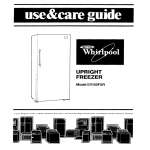
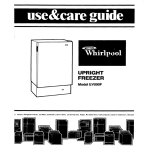
1
February IMPORTANT Read and understand the entire Effective With manual, with special emphasis on the safety material throughout the manual, before contents of this installing, operating, or maintaining this 1989 Style FORM: No. JG-20 equip This unit and these instructions are for use only by persons trained and experienced in the safe operation of welding equipment. Do not allow un ment. trained persons to install, operate, or maintain this unit. Contact your distributor if you do not fully understand these instructions. OWN ERS MANUAL AUTOi~J MILLER ELECTRIC MFG. Co. 718 S. BOUNDS ST. P.O. Box 1079 APPLETON, WI 54912 USA ADDITIONAL COPY PRICE 35 CENTS NWSA CODE NO. 4579 PRINTED IN U.S.A. MODEL AUTO ARC MWG 160 MWG 160B 112934 ONEYEARLIMITEDWARRANTY Miller Electric Mfg. Co. warrants to the buyer for personal, purchases this Auto Arc Welder (Welder) that this Welder family or household purposes (Consumer) will be free from defects in material and workmanship for a period of one year from the date of purchase. This warranty covers only the original purchaser of this Welder. Miller Electric does not authorize any party, including its authorized distributors, to offer any other warranty on behalf of Miller Electric. Upon expiration of the warranty period, Miller Electric shall have no further liability related to the Welder, except on warranty claims made during the warranty period. COVERAGE - who (4 ~? ~ ( THIS WARRANTY IS OFFERED IN LIEU OF ANY OTHER ~ (4 EXPRESS WARRANTY; AND, EXCEPT TO THE EXTENT PROHIBITED BY APPLICABLE LAW, THE DURATION OF IMPLIED ALL WARRANTIES, INCLUDING BUT NOT LIMITED TO THE IMPLIED WARRANTIES OF MERCHANTABILITY AND FITNESS FOR A PARTICULAR PURPOSE, IS LIMITED TO THE DURATION OF THIS WARRANTY. Some states do not allow limitations ~ (4 on long an implied not apply to you. how warranty lasts, so the above limitation may This warranty gives you specific legal rights, and you may also have other rights which vary from state to state. REMEDY FOR DEFECTIVE WELDER Upon receipt of any defective Welder. Miller Electric will, at its option, repair or replace the defective Welder at its expense, refund or credit - the purchase price (less tual use), or reasonable depreciation based on ac- replacement provided that the purchaser of that Welder has followed the procedure for obtaining warranty performance set forth below. The Welder so repaired or used as a replacement will be ship ped to the purchaser of the defective Welder, with transporta tion charges prepaid to any destination in the continental United States (transportation charges on shipments to Alaska or Hawaii will be paid only to the nearest port of export). PURCHASERS THE ( reimburse the Consumer for the cost of repair or at an approved Miller Electric warranty station, REMEDIES FOR A c~ DEFECTIVE WELDER, TO THE EXTENT PERMITTED BY APPLICABLE LAW, ARE LIMITED TO THE REMEDY PROVIDED BY THIS WARRANTY: AND, TO THE EXTENT ENFORCEABLE UNDER APPLICABLE LAW, MILLER ELECTRIC SHALL IN NO EVENT BE LIABLE FOR CONSEQUENTIAL, INCIDENTAL OR SPECIAL DAMAGES ARISING OUT OF THE USE OF, OR INABILITY TO USE, THE WELDER, WHETHER BASED ON BREACH OF THIS WARRANTY, MILLER ELECTRICS NEGLIGENCE OR OTHER TORT, OR ON ANY THEORY OF 4 STRICT LIABILITY. specified below, Millers warranty does not apply to components having normal useful life of less than one (1) year, such as spot welder tips, relay and contactor points, parts that come in contact with the welding wire including Except ~ ~ as nozzles and nozzle insulators where failure does not result from defect in workmanship or Some states do not allow the exclusion sequential or incidental damages, not apply to you. so or limitation of con the above limitations may material. PROCEDURE FOR OBTAINING WARRANTY PERFORMANCE Miller shall be within the ~ to Equipment following periods to the original user: ranted ment honor warranty claims in the event of failure resulting from required from the date of on a war- defect delivery of Equip- 1. Arc 1 year welders, power sources, and components 3 years Original main power rectifiers 1 year only) (labor 3. All welding guns, feeder/gunsand plasma torches... BOdeyS 4. Replacement or repair parts, exclusive of labor 60 days 2 As soon as any defect in a Welder becomes known, the pur chaser of