1
Master's Thesis / 修士論文
金属の単軸圧縮加工による超平滑面創成
山口, 勝矢
三重大学, 2007.
三重大学大学院工学研究科博士前期課程物理工学専攻
http://hdl.handle.net/10076/9479
平成
19
年度
金属
修士 論文
の
単軸 圧 縮 加
工 に よ る 超 平 滑 面創 成
指導教員
20 2
.
松井
6
.
I
・
二
.
.
三 重 大 学 大 学院
物理
工 学専攻
工 学研 究 科
ナノ プ
山口
三 重 大 学 大 学 院
ロ
セ
博 士 前期課 程
ッ シ ン
勝矢
工 学 研 究 科
グ研 究室
正仁
准教授
記号
A
面積 測 度 を 持
:
試験 片
つ
見 か け上
A
A
A
p :
剥離領 域
の
A
s :
試験 片
面積
」
z
A
k :
:
:
βz
ps
L
:
L
z :
L
s
P
p
フ
複素
フ
エ
係 数の 実部
リ
エ
係数
ー
パ ワ
相対 す
最 終 荷重
:
平均 面圧
e a n
z
SR
パ ワ
x
:
D
x
k :
:
to :
の
差 ( 最 大 高 さ 粗 さ 相 当 値)
つ
次 元 測 度 を持
複素
フ
リ
ー
エ
物理量
つ
物理量
係数
圧縮 率
試 験 片 初期 板 厚
試験 片板厚
∫:
x
タ数
ク トル 密度
ペ
ス
ー
体 積 測 度 を持
c
ー
走査範 囲
:
:
e
物理 量
断 面 曲線 に お け る 最 大 と 最小
A F M
p :
v
次元
最大 高さ粗さ
:
e
つ
デ
の
:
M A X
R
フ ラク タ ル
り量
べ
離散 信 号
z :
虚部
ク トル 法に よ る フ ラ ク タ ル 次 元
ペ
ス
ー
の
零 点 集合 要 素 周 囲 長
:
m
接 触面積
リ
ー
長 さ測 度 を 持
R
s
複素
:
:
〟
の
の
総 面積
零 点 集合 法 に よ る
:
p
の
零 点集 合 要 素 面 積
:
βk
物理量
:
n
α :
β:
γ:
離散記 号
ゼ
ロ
パ ワ
点集 合 次 元
ー
ス
ペ
の
近似 直線の 勾配
ク ト ル 次 元 の 近 似 直線 の 勾 配
剥 離面 積 率
♂: ゼ
ロ
点集合次 元
A
:
波長
L1
:
摩擦係 数
の
相対 カ
ト量
ッ
.
∴
.
・
・
・
目次
第
章
1
緒論
1 1
本研 究
1 2
こ
1 3
本論 文
.
.
.
第
章
2
の
れ ま で
の
背景
・
・
構成
実験 方 法
・
・
・
2 2
圧縮試験
2 3
圧 縮試 験
.
工
具
の
・
・
・
・
圧 縮試 験
2 3 2
圧 縮試 験 装置
2 3 3
圧 縮試 験 条 件
2 3 4
圧 縮試 験手順
.
.
.
.
.
.
.
・
製作
2 3 1
.
・
・
・
・
・
・
・
・
・
・
・
・
・
工
具
・
・
・
・
・
・
・
・
・
表面処理
の
・
2 5 1
装置 と 原理
2 5 2
観察
.
.
・
・
具表 面
の カ
2 6
工
2 7
有 限 要 素 法( F
.
.
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
デ
.
章
3
カ
ー
ボ
ン
べ
ー
E M
) 解析
ル と
蒸着
工
s
ニ
ウ
ム
・
・
・
・
・
・
・
・
・
1
2
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
I
・
・
・
・
・
・
・
・
・
・
・
い
・
・
・
・
・
・
・
・
・
・
・
・
・
・
の
p
・
・
・
・
・
・
計算
・
IO50
-
圧 縮加
0) の
3 2 3
有 限 要 素 法( F
・
) 解析 結 果
・
・
・
・
・
・
・
・
の
・
・
・
・
・
・
} し
f
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
20
2l
23
24
24
24
2 7
-
・
1 9
24
-
・
16
22
・
平滑化 挙動
・
・
・
・
・
・
と評価
-
I
T
・
工 に よ る
観察
・
・
・
・
1 6
2l
・
・
・
・
測 定
の
・
・
た圧縮加 工 に よる平滑化挙動
変 形抵 抗 曲線
ら
・
・
具接触 面圧
工
の
・
・
1 4
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
13
・
・
・
・
13
・
・
測 定
・
11
・
・
の
・
・
・
・
11
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
5
11
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
) に よ る表 面
i
・
・
・
F M
r
・
・
・
焼 な ま し 材( A
E M
・
・
・
原 子 間 力 顕 微 鏡( A
.
