto vuoto 15 secondi senza azionare il mescolatore quindi miscelare per 60 secondi sotto vuoto. Controllare sempre che il miscelatore sotto vuoto funzioni correttamente. Un vuoto insufficiente può provocare imprecisioni e bolle sull‘oggetto fuso.. Tempo di lavorazione circa 4 min. a circa 22 °C (temperatura ambiente) II tempo di lavorazione dipende dalla temperatura ambiente. II calore abbrevia il tempo di lavorazione. Realizzazione del modello in silicone per duplicazione Realizzazione Modello duplicato Frequenza del vibratore: 6000 min-1 Spruzzare la superficie della forma in silicone con il riduttore di tensione Hera SWE 2000 e dopo 2 – 3 minuti asciugare con aria compressa. La buona scorrevolezza favorisce la produzione di modelli senza bolle. Regolare il vibratore con la frequenza più alta e con la minore intensità. Quando l’impronta dei denti è riempita, spegnere immediatamente il vibratore. Una vibrazione troppo potente provoca la separazione dei componenti, imprecisioni, superfici rugose (bolle), sedimentazione. Tempo di presa del modello duplicato 30 Minuti Rimuovere con cautela il modello dopo 30 minuti. Per migliorare l’adesione dei preformati in cera si consiglia di usare il iquido adesivo per preformati o riscaldare il modello di lavoro a circa 50 °C. Realizzazione del modello in gel per duplicazione Realizzazione Modello duplicato Frequenza del vibratore 6000 min-1 Rimuovere con cautela il modello in gesso dalla forma di gelatina. Assicurarsi che la forma non si deformi. La buona scorrevolezza favorisce un’ eccellente copertura della modellazione. Regolare il vibratore a alta frequenza di ondulazione ma con bassa intensità. Quando l’impronta dei denti è riempita, spegnere immediatemente il vibratore. Una vibrazione troppo potente provoca la separazione dei componenti, imprecisioni, superfici rugose (bolle), sedimentazione. Tempo di presa del modello duplicato 30 Minuti Tempo di essiccazione del modello 60 minuti a 220 °C Indurimento del modello Prima dell’immersione nel liquido induritore il modello deve presentare una colorazione chiara. Tempo di immersione 5 – 8 secondi. Riporre quindi il modello nel forno per ulteriori 2 minuti. Cilindro Frequenza del vibratore 6000 min-1 16 30462_GBA_Heravest_M.indd 16 25.03.2009 12:12:04 Uhr 66037860_00_W03134_GBA_Heravest_M - Format: 148 x 210 mm, geheftet - Version ORT 4 - 25.03.09 Regolare il vibratore con la frequenza più alta e con la minore intensità. Quando la l’impronta dei denti è riempita, spegnere subito il vibratore per evitare una sedimentazione del rivestimento. Il modello può essere duplicato solo se è stato completamente rivestito. Cilindri consigliati a) Sistema Heraeus Kulzer per protesi scheletrata con carta crespata b) Sistemi alternativi per protesi scheletrata (per es. forma-cilindro in plastica ruvida o in silicone) Inserimento del cilindro Dopo un tempo di presa di almeno 30 minuti il cilindro può essere messo nel forno. Irruvidire o smerigliare le superfici superiore ed inferiore del cilindro prima di introdurlo nel forno. Preriscaldamento Procedura di Preriscaldamento per protesi scheletrate di Cobalto Cromo Molibdeno (CoCrMo) Fase del programma Temperatura °C Velocità di salita (°C/min.) Tempo di mantenimento (min.) 1 ca. 23°C temp. ambiente – 270 °C 8 60 2 270 °C – 580 °C 8 60 3 580 °C – 1030 °C 8 40 Procedura di preriscaldamento per protesi scheletrate di metallo prezioso Fase del programma Temperatura °C Velocità di salita (°C/min.) Tempo di mantenimento (min.) 1 ca. 23°C temp. ambiente – 270 °C 8 60 2 270 °C – 580 °C 8 60 