1
回登E
ペ
語BEg@│パリ取り・研磨相談シート l
年
月日(
c
u
s
t
o
m
e
r
s
u
p
p
o
r
t
@
x
e
b
e
c
.
t
e
c
h
.
c
o
.
j
p
(
i
01
)は必すご記入ください。
-お願い・
問い合わせ先
記入漏れがある際はと回答しかねる場合があります。
TEL・03
・
3239
・
3481(曽業部)
FAX・03-521ト8964
個/月)
パリ取り・研磨(力ッタマク除去)
折れない
仁
亙E
υ
※パ 取り箇所、パリの向き、寸法等を必すご記入ください。(図面、写真の場合はメールで送信く だ さ い 山 町 田uppo
吻 曲 目 ーt
帥 .
c
o
.
j
p
)
装
マシ二ングセンタ・ロボッ卜・複合旋盤・旋盤・専用機・ショ ッ トブラスト・バレル・ウォータージ工 ツト
置
,
ν
',
電解/化学・人・研削盤・フライス盤 ・ボール盤 ・その他(
υ
-ーマ・エンドミル・ロータリーパー・ JCイ卜・砥粒入りナイロンブラシ ・ワイヤブラシ・やすり・ささっぱ
ドりル
••
ツ
ザンドペーパー・メディア・軸付砥石・砥右・その他(
問題点詳細
ワーク削工について包Jl)
装
置
マシ三ングセンタ ・ロボッ卜・ 複合旋盤 ・旋盤 ・研削盤・ 専用機 ・フライス盤・射出成型・プレス・その他(
ツール
ド リ ル リ ーマ-工ンドミル-バイト-面取 りカッタ- .ロータリーパ- .砥 石 そ の 他 (
テスト時使用される装置について
(
i
Oi
)
マシ二ングセンタ・専用機・ロボッ卜・旋盤(ミーリング機能 有・無) ・ボール盤・リユーター
装 置
上記装置最高使用回転数(
)
ブラシの貸出について
ペ
顎REg
希望ツール(
-わから主主いので提案して欲しい ・テスト実施希望日(
年
月
日)
ご用命は
③
株式会社ジーベ‘ツクテクノロジー
本
社
干1
0
2
0
0
8
3東京都千代田区麹町1-7-25 フェルテ麹町 1・
78
陪
TEl
.(
0
3
)3239-3481 F
A
X
.(03)5211-8964
∞
URL h
t
t
p
:
/
.
川 W W.
x
e
b
e
c
1
e
c
h
. l
P
E
m
a
i
l i
n
f
o
@
x
e
b
e
c
t
e
c
h
.
c
o.
j
p
開発・製造
干3994
5
1
1長野県上伊那郡南箕輪 村40
6
1
.
1
記
OPYRIGHT2
0
1
5AP
円X
EBEC花 CHNOLOG
YC
O
.,L
TDALLRIGHTSRESERV
ED
∞
2
0
15
.
0
4.
5
0a
t
未来を拓く。
独自の技術で、
N
D
E
X
会社概要
3
圃l
独自技術
4
間
直
固
主砿自動化事例紹介
5
自動化/表面・外径用
7
XEBEC
ブラシ表面用
XEBEC
イージーセッター (XEBEC
ブラシ専用ジグ)
XEBECフロートホルダー (XEBECブラシ用オプションツール)
〉使用上の注意事項と安全対策
匝
記
自動化/内径・交差穴用
19
XEBECブラシ内径・交差穴用
XEBEC
ストーン弾性シャフトタイプ
〉使用上の注意事項と安全対策
記
日 手作業用ハンドツール
29
XEBEC
ブラシエンド型
XEBECストーン弾性シャフトタイプ
XEBEC
ストーン軸付砥石
〉使用上の注意事項と安全対策
I
n
n
o
v
a
f
i
o
n
閣
金型研磨用セラミック砥石
31
XEBECマイスターフィニッシュ
XEBEC
耐熱砥石/XEBEC
ダイヤ/XEBEC弾性砥石
〉セラミック砥石性能データ
〉セラミック砥石共通事項
素材が遣うか5研削力が遣う!
一徹底的に.切れ昧'を追求しました!ー
ジーベックテクノロジー I~セラミックファイHーを用いた革新的芯技術で、全く新しい砥石、パυ取りツールを提供します。
従来、砥粒(窯業の按術)が中心であった研磨・研削の分野!こ、セラミックファイパーを用いて化学の分野からチャレンジしました。
当社独自の素材を用いた砥材は切れ刃が連続する構造を持ち、その先端の切れ刃の自生作用で『卓越した研削力が最後まで安
定的に持続』します。
このパリ取りツールは、これまで不可能であった I
微細H!.J取りの自動化J
;を可能にするなど、既に圏内の量先端部晶の加工現
場で数多く採用され、世界に拡がっています。
是非、貴社の加工の高効率化、高昌質化にもお役立てください。
ジーベックテクノロジーは日本の革新的恕素材とツールを開発するメーカーとして、世界の『もの造り」に貢献して参ります。
画1W e問〈リ取り相談
37
圃
海外移管ライン
38
圃 製品ラインナップ一覧
39
ぺXEBEg-
I
n
n
o
v
a
f
i
o
n
素材が遭うか5研削力が遣う!
一徹底的に‘切れ昧'を追求しました!ー
1
3
M
:
'
!
S
とは
~
ジーベックテクノロジーはセラミックファイパーを用いた革新的な技術で、全く新しい砥石、パリ取りツールを提供します。
XEBECはラテン語で、 14
世紀に地中海で活躍をした3
本マストの帆捕のことです。
ζの船は前の帆で風を集め、効率良く中心にあるメインの帆に送って推力を得、この風を最後の帆で更に推力を利用し芯が5
スム
ーズに風を送り出し、目的地に向かつてハイスピードで航海をした、当時としては画期的拡設計の船でした。
X
E
B
E
C
の3
枚の帆』のように原料や材料を供給する素材メーカー、それを使って商品を作る製造業者、
我々は事業の推進に当って W
オる販売業者がそれぞれに高い技術やノウハウを持ち怠がB、
またその商晶をお客様に紹介し届l
ー
ー
・
XEBECブラシは、
ーーー
│
線材と構造
1本の線材!こ500,
.
_1
,
000
個の切れ刃を持っています。
相
:
9
:
1
こ協力してハイスピードで目的地(お客様の満足と信頼を得る)に向かうこと、
企業内に於いては、株主、経富者、従業員がそれぞれの機能を十二分に果たすと共にお互いの役割を尊重し、立場を認めて
一致協力し世の申に大き恕価値を創出してゆくととを目指しておDます。
X
E
B
E
C
Jという社名に重ねて、当社の経曽の基本としています。
とのような事業推進や経営上の考え方を W
ファウンダー住吉毅彦
線材先端SEM
写真
│コーポレートアイデンティティについて
~
tji主壷母::~~坦凡日
・・・~Jhw~~_ _
ナイロンブラシ比60倍の研
削力で確実にパりを除去し
ます。
繊維構造のため、切れ刃と怠
るブラシ先端が『金太郎飴J
のように常に突出しています。
l
部 川 均
s
歯ブラシのように広が g
a
、
ストレート形状を維持します。
のセラミックファイHーを、 500-1.000
本まとめてバインダーで固め、
直径数十μ m
1本の線材を作っています。
のファイバー 1本 1
本の先端が切れ刃と砿っています。
との直径数十μ m
切れ刃が連続しているため安定的で連続的な研削性能が得られます。
本C
I
は
、X
EBEC
の語源である帆尉の.帆"のイメージとX
EBEC
の.
X
.を融合しております。
¥
先端の鋭さにより、時代を切り開き突き進む『先進性と意志の強さ」を。
①
j
②(
ブラシ線材形状比較(使用後)
①真鎗ワイヤー
②スチールワイヤー
③砥粒入りナイロン線材
④X
EBEC
線材 (
A1
1:
赤)
柔らかな曲線により、当社に関わるすべての皆様の協力を、時代の風と共に前進する力に変える
「柔軟性と親しみゃすさ」を表現致しました。
・
・
・
・
凶
=
函
回
i
:
P
.
l
.
un
防
毒
ヨ
・
・
・
・
・
漉紺から青へ移り変わる配色l
志、突き進み1;;.が5創造する、新たな広がりある未来を象徴しております。
根元厚みがO.1-0.2mm
以下の
微細パリ(爪で押して折れる程度)
これか5も、創業者の嵐官と気概を継承し、時代を切り拓く挑戦者として精進して参ります。
・
・
・
・
・.
.
.ïiV:UU_&!i語書封~ÏJ
代表取締役社長住吉慶彦
2012
年6月
平面及び端面、交差穴
パリ根元厚み
-・・・・E亙R;~ι逼5・・・・・・
HRC65
以下の一般金属、ステンレス、
アルミ、インコネル、鋳鉄、樹脂怠ど
-・・・・~J:::::::U~~H剖回ftì~己官』司・・・・
ブラシタイプは線材先端、
砥石タイプは全面
SUCCESSFUL
APPLICATION
l
] パリ取り研磨自動化用ツール画面
《
茎FP
Y
E
g
.
マシニングセン夕、ロボット、専用機等でパリ取り・研磨の自動化を実現するツールです。
幅広い産業で採用されています。
皿p~~同市m幸四l司;;~~;t圭一長;ji_;'制 t泊五日凶・|
│パリ取りツール採用事例(自動車エンジン部品)
・
ヨ
ターゲツト硬さ=HRC65
以下
-;:1・E
~回同,)1:'曲目i咽
匿雪
国
[
l
匝~包恒国J.)]
車両
E
2
A11・CB40M
ブラシ表面用
XEBEC
陣I
D
畳語回路回園周
匡冨
L
品五留置脳血!!I
困
A11・CB60M
ブラシ 裏面周
XEB
EC
匪
I
t
E盟国
filg
目
│
│パリ取り・研磨自動化成功事例
漕入前
導入後
使用ツール
問題点
砥石
一一
H
I
J
残:
D
I
こより工ッジ昂質古瀬かった。
パリ残D
が怠く怒りエッジ晶質が安定。
マシニングセンタによる自動化に成功。
ツール回転数:1500min-1
ツール切込み:O_5mm
加工時間 :
N
/
A
送り速度・ 2400mm/min
使用ツール :
A11CB40M(XEBECブラシ表面用)
-医療部品のカッターマーク除去(人工股関節)
研磨後
事入前
導入後
使用ツール
問題点
サンドペーパー
手作業のため均ーな面になら芯かった。
カッターマークが完全に除去され、面粗度向上。
組・中仕上げの自動化に成功。
•
A11・CB15M
ブラシ表面用
XE8EC
CH-PM・
3B
XE8E
Cストーン
弾性シャフトタイプ
CH-A12
・5M
XE8EC
ブラシ内径・交量
産
穴用
CH-PM-5R-CO1
ストーン
XEBEC
~-)ll回転数:3500min- 1
ツーJ
レ切込み:1_0mm
加工時間 :
N
/
A
送D速 度:100mm/min
ノ
ダ.
弾性シャフトタイプ
使用ツール :
A21・
C825M(XE8ECブラシ表面周)
※その他、パワートレイン部品、燃料噴射装置部晶忽どに数多く採用されています。
A21-CB25M
ECブラシ表置開
X田
XEBEC
BRUSH
for
Surface
l~暁Oブラシ表面用
│
臨 調 得滑
《茎ER
照@
カッテイングファイ J
tー *
本
2014
年より商品名変更致しました
切削加工後の根元厚みO.lmm
程度のパリを除去します。
カッターマーク除去、表面研磨にも最適で、す。
これがXEBEC
ブラシの“切れ昧の良さ"です。
カップ型 (
φ
6
'
"
'
"
'
φ
1
0
0
)
l
│パリ取り・研磨自動化成功事例
〆
-平歯車
1
'
"
J
ヤ
ー
ー
導入前
導入後
ツール
問題点
専用機による面取D加工
加工時聞が長く、機械のチョコ停が多かった。
マシ=ングセンタによる加工で加工時聞が大幅に
秒→ 16
秒)され、機械メンテの必要なし。
短縮 (77
ツール回転数 :
3
5
0
0
m
i
n
-1
ツール切込み :
lmm
加工時間 :
N
/
A
送D
速度 :
2500mm/min
使用ツール :A31・CB25M
-冷却フィン
導入前
導入後
使用ツール
問題点
ロータリーパ一、ナイロンブラシ
人手によるパリ取りでエッジ晶質のパラっき。
マシニングセンタによる自動化。
エッジ品質安定。
Jレ回転数 :2400min-1
ツツール切込み :
lmm
N
/
A
加工時間 :
送り速度:1
200mm/min
使用ツール :
A11・CB40M
-金型
研磨前 CRa=O.33μm)
エンド型 (φ3、
φ5)
-セラミック砥石を線材にしました!
・セラミックファイバーを砥材とし、砥粒は一切含みません o
・線材先端でパリを除去し、エッジを仕上げます o
・マシニングセン夕、ロボット、ボール盤等の機械装置に取り付け、
パリ取り、カッターマーク除去の自動化を実現します!
導入後
問題点
マシニングセンタによる研磨中間工程の自動化。
加工時聞が大幅に短縮。
工ンド型ブラシ
使用ツール :A31・CB15M
[
面粗度
-研削力・面粗度比較
研削力・・・ナイロンブラシの 20
倍です。
加工時)
(白ブラシ、 60sec
面粗度..'
Ra=O.lμm(Rz=O.