・
・
3 2 2
.
・
・
関係
.
・
・
の
.
・
・
圧 縮 率 と 表 面粗 さ
.
・
・
1
・
・
3 2 1
.
・
・
・
具を用
ア ル ミ
・
・
・
と
3 2
・
・
・
圧縮試 験 に よ る試験片
.
・
・
・
・
条件
り量 L
・
着膜 剥離 面積 率
ボ ン 蒸
3 1
.
・
・
・
相対す
.
・
・
2 7 3
.
・
・
摩 擦 係 数〟の 決 定 方 法
.
・
・
・
・
・
2 7 2
モ
・
・
解析
.
・
・
・
・
・
) に よ る 観察方 法
F M
2 7 1
.
・
・
・
・
・
・
・
手 順 と 条件
の
・
・
・
I
・
原 子 間 力 顕 微 鏡( A
.
・
・
・
・
2 5
.
・
・
・
・
触 針 式 表 面 粗 さ 計 に よ る 評価 方 法
.
・
・
・
2 4
.
・
概要
の
・
・
1
・
供試材 と 試験片
.
・
研 究経過 と本 研 究
の
2 1
.
第
・
・
・
3 0
ア ル ミ
3 3
.
引 抜 き 材( A
ム
3 3 2
原 子 間 力 顕 微 鏡( A
3 3 3
有 限 要 素 法( F
.
.
.
3 4
材 料
の
3 5
本 章
の ま
.
.
章
4
とめ
・
ア ル ミ
.
ウ
ニ
・
・
・
・
・
・
・
・
・
) に よる 表面
F M
較
縮加
の 圧
)
・
・
・
・
・
・
・
・
・
・
・
焼な
関係
4 1 2
原 子 間 力 顕 微 鏡( A
F M
)に よ る表 面
4 I 3
有 限 要 素 法( F
.
.
.
4 2
ア ル ミ
.
ニ
ウ
・
・
)解析 結 果
E M
引 抜 き 材( A
ム
IO50
・
・
・
・
関係
4 2 2
原 子 間 力 顕 微 鏡( A
F M
)に よ る表 面
4 2 3
有 限 要 素 法( F
.
.
.
材 料
4 4
工 具
表面処 理
4 5
本章
の
.
.
.
草
加
の
違
の
違
・
・
ま と め
工 晶
表面
の フ
5 1
フ ラ ク タ ル の
説明
5 2
フ ラ ク タ ル
5
.
.
次元
5 2 1
零 点集 合 次 元
5 2 2
パ ワ
.
.
5 3
.
.
A F M
.
ー
ス
ペ
5 3 2
パ ワ
.
.
ー
ス
5 4
零 点 集合 次 元
5 5
パ ワ
5 6
本章
.
.
ー
ス
の ま
ペ
ペ
・
・
・
・
・
・
・
決定法
・
・
・
ける
次元
・
・
f
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
ps
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
60
・
・
・
・
・
・
・
・
・
・
・
・
61
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
測定法
品表面
・
・
」
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
7
ナ
・
・
・
・
・
・
・
1
卓
・
・
・
・
・
に よ る加 工 品 表 面 の
・
・
・
解析 結 果
の
・
・
・
・
・
・
・
測 定法
の
・
・
・
・
次元
・
・
59
・
・
・
57
・
・
・
54
・
・
・
・
53
・
・
・
・
53
・
・
の
・
・
・
・
・
・
・
・
・
・
・
・
・
49
・
・
43
44
・
・
・
・
・
・
平滑化挙 動
・
・
・
43
43
-
・
42
・
・
・
・
39
・
・
・
・
37
・
・
・
・
・
・
35
・
・
・
33
・
・
・
・
・
・
・
ps
・
・
・
・
・
33
・
・
・
・
・
・
・
・
・
・
工 に よ る
・
・
・
観 察と評価
の
・
・
・
・
・
・
・
フ ラ ク タ ル
D
・
・
・
測 定法
βz の
・
・
・
・
・
解析
βz に よ る 加 工
・
・
・
ル
・
・
・
よる比較
ラ ク タ
・
・
・
ク トル 次元 D
ク トル
と め
・
い に
シ ス テ ム に お
零点集合次元
.