the Welder must, within thirty (30) days, notify an approved Warranty Station or Miller Electric in writing of the defect. The purchaser must then, within the one year warranty period. return the Welder to Miller Electric at the following address: - .. Miller Electric Mfg. Co. 718 South Bounds Street Box 1079 WHAT IS NOT COVERED subjected warranty repair by anyone except Miller Electric. Further, this warranty only extends to those purchasing the Welder for personal, family or household purposes. Commercial and in dustrial users are given a different warranty. to ~Q any Welder This warranty does not extend to misuse, neglect, accident, or in- Appleton, - All Wisconsin 54912 transportation charges must be prepaid. to Warranty Station or Miller Electric ~ TABLE OF CONTENTS Section No. SECTION 1 Page INTRODUCTION 1-1. General Information And 1-2. Receiving-Handling Description Duty Cycle 1-3. 1-4. SECTION 2 Safety Gun/Feeder Connector Installation 2-2. Gun SECTION 3 Trigger Connections Changing Wire Size Gas Metal Arc Welding (GMAW) Flux Cored Arc Welding (FCAW) 3-3. Shutting SECTION 4 4-1. 4-2. 4-3. 1 1 2 2 2 SEQUENCE OF OPERATION 3-2. 3-1. 1 INSTALLATION 2-1. 2-3. 1 Down 3 3 4 MAINTENANCE And Upkeep Contact Tube Replacement Liner Replacement Inspection 4 5 5 No. SECTION 1 Wire Ampere Rating 60/~ Duty Cycle Diameter 0.023 in. (.6 mm) 0.030 in. ~.8 mm) 160 Amperes With CO2 Cooling Length Method 10 ft. (3.05 m) 1-1. GENERAL INFORMATION AND SAFETY Information I Net Ship 2.8 lbs. Air 5.4 lbs. (1.3 kg) (2.4 kg) Specifications 1-2. RECEIVING-HANDLING installing this equipment, clean all packing mate carefully inspect for any have that occurred damage during shipment. Any may claims for loss or damage that may have occurred in transit must be filed by the purchaser with the carrier. A copy of the bill of lading will be furnished by the manu facturer on request if occasion to file claim arises. Before presented in this manual and various la on bels, tags, and plates on the unit pertains to equipment design, installation, operation, maintenance, and troubleshooting which should be read, understood, and followed forthe safe and effective use of this equipment. Safety B. Weight I General A. INTRODUCTION Cable Figure 1-1. - rial from around the unit and requesting information concerning this equip ment, it is essential that Model Description and Style When The and installation, maintenance, operation, of arc welding equipment requires prac troubleshooting procedures which ensure personal safety and the safety of others. Therefore, this equipment is to be installed, operated, and maintained only by qualified persons in accordance with this manual and all applica Number of the be equipment supplied. tices and ble codes such as, but not limited to, those listed at the end of Section 1 Safety Rules For Operation Of Arc - Welding Power Source. Safety instructions specifically pertaining to this unit ap pear throughout this manual highlighted by the signal words WARNING and CAUTION which identify differ ent levels of hazard. carefully or procedures practices which if not serious personal injury or followed could result in loss of life. CAUTION statements include installation, operation, and maintenance procedures or practices which if not carefully followed could result in minor personal injury or damage to this equipment. A third signal word, IMPORTANT highlights instruc special emphasis to obtain the most ef ficient operation of this equipment. tions which need DESCRIPTION This unit is an air-cooled semiautomatic Gas Metal Arc Welding (OMAW) or Flux Cored Arc gun. The MWG 160 gun is Welding (FCAW) shipped ready to feed 0.023 (0.6 mm) welding wire. The MWG 160B gun is shipped ready to feed 0.030 in (0.8 mm) welding wire. To change wire size, see Section 2-3. in. 1-4. The DUTY CYCLE of a welding gun is the percentage of a period that a gun can be operated at a given duty cycle ten minute WARNING statements include installation, operation, and maintenance 1-3. load. This gun is rated at 60% duty cycle using CO2 gas. This means that the gun can be oper ated six minutes out of every ten with the CO2 gas shielding shielding. The be idle to permit proper cooling. 