4
μm)まで
達成可能です。
研削力、面の仕上がりともに他のブラシを圧倒
しています。
※結果は加工条件、加工材質により異なります。
砂
ツール回転数 :
5
0
0
0
m
i
n
-1
O,5mm
ツール切込み :
加工時間 :
N
/
A
送 D速度 :
300mm/min
砥石・ペーパー
手作業の為、加工時聞がかかる。
│他社製晶との性能比較
ミーリングチャック、コレットチャック、ドリルチャック等で機械装置に取付け使用可能です。
独自のブラシ素材(セラミックファイバー)のため、
・切れ昧が最後まで変わりません。寸
│
園時 パリ取り・研磨能力が安定持続します 0
.ブラシの形状が変わりません。
I
導入前
使用ツール
研磨後 CRa=O.09μm)
研削量
4
0.
0
.
7
0
.
6
0
.
3
0
.
5
0
.
4
.
2
.
.
90
E
困
撲
503
宅
、
6
E
目
。2
bO1
0
.
1
テスト条件
材質 :S45C
回転数
3
0
0
0
m
i
n
.1]
ブラシ(凶ー C
E
B
E
C
B
4
0
M
)[
ー仁田 X
1]
5
0
0
0
m
i
n
.
#
1
8
0
)[
ナイロンブラシ (
3
0
0
0
m
i
n
.1]
--{
コ一 真銭ブラシ [
目
。oI
1. , . . 1 . . . . 1 . . . , 1 . . . , I
1
0
1
5
20
25
I
30
処理時間 (
s
e
c
)
.5μm向上
XEBECブラシ表面用:1
0
秒間で約 0
.1μm向上
ナイロンブラシ:1
0
秒間で約0
真鎗ブラシ:面粗度は向上せす
短時間で面仕上げが可能です。
0。
0
1
0
20
30
40
50
6
0
処理時間 (
s
e
c
)
XEBECブラシ表面用:30
秒間で約 0
.
1
5g:研削
ナイロンブラシ:研削力なし
真鎗ブラシ:研削力悲し
高い研削力でパリを確実に除去します。
(研削力は加工条件を変更することで調整可能です)
m暁 Cブラシ表面用
XEBEC
BRUSH
for
Surface
│
・特許取得浦
《茎EBEg
-
力ッテイングファイパー
│経 持 。 ブ ラ シ 選 定 方 法
-装着の仕方
。
園
[
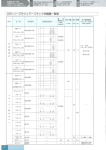
ブラシ線材の種類はパリの根元厚み、対象材質、パりの方向を確認し、下記表より選定してください。
・ワーク材質、パリ大きさよ Dブラシを選定
・ピンクブラシは精密加工後((T0.3mm
や0.
5mm細溝エッジ)の微細パリ取り
ブラシをスリーブに装着し、付属のネジでしっ力、り固定してください。
固定後、MC
やロボットのコレットチャックに装着すれば終わりです。
※一般的紘シヤンク径のため、対応する径怒らそのまま量産指できま雪。
幅
E
p
e
pブ ラ シ ラ イ ン ナ ッ プ
│¥
.XEBEC
ブラシ
タイプ
カッフ型
主ンド型
E
カップ型
L
工
ン
ド
重
量
仁
コ カップ型
仁
コ エ
ン
ド
l
I
I
l
E
カップ型
館
材
(
色
〕
商晶コード
Al3-CB15M
Al3-CB06M
Al3-EB03M
All・
CB100M
All-CB60M
Alト CB40M
All-CB25M
All-CB15M
A11-CB06M
A11-EB06M
A21・
CB100M
A21・
CB60M
A21・
CB40M
CB25M
A21・
A21・
CB15M
A21-CB06M
A21-EB06M
A31-CB100M
A31-CB60M
A31-CB40M
A31-CB25M
A31-CB15M
A31-CB06M
ブラシ径
~
φ15mm
φ 6mm
、
町
、
φ 3町
φ100mm
φ60mm
φ40mm
o 25mm
φ15mm
@
6m
、
町
φ 5m
、
町
φ100mm
φ60mm
φ40mm
φ25m
、
町
φ15mm
φ 6m
、
町
、
町
φ 5m
o100mm
φ60mm
φ40mm
φ25mm
φ15mπ1
@
6m
、
町
A13(ピ
ンク)
All(赤)
A21(自)
A31(育)
銀材長 l
1
l
i
50
町
1m
対象スυ
ーブ商晶コード
S15M-P
S06M
l
)
'
l
3
m
mシ
ヤンク/
スUー
ブ
な
し
SlOOM
S60M
S40M
S25M
-P
S15M
S06M
1
)
'
l
3mm
シヤ
ンク
/
スUー
ブ
怒
し
SlOOM
S60M
S40M
S25M
S15M-P
S06M
l
)
'
l
3
m
mシ
ャンク/
スリーブ芯し
SlOOM
S60M
S40M
S25M
-P
S15M
S06M
30mm
30m
、
問
75mm
75mm
75m
町
1
75mm
50mm
30
円
、
問
、
20mm
75mm
75π1
、
町
阿3
75π3
75
町
官
町
、
50mm
30mm
20
円
1m
円
、
問
、
75
75r
羽
町
、
75mm
官m
75r
50mm
30
円
、
町
、
※
ブ
ラ
シ
協
i
1
l
9
'
ス
リ
ー
ブ1
;
:
表着レてご使用ください.
波線材l
草
外周
‘
部 HIJ埋め込みです.(All・CB06M、
A21CB06M
、
A31・
CB06M
‘
Al3
CB06M
、
Al
l・
EB06M
、
A21・
EB06M、
A13・
EB03M
を除
く
)
聾 Dl
I
<
l
o
概
寸
で
す
.
ブ
ラ
シ
の
た
め
先
端
広
がDにより前後します.
l
o
l
<!
周しまぜん.
※工ンド型はブラシとシヤンク一体型でスリーブ世
ブラシ径:加工帽の1.5倍以上のブラシ径選定を推奨しておDます。
(ブラシのエッジへの侵入角が90
・
!こ近いほど、研削力が上がDます。)
ERep
ブラシ選定イメージ
│写
研削力
工ンドミル加工
(立ちパリ)
商晶コード
::m~~.
S100M
S60M
S40M
S25M
S15M-P
S06M
φ16mm
φ12mm
φ8mm
φ8mm
φ6mm
φ6mm
ギヤ加工、精密プレス
(
立ちパ !
J
)
A21
A11
150mm
円1
、
町
140
140mm
90
町
、
町
、
10mm
楽
全
長1
<
1
:
ス
リ フのみの長さです.ご使用時I
耳、フラシ突出し長さがプラスされます.
鞭 φ80mm
についてはお問い合わせください.
高
スυフ金属部のスベアパツ(保守部品)対応可能です.お問い合わせください.
│ツール概略回
70mm
40mm
36mm
、
円
30π1
30mm
30mm
30mm
A13
A11/A21/
A31/
A13-CB15M
A11IA21IA31I
A13-CB06M
楽
S15M-P
のみ外筒部FR戸製
※研削力はピンクく赤<白<青の順に大きくなります。
※ブラシの色と被削材は必すしも一致する必要はありません。
e
x
.
アルミの場合、アルミ鋳造品 (AC
材)は白ブラシや青ブラシの事例があります。
目
エンド型
力ッブ型
長 且 圃 圃 圃ヨ
[A11EB06M
、A21-EB06Ml
F
O
│子汁ー
寸1
L2
告
ア
イ
テ
ム
の
仕
慣
に
つ
い
て
肱
上記ライン才ップにてご確認下古い.
フライス加工
(横パリ)
A31
-専用スリーブ
φ100mm
用
φ60mm
周
φ40mm
用
φ25mm
用
φ15mm
用
φ
6mm
周
[
Ll
[A13-EB03Ml
XEBEC
BRU8H
for
l
8urface
Xl ::t:)::(~ブラシ表面用
伽 轍 得滞
ぺ語君臨
力ッテインク‘ファイパー
初期条件設定方法
[
・
闘
問
。
-・E
詞関西調・・
E圃
-ブラシ設定
材質の分類
[
[
アルミ
一般鉄
[昌
弘
目
初期条件表
-切込設定
l
l
l
..I 赤
l...1
白 (A21)ブラシ
..I 白
ー砂[
(A11) ブラシ
(A21)ブラシ
切込 :O.5mm
エンドミル、ドリル加工後芯どのパリで
ブラシ端面がパリに対して垂直に接触
青 (A31)ブラシ
4
•
.
.
.
.
.
.
.
.
.
.
.
.
.
.
-
育 (A31)ブラシ
-
ー砂[
切込: 1.0mm
.
.
.
_
d
-
0.5
0.5
I (MAX1.5)
8000
(MAX10000)
4000
2500
5
0.5
1
.
0
I (MAX1.5)
4800
(MAX6000)
4000
2500
10
0.5
1
.
0
I (MAX1.5)
4000
(MAX5000)
4000
2500
15
0.5
1
.
0
I (MAX1.5)
2400
(MAX3000)
4000
2500
15
0.5
1
.
0
I (MAX1.5)
1600
(MAX2000)
4000
2500
15
0.5
1
.0
960
(MAX1200)
4000
2500
15
フ
ブ
ラ
ラ
イ
シ
ス
端
加
面
工
が
後
パ
の
リ
に
パ
対
リ
で
して平行に接触
-E
冨開璽酒・・
研磨使用時
(爪で押して)
ma
パリの根元厚み
切込 :O.5mm
一
一m れ一
一
5 折一
一
O ぐ一
j
一O G 一
.送り速度設定
)
吟 (
ーゅ(送D速度:4000mm/min
一
ーゅ(
[
?
?
J
Zl
・
・
・
・
・
・
・・
ゅ(
十i
送 D速度 :2500mm/min
研磨使用時
CB100MI
A
3
1・
-初期条件の設定方法について具体的に説明します。
(例)ワーク材質:850C、立ちパリ、パリ根元厚み O.lmmのパリ取りをする場合。
8tep
①
-材質は850C=
争鉄系のため白 (A2l)ブラシもしくは青 (A31)ブラシを選択。本例では白 (A2l)ブラシとします。
CB25M)とします。
-次にブラシ径は、加工箇所の寸法・形状などか5適切なサイズを選択しますが、本例ではブラシ径φ25(A21・
送り速度 :500mm/min
8tep
②③
-E
冨開璽圃・・
-上部初期条件表の抜粋
1
.0
-回転数・回転方向設定
・回転数
-回転方向
( 使用上限回転数x80%
[ パリに対してアップカット
(右ページ参照)
①切込量 (
0
)
: 0.5 ※立ちパリの例
②回転数 (
8
)
: 4000
(M似 1
.
0
)
I ②~
I(M似 5000) I
4000
③送り速度 (
F
)
: 2500 ※パリ根元厚み O.lmmの例
④突出量:
15
@ I
④
(2D
③
左記① ④に設定して
初期トライする。
ブラシ先端部がパリを寝かせて
ブラシ先端部がパリを起として除去する
しまう
加工条件変更方法
-パリが取りきれない場合
回転数 (
8
)を使用上限回転数まで上げる。
目
-・・・・・・・・・・・・・・・・・・・・園田p耳..;..._りt'.d9';L-.圃・・E沼:ilíiヨ~
研削力を上げるには
-寿命を伸ばしたい場合
・パリが取れエッジがダレすぎてしまう場合
回転数 (8)を 1000min.]すつ下げる。
サイクルタイムを短縮したい場合は送り (
F
)を1OOOmm/ming.つ上げる。
〆句 メ
上げる
上げる
下げる
,詞
研削力を下げるには
下げる
下げる
上げる
XEBEC
BRUSH
for
Brush
Surface
Length
Adjustment
w官。イージーセッター
Tool
《茎EP
照@
l
)
$
c尽
EQブラシ専用ジグ
X
E
F
E
Pブラシ(表面用/カップ型)のブラシ突出調整を機内で行えます。
段取り時聞を短縮できます。
ツール寿命
[
-ツール寿命:10km
-ツール寿命:3km
被削材:アルミダイキャス卜
被削材:鉄 (S45C)
-取り外し不要・スケール不要・スピードセッテイング0
・量産ラインでの使用に最適です。
l
│使用方法
-事前準備:突出量の設定
H固あた Dの加工長が200mmのワークの場合の総』日工数量
1
個あた Dの加工長が 1000mm
のワークの場合の総加工数量
1Okm=1O,
OOO,
OOOmm-:-lOOOmm=10000
個
-ブラシ突出量の調整
一
固
六角レンチ←ー一
3km=3,
000,
000mm-:-200mm=15000
個
で¥
υ
M
m
ω
メ
ザ
¥
f
一一ーー一目盛
固定ナット
調整ノブ
注意目ツ ル寿命l
ま対象材質、加工条件l
こより大きく異なります。
上記数値はあくまで目安であり、ツ ル寿命を保証するものではございません。
注意目ツ ル寿命は対象材質、加工条件により大きく異なります。
上記数値はあくまで目安であり、ツ ル寿命を保証するものではございません。
1調聾ノブでブラシ受けを動かし‘
ブラシ突出量を設定します。
a本体老片手で持ち‘スリーブ受lオをスリーブ先端に合わせます。
4 XEBECブラシ表面用のブラシ突出し調整ネジを締めます。
(ゴラシがブラシ受けまで落下)
目
『
│製品仕様
ブラシ線材(色)別研削量
[
-1)(ス後のワーク研削量データ
園轟轟圏
被削材:アルミ合金 (A5052)
2.0円1昨1
1.5mm
※ φ6mm
フラシは対応していません。
.
x
5 EBECブラシ表面用のブ
ラシ突出し調整ネジを締め
付げます。
E~æ-lm亙歪主mII・・
【保護具の着用】
・作業中は保護メガネ・保護手袋・保護マスクを必守着用してください。また、
長袖服等を着用し、袖口・上着の裾をきちんと閉じて肌を出さない服装とし
てください。
【研削粉に注意]
・加工に伴い発生する研削粉・パリ等は、ツールの回転に伴い周囲に飛散しま
すので、集塵機等により集塵を行い、との区域には絶対近づかないでください。
【作業場周辺への注意】
赤
0
白(
A21)
青
(A31)
・作業中はツール破片や、研削粉が飛散した場合危険ですので、危険が及i~\
テスト条件
(A11)
1.8μm
3.0μm
4.4μm
6.8μm
注意目研削量 1
cJ;対象材質、加工条件により大きく異なります。
手ございません。
上記数値はあくまで目安であり、研削量を保証するものでl
被削材 :A5052
ブラシ径 :φ25
回転数:4000min.1
送り速度 :F2400mm/min
切込量:O.5mm/l.Omm
作業周辺に作業者以舛が立ち入らない固いを設置するか、作業周囲の人も
保護具を着用するようにしてください。
E亙 霊童書.