・
ク トル 次元
5 3 1
.
較
・
の
・
)解析 結 果
E M
い に よ る比
4 3
・
・
・
・
圧 縮加
の
.
・
・
・
観察と評価
・
圧縮 率 と表面粗 さ
.
・
・
・
・
・
・
の
・
H) の
-
・
4 2 1
.
・
・
-
の
.
・
・
・
・
と 評価
・
・
・
・
・
ま し材( A I O 5 0 0 ) の 圧 縮 加 工 に よ る 平 滑 化 挙 動
圧縮 率と表面粗さ
.
・
・
・
・
4 1 1
.
・
・
・
・
観察
・
・
・
・
の
平 滑化 挙 動
工 に よ る
た 圧 縮加 工 に よ る 平 滑 化 挙 動
い
ム
H
-
) 解析 結果
E M
い に よ る 比
違
菜 種 油 を用
4 1
.
IO50
圧 縮 率 と 表 面 粗 さ の 関係
.
.
第
ウ
3 3 1
.
第
ニ
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
解析 結果
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
62
62
63
64
6 5
67
67
71
・
72
・
・
・
・
・
78
87
第
6
謝辞
章
・
結論
・
参考文 献
・
・
・
・
88
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
‡
E
.
j
戸
,
,
」
)
, I
r
I
:
90
91
第1 章
本研究
1 1
.
近年
背景
の
ナ ノ テ ク ノ
,
分野
い
緒論
で の
っ
て
うキ
い
な加
つ
い る
ャ ッ チ
高 品位 な超 平 滑 面
工 を行
金属
の
うた め
加
加
,
工
良い 等 と
の
ス
こ と に よ
い
た利点があり
っ
塑性 加
,
関連 に 関す る研 究
さ
の
機 構お よ び 平 滑化
また
,
を用
工
大滞
,
の
い
(2 )
しか し
.
工
材 と した塑性 加
工 を
い て微
用
役立
もの と思 われ る
つ
こ
1 2
.
れまで
こ れ ま で
( 6)
服部
塑性加
.
工 に は
平滑化 で は
ら
中実
の
王 ら(
,
ケ
( 7)
3)
圧延
,
I
池( ) の
改 善 を行
,
縮加
工 に よ
っ
の し ごき加 工 に よ る平
( 4)
政
,
硬 質膜
の
の
凹 凸形 状 の 評 価
( 8)
井川
コ
,
っ
耐 磨耗 性 に
面
て の
い
られ て
き
,
の で
工 は
切
,
生産性 が 高
で あり 寸法精度も
一
範囲
にわた
鍛造
,
の
,
っ
転造
て極 め
板金
,
最適 条 件
工 と
の
形成や
検 討等 が さ れ
てい る
5)
の
の 工
単結 晶 ダ イ
上 げ の 研 究等が
そ こで
.
こ と が
今後
形成
・
の
ウム 凝着層
鏡面仕
た研 究 は 未 だ少 な い
こ と が で
で の微細
を行 う 素 材 が 主
岩 本 ら(
,
ま で 立 ち入
,
出来れ ば
業
の
金 属を 素
,
ト
ス
コ
発展に大
い に
ケ
ス
概要
の
ル で の
ー
金属
最 大 高 さ 粗さR
っ
塑性加
の
z
に も影
具 を 製作 し
つ 工
て の調査
技術を開発す る
工
タ シ ミ
ー
ュ
た
戸 田
はア ル ミ
具 表 面 と ほ ぼ 同等
実験 を行
に従
っ
て 平 滑 化 が 進 む と い う 結 果 を得 た
J
シ
ー
ョ
1
の
.
ニ
の
創成 を 行
論 を用
検討
い た 工
っ
,
た
.
また
,
創成さ
具お よ び 試験 片表面
面の 凹凸形状
の
再現等 も行
っ
の
た
.
お よ び 丹銅 の 圧縮 加 工 に お ける
平 滑 度 の 試 験 片 を 創成 し
,
い
て 圧 縮 率3 0 %
圧 縮 率 が 大き く な る
試験 片表 面の 粗さ に よ る評価
◆
大
.