4A remaining four minutes the gun should CAUTION: EXCEEDING THE RATED AM PERAGE WITH CO2 OR FAILING TO RE DUCE THE WELDING AMPERAGE OR DUTY CYCLE WHEN USING A MIXED SHIELDING GAS can result In damage to the gun. Do not exceed rated amperage when using C02. Operate at 30% duty cycle shielding gases. when using mixed 112934 Paael SECTION 2 2-1. GUN/FEEDER CONNECTOR INSTALLATION (Figure 4-1) a 2-3. CHANGING WIRE SIZE The MWG 160 gun is shipped ready to feed 0.023 in. (0.6 mm) welding wire. The MWG 1 60B gun is shipped WARNING: ELECTRIC SHOCK can kill. Do not touch live electrical parts. redytofeed Shut down 160 gun can be converted to feed 0.035 in. (0.9 mm) wire. Only the contact tube needs to be changed to per welding po wersource and discon input power employing lockout/tagging procedures before installing, inspecting, or servicing gun. nect Lockout/tagging procedures consist of remov ing input power plug from receptacle, padlocking line disconnect switch in open posi tion, removing fuses from fuse box, or shutting off and red-tagging circuit breaker or other dis connecting device. 1. INSTALLATION a 2-2. A. 2. 4. kill. Do not touch live electrical parts. Shut down wire feeder and welding power and disconnect input power employing lockout/tagging procedures before installing, inspecting, or servicing gun. Insert gun into wire drive assembly until gun/feeder stop is flush against wire drive as sembly. HOT SURFACES gun/feeder connector securing assembly. knob on Tighten gun/feeder connector securing GUN TRIGGER CONNECTIONS as pos knob. (Figure 4-1) Allow can cause severe burns. cooling period before servicing. 1. Remove nozzle. 2. Cut off any portion of the electrode wire which tends beyond end of contact tube. ex MWG 160 Gun the a the MWG16OBGun CAUTION: Spooled Locate the two leads hanging Route leads through small hole on front Securely panel. connect leads to Close and 112934 Page 2 secure side wire has door. tendency to unravel rapidly spool. 3. Retract wire onto wire 4. Remove contact tube, and install 5. Reinstall nozzle. 6. Thread wire and resume matching leads behind access can when loosened from the free from gun cable. access LOOSE WELDING WIRE Injury. Keep a firm hold on the wire during installa tion, removal, and threading operations. cause panel. 3. can source connector and rotate the threaded collar clockwise. 1. WARNING: ELECTRIC SHOCK connector hex Loosen Align the keyway on the gun switch connector with keyway on the Trigger Control receptacle. Insert B. larger wire. Lockout/tagging procedures consist of remov ing input power plug from receptacle, padlocking line disconnect switch in open posi tion, removing fuses from fuse box, or shutting off and red-tagging circuit breaker or other dis connecting device. IMPORTANT: The gun liner should be as close sible to the drive rolls without touching them. 3. (0.8 mm) welding wire. The MWG mit either gun to feed the wire drive 2. 0.030 in. spool. new operation. contact tube. SECTION 3- SEQUENCE OF OPERATION a WARNING: ELECTRIC SHOCK can kill. 1. Do not touch live electrical parts. RAYS, SPARKS, AND HOT SURFACES skin; NOISE can damage hearing. Wear correct eye, ear, and body protection. Ensure that proper electrical connections have been made to the welding power source and wire feeder. ARC can burn eyes and FUMES AND GASES your health. Ventilate to keep can from seriously WELDING Ensure 3. shielding gas is connected to valve. that welding wire has been properly threaded and that correct initial tensions have been set on drive rolls. breathing fumes and inadequate, WIRE shielding gas harm gases. If ventilation is breathing device. Ensure that proper 2. use 4. Turn 5. Place controls approved on shielding gas supply. wire feeder in the welding power source and required position for the welding on setup. can puncture cause 6. Energize welding power source and wire feeder. wounds. Do not point gun toward any part of the or other personnel. body SLAG can HOT METAL, SPATTER, fire and burns. AND cause Watch forfie. Have a fire how to use it. extinguisher nearby, and know IMPORTANT: When installing new equipment, or after prolonged shutdown, allow shielding gas to flow con tinuously for at least one minute prior to welding to purge the shielding gas line. To avoid wasting wire while purg ing, loosen pressure adjustment knob on drive assem bly, and pivot free from cover. 7. Press button on the wire feeder (if applica roll cover and press gun switch to drive ble) open line. purge gas Purge or Allow work and equipment to cool before han dling. 8. Close drive roll cover and adjust tension. MAGNETIC FIELDS FROM HIGH CURRENTS can affect 9. pacemaker operation. Wearers should consult with their doctor be fore going near arc welding, gouging, or spot welding operations. See Section 1 Safety Rules For Operation Of Arc Welding Power Source for basic welding safety information. - a EXCEEDING THE RATED AM PERAGE WITH CO2 OR FAILING TO RE DUCE THE WELDING AMPERAGE OR DUTY CYCLE WHEN USING A MIXED SHIELDING GAS can result in damage to the gun. when 3-1. 12. After the controls on the wire feeder have been tion, welding power (12.7 welding power source and for normal opera and wire feeder will adjusted source function automatically whenever the gun trigger is pressed. Releasing the trigger will extinguish the arc using mixed 3-2. and cause wire feed and gas flow to stop. FLUX CORED ARC WELDING (FCAW) IMPORTANT: Read the warning information at the be ginning of Section 3- SEQUENCE OF OPERATION be fore operating. 1. Ensure that proper electrical connections have been made to the welding power source and wire feeder. 2. Ensure that welding wire has been properly threaded and that correct initial tensions have been set on drive rolls. GAS METAL ARC WELDING (GMAW) IMPORTANT: Read the warning in formation at the be ginning of Section 3- SEQUENCE OF OPERATION be fore operating. 1/2 in. slippage is noticed, tighten drive roll pressure ad justment 1/4 turn at a time until slippage stops. Do not overtighten. using IMPORTANT: For welding wire threading, drive roll ad justment, welding power source, or wire feeder control in formation, see the appropriate Owners Manual. approximatey 11. Press the gun trigger. Gas will start to flow, wire will start to feed, and the arc will be established. If wire CO2. Operate at 30% duty cycle shielding gases. trigger or Jog button on the wire (if applicable) to run wire out beyond end of gas nozzle. Cut wire off so it sticks out approxi mately 1/4 to 3/8 in. (6.4 to 9.5 mm) from nozzle. 10. Hold end of gas nozzle mm) from workpiece. CAUTION: Do not exceed rated amperage when Actuate the gun feeder 112934 Pac,A3 Place controls 3. wire feeder in the welding power source and required positions for the welding on 7. After the controls on the wire feeder have been tion, welding power setup. welding power source and adjusted for normal opera source and wire feeder will automatically whenever the gun trigger is pressed. Releasing the trigger will extinguish the arc and stop the wire from feeding. function Actuate gun 4. trigger or Jog button on the wire feeder beyond the nozzle. Cut wire off so it approximately 0.25 in. (6.4 mm). to run wire out sticks out 5. 6. Hold the gun approximately 0.50 in. the workpiece. from (12.8 mm) Press the gun trigger. Wire will start to feed and the arc will be established. If wire slippage is noticed, tighten drive roll pressure adjustment 1/4 turn time until slippage stops. Do not overtighten. at a 3-3. SHUTIING DOWN 1. Stop welding. 2. Turn off 3. If used, turn off the a welding power source and wire feeder. shielding gas at the source. WARNING: HIGH CONCENTRATION OF SHIELDING GAS can harm health or kill. Shut off gas supply when not in use. SECTION 4- MAINTENANCE 4-1. INSPECTION AND UPKEEP Usage and shop conditions will determine and type of maintenance a 6. frequency Blow out gun casing or liner with compressed air whenever the wire or liner is removed. required. ELECTRIC SHOCK can kIll. Do not touch live electrical parts. Shut down welding powersource and discon input power employing lockouttagging procedures before installing, inspecting, or servicing gun. nect Tube Lockoutitagging procedures consist of remov ing input power plug from receptacle, padlocking line disconnect switch in open posi tion, removing fuses from fuse box, or shutting off and red-tagging circuit breaker or other dis connecting device. HOT SURFACES Allow can cause severe cooling period before servicing. Inspect gun for broken areas, cracks, and loose parts; tighten, repair, and replace as required. 2. Carefully remove any weld spatter or foreign matter which may accumulate around the nozzle opening. 3. Remove any accumulation around the switch. 4. Repair or replace as required all hose and cabling; give particular attention to frayed and cracking insu lation and areas where hose and cabling enter equipment. Remove grease and ture from electrical a MWG 160B burns. 1. 5. Tube grime from components; Collet mois Adapter parts and cables. CAUTION: FLYING DIRT AND METAL PAR TICLES can Injure personnel and damage equipment. Point gun liner only in a safe direction away from personnel and equipment when cleaning with compressed air. TB-hO 831 Ref. 18-121 447 Figure 112934 Page 4 4-1. Gun Parts Replacement 4-2. CONTACT TUBE REPLACEMENT (Figure 4-1) 2. Cut off any tends a ELECTRIC SHOCK can kill. 3. Do not touch live electrical parts. welding powersource and discon nect input power employing lockout/tagging procedures before installing, inspecting, or servicing gun. Shutdown Lockout/tagging procedures consist of remov ing input power plug from receptacle, padlocking line disconnect switch in open posi tion, removing fuses from fuse box, or shutting off and red-tagging a circuit breaker or other dis connecting device. portion of the electrode beyond end of contact tube. wire which ex Remove contact tube. a CAUTION: LOOSE WELDING WIRE injury. Keep a firm can cause hold on the wire during installa tion, removal, and threading operations. Spooled wire has tendency to unravel when loosened from the spool. 4. 5. Retract wire onto wire Disconnect gun rapidly spool. assembly from wire drive assem bly. HOT SURFACES can cause severe burns. 6. Allow cooling period before 7. 1. Remove nozzle. 2. Cut off any portion of the electrode wire which tends beyond end of contact tube. 3. Remove contact tube, and install 4. Reinstall nozzle, and resume LINER REPLACEMENT a ELECTRIC SHOCK new 8. Lay cable the cable/conduit). contact tube. 4A operation. Do not touch live electrical parts. 9. gun/feeder Lockout/tagging procedures consist of remov ing input power plug from receptacle, padlocking line disconnect switch in open posi tion, removing fuses from fuse box, or shutting off and red-tagging circuit breaker or other dis connecting device. equipment. Blow out gun burns. casing whenever the wire 10. Insert new or or liner with compressed air liner is removed. liner into gun/feeder adapter end of gun Liner should be flush with end of head tube. 11. Install collet onto liner and into Be gun/feeder adapter. liner is still flush with end of head tube. sure 12. Reinstall appropriate contact tube and nozzle. 13. Cut liner off at gun/feeder adapter end so that when assembly liner is as close as the drive rolls without touching. installed in wire drive cooling period before servicing. to 14. Reinstall gun to wire drive Remove nozzle. connector end of CAUTION: FLYING DIRT AND METAL PAR TICLES can Injure personnel and damage possible 1. coils in assembly. assembly. servicing gun. Allow straight (no Point gun liner only in a safe direction away from personnel and equipment when cleaning with compressed air. kill. can cause severe out flat and Pull out the liner from gun (Figure 4-1) can assembly ex Shut down welding powersource and discon nect input power employing lockout/tagging procedures before installing, inspecting, or HOT SURFACES Remove liner collet. servicing. 15. Thread welding assembly. wire and resume operation. 112934 Page 5 Februaryl989 Effective With PARTS LIST FORM: 112934 Style No. JG-20 8 5 3~ 2 1 r 11 14 2 16 17 TC-11O 832 Figure A 112934 Page 1 - Exploded View Of MWG 160 Gun Item No. Figure Part No. A Exploded 1 110793 2 110780 View Of Gun HANDLE ASSEMBLY 3 NUT,MlOxl 110779 JACKET, head tube 4 110781 5 110795 TUBE, head 110782 SPRING ,nozzle 6 7 STOP, 8 8 113022 8 113020 8 1 2 1 nozzle TUBE, contact .024 wire (MWG 160) 112751 TUBE, contact .030 wire (MWG 1 60B) 112747 NOZZLE, slip type 1/2 orifice 113018 NOZZLE, slip type 3/8 orifice 7 Quantity Description 1 1 1 112743 110794 TRIGGER SWITCH ASSEMBLY 10 079878 HOUSING PLUG & PINS (MWG 160) TERMINAL, male 10 047994 11 048834 12 112745 12 121 905 13 110784 13 120715 14 110796 15 079974 16 110797 17 110792 1 1 1 NOZZLE, spot-flat NOZZLE, spot 9 079535 1 1 1 1 (consisting of) 1 4 TERMINAL, friction-female (MWG 160B) CLAMP, cable (MWG 160) LINER, .024 wire 10 ft. (MWG 160) (consisting of) LINER, .030 wire 10 ft. (MWG 160B) (consisting of) COLLET, liner .024 wire (MWG 160) COLLET, liner .030 wire (MWG 1 60B) ADAPTER, gun/feeder 0-RING, 1/2 ID x .103 SLEEVE, rubber CABLE, lOft 2 1 1 1 1 1 1 2 1 1 Optional Equipment BE SURE TO PROVIDE MODEL AND STYLE NUMBER WHEN ORDERING REPLACEMENT PARTS. 112 934 Page 2