安全にお使いいただくために、上記使用上の注意事項、作業
者の安全対策を必守お守りください。
乙れ 5を怠ると下記のような危蹟性があります。
/
,
¥
、
・
言吾
J
・ツールまたはツールの一部の抜け、折れ、変形、破損の恐
れがあり危険です。
・ツール破片、研削粉が肌に刺さったり、また目に入った場合、
最悪は失明する可能性があ Dます。
・加工に伴い発生する粉塵は皮膚刺激、アレルギーを起こす
恐れがあ Dます。
@T││
[作業前点検1
.機械に装着したX
EBECブラシ(表面用/カップ型)の回転が完全に停止し
ていることを確認のうえ、本機をと使用ください。
.本機が床等に落下した場合、内蔵の六角レンチが飛び出すことがあ Dます。
紛失しないようと注意ください。
.XEBECブラシ(表面用/力ツプ型)の線材突出量調整専用ジグです。
ブラシ径φ15mm-φlOOmm
でと使用頂けます。
.XEBECブラシ(表面用/カップ型)取扱説明書をよくお読みのうえお使い
ください。
FLOATING
HOLDER
lw匹。フロートホルダー
│
臨 調 得浦
ペ謀君臨
1
1
E尽
I
;Cブラシ用オプションツール
工作機械内でブラシ荷重制御が可能です 1
1
l
l
ご使用にあたって
.XEBECフロートホルダーにスリーブ(ブラシ)を装着し、シヤンク
固定ネジを締めます。
・ブラシをワークに押付けることでXEBECフロートホルダー内の
パネが縮み、ワークに荷重がかかります。
スリープシヤンク装着口
くストレートシヤンクタイプ〉
・加工品質にあわせてパネを交換し、切込荷重を変えることができます。
初期設定時の荷重l
まO
mmストローク時が約4
.
5
N、6mmストローク時が約6
.
3
Nです。
-仕上がり品質の安定、工程管理の軽減、ツール寿命の延長ができます 0
・ボール盤から NC
装置まで、幅広い機械に装着できます。
シヤンクタイプ
・ストレートシヤンクタイプ/BT
スリーブシヤンク固定ネジ
XEBECブラシはXEBECフロートホルダーが芯くても通常のコレットチャック、ミーリングチャック、ドリルチャック等で機械装置に取付け使用可能です。
.ワークに対してブラシを垂直に降ろし、当て
てください。
ワーク側面か 5ブラシを当てますと、ブラシ
突出し部分がワークにひっかかり、ブラシ線
材が折損する恐れがあります。
-ツール磨耗による切込量の変化を抑え、エッジ‘晶質を安定させます。
・ツール磨耗による切込量、線材突出し量の補正間隔を延長させます 0
・加工状態がより安定するため、ツール磨耗量を抑えます。
ツール概略図、ラインナップ
マシニングセンタ等への装着
くストレートシヤンクタイプ〉
商品コード
│ │
対象
シヤンク径
対応
│フ印ク│
ブラシ径
ストローク
φ40
φ25
φ8mm
T
l2
F
H
S
φ6mm
(
:
.
l
1
l
i
安
官
)
・
60 φ12mm
FH-ST20
6mm
φ15
φ6
│
z日
。
単位
:mm
φ60
ストローク
Omm時
約 2N
2000min-1
(
0
.
2岡f)
ストローク
6mm時
約 6N
(0.
6
胞
の
1200min-1
※フロートホルダーには高荷重パネ、低荷重パネ、 φ6
ブッシュが付属晶として付きます。
※φ3
シヤンク用についてはお問い合わせください。
※F
H-ST12には、高荷重パネ、低荷重パネ、 φ6ブッシユが付属品として付きます。
φ3シヤンク用についてはお問い合わせください。
※F
H-ST12を乾式でご使用時は防塵力 Hーのご使用をお勧めレております。
詳細はお問い合わせくださし1
。
※FH-ST20
ご使用時、工具畏が問題になる場合は、専用の短尺 BT
ホルダー(ツーリング)を
ご用意しております。別途お問い合わせください。
※FH-ST20
パ末荷重は、ストローク Omm
時で約 2N-6N
、ストローク 6mm
時で約 6N-10
の範囲
で調整できます。
※メンテナンスは定期的に実施してください。性能が発揮でき芯く芯ることがあります。
※FH-ST20
の使用上限回転数はXEBEC
フラシ表面用に準じます。
本体のみ使用上限回転数 1c
J
;5
000min-1
です。
F
くB
T
シャンクタイプ〉
5000min.1
ストローク 約 63N
f
)
6mm時 (0.63kg
ド │ 対 象 騨 │ 対象
シヤンク径
-効果的な使い方
XEBECフロートホルダー使用時のエッジ‘ダレ抑制方法
・
・
・
・
・
・
・
・
・
剛
司 ・
・
・
・
・
・
・
・
・
E
割 問!
!
f
i
I
_
E E
ワーク上部より
無回転でワークへ
設定値まで切込
(パネ収縮)
ブラシ回転、送り開始
ブラシ回転、送D停止
対応
│フ印グ│パネ荷重│何ライン下
長
さ
ブラシ径
ストローク (初期設定時)
75打1
円1
ス
ト
ロ
ー
ウO
m
m
時
φ8mm φ40、φ25
別売ブッシュ
日
l
動6
m
m
ブ
ッ
シ
ユ
r
t
6
m
m φ15、φ6
装着時 :
6mm
約2
N
何
回2
k
g
h
)
-
ス
ト
ロ
ー
ヲ6
m
m
時
蜘N
(
O,6
k
g
h
)
FH-BT40 BT
・40
用
.
J
C
ネ荷量は、ストローク Omm
時で約 2N-6N
、ストローク 6mm
時で約 6N-10N
の
範囲で調整できます。
-荷重調整は六角レンチにて調整できます。
※BT50
、HSK
用についてはお問い合せください。
※φ3
シヤンク用についてはお問い合せください。
___
.
加工終点で
│
FH-BT30 BT
・30
用
日T 3
口
パネ部Ommストローク時
(パネが伸びきった状態)
パネ部 6mmストローク時
(
J
¥
ネが縮みきった状態)
目
6mm
X
B
S
1
9
1
2
(
ゆ自白周 )
I
X
B
S
1自1
6
(
φ
1
0
0
用)
回転数
ストローク 約45N
45kgf)
Omm時 (0.
目
FH-ST20・100 φ16mm φ100
FH-ST20
・6
0/FH-ST20-100
パネ荷重
-マシニングセンタ等に装着する際、貫通穴付きのプルポル卜(センタ
ースルー方式)では使用し砿いでください。
ホルダー内部にクーラントが入ると、伸縮機能が動作し芯くなる恐れ
があります。
-立形マシニングセンタでと使用ください。
作動しない場合があります。
横形の場合、荷重が低いと伸縮機能力T
60打1
円1
※ブラシ設置面積が半分以上の場合有効です。
・
- 担問!!@....
E
ワーク上部へ
FLOATING
HOLDER
│粧暁O
フロートホルダー
伽 許取得滞
《
茎EPR@
[
1
1
E
B
E
Qブラシ用オプションツール
│
│使 用 方 法 特 記 事 項
-専用ブッシュ取り付け方法
くストレートシヤンクタイプ〉
一一一¥
使用上の注意事項
シャンヲ固定木三万Z
・ シヤンク固定ネジ穴とセット用印を合わせ、専用ブッシュを奥
まで差し込み、シヤンク固定ネジをセットしてください。
※XEBEC
ブラシ
表 面 用 φ25mm
、φ40mm
専用のフロート
才るととにより φ
ホ ル ダ ー で す 。 付 属 の 専 用 ブ ッ シ ュ を 付l
6mm、φ15mmを装着できます。
-パネ交換方法
十刷用
/ヤ
本体!九一ッー
l
岬
¥
hl
E
J
①C形 止 め 輪2をはすします。
②鋼球押さえリングをはすし、本体内に入っている鋼球を取D
だ
します。
(2
箇所)
③ツール保持部を本体より抜きとりパネを交換し、摺動部(ツー
本体へ戻します。
ル保持部)(こ薄くグリスを塗D
・ツール保持部を本体に戻す際は、ツール保持部の舟形溝
注1)交換するパネl
孟弊社指定仕様のものをお使いください.(仕機表夢照) 指
定仕榔試外のパネを使用すると、動作不良、ツール破損の恐れがあり危険です.
注目 C形止め輔の取り外し、取D付けの際はスナップリンクフライヤ一 軸用 (C
形
止め輪サイズ20mm)をご使用ください。
とフロートホルダー本体の鋼球用穴を合わせてください。
・又、ツール保持部表面及び舟形溝内にゴミ等の付着のな
いことを確認してください。
※当社推奨グリス:リチウム石けんグリス (
N
L
G
I
番号 2
)
④鋼球を入れ (
2
箇所)、鋼球押さえリングを取り付け、 C形 止 め
形 止 め 輔2用溝にはめてください。
輪 2を C
※鋼球は弊社指定のものを使用してください。指定以外のもの
を使用すると、動作不良、ツール破損の恐れがあり危険です。
⑤パネ交換後ツール保持部底面を指で押し、ツール保持部が
6mmスライドすることを確認してください。
-メンテナンス方法
※C
形 止 め 輪 の 取D
外し、取 D
付l
オの際はスナップリングフライ
C形 止 め 輔 サ イ ズ20mm)をと使用ください。
ヤ一軸用 (
①C形 止 め 輪2をはすします。
だ
②鋼球押さえリングをはすし、本体内に入っている鋼球を取D
箇所)
します。 (2
③ツール保持部を本体より抜きとりパネをとりだします。
⑥鋼球を入れ (
2
箇所)、鋼球押さえリングを取り付け、 C形 止 め
形 止 め 輪2
用溝にはめて下さい。
輪 2を、 C
※鋼球は弊社指定のものを使用して下さい。指定以外のものを
使用すると、動作不良、ツール破損の恐れがあり危険です。
⑦組み立て後ツール保持部底面を指で押し、ツール保持部が
6mmスライドすることを確認して下さい。
④本体内部及びツール保持部の汚れをふき取ります。
⑤摺動部(ツール保持部)に薄くグリスを塗り、パネを取り付け
本体へ戻します。
・ ツール保持部を本体に戻す際は、ツール保持部の舟形溝とフ
ロートホルダー本体の鋼球用穴を合わせて下さい。
・ ツール保持部表面及び舟形溝内にゴミ等の付着のないことを
確認して下さい。
N
L
G
I
番号 2
)
※当社推奨グリス:リチウム石けんグリス (
※使用頻度にもよりますがメンテナンスは定期的に行う
ととを推奨いたします。
※使用を長期間停止する場合は、摺動部が固着する場
合 が あ り ま す の で 必 す メ ン テ ナ ン ス を 行 っ て か5
保管
願います。
),}~~~çブラシ表面用ご使用上の注意
[使用上限回転数1
0
m
m
:
2
0
0
0
m
i
n
-1、
・使用上限回転数(
φ
1
0
0
m
m
:
1
2
0
0
m
i
n
-1、φ6
φ4
0
m
m
:
3
0
0
0
m
i
n
-1、φ2
5
m
m
:
5
0
0
0
m
i
n
-1、φ1
5
m
m
:
6
0
0
0
m
i
n
-1、
φ6
m
m
:
1
0
0
0
0
m
i
n
-1、エンド型:
1
2
0
0
0
m
i
n
-1、
φ3ピンクエンド:
6
0
0
0
m
i
n
-1)以下で使用してください。
・使用上限回転数を超えて使用すると、ブラシ力胃摘する恐れがあり危険です。
[切り込み量、研削荷重1
・過大悲切り込み量または研削荷重で使用すると、最適砿効果が得5れ
1
e
I
.