3 580 °C – 700 °C 8 40 Avvertenze di sicurezza • Durante la fase di bruciatura della cera, si prega di non aprire il forno. • I rivestimenti contengono quarzo. Non inalare le poveri! Pericolo di danni polmonari (silicosi, tumore polmonare). Si consiglia si usare una mascherina di protezione tipo FFP 2 EN 149:2001. Evitare di provocare polveri durante l’apertura delle buste e durante il versamento del loro contenuto nella tazza di miscelazione. • Prima di gettare via le buste vuote lavarle con acqua. • Rimuovere la polvere dal posto di lavoro soltanto dopo averla bagnata. • Per evitare polvere durante l’apertura dei cilindri, immergere in acqua il cilindro freddo dopo la fusione, fi no a che si sia impregnato completamente. • Durante la sabbiatura, usare un aspiratore con fi ltro per polveri fini. È nostra premura comunicarvi regolarmente, tramite queste istruzioni per l’uso, i piú recenti risultati riguardanti i nostri rivestimenti (sviluppo ed utilizzazione). Con le apparecchiature ed i materiali Heraeus si ottengono massima precisione e superfi ci eccellenti. L’uso di materiali diversi (per es. striscie di espansione, cere, apparecchi, ecc.) ed una lavorazione differente possono causare risultati diversi. In caso di ulteriori domande il nostro servizio di Consulenza Tecnica è a Vostra disposizione al nr. di tel.: +39 0 2210 09 41 Aggiornamento al: 04.2009 17 30462_GBA_Heravest_M.indd 17 25.03.2009 12:12:04 Uhr 66037860_00_W03134_GBA_Heravest_M - Format: 148 x 210 mm, geheftet - Version ORT 4 - 25.03.09 Contact in Australia Heraeus Kulzer Australia Pty. Ltd. Locked Bag 750 Roseville NSW 2069 Phone +61 29.417-8411 Fax +61 29.417-5093 [email protected] www.heraeus-dental.com Contact in Benelux Heraeus Kulzer Benelux B. V. Postbus 986 NL-2003 RZ Haarlem Phone +31 23.543.42-50 Fax +31 23.543.42-55 [email protected] www.heraeus-dental.com Contact in Austria Heraeus Kulzer Austria GmbH Nordbahnstr. 36/2/4/ Top 4.5 1020 Wien Phone +43 1.408.09.41 Fax +43 1.408.09.41-70 offi [email protected] www.heraeus-kulzer.at Contact in France Heraeus, Division Dentaire 12, Avenue du Québec Villebon - B.P.630 91945 Courtabœuf Cédex Phone +33 169.18.48.85 Fax +33 169.28.78.22 Contact in Italy Heraeus Kulzer S.r.l. Via Console Flaminio 5/7 20134 Milano Phone +39 02210.09.41 Fax +39 02210.09.42-83 [email protected] www.heraeuskulzer.it Contact in Switzerland Heraeus Kulzer Switzerland AG Ringstrasse 15A 8600 Dübendorf Phone +41 43.333.72-50 Fax +41 43.333.72-51 offi [email protected] www.heraeus-kulzer.ch [email protected] www.heraeus-dental.com Contact in Scandinavia Heraeus Kulzer Nordic AB Box 437 SE-191 24 Sollentuna Hammarbacken 4B Phone +46 8585.777.55 Fax +46 8623.14.13 [email protected] www.heraeus.se Contact in Spain Heraeus S.A. Forjadores, 16 Prado del Espino 28660 Boadilla del Monte Madrid Phone +34 91358.03-75 Fax +34 91358.03-68 [email protected] www.heraeus-dental.com Contact in the United Kingdom Heraeus Kulzer Ltd. Heraeus House, Albert Road Northbrook Street, Newbury Berkshire, RG14 1DL Phone +44 1635.30-500 Fax +44 1635.30-606 [email protected] www.heraeus-dental.com Heraeus Kulzer GmbH Grüner Weg 11 63450 Hanau Phone 0800 43 72-522 [email protected] www.heraeus-dental.com Technische Änderungen vorbehalten. Subject to technical changes. Made in Germany 66037860/00 04.09 Contact in Mexico Heraeus Kulzer Mexico S.A. de C.V. Homero 527 301 y 302 Co. Pol. 11560 Mexico Phone +52 55.5531-5549 Fax +52 55.5255-1651 [email protected] www.heraeus-kulzer.com.mx 18 30462_GBA_Heravest_M.indd 18 25.03.2009 12:12:04 Uhr