る 工 具 表 面 の 仕 上 げ方 法 の
ウ ム 焼 な ま し材 試 験 片 に お
,
た
試験 片
ン に よ る表
そ して
っ
ウ ム お よ び 無 酸 素 銅 の 単軸 圧
つ
l
\
て の 研 究 を行
つ い
ニ
り 量 と 平滑化 の
べ
( 9)
.
レ
ュ
響を与 え
こ と を 目 指 し,
ア ル ミ
,
フ ラ ク タ ル の 理
,
の
工
つ い
ニ
ル
まで
,
ル ミ
平滑化 に 関す る研 究 は
っ
ー
形 状 が 引抜 き材表 面粗
ス
工 に よ る加 工
は 無酸素銅 に お ける相 対す
い
工
ダ
ー
と微 細 表 面 形 状 の 加
超精密切 削加
ー
高精度化 が
般的 に 用
一
滑表 面形成
ら の 硬 質膜 が ア
の
ー
ダイ
て創成され る鍛 造品 の ナ ノ 表面特 性 に
つ い
ン ピ
平 滑化 現 象 の 検 討 を 行
引 抜き
,
ジ
ロ
工 にお い て
て 工 具 表 面 に 近 い 平 滑 度 の 表 面 を持
れ た試験 片 の 平滑度 に
押出し
,
そ
.
.
の
よ り 平 滑 な表 面 を持
い,
,
てきた
な どが ある が 中で も塑性加
ト ライ ボ
引抜 き加
の
る
た と ころ
.
は 創 成 され る 試 験 片 表 面 の
野
材 料 と して
細 な機 械 部 品 や 超 平 滑 面 を製 作 す る
本研 究室 で は ナ ノ
は 塑性変 形 に よ
加
,
の 広
研 究 経過 と 本 研 究
の
トル オ
ー
素材 か ら 最 終 製 品 の 製造 に 至 る ま で
質が 改 善 さ れ
削減や 生産速 度の 向上 な どで 生 産性 を改善す る
の
工
・
っ
で の 加 工 を行 う た め の 高
が均
軟質 金 属
ス
ー
も微 小 化
型 を使用 して 材料 を高速 で 変形 させ る
,
基 礎 的 な研 究
ナノ
,
塑性 加
,
ダ
ー
い て
製 品の 形状
い た
の
限界
ドバ イ トを用 い た
て い る
研 究 は ま だ 十分 で は な
切 削加
,
っ
般 的 で は ある が
一
の
の
に 出回 る よ うに な
IT
,
ナノメ
,
業 や 医 療 な ど幅 広
い
業製品 に お
現在
工
,
な どと
トル オ
.
あり
医薬 品
多く 世
ー
フ ィ が
今日
加 工 法 に お け る金属 表面
の
てい る
っ
,
表面粗さ に 与 える 影響とそ
その 他
,
モ ン
され
の
工
つ
つ
,
機 械部 品
て材料の材
っ
改 善に 与 え る 影 響 の 検 討
押出形材
工 の
で 歩留 ま り が 良 い
い の
の
ヤ
需要 が 高ま
溶接
,
す る
あり
工 が
を 付 けた製品が
ー
に限られてお り
て 重 要 な役 割 を果 た し て い る
加
ピ
般 に 定着 し
一
今や 特に 素材
,
手 法 と して は リ ソ グラ
の
法 に は鋳 造
工
屑 を出 さな
そ して
.
コ
金 属 を 素材 と し た 微 細 加
い る
う言葉 は 広 く
い
それ らの 現場 に お い て ナ ノ メ
,
に 高分子 材料 や ガ ラ
い
と
ー
機 械 部 品や 半 導 体 回 路 に 代 表 さ れ る
,
益々 進 展 して お り
精度か
ジ
応 用 が な され て
か らナ ノ テ ク と
れ に伴
ロ
,
工
具と
.
2
試 験片間
さと
い
相 対す
の
べ
り 量 と 平 滑 度 の 関係 の 検 討
う観点か らの 表 面
そ こで
凹 凸 形状
で は こ れ ま で
本研 究
,
の
ウ ム 焼 な ま し材 試 験 片 に お
試みた
また
.
剥離が 起き
カ
,
工
,
ー
い
用
鏡( A
工
っ
た
F M
具 と材料 間
の
検 討で は
の
相 対す
工
,
よ り粗 さ の
べ
本論文
1 3
.