い
と共に線材の磨耗、切損が著しく進み、ブラシ寿命が短く怒ります。
c
l
:0_5mm-1_
O
m
m
・線材先端で加工するととが愚も効果的です。tJ.JO込み量 1
を目安とし、 1
_
5
m
mを上限にしてください。エンド型で平坦部の研磨を行う
志
、 1m
m
以下としてください。
場合は、切り込み量l
I
線材突出し量の調整]
.ブラシ本体外周にスリーブ(外筒部)を装着することにより、スリーブか 5の
線材の突出し量を調整して、柔軟性や追従性を調整して使用します。
才れば柔軟性・追従性が増し、突出し量が短ければ柔軟性・追
突出し量が長l
従性は減少します。但し、最大突出し量はφ100
、φ60、φ40
、φ251
ま20
m
m
以下、 φ15は 15mm
以下、 φ6は 10
冊目以下の範囲としてください。
最大突出し量の範囲を超えて使用すると、ブラシが破損する恐れがあり危
険です。
[毛丈1
・使用に伴い、線材全体の長さ(毛丈)が減少すると毛腰が強く芯D研削力は
上昇し、主主じみ性は減少する傾向にありますので、回転数、切込量を落とす
ととにより研削力を調整してください。
[ツールインク、ドレッシング1
・使用に伴いブラシ形状が変化した場合は電着砥石にブラシを回転させ拡が
5ブラシ端面を軽く押付けて形状を整えてください。また、ドレッシンクも
同様の操作で行ってください。
│
EBECブラシ表面用取扱説明書をよく読み、最適芯回転数を設
.回転数はX
定してください。
【装着可能ツール1
.XEBEC
ブラシ表面用専用のオプションツールです。
商品により装着可能ツールが異なります。 P_15-P_16
でご確認ください。
【切込荷重、フローティングストローク】
・加工時のツールの向きによりツール自重が切込荷重に影響します。
・フローティングストロークは最大6冊目です。
【乾式、湿式加工1
・乾式加工時は、集塵装置を使用して加工により発生する粉塵を捕集してく
ださい。湿式加工時l
志、クーラン卜をホルダーに直接かけないようにしてく
ださい。ホルダー内部に粉塵やクーラントが入ると、フロート機能が動作し
砿くなります。
【マシニングセンタ等への装着】
・マシニングセンタ等に装着する際、貫通穴付きのブルポルト(センタースル
一方式)では使用しないでください。ホルダー内部にクーラントが入ると、
フロート部が作動しなくなります。
・横形マシニングセンタでのと使用時はパネ荷重が低いとフロート機能が作
動しない恐れがあります。ご使用前に必9'動作確認してください。
高荷重用パネへのパネ変更もしくは商い荷重でのと使用をお薦めします。
【作業前点検]
.機械に装着する際は、チャックの奥までシヤンクを差込み、しっかりと締め付
l
才固定してください。又、 X
EBECブラシ表面用の装着はシャンクをツール
保持部の奥まで差込み、シヤンク固定ネジでしっかりと締め付け固定してく
ださい。
・作業開始前には 1分間以上、機械またはツールを取り替えた時は3分間以
上の試運転を行い、機械、ツール取り付け部の緩み、振れ等、異常の無い事
を確認してください。試運転で問題が無くても、使用途中で振動等の異常
才、折れ、変形、
が生じた場合は、直ちに使用を中止してください。シヤンクの抜l
破損の恐れがあり危険です。
[乾式・湿式加工1
.乾式・湿式加工どちらも可能ですが、乾式加工の際に発生する塵は、集塵機
等で集直してください。
[マシニングセンタ等への装着I
.精密加工装置等でと使用の場合は、研削粉が装置摺動部に悪影留を与える
恐れがありますので、研削粉の集塵及び洗浄を確実に行ってください。
・告加工装置のチャック部(コレット、フロートホルダー等)にスリーブシャン
クを根元まで確実に差し込み(チャック部にスリーブフランジ端酉を当接さ
せる)チャックしてください。
根元まで確実に差し込まないで
チャックした場合、加工時の振
動によりスリーブシヤンクが折
れる場合があります。
・回転数、切り込み量を制御でき
る加工装置に装着して加工が可
能です。ブラシ径φ100、φ60については、ブラシを装着する回転軸の原
動機出力は0_5kw
以上をと使用ください。 (φ100
、φ60
のみ)
[作業前点検1
.作業開始前には 1分間以上、ブラシを取り替えた時は3分間以上の試運転
をおこ怒って、スリーブ(外筒部)の撮動、ブラシ軸取り付け部の緩み、線材
突出し量調整ネジの緩み等異常のないことを確認してください。
・試運転で問題がなくても、使用途中で擾動等の異常に気づいたら直ちに使
用を中止してください。ブラシ線材・軸等の折れ、変形、破損の恐れがあり
危険です。
1
1
E
F
F
Pフ ロ ー ト ホ ル ダ ー と 使 用 上 の 注 意
[保譲具の着用 1
・作業中は保護メガネ・保護手袋・保護マスクを必す着用してください。また、
長袖服等を着用し、袖口・上着の裾をきちんと閉じて肌を出さ砿い服装とし
てください。
[研削粉に注意1
・加工に伴い発生する研削粉・パリ等は、ツールの回転に伴い周囲に飛散しま
すので、集塵機等により集塵を行い、この区域には絶対近づか恕いでください。
[作業場周辺への注意I
・作業中はツール破片や、研削粉が飛散した場合危険ですので、危険が及ぶ
作業周辺に作業者以外が立ち入5ない固いを設置するか、作業周囲の方も
保護具を着用するようにしてください。
安全にお使いいただくために、上配使用上の注意事項、作業
者の安全対策を必すお守りください。
これ5を怠ると下配のよう芯危険性があります。
ど
色
書告
・ツールまたはツールの一部の抜け、折れ、変形、破損の恐
れがあり危険です。
.ツール破片、研削粉が肌に刺さったり、また目に入った場合、
最悪は失明する可能性があります。
・加工に伴い発生する粉塵は皮膚刺激、アレルギーを起こす
恐れがあ Dます。
@T
[回転数1
・使用上限回転数は5000min-1です。使用上限回転数を超えて使用すると
ツールが破損する恐れがあり危険です。
E~~主主事空調 同・・
ーー
XEBEC
BRUSH
for
Bore
&
ペ
謀B55
Crosshole
X
E
院。ブラシ内径・交差穴用
~
齢 期 請書
交差穴パリ取りツール線材タイプ'
命
201
4年より商品名変更致しました
回転による遠心力でブ‘ラシを広げ円筒内の交差穴微細パリを除去します。
円筒内の内菌研磨や黒皮、穴底面の切粉や異物を除去します。
│加工事例
[
.インプットシャフト
使用ツーJ
I
i 砥粒入りナイロンブラシ+手作業によるパリ取り
導入前
問題点
鰻終パυ
取りが手作業のため、
パリ残りが発生し、歩留まりが悪かった。
残りが砿く芯り、品質が安定。
導入後 パυ
専用機による自動化に成功。
使用ツール :CH-A12・7 M
ツール回転数:1OOOOmin.1
加工時間;約20sec
送り速度:800mm/min
使用ツール
導入前
問題点
砥粒入りナイロンブラシ
ナイロン・ワイヤブラシではパリが取りきれす、
手作業にてパリ取りを実纏していた。
導入後 マシニングセンタによる自動化にて、安定的
かつ効率的拡パリ取りが可能と怠った。
使用ツール :CH-A12・5 M
ツール回転数:1OOOOmin.1
送り速度:300mm/mln
-パルプケース
使用ツール
導入前
-セラミック砥石を線材にしました!
・セラミックファイパーを砥材とし、砥粒は一切含みません。
問題点
カッター
カッターによる手作業で時閣がかかり、
研磨面に傷が付いていた。
<
:
よる自動化1
<
:
より作業効率が向上し、
導入後 専用機1
J¥1j取りが無く怠った。
・ ブラシ先端に研削力があります。線材先端でパリを除去し、エッジを仕上げます。
付1
1
、
・マシニングセン夕、ロポット等の機械装置!こ取D
使用ツール :CH-A12-3M
ツール回転数:1OOOOmin.1
送り速度:300mm/min
パリ取り、カッターマーク除去の自動化を実現します!
・φ3.5mm~φ20mmの内径微細パリに最適です。
-スクリュー
使用ツール
海入前
事入後 マシ二ングセンタによる自動化にて、短時間でパリ取りが
可能と怠った。
独自のブラシ素材(セラミックファイパー)のため、
・切れ昧が変わりません。
寸
・ブラシの形状が変わりません。
ー
パリ取り・研磨能力が安定持続します。
I
│ご 使 用 に あ た っ て
1
ツール回転数:1OOOOmin
送り速度:300mm/min
[
.7000mi町 1-12000min-1
でと使用ください。
折損する場合があります。
・使用上限回転数を超えての使用及び円筒外(ワーク舛)での使用はブラシカT
ま
す
。
・下記事例の場合、ブラシ折損の恐れがあD
T字型の場合 :
2
2
次加工穴径が 1次加工穴径の 100%
以上の場合
(
e
x
.
1次穴φ10mm、
2次穴φ10mm
以上の場合)
1次加工穴→同
II
十字型の場合 :
2
次加工穴径が 1次加工穴径の70%
以上の場合
II(ex.l次穴φ10mm、2次穴φ7mm以上の場合)
q
!
?
廿
1次加工穴 亡
率
問題点
リーマー
手作業でそれぞれの穴からリーマーを数回適す
必褒があり時聞がかかっていた。
コ
組
砂
使用ツール :CH-A33・5 M
XEBEC
BRUSH
for
&
Bore
Crosshole
I~院。ブラシ内径・交差穴用
│
船 拍 請曙
@
《
茎5BEQ
交差穴パリ取りツール線材タイプ
l
照明ブラシ内径・交差穴用(赤ブラシ)ライン五 泊│
商品コード
CH・
A12-1.5M
A12
・
3M
CH・
CH-A12-3L
CH-A12-5M
CH・
A12
・
5L
CH・
A12
・
7M
CH・
A12
・
7L
CH-A12-11M
CH-A12-11L
l
φ3.5-5mm
ブラシ径 a
φ1.5mm
シャフト径 b
φ2.5mm
φ5-8mm
φ3mm
φ4mm
φ8-10mm
φ5mm
φ6mm
φ10-20mm
φ7mm
φ8mm
φ14-20mm
φ11mm
φ12mm
対 象 1次加工穴径
シヤンク径 c
φ3mm
φ3mm
φ4mm
φ6mm
φ6mm
φ6mm
φ8mm
φ12mm
ψ12mm
全長L
120mm
120mm
170mm
120mm
170π1π1
120mm
170mm
120mm
170mm
使用上限回転数
20000min-1
14000min-1
12000min-1
14000min-1
12000πlin-1
14000min-1
12000min-1
14000min-1
12000min-1
推奨回転数
9000-11000min-1
回転による遠心力を用い、ブラシの先端でパリを除去します。
7000-10000min-1
8000-10000min-1
7000-9000min-1
6000-7500min-1
l
ツール概略図
-全長 120mmタイプ
線材保護チューブ‘
a
J
a
歪茎50mm
│全長 120mm
│全長 1四
・1
[CH-A12
.5M以外]
-全長 170mmタイプ
日
mm
・1
[CH-A12
.5M]
・
・
・
・
・
ブラシ側面には研削力はありません。
a
}
・
・
吾
首
同
司
⑩
岨
・
・
宅丈50mm
全長 170mm
困
明~ブラシ内径・交差穴用(青ブラシ)ライン孟忌|
l
1
使用方法
3-3M
CH-A33・
3L
CH-A33・
5M
CH-A33・
5L
CH-A33
・
7M
CH-A33-7L
CH-A33・11M
CH-A33・11L
.
.
対 象 1次加工穴径
~ilm
φ5-8mm
φ3mm
φ4mm
φ8-10mm
φ5mm
φ6mm
φ10-14mm
φ7mm
φ8mm
φ14-20mm
φ11mm
φ12mm
‘
'
φ3mm
φ4mm
φ6mm
φ6mm
φ6mm
φ8mm
φ12町1m
φ12mm
r
130mm
180mm
130mm
180mm
130mm
180mm
130mm
180mm
~:
:
主4回 E
喪主"
設官
同 五 回 目 田E
14000min-1
12000min-1
14000min-1
12000min-1
14000min-1
12000min-1
14000min-1
12000min-1
7500-9000min-1
置爾照司
監 誕 躍i
孟置孟圃
※円筒外で回転さ
せると、線材が
破損、飛散する
恐れがあります。
・
・
・
吾
首
同
司
@
岨
・
・ ・
・
・
・
・
・
・
・
・
由
同
司
@
圃
・
・
・
・
・
・
・
・
・
E!~吾面ι五F 司,JI 置話局.
臨霊室温
※交差穴を過ぎた箇所から引き主主
を円
が5加工する事により、パυ
筒内径面に寝かせてしまう事が
なくなります。
7500-8000min-1
6500-8000min-1
※正逆回転で加工するとパリ取り
効果が上がり、より均一芯エッジ
品質が得られます。
※回転工具の砿い旋盤や回転数が調整でき砿いエア一回転工具ではと使用になれません。
ili
liz
下
a
-全長 130mmタイプ
重茎E
旦m m
同ll岡
1
全長 130mm
亨
叫
﹂
-全長 180mmタイプ
※パリが起きてい
る為、押し芯が 5
加工する時に確
実にパり取りを行
う事ができます。
.SOOOmin-1
以上回転可能芯マシニングセンタ (
C
H
A12・1.5Mは 10000min-1以上)
.回転数の調整が可能砿電動式回転工具
l
ツール概略図
臨璽彊
1
1
F
F
F
Pブラシ内径・交差穴用がと使用可能芯機械
※ブラシ径 1.5mmについても特注対応撤しております。お問い合わせください。
l
・
・
・
・
・
・
・
・
・
由
同
司0・
・
・
・
・
・
・
・
・
・
a
歪茎E
旦m m
全 長 180mm
E呂田盟事量~回~証i師団~胃腸臨霊園
お客様の加工に適した特注仕様ツールをと提案・製作いたします。営業部までお問い合わせください。
[加工対象範囲
1& 司
φ5-φ20mm
E霊園
140mm(以 上)-1000mm
※φ20以上の径、 1000mm以上の深穴の場合も、ご相談ください。
ブラシ未回転時
ブラシ回転時
XEBEC
BRUSH
for
Bore
Crosshole
&
ペ課君臨⑧
初期条件設定方法
[
ツール寿命l
まダイヤ砥粒入りナイロンブラシの 7
倍以上です。
【ブラシ選定】
・
・
t
【性能比較】ツール寿命
l
:アルミ、一般鉄等(柔5かめの材料)
:難削材、鋳鉄、一般鉄等(硬めの材料)
A12(
赤)ブラシ
A 3 3 (青)ブラシ
-ワ ー ク 材 質 :S45C
・加工穴径:1次穴:φlOmm 2次穴 :φ5mm
加工条件
1~ 2'CHN~~Ç
【加工条件】
│回転方向│正転・逆転の両方向で加工することでよ D均ーなパリ取り効果・工ツジ晶質力鴨 5れます
砥粒入 Dナイロンブラシ
φ 1 0 m m用 # 1 2 0
ダイヤ砥粒入りナイロンブラシ
φ 1 0 m m用 # 3 2 0
XE
ーシ内径舶用│
恒国山町田~:~, e・~
・回転数:下記グラフ内、推奨回転数参照
・加工条件:回転数 lOOOOmin-1送 b 300mm/min
・パリサイズ:根元厚み O.lmm
ツール寿命 4 5 0 0穴(先端 10mm使用時)
ツール寿命 600
穴
│4500
畑工後│
│600
穴加工後│
│1400
穴加工後│
加工に伴う線材先端部の損耗を遠心力で補う為、
パリ取り性能力t最後まで安定。
4500
穴加工後も回転数を上げる事で、更に使
用可能。
加工に伴う線材磨耗により、パリ取り性能が次
第に悪く芯り、 600
穴加工後にはパリ取り効果
加工に伴う砥粒脱落により、性能力t次第に悪く
芯り、 300穴加工後にはパリ残りが多くなり
14007
司日工後には、パリ取り効果力市闘自に芯る。
ツール寿命
1400
穴
0
・送り速度:300mm/min エッジ状態 l
こよ D回転数、送り速度を調整してください。
【加工対象径における推奨回転数】
①下記グラフは、ツール径別に分かれておりますので、加工したい対象径を含むツールをご選択ください。
②実線ーは、記載径を加工するための推奨回転数、点線ーは、ブラシ線材が 1 0 m m摩耗した時点でのツール広がり径
を示しています。ツール摩耗に従い、回転数を調整する(上げる)ことで継続使用が可能です。
A 1 2 (赤)ブラシ
加工対象径回
C
H
A12-5M/5L(
世5mmブラシ)
加工対象径回世 8-olOmm
CH.A1
2-7M/7L(
世 7mmブラシ)
加工対象径回世 1
0-ゆ20mm
加工対象径回
推奨回転数回
推奨回転数回
推奨回転数回
推奨回転数回
推奨回転数回
9000-11000m
旧1
CH-A12.3M/3L(
世 3mmブラシ)
φ5-o8mm
7000-10
0
0
0
m
i
n
.1
CH.A12-11M/llL(φllmmブラシ)
4
1
1
4
-咽20mm
6
0
0
0
7
5
0
0
m
i
n
"
CH.A1
2
1
.
5
M(
世1
.5mmブラシ)
加工対象径 ゆ3
.5-o5mm
8000-10
0
0
0
m
i
n
.1
7000自0
0
0
m
i
n
.1
が微弱に怠る。
※当テストはあくまで参考でありツ ル寿命を保証するものではございません。
【性能比較】面粗度
l
※加工条件、パリサイズ、材質等によりツ ル寿命は大きく異芯ります。
t
最高到達面粗鹿 Ra=O.1μm
他社製晶との加工後面粗度比較
μ m単位の超極細ファイパーが、短時間で面粗度を向上させます o
Ra(μm)
材質 :A5052
-・・・.~mM司副:F-B・I'i!!勾珂而E・・・・・
3
.
5
4
4
.
5 5
加工対象径 (
m
m
)
5
6
7
8
8
加工対象径 (
mm)
9
1
2 1
4 1
6 1
8
加工対象径 (
m
m
)
10
加工対象径 (
mm)
1
4
0
.
5
ー
・
ー
1
6
口
1
8 2
加工対象径 (
m
m
)
XEBECブラシ
0
.
4
内径・交差穴用
(
A
1
2
線材)
。
.
3
一
ー
←
A 3 3 (青)ブラシ
0
.
2
[
μ
m
l
8
CH・A33
・
3M/3L(φ3mmブラシ)
加工対象径 :φ5-φ8mm
推奨回転数:7500-9000min"
CH-A33・5M/5L(φ5mmブラシ)
加工対象径 :φ8-φ10mm
推奨回転数:7500-8000min"
CH-A33・7MI
7L(φ7mmブラシ)
加工対象径 :φ10-φ14mm
推奨回転数:6500-8000min"
CH-A33
・1
1M/llL
(φ11mmブラシ)
加工対象径 :φ14-φ20mm
推奨回転数:6500-8000min"
面粗度
ねじりブラシ (
#
6
0
0
)
0
.
1
2
4
パス回数
864162036A45dsO7dsd91 {
1i
2
i
si
Ai
si
s
.XEBECブラシ内径・交差穴用 /1)て
スで 0.4μm向上
.内径研磨用砥石ツール F/1J
¥スで0.1μm向上
.ねじりブラシ (#600)/
向上せず
I
m
m
l
-材質/SUS304 ・使用ツール/CH-A33-7M/S12000/F300
1
│効果的な使い方
mm
6
0
口
口
7
8
加工対象径 (mm)
日
1
0
加工対象径 (mm)
-パリが取りきれ芯い場合
5
0
0
0
'
0
1
2
1
4
加工対象径 (mm)
5
口
0
0
1
4
1
6 1
8 2
0
加工対象径 (mm)
[ダミチク
研削力と加工条件の関係
l
回転数を lOOOmin-1すっ上げる。(使用上限回転数にご注意ください)
パス回数を増やす。
・パリが取れエッジが夕、レすきてしまう場合
・寿命を延ばしたい場合
研削力を上げるには
回転数を 500min-1すつ下げる。(広がり径にご注意ください)
送り速度を 1OOmm/ming.つ上げる。
研削力を下げるには
1次加工穴から挿入する語、
複数の穴を単純 1
工程で
パリ取り可能
線材を広げる事で内径に
なじむ為、異なる径も 1
本
のブラシでパリ取り可能
先端に研削力がある為、
深穴座面への穴もパリ取
り可能
円筒内の端面付近をパリ取 D
、研磨する際は、
上図のようにダミーワークを用いて、研磨加工
を行ってください
※夕、ミーワークを用いすに工ッジ付近で使用
すると、線材が円筒外に飛び出て破損、飛
散する恐れがあります。
長穴のパリ取D
も可能
XEBEC
STONE
Flexible
Shaft
Type
《茎EP
Y
55
@
│
│粧明。ストーン弾性シャフトタイプ 僻師得渦
交差穴パリ取りツール セラミック砥石タイプ申
*2014
年より商品名変更致しました
・
経時与ストーン弾性シャフトタイプラ記亙~
EP
J
:
田EJ
H
附司函E
ヤ
kl
フ
シ
ザ。 目
商品コード
40mm
ゴJ~-#B日明当
シヤンク
C
H
P
B
・
3B
C
H
P
B
3
R
C
H
P
B
4
B
C
H
P
B
4
R
C
H
P
B
・
5B
C
H
P
B
5
R
30m
町1
-シャフト :φ1.5x40mm
-シヤンク :φ3x30mm
-ツール長 :70mm
※ツール長の延長 (-150mm)もご相談ください。
C
H
P
B
6
B
対象
次加工穴径
ク
レ#
2
2
閣当 1
CH-PM
・
3日
ゆ3mm
超
CH-PM-3R
CH-PM4
日
φ4mm
超
CH-PM4R
CH-PM
・
5日
CH-PM-5R ゆ5mm
超
C
H
P
M
5
円
心0
1
C
H
P
O
6
B CH-PM-6B ゆ6mm
超
CH-PM-10B ゆlOmm
超
オ
レ
ン
ジ#
4
0
明当
CH-PO
・
3B
C
H
P
O
3
R
CH-PO
・
4B
C
H
P
O
4
R
CH-PO
・
5B
C
H
P
O
5
R
ヘッド
サイズ
tt3mm
ゆ3x3mm
世4mm
ヘッド
使用上限回転数
形状
球
円柱
事5mm
球
円柱
球
ゆ5X5mm
円柱
ゆ4x4mm
世5xlOmm 円 柱
ゆ6mm
世lOmm
球
球
推奨回転数
1
5
0
0
0
m
i
n
-1
1
5
0
0
0
m
i
n
-1
1
3
0
0
0
m
i
n
-1
1
3
0
0
0
m
i
n
-1
5000-BOOOmin-1
1
2
0
0
0
m
i
n
-1
1
2
0
0
0
m
i
n
-1
1
2
0
0
0
m
i
n
-1
l
O
O
O
O
m
i
n
-1
6
0
0
0
m
i
n
-1 4000-5000min-1
※土器以外のサイズについてはお問い合わせください。
※低回転でも研削力があります。回転数 l
O
O
O
m
i
n
'から使用いただき、徐々に回転数を上げていってください。
l
使用方法
-加工条件設定方法
【回転数】低回転でも研削力があります。回転数 1OOOmin-l1Jち使用いただき徐々に回転数を上げていってください。
【切込]ワークへの切込は軽く当てる程度、約 1N(
1OOgf、曲げ変位量O.5mm)を目安としてください。
【送り速度】 F300mm/min(使用上限はございません)
「ポイント加工」での使用例 (
1次加工穴より挿入)
2次加工穴径よりも少し大きめのヘッドを選ぶことで、効率的にパリを除去します。
-マシニングセンタおよびハンド工具で使用可能なツールです。
.ヘッド部分にセラミック砥石を用い、切れ刃を全面に出しました。
・シャフト部に弾性を持たせワークへの当たりをやわ 5かくしました
・砥石のピピリを抑制します。
│他 製 品 と の 性 能 比 較
0
※回転時ヘッド(砥石部)のフレはありません。
I押しつけることでシャフトがしなり、あたりを柔らかくします。
ヘッドをワークζ
※斜め穴でもパリ取り白司能です。
表面のパリ取りにもと使用いただけます。
[
-φ3_5mmドリル加工により生じた交差穴パリ取り仕上がり比較
パリ取り前
パリ取り後
他社製軸付ダイヤ電着砥石
0
0相当ヘッド形状=疎)
井
(2
交差穴部に発生したパリ
他社製軸付ダイヤ弾性砥石
コンタリング加工で裏パリ取りに
もと使用いただけます。
(非 220相当ヘッド形~=円柱)
砂
マシ二ングセンタによるパリ取りの自動化事例
パリ取り前
-ワーク材質/S45C
・
・
・ツール回転数/5000min-1
加工時間 /1秒
1次加工穴径/φ5mm
2次加工穴径/φ3.5mm
ポイント加工でパリのみ除去
エッジ形状がこわれ、返りパリ発生
エッジ部以外も加工
XEBEC
STONE
Mounted
Point
~ meoス日軸付砥石
《茎EP
県
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
1
@
軸付きセラミック砥石工アー工具用機
1
*2014
年より商晶名変更致しました
ヘッド全面で研削が可能な軸付き砥石です o
目
│使用上の注意事項
I
対象パリ大きさ1
・当ツー)
1
1(志根元庫み0
.
2
剛n
以下の機械加工後の微細パリを対象としています。
線材タイプと使用上の注意
※適用穴径に対応したツールをお使いください。線材、軸部の折れ、変形、破
損の恐れがあり危険です。
※必~ツール先端部を加工対象の円筒内に挿入した状態で回転させてお使
いください。線材が破損、飛散する恐れがあり危険です。
※2
2
欠穴が (
1次穴より)大きい場合、ブラシの偏磨耗や折損の恐れがあります。
【使用上限回転数】
線材 :A12(
赤)ブラシ
Z
主
主
線材:A33(
青)ブラシ
E"~ ,,闘羽田[;;<,;.
CH-A1
2
-1
.5M I 2
0000min-1
ーーー ;
!
i
官官圃=--
f~" 回目 W~[ 荒タ
CH-A33-3M
【ツルーイング、ドレッシンク1
・ヘッド形状に変形を生じた場合は、ダイヤ電着砥石にツールを回転させ砿
が 5ヘッド外周を軽く押し付け形状を整えてください。またドレッシンクも
同様の操作で行ってください。
I
ヘッドサイズの選択】
・ 1次加工穴より挿入する場合は、 2次加工穴径よDも少し大きめのヘッドを
お選びください。小さいヘッドを使用された場合、 2次加工穴に入り込み、
ヘッド・シャフトが破損する恐れがあります。
I
乾式、湿式加工】
14000min-1
1
4
0
0
0
m
i
n
-1
12000min-1
1
2
0
0
0
m
i
n
-1
・乾式、湿式どち 5でも使用可能ですが、湿式加工は目詰まりを防止し、加工
効率が向上します。
【マシニングセンタ等への装着】
・精密加工装置等でご使用の場合は、研削粉が装置摺動部に悪影響を与える
恐れがありますので、研削粉の集塵及 先浄を確実に行ってください。
m
-手作業用ハンドツール
・高速回転(工アー工具)で使用可能!
.割れない、欠けない!
・目詰まりしない!
・面粗度の向上に!
ヘッド径φ3mm、
φ5mm、
φ6mm、
φlOmm
事
事
世1
0ヘッドタイプ1
<
:関しては別途お問い合せ下さい。
I
作業前点検1
【対象パリ大きさ】
以下の機械加工後の微細パリを対象としてい
・当ツールは根元厚み O.lmm
ます。
ツール挿入穴+
m対日工穴)
・回転工具に装着する際は、チャックの奥までシャンクを差込み、しっかりと締
めてください。
・作業開始前には 1
分間以上、ツールを取り替えたときは3分間以上の試運
転を待って、撮れ、ツール取り付け部の緩み等異常の無いととを確認してく
ださい。
試運転で問題がなくても、使用途中で撮動等の異常が生じた場合は、直ち
に回転を停止し使用を中止してください。ヘッドの破損やシャフトの折れ、
変形、破損の恐れがあり危険です。
↑
園置JJj岨且圃・・
横穴 (
2
次加工穴)
写~ê~Çストーン弾性シャフトタイプご使用上の注意
[保護具の着用 1
.作業中 l
志保護メガネ・保護手袋・保護マスクを必す着用してください。また、
長袖服等を着用し、袖口・上着の裾をきちんと閉じて肌を出さない服装とし
てください。
[研削粉に注意】
・加工に伴い発生する研削粉・パリ等は、ツールの回転に伴い周囲に飛散しま
すので、集塵機等により集塵を行い、この区域には絶対近づか広いでください。
回転数1
I
、
力5と使用いただき、徐々
1
・低回転でも研削力があります。回転数 1000minに回転数を上げていってください。
[作業場周辺への注意】
・作業中はツール破片や、研削粉が飛散した場合危険ですので、危険が及ぶ
作業周辺に作業者以外が立ち入ら砿い固いを設置するか、作業周囲の方も
保護具を着用するようにしてください。
安全にお使いいただくために、上記使用上の注意事項、作業
者の安全対策を必すお守Dください。
とれらを怠ると下配のような危険性があります。
ど
色
嘗告
2
土佐 一
基
干
-
~
E
i
孟孟通盛孟霊園 圃
【使用上限回転数]
、φ6
、φ5
・使用上限回転数はφ10=6000min-1
=10000min-1
=12000min-1
、φ4
、φ3
です。使用上限回転数を超えて使用
=13000min-1
=15000min-1
するとヘッド、シャフトが破損する恐れがあり危険です。
[切込み荷重設定1
1
0
0
g
f
、曲げ変位量O.5mm)を
・ワークへの切込みは軽く当てる程度約 1N(
目安としてください。
・ワークへの切込荷重は5
N(500gf.
、曲げ変位量2mm)
以下でと使用ください。
過大悲切込み荷重で使用すると、シャフトの折れ、破損が起きる場合があり
危険です。
臨但司王堕~Þ
*'三品目 3司i p 匝Z"1IIì理局~
AX-PM・3R
【マシニングセンタ等への装着】
・精密加工装置等でと使用の場合は、研削粉が装置摺動部に悪影響を与える
恐れがありますので、研削粉の集直及び洗浄を確実に行ってください。
【作業前点検1
・機械装置等に装着する際はチャックの奥までシャンクを差込み、しっかりと
締めてください。
・使用途中で振動等の異常が生じた場合は、直ちに使用を中止してください。
線材、軸部の折れ、変形、破損の恐れがあり危険です。
-ヘッド部分にセラミック砥石を用い、全面に研削性があります。
. HRC65
以下までのワークであればアルミ、 s
us芯ど材質を聞いません。
・根元厚みO.2mm以下のパリを効率良く確実に除去します。
・ツールまたはツールの一部の抜け、折れ、変形、破損の恐
れがあり危険です。
・ツール破片、研削粉が肌に刺さったり、また自に入った場合、
最悪は失明する可能性があります。
・加工に伴い発生する粉塵は皮膚刺激、アレルギーを起こす
恐れがあります。
φ10
ヘッドタイプに関しては別途お問い合せ下さい。
事
EE
正副圃・・・・・・
60000min-1
を上限とし、と使用ください。
AX-PM-5RF
48
30
エッジ部Hi
J
取D
PL
部パリ取り
アルミワークの糸面取り
先端形状を自由に成形可能!!
(ダイヤモンド電着ヤスリをご使用ください。〕
CP36
参照〕
3OOOOmin-1
を上限とし、ご使用ください。
AX
・P M
・
6T
60000min-1
を上限とし、ご使用ください。
HAND
DEBURRING
TOOL
ハンド工具用ツール
[
ぺ程君臨
量産部品のハンド工具を使用したパリ取り・研磨にご使用ください。
現場でのちょっとした修正にご利用できます。
一。
考ストーン
孟ま
一
一
白川 一
二
で
9
-三﹂
写E
厚
手P
ブラシ内径・交差穴用
一
事E
F
E
Pブラシエンド型
l
・
孟
ヰ
│相ントーがなく
内径の横穴や奥まった部分の
パリ取りに最適です。
一
一
己
二
包
胤
一
戸
﹂
六
一
一
瓦
ム
│
一7' 一
明日aブラシ
l
事E
P
E
P
ストーン軸付砥石
l
=
:
孟隅隅
I
│
境町。セラミック砥石
マイスターフィニッシュ
手P
F
写E
庄野ストーン弾性シャフトタイプ
スティックタイプタイプ
可
司F
可
司F
E
〉
、当調「
先端のテーパ一面を
平面、座面部に面接触させ
ご使用ください。
・
個 :
-2
1
=
晒
w
:
:
:
:
:
.
J
庄司2
5
-・・・ 1;;;画面語圏I霜械副且湖盟~~
ーーーー型空型些些ーーーー
同I町雄副副副・雌~.
ー圃附制軍師~~tI~l国『
•
-T
ー
ー
一
一
ー
竺
四
戸
空
塑
些
些
・
ー
ー
ワーク内でブラシを回転させ、
パリ取り箇所付近で
ツ-J
レを動かしご使用ください。
低速でも使用可能。
ツールを動かし砥石全体で
ご使用ください。
ツールを動かし
軽くしなる程度(曲げ変位量O.5mm
程度)に押しつけてご使用ください。
推奨回転数
推奨回転数
3000-5000min-1
5000-8000min-1
長時間使用時の作業負担が軽減されます。
糊 問 調 福 町 関 市:
加工箇所に合わせて
砥石先端を細かく、薄くしてと使用ください。
※手作業使用時l
孟回転数を上げないでください。
低回転でも削れる XEBECツーJ
レに適したデジタル表記。
持ち運びが楽で作業場所を選びません。
可
司F
-・・厩処置軍司書出~'.1.UJj ~OOI罰露顕軍曹~
-回転数デジタル表示
・超軽量小型ハンドピース
ペンシルタイプ
-・・・・園田』面陪ヨIヨt~lll~<'• • •
ポータブル回転工具
.充電式小型コントローラ
,
、
丸棒タイプ
昌番
M2P33STX
ン.
ピース(スタンド付)、コントローラ、
ON
/
O
F
F
フットスイッ
チ、充電用電源ケーブル
対応シャンヲ径 ゆ3mm
ワーク形状に合わせて、ツール先端を簡単に成形できます。
(先端形状を加工するには 〉
・用途に合わせて砥石先端をダイヤモンド電着ヤスリ、グラインダー等で容易に成形できます。
.刻,棒の先端を精度よく細くするには回転工具にチャックし、回転させて加工します。
切断方法
-スティックタイプはダイヤモンド電着ヤスリで両側から切り込みを入れ切断します。
、
各製晶の詳細については P37
P38の製品ラインナップでご確認ください。
CERAMIC
STONE
Iセラミック砥石
MEISTER
FINISH
~4=:):{~マイスターフィ二泊ヨ冒
l
‘《課 君 臨@
金型研磨用
スティックタイプ・丸棒タイプ
素材が違う!切れ昧が違う!ジーベックのセラミック砥石。
従来砥石の「折れる J 割れる J 欠ける」を克服しました。
用途に合わせて砥石の形状を自由に変えられます。
r
a
きE
尽 マイスターフィニッシュ
r
スティックタイプ亙重量司
-・・・-=-・.,.~唖貝~ -#図。 A8-1006M_01234
セラミックファイバーを二方向に引き揃えた構造!
・スティック先端で効率的に研磨します。
・裂けたり、割れたりしないので、長寿命。
一
済
一
・-
一圃守一
-,句 4
一
取
一
一
許
一
一
特
一
き~マイスターフィニッシュ
丸棒タイプの構竃
-ジーベックのセラミック砥石は結晶が違う! 構造が違う!
r
r
・ 『折れ芯い.1 割れない.1 欠けない』画期的な砥石です。
・ #3000
相 当 か 5#120
相当まで幅広いラインナップを取り揃えています。
ラインナップ I
c
J
;P41-P42
をと参照ください。
セラミックファイバーを組み紐に編む画期的な構造!
・高速回転に十分対応でき、先端がパラけて「ほうき状」になるとともありません0
・セラミックファイHー先端の切れ刃が丸棒の全面に出ているととで、
丸棒の先端でも側面でも研磨できます。
一部スティックタイプと同じ構造の商品もございます。詳しくはお問合せください。
組み紐構造│特許取得済│
-セラミックファイバーを研磨に最適拡結晶構造にし、高い研磨効果を実現しました。
・ニ方剛司│き描え5れた構造により、横滑り防止・研磨効果の向上・砥石強度の向上を実現しました。
(丸棒タイプ)
・セラミックファイバーを独自の組み紐構造にしています。
-高速回転に十分対応でき、先端がパラけて「ほうき状」に怠るとともありません。
-セラミックファイJ(ー先端の切れ刃が刻揮の全面に出ていることで、到,棒の先端でも側面でも研磨できます。
加工対象
商品名
XEBEC
ダイヤ
対象ワーク
超硬、焼入鋼等
HRC57
以上
き
E
B
F
P
マ
イ
ス
タ
ー
フ
ィ
ニ
ッ
シ
ュ
NAK
、一般鋼
HRC57
未満
〉
告FFiC
耐熱砥石
(超音波工具用)
考~ê手13弾性砥石
アルミ、銅等
非鉄金属
特徴
-硬い素材でも効率よくきれいに研磨します。
-先端でも側面でも研磨できます。
-形状をダイヤモンド電着ヤスリで加工できます。
1
;
:
効率アップが図れます。
-工具につけて、さ 5
-放電加工後の硬化層の除去に最適です。
-丸棒は側面でも使用できます。
-形状をヤスリで加工できます。
-薄物、細物を追加しラインナップが充実。
-耐熱温度を200'Cまで高めました。
-超音波工具でも長時間使用できます。
-奥深いリブも長いままで使用できます。
r
r
r
-告種成形金型(特にプラスチック金型)の『リブj 平面J 自由曲面Jポス』等の精密研磨加工に最適です 0
・HRC57
未満のワーク (NAK
、一般鋼等)を効率よくきれいに研磨します。
(HRC57
以上のワークにはXEBEC
ダイヤをお使いください)
・従来日詰まりしていた、アルミ、鋼、砲金等の金属も目詰まりせす、高い研削効果を発揮します。
使用例
│
),}l; ê~Çマイスターフィニッシュは、電動工具、超音波工具、工アー工具に装着してお使いになると効率的です。
-ゴム質のパインダであたりを柔5かくしました。
-傷がつきにくく、光沢がでます。
業手作業でご使用される方には
スティックホルダーもございます。
P42
夢照
MEI8TER
FINI8H
PENCIL
TYPE
XEBEC
DIAMOND
~尽æマイスターフィニッシュ [
~官。ダイヤ
ペンシルタイプ
高硬度材用
金型刻印部や狭細部の研磨・パリ取りに最適です!
HRC57を超える超硬、焼入鋼 (SKD、DC、STAVAX、HPM、
ASPなど)
を効率よく、きれいに研磨します。
《語君臨
[
.XEBECマイスターフィニッシュを製図用ペン
シルでシャープペンシルの芯代わりに使用で
きます。
・折れづ5く、最後まで使用できます。
極細 O.5mm
角
、 O.9mm
角
、
│照明マイスターフィニッシュ/ペンシルタイプ 元 首 油刈
1mι
3PACK-AR
・0
5058
3PACK-AR-09098
3PACK-AB・05058
3PACK-AB・09098
信陸軍マ
#1200
相当
赤
#BOO
相当
青
| ¥~ペンシルホルダーラインナップ
員主
ドC
L
5
PCL
・
9
0.5xO.5x50
0.9xO.9X50
0.5xO.5x50
0.9xO.9x50
│
AR-05058
AR
・
09098
.r
切れ昧の良さ』、『かかりの良さ』、『
面の安定性』を是非お試しください。
IP40
ラインナップ <
l
:
をと参照ください。
-ダイヤが全体に層状に入っており最後まで切れ昧が変わ 5す使えます。
・スティック、丸棒の先端でも側面(ハラ)でも研磨できます。
こつ l
才て使用するとさ 5
1
こ効率がアップします。
・工具(電動、工ア一、超音波)I
AB-05058
AB・09098
X1
:
1:)9耐熱砥石
X
E尽e
o
弾性砥石
超音波工具用
微細パリ取り、細かな傷の修正用
従来のX
EBECマイスターフィニッシュの性能はそのまま(折れない、割れない、切れ昧のよさ)に、
超音波工具使用時の耐久性が大幅に上がり、長時間の使用が可能です。
ゴム質のパインダを使用しあたりを柔5かくしたため、ワークに傷をつけません!
HEAT-RE818TANT
CERAMIC
ABRA81VE8
XEBEC
S53
llJ
S
垂是
I I I
f
f f
f f
f
111
め
A
y
、
'
白
80FT
CERAMIC
8TONE
[
-形状によく砿じみます。
.傷がつきにくく、更に光沢がでてきます。
・面ダレや線状傷をおこすこと無く、
パリのみを除去します。
-鋼電極の研磨、微細パリ取り
.アルミ金型の研磨
・銅、真鎗等のパリ取り
・ワークについた傷のポカシに
区昌司副主主白司自官
・
官置 酪V
PAJ
スティックタイプ
到膚タイプ
-焦げない!軟化しない!効率が遣います!
ラインナップl
孟P
40
をさ参照ください。
る恐れがあります。
.XEBEC耐熱砥石の耐熱温度は200tです!
・放電加工後、硬化層の除去にも最適です。
-奥深いリブの研磨にも、長いままで使用できます。
.r
これまで熟練の技術が必要であった鋼電極の研磨、微細パリ取りがすばやく、締麗に、簡単にできます。
C ERA M
c
ST 0 N E
C ERA M
c
S T0 N E
《
茎EB55@
セラミツク砥石共通事再│
幅
│競 合 と の 比 較 デ ー タ
│効 率 的 な 使 用 方 法
-きE
P
E
P
マイスターフィニッシュ
[
-スティックは先端部を使用し、磨き面に対し約45
度で使用してください。
・スティックは振動工具(電動式、超音波式、工ア一式)で効率よくお使いください 0
3
.
5
・研削液を使うと目詰まりを防止し、研磨効率がよがります。
日
目1口
・丸棒は回転工具で効率よくお使いください。
マイス~ーフィニvシz
3
.
0
マイス~ーフィニvシz
0.08
内己
(Eミ)mE
内ζ
ー_?
Runu
、
、
、
、
、、
関心掛
nunu
(切)酬誼医
、
、、
、
、
、
¥ ¥ L
- 一一ー一一 ー 一_ .:::~ ・・--:::"'"_-
-一 ーーーーーー ーーーーーーー
スティックはツール先端を、ワークに
対して一定角度をつげて研磨します。
、‘-
.....--ーーーーー・
東,棒はツール先端・側面を使用した
研磨、パり取りが可能です。
1
.
5
0
.
0
2
研磨液は研磨効率を向上させる
ことが出来ます。
業研目E
液は、金型研磨用を推奨して怠ります。
ワーク形状に合わせて、ツール先端を簡単に成形できます
1ロ
ロ
ロ
ロ
-先端の形状を加工するには
-用途に合わせて砥石先端をダイヤモンド電着ヤスリ、グラインダー等で容易に成形出来ます。
・東緯の先端を精度よく細くするには回転工具にチャックし、回転させて加工します。
研 唐 効 率 肱4倍 1
1
・競合の『青』で得5れる面粗度は、グラフ①水準。
・との水準の面粗度はジーベックでは『オレンジj(グラフ②)で得5れる。
.競合の『青J
をご使用のユーザー様はジーベックの『オレンジJ
:
をと使用ください。
.研磨効率は競合の③l
こ対してジーペックでは④と怒り、 4倍に怒ります。
自
│仕 上 げ デ ー タ
切り込みを入れ切断します。
-切断方法・スティックタイプはダイヤモンド電着ヤスリで両側か5
-¥FFEPダイヤ
.XEBEC
マイスターフィニッシュ
1
.
0
0
.
9
0
.
5
0.
8
0
.
7
0
.
4
{E司 ) 縄 匡
、
、
、
、
、
a
)
面粗度(R
面粗度(Ra)
0
.
6
0
.
6
(
505
0
.
3
五0.4
0
.
1
0
.
2
0.095
i
5 0.053
0
.
0
0
5
1
0
1
5
20
研磨時間(m同
研磨方法:手作業で湿式にて研磨
40)
ワーク材質:NAK55(HRC:
研 磨 面 積 :30mmx15mm
25
30
上の注意及び説明書をお読みの上ご使用ください。
XEBEC
ダイヤ#400
XEBEC
ダイヤ#800
XEBEC
ダイヤ#12
、
、
・ 丸 棒 (φ2.34、O3)を回転工具で使用される場合は、
∞
50mm
以下にカットし、使用よ限回転数30000min-'を
厳守してください。
・超音波工具にて使用される場合
・最適出力数をと確認ください。出力が大きすぎると工具が折れ
、
"
0.085
ー
5
1
0
E
i
孟孟五雄孟主誼1I・・
【保護具の着用1
・作業中は保聾メガネ、保謹手袋、保護マスク等の保麓具を必す着用してください。
I
研削粉に注意]
・加工に伴い発生する研削粉・パリ等は、集塵機等により集塵を行ってください。
I
作業場周辺への注意]
・作業中は作業周辺に作業者以外が立ち入らない固いを設置するか、作
業周辺の人も保護具を着用するようにしてください。
たり発熱したりする可能性があります。
0.256
0
.
1
0
.
0
0
.振動工具、回転工具を使用される時は、工具に添付の使用
園
圃
・
ー
圃
・
園
圃
・
-
"
-0.980
0
.
3
0
.
2
0.13
E~!lj;' iiC盈主主孟2・・
一旦主主主_0.039
a‘
A‘
1
5
20
可F
司V
研磨時間(mn)
研磨方法:工アー工具で湿式にて研磨
ワイヤー力ツト加工 (HRA:90)
ワーク材質:020
研 磨 面 積 :30mmx15mm
安全にお使いいただくために、上配使用上の注意事項、
作業者の安全対策を必-oaお守りください。
ζれらを怠ると下記のような危険性があります。
-最適長さを己確認ください。長さが不適切だと援動し芯かったり、
出力が集中して発熱する恐れがあります。
-クランプ工具をしっかり装着してください。クランプ状態が悪い
と出力が集中して発熱する恐れがあります。
-使用するチャック部の構造、方法により研磨性能が大きく異なり
ますので、超音波工具添付の説明書をよくお読みください。
.XEBEC
粥生砥石は回転工具、超音波工具では使用できません。
l
志ツールの一部の抜l
才、折れ、変形、破損の
A .ツールまた
恐れがあり危険です。
告
・ツール破片、研削紛が肌に刺さったり、また目 I
L:入った
場合、撮恩l
e
t
失明する可能性があります。
・加工に伴い発生する粉置は皮膚刺激、アレルギーを起
亡す恐れがあります。
m Web
でパリ取り相談
│
海外移管ライン
[
《
茎EBEg-
海外移管ラインのご担当者様へ
海外移管ラインのご担当者様は仕しいという事実、
パリ取りはパリ取り専業メーカに検討を依頼しませんか?
5つのSTEPで
海外移管ラインを担当している
⑫ 川O
手軽に
パリ取り診断!!
そのラインで切削加工後のパリ取りが必要
@
材質は?
アルミ系?
鉄系?
難削材?
今
e
海外移管ラインのパリ取りは、
orNo
院~企~:li孟母国・院出:l~~,員迫明
rur函目躍.u盟副撞主・岨 E・陪!iCJ包lC~{:)'l
A
.
,
可│
│ 問題点はU
I
I
I
I
I
h
コスト-
‘
晶質?
s
t
e
p
3
.
│当社ツールが海外移管ラインでのパリ取りツールを得意とする理由
パリ取り箇所は?
[
-手作業を移管するのは不安?
自動化が可能で、手作業技能指導が不要
平面、
工ンドミル、
加工部のパり?
-ツール欠晶など緊急時が不安?
園、地域を間わす現地代理屈が在庫を確保
~
-現地で使いこ芯せるツールか不安?
自動機で使用でき、ツールメンテが不要
・現地スタッフ同土で問題解決できるか不安?
使用装置は?
技術サポートが可能な当社限定代理屈
手作業?
自動化?
・担当者として言葉のやりとりが不安?
現地代理屈は日本語対応が可能
│ジーペツクパり取り
I~詞
E
5
3
2
5
担問主三,..
当3息子四制見周五盲目:咽I両主主主主~ii i:C:I ~;i・E牽a・
URL ht
切:/
/www.xebec
t
田 h
.
c
o
.
j
p
」-ーさ平
副圃園周
※裏表紙のパリ取0・研磨相談シートでもご相談し、ただげます。
圏内
domestic overseas
海外
PRODUCT
LINE-UP
│製晶ラインナップ
a
写 厚9
ストーン弾性シャフトタイプ
│事 開 明 ブ ラ シ 表 面 用
タイプ
カップ型
エンド型
E
仁
力ッブ型
エンド型
Eコ カ ッ プ 型
仁コエンド型
仁
カップ型
商晶コード
A13-CB15M
A13-CB06M
A13-EB03M
A11-CB100M
A11-CB60M
A11-CB40M
A11-CB25M
A11-CB15M
A11-CB06M
A11-EB06M
A21-CB100M
A21-CB60M
A21-CB40M
A21-CB25M
A21-CB15M
A21-CB06M
A21-EB06M
A31-CB100M
A31-CB60M
A31-CB40M
A31・CB25M
A31-CB15M
A31-CB06M
線材(色)
A13(ピンク)
A11(赤)
A21(自)
A31(青〕
径 01
o 15mm
φ 6 m打、
φ 3mm
O100mm
φ60mm
φ40mm
φ25mm
φ15mm
φ 6mm
φ 5π1打1
φ100mm
φ60mm
φ40mm
φ25mm
φ15mm
φ 6π1打1
φ 5町、打、
φ100mm
φ60mm
φ40mm
φ25mm
φ15mm
φ 6円、円、
線材長 L
1
50π1m
30
打、昨1
30mm
75打1
昨1
75打、昨1
75π1昨1
75打1
昨1
50
打、昨1
30mm
20
打1m
75打、昨1
75π1昨1
75打1
昨1
75打、昨1
50mm
30
打1m
20
打、昨1
75π1昨1
昨1
75打1
75打、同1
75π1昨1
打1
円1
50
30mm
対象スリーブ商晶コード
S15M-P
S06M
φ3mm
シャンク/スリーブ悲し
SlOOM
S60M
S40M
S25M
S15M-P
S06M
φ3mm
シヤンク/スリーブなし
SlOOM
S60M
S40M
S25M
S15M-P
S06M
φ3mm
シヤンク/スリーブ悲し
SlOOM
S60M
S40M
S25M
S15M-P
806M
掲載ページ
-ストレートシヤンクタイプ
掲載ページ
P.14
商品コード
FH-8T12
FH-ST20-60
FH-8T20-100
商晶コード
相当
相当 オレンジ #400
ブルー #800
CH-P8-38
CH-PO-3B
CH-PB-3R
CH-PO-3R
日
CH-P04B
CH-PB-4
CH-PB-4R
CH-P04R
CH-PB-5B
CH-PO-5B
CH-PB-5R
CH-PO-5R
CH-PB-6B
P.7-13
・・
・・
対 象 1次加工穴径
φ3.5-5mm
φ5-8mm
φ8-10mm
φ10-20mm
φ14-20mm
ブラシ径自 シャフト径 b シヤンク径 c
φ1.5mm φ2.5mm
φ3mm
φ3mm
φ3mm φ4mm
φ4mm
φ6mm
φ5mm φ6mm
φ6mm
φ6mm
φ 7 m m o 8mm
φ8mm
φ11mm
φ12mm
φ'12mm
φ'12mm
対 象 1次加工穴径
ブラシ径自
φ5-8mm
φ3mm
φ8-10mm
φ5mm
φ10-14mm
φ7mm
φ11mm
ゆ5mm
超
ゆ6mm
超
ゆlOmm
超
ヘッド径
φ3mm
φ5mm
φ6mm
商晶コード
3PACK-AR
・
05058
3PACK-AR-0909S
3PACK-AB-05058
・
09098
3PACK-AB
使用よ限回転数
形状
o3mm
O3x3mm
O4mm
o4x4mm
ゆ5mm
O5X5mm
o5xlOmm
O6mm
ゆlOmm
ヘッド長
20mm
8mm
20mm
15000min.1
15000min.1
13000min.1
13000min.1
12000min.1
12000min.1
12000min.1
lOOOOmin.1
6000min.1
球
円柱
球
円柱
球
円柱
円柱
球
球
番手(相当)
#220
#220
#220
ペンシルタイプ
赤
#1200
相当
掲鴫ページ
宵
#800
相当
P.19-24
オレンジ
相当
#400
ζげ茶
掲載ページ
#220
相当
7500-9000min-1
7500-8000min-1
P.19-24
紫
6500-8000min-1
P.25-27
4000-5000min.1
シヤンクサイズ
φ3mmx20mm
φ3mmx30mm
φ3mmX20mm
掲載ページ
最高使用回転数
60000min-1
30000min-1
60000min-1
P.28
│
商品コード
PCL
・
5
PCL-9
上
P.33
掲載ページ
P.33
上
‘
司
・
・
・
・・
・・
・
掲載ページ
推奨回転数
5000-8000min.1
臨但珪草野Z
サイズ (mm)
厚さ×帽×長さ
P.15-17
掲載ページ
推奨回転数
-ペンシルホルダー
掲載ページ
P.15-17
全 長 L 使用上限回転数
推奨回転数
120mm 20000min-1 9000-11000min-1
120
打1m
14000打1
i
n
-1
7000-10000min-1
170
円、円1
12000円、 i
n
-1
120mm 14000min-1
8000-10000min-1
170
打1m
12000打1
i
n
-1
120
円、円1
14000円、 i
n
-1
7000-9000min-1
170mm 12000min-1
打1m
14000打1
i
n
-1
120
6000-7500min-1
円、円1
12000円、 i
n
-1
170
全 長 L 使用上限回転数
130mm 14000min-1
打1
円1
12000打1
i
n
-1
180
130
打、円1
14000打、 i
n
-1
180mm 12000min-1
130
打1
円1
14000打1
i
n
-1
180
打、円1
12000打、 i
n
-1
130mm 14000min-1
打1
円1
12000打1
i
n
-1
180
ゆ4mm
超
ヘッド
相当
#120
1x4x100
1x6x100
1X10X100
2x4x100
2x6x100
2X10X100
1x4x100
1x6x100
1X10X100
2x4x100
2x6x100
2X10X100
1x4x100
1x6x100
1X10X100
2x4x100
2x6x100
2X10X100
1x4x100
1x6x100
1X10X100
2x4x100
2x6x100
2X10X100
1x4x100
1x6x100
1x10x100
2x4x100
2x6x100
2x10x100
-スティックタイプ
商品コード
・1004M
HR
HR-1006M
HR-1010M
HR
・2004M
HR-2006M
HR-2010M
HB・1004M
HB-1006M
HB-1010M
HB
・2004M
HB-2006M
HB-2010M
・1004M
HO
HO-1006M
HO-1010M
HO
・2004M
HO-2006M
HO-2010M
・1004M
HO
HO-1006M
HO-1010M
HO
・2004M
HO-2006M
HO-2010M
HV
・1004M
HV-1006M
HV-1010M
HV
・2004M
HV-2006M
HV-2010M
掲載ページ
サイズ (mm)
厚さ×幅×長さ
モスグリーン
#1200
相当
グレー
#800
相当
ブルーグリーン
#400
相当
E墨司
商晶コード
1X4x100
1X6x100
1x10x100
1X4x100
1X6x100
1x10x100
1X4x100
1X6x100
1x10x100
1X4x100
1X6x100
1x10x100
│ 掲載ページ
DU-1004M
DU-1006M
DU
・1010M
D8-1004M
D8-1006M
D8・1010M
DF-1004M
DF-1006M
・ 1010M
DF
DM-1004M
DM-1006M
D M・1010M
上
P.34
サイズ (mm)
直径×長さ
商品コード
掲載ページ
φ3x50
φ3x100
PDF-308
・
30M
PDF
上
P.34
-到,棒タイプ
P.33
下
ブルーグリーン
#400
相当
スティックタイプ
到膚タイプ
PB8
・30M
P.34
下
向
V
φ14-20mm
シャフト径 b シヤンク径 c
φ3mm
φ4mm
φ4mm
φ6mm
o 6mm
φ6mm
φ6mm
φ8mm
φ8mm
φ12mm
φ12mm
φ12mm
ゆ3mm
超
ヘッド
サイズ
掲載ページ
| 斑 ~ブラシ内径・交差穴用(青ブラシ)
商品コード
CH-A33-3M
CH-A33-3L
CH-A33-5M
・A33
・5L
CH
CH-A33-7M
CH-A33-7L
CH-A33-11M
CH-A33-11L
対象
1
次加工穴径
│
き~マイスターフィニッシュ
-ペンシルタイプ
| 明~ブラシ内径・交差穴用(赤ブラシ)
商品コード
CH
・A12
・1
.5M
CH-A12-3M
CH-A12-3L
・A12
・5 M
CH
CH-A12-5L
CH-A12-7M
・A12
・7L
CH
CH-A12-11M
CH-A12-11L
グレー #220
相当
CH-PM-3B
CH-PM-3R
CH-PM-4
日
CH-PM-4R
CH-PM-5B
CH-PM-5R
CH-PM-5R-CO1
CH-PM-6B
CH-PM-10B
│
き ~ストーン軸付砥石
.BT
シヤンクタイプ
商晶コード
FH-BT30
FH-BT40
CH-PO-6B
商晶コード
AX-PM-3R
・
P M・
5RF
AX
AX-PM-6T
酔明書量匝=11liIl凶E
商晶コード
XP-EZ-001
~~ ~H~g.9.@
[
ーー
PRODUCT
LINE-UP
製晶ラインナップ
《茎EP55
@
[
│
| 写~マイスターフィニッシュ
-スティックタイプ
-スティックタイプ
サイズ (mm) サクフ
クリーム
黄
赤
自
赤茶
厚さX
帽X長さ #釦∞相当 #凶∞相当 #15
∞ 相 当 #12
∞ 相 当 #1∞口相当 A
∞相当
#
B
B
0
O
宵
3
D
0
相
4当
ME
・
I
A
Z
・
P
心
亙
=3
E
日
0
=
E
4
・
M
監
・
置I
A
オ
#
0
4
0
レ
3
0
ン
0
相
4
ジ
M
当 #3
A
L
0
3
0
4
M
0
.
3
x
4x
1
0
0
0304M AW-0304M
AR
0.
4
x4x
1
0
0
・
0404M A凹 404M AP
・
0404M AO
・
0404M A
L
・
0404M
0
404M AW
AR
0
.
5
x
1x
1
0
0
τ
缶
0
.
5
x
1x
1
5
0
0
.
5
x2x
1
0
0
τ
缶
0
.
5
x2x
1
5
0
0
.
5
x
4x
1
0
0
L
0
5
0
4
M
AR
0504M AW-0504M AB0
504M AP-0504M AO-0504M A
0
.
5
x
4x
1
5
0
AR
0504L AW
・
0504L AB
・
0504L AO
・
0504L A
L
・
0504L
0
504L AP
L
0
5
0
6
M
0
.
5
x6x
1
0
0
0506M AW-0506M AB0
506M AP-0506M AO-0506M A
AR
0
.
5
x6x
1
5
0
AR
・
0506L AW
・
0506L AB
・
0506L AP
・
0506L AO
・
0506L A
L
・
0506L
0
.
5
xBx
1
0
0
τ
を
0
.
5
xBx
1
5
0
τ
t
L
0
5
1
0
M
0
.
5
x
1
0
x
1
0
0
0510M AW-0510M AB0
510M AP-0510M AO-0510M A
AR
0
.
5
x
1
0
x
1
5
0
AR
・
0510L AW
・
0510L AB
・
0510L AP
・
0510L A
O
0
5
1
0
L A
L
・
0510L
0
.
8
x
1x
1
0
0
τ
を
0
.
8
x
1x
1
5
0
τ
t
0
.
8
x2x
1
0
0
τ
を
0
.
8
x2x
1
5
0
τ
t
L
0
8
0
4
M
0
.
8
x
4x
1
0
0
0804M AW-0804M AB0
804M AP-0804M AO-0804M A
AR
0
.
8
x
4x
1
5
0
AR
0804L AW
・
0804L AB
・
0804L A
P
0
8
0
4
L A
O
0
8
0
4
L A
L
0
8
0
4
L
0
.
8
x6x
1
0
0
L
0
8
0
6
M
AR
0806M AW-0806M AB0
806M AP-0806M AO-0806M A
0
.
8
x6x
1
5
0
AR
・
0806L A
W
0
8
0
6
L AB
・
0806L A
P
0
8
0
6
L A
O
0
8
0
6
L A
L
0
8
0
6
L
0
.
8
xBx
1
0
0
τ
を
0
.
8
xBx
1
5
0
τ
t
L
0
8
1
0
M
0
.
8
x
1
0
xl
OO
0810M AW-0810M AB0
810M AP-0810M AO-0810M A
AR
0
.
8
x
1
0
x
1
5
0
AR
0810L AW
・
0810L AB
・
0810L A
P
0
8
1
0
L A
O
0
8
1
0
L A
L
0
8
1
0
L
Y
1
0
0
1M A
R
1
0
0
1M A
B
-l
1
.
0
x1x
1
0
口 A
O
O
lM A
P
1
0
0
1M AO-1001M A
L
1
00
lM
S
l
O
O
lM AC-1001M A
W
1∞ 1M A
l
.
o
x1x
1
5
0
τ
t
L
1
0
0
2
M
1
.
0
x2x
1
0
口 A
S
-1002M AC-1002M AY-1002M AR-1002M A
W
1∞ 2M AB-1002M AP-1002M AO-1002M A
1
.
0
X2x
1
5
0
L
1
0
0
4
M
1
.
0x4x100
AY-1004M AR-1004M A
W
1∞ 4M AB-1004M AP-1004M AO-1004M A
AR
L
・1
0
0
4
L AW
・1
0
0
4
L AP
・1
0
0
4
L AO
・1
0
0
4
L
1
.
0x4x150
・1
∞4
L AB
・1
0
0
4
L A
L
1
0
0
6
M
1
.
0
x6x
1
0
0
AY-1006M AR-1006M A
W
1∞ 6M AB-1006M AP-1006M AO-1006M A
1
.
0
x6x
1
5
0
AR
・1
0
0
6
L AW
・1
∞6
L AB
・1
0
0
6
L AP
・1
0
0
6
L AO
・1
0
0
6
L A
L
・1
0
0
6
L
L
1
0
0
8
M
1
.
0
xBx
1
0
0
AR-1008M A
W
1∞ 8M AB-1008M AP-1008M AO-1008M A
1
.
0
xBx
1
5
0
AR
・1
0
0
8
L AW
・1
∞8
L AB
・1
0
0
8
L AP
・1
0
0
8
L AO
・1
0
0
8
L A
L
・1
0
0
8
L
1
.
0
xl
Ox
1
0
0
AY-1010M A
R
10
l0M A
W
1
0
1OM AB-1010M AP-1010M A
O
1
0
1OM A
L
1
0
1
0
M
AR
L
・1
0
l0L AW
・1
0
1
0
L AB
・1
0
1
0
L AP
・1
0
1
0
L AO
・1
0
1
0
L
1
.
0
x
1
0
x
1
5
0
・1
0
1
0
L A
1
.5
x1x
1
0
口
1
.5
x1x
1
5
0
1
.5
刈5
x
1
0
口
A
R
1
5
0
l5M AW-15015M A
B
1
5
0
l5M AP-15015M AO-15015M A
L
1
50
l5M
1
.5
刈5
x
1
5
0
1
.5
x2x
1
0
口
1
.5
x2x
1
5
0
1
.5x4x100
AR-1504M AW-1504M AB-1504M AP-1504M AO-1504M A
L
1
5
0
4
M
AR
L
・1
5
0
4
L AW
・1
5
0
4
L AB
・1
5
0
4
L AP
・1
5
0
4
L AO
・1
5
0
4
L
1
.5x4x150
・1
5
0
4
L A
1
.5
x6x
1
0
0
AR-1506M AW-1506M AB-1506M AP-1506M AO-1506M A
L
1
5
0
6
M
1
.5
x6x
1
5
0
AR
・1
5
0
6
L AW
・1
5
0
6
L AB
・1
5
0
6
L AP
・1
5
0
6
L AO
・1
5
0
6
L A
L
・1
5
0
6
L
1
.5
xBx
1
0
0
1
.5
xBx
1
5
0
4
迂
1
.5x10x100
AR-1510M AW-1510M AB-1510M AP-1510M AO-1510M A
L
1
5
1
0
M
AR
L
・1
5
1
0
L AW
・1
5
1
0
L AB
・1
5
1
0
L AP
・1
5
1
0
L AO
・1
5
1
0
L
1
.5x10x150
・1
5
1
0
L A
"
*
"
*
"
*
"
*
"
*
"
*
"
*
"
*
"
*
"
*
"
*
"
*
"
*
"
*
"
*
"
*
"
*
"
*
"
*
"
*
"
*
"
*
"
*
"
*
"
*
"
*
"
*
"
*
"
*
"
*
"
*
"
*
"
*
"
*
"
*
"
*
"
*
"
*
"
*
紫
#12~冒当
掲載ページ
サイズ (mm)
1
サクラ
│クリーム│
黄
│
赤
│
自
│
膏
厚さ X
帽X長さ 1#30
∞ 相 当 1#20
0(琳目当 1#1500
相 当 1#120
併目当 1#1000
相 当 1#8
∞相当
AD-0304M
AD
・
0404M
"
*
"
*
"
*
"
*
"
*
"
*
"
*
"
*
"
*
"
*
"
*
"
*
"
*
"
*
"
*
"
*
"
*
"
*
"
*
"
*
とげ望書
#22
咽当
"
*
"
*
"
*
"
*
"
*
"
*
"
*
"
*
"
*
"
*
"
*
"
*
"
*
"
*
"
*
"
*
"
*
"
*
"
*
"
*
"
*
"
*
"
*
"
*
"
*
"
*
"
*
"
*
"
*
"
*
"
*
"
*
"
*
"
*
"
*
"
*
"
*
"
*
"
*
"
*
"
*
"
*
"
*
AD-0504M
AD
・
0504L
AD-0506M
AD
・
0506L
"
*
P_32
AD-0510M
AD
・
0510L
"
*
"
*
AD-0804M
AD
・
0804L
AD-0806M
AD
・
0806L
"
*
"
*
AD-0810M
AD
・
0810L
AD-1001M
"
*
AD-1002M
"
*
AD-1004M
AD
・1
0
0
4
L
AD-1006M
AD
・1
0
0
6
L
AD-1008M
AD
・1
0
0
8
L
AD-1010M
AD
・1
0
1
0
L
-丸樺タイプ
AV-1002M
-スティックホルダー
P.32
スァィックタイプ用
lmm幅 用
2mm幅 用
4mm幅 用
6mm幅 用
8mm幅 用
幅用
lOmm
AV-1004M
AV
・1
0
0
4
L
AV-1006M
AV
・1
0
0
6
L
AV-1008M
AV
・1
0
0
8
L
AV-1010M
AV
・1
0
1
0
L
型
軽
"
*
"
*
"
*
"
*
"
*
AD-1504M
P_32
AV-1504M
AD
・1
5
0
4
L AV
・1
5
0
4
L
AD-1506M AV-1506M
AD
・1
5
0
6
L AV
・1
5
0
6
L
"
*
"
*
AD-1510M AV-1510M
AD
・1
5
1
0
L AV
・1
5
1
0
L
女 特注にて対応いたします。お問い合わせください。
"* 特注にて対応いたします。お問い合わせください。
掲載ページ
P.32
O.5-3mm
厚用
列席タイプ用
AD-15015M
SSH・1
SSH-2
SSH・4
SSH-6
SSH・8
SSH-10
掲載ページ