まず
次に
,
,
第
第
3
2
試験 片表 面
,
章では カ
また
第
,
5
具 を用
観点
り 量 を求 め
い
,
.
た 圧縮加 工 も行
い
の
試験 片表面
の
か ら の 評 価 を行 い
相 対す
べ
い
っ
こ と か
て
っ
ら
ー
工
の
有 限 要 素 法( F
R
て
ボ
解析 も 行
っ
た
平滑 面
ン
蒸着膜
創成 挙動
の
の
検討
と原 子 間力顕微
z
E M
の
ニ
具表面 に液 体
)解析 を 用
り 量 と平 滑度の 関係 の 検討 を行
こ と で超
ア ル ミ
,
更 な る 平 滑化 を
,
超 平滑 面
,
い
てカ
最 大 高 さ粗 さ
,
う 観 点 か ら評 価 す る
の フ ラ ク タ ル
章 で は本 研 究で 用
い た圧
ボ ン 蒸 着 を施 した 工 具 を 用
ー
た
こ と に よ る複雑
た
っ
.
い て
また
,
創 成 挙 動 を検 討
.
構成
の
油 を用
きた カ
圧 縮前 後
試 験 片 表 面 の 凹 凸 形 状 を 複雑 さ と
す るた め に
っ
ボ ン 蒸着を施 した 工 具 を用 い た 際に は 条件 に よ
観察 結果
の
)で
評価 を行
具と 試 験片 間の 金属接 触 が 生 じて 表 面 が 荒 れ る
実験 結 果
.
い て
次元 を 求 め る
て 圧縮率 を30% より 大きく す る こ と に よ
潤 滑剤 と し て 菜 種 油 を 塗 布 し た
を行
の
フ ラ ク タ ル
,
縮加
ー
ボ ン蒸
工 に よ る
章では加
工
試 験 片 圧 縮試 験 方 法 お よ び 各 評 価 方 法 に
,
着 工 具 を用
い た
圧縮加
工 に よ る平
平滑化 挙動 をそ れぞれ粗さと
品表 面
点 か ら評 価 し た 結 果 を 示 す
い た
.
の フ ラク タ ル
最後
に
第
6
解 析 を行
い,
章 で 結論 を 示 す
い
,
第
い
4
章 で は 菜種
.
う 観 点 か ら 評 価 し た 結果 を示 す
表面
.
滑化挙 動
て示 す
つ
の
凹 凸 形 状 を複 雑 さ と い う観
.
3
第
章
2
実験方法
本研 究
で は
ア ル ミ
,
た 圧 縮 試 験 を行 い
(A
ウム 引抜き材 お よび
ニ
圧 縮試 験前 後
,
) で 測 定 して 評価 を行
F M
動 に影 響 を及 ぼす 因子
本 章で は
の
の
ニ
ウ ム 焼 な ま し材
そ して
有 限 要 素 法( F
E M
)解析 を用
っ
た
つ
で あ る材料 流動 量 の 違 い に よ る 平滑化
一
.
円板試験 片 を用
の
い
試 験 片 表 面 を触 針 式 表 面 粗 さ 計 お よ び 原 子 間力 顕微 鏡
圧縮 試験 お よ び 各評価 方法
,
ア ル ミ
,
具体的 手順 に
の
つ
い て超
影 響 を調査 した
の
-
詳細 を 示 す
い て の
平 滑面創成 挙
.
.
供試 材 と 試験 片
2 1
.
本 実験 で は 供 試 材 と し て
学成分 を示 す
アル ミ
旋削し
切断 し
,
ウム 引抜き 材試 験片 は 直径
マ
イク
ソ
ロ
-
サ
の
ア ル ミ
,
( 笠井商
ン ドペ
0 8
m
.
( A 1 05 0
.
焼なま
そ の 後室 温 で
-
H)
試験片
試験片
表面
の
,
の
冷却
焼 な ま し後
ー
と粒径
像
し処 理 は
3p
棒材
の
m
より
R C A 0 0 5)
-
,
い た
を用
H 1 4)
-
を用
F ig
.
直径
,
T
a
10
m
.
7
い て
m
,
.
以後
例を示す
T
ble 2 1
ニ
像
の
ル ミ
R
は 0 4p
z
.
例 を示 す
.
Fig
.
高さ
,
板厚 が
2 1 に
.
.
試験 片
の
ble 2 1 に
.
焼なま
m
と した
m
化
に なる よう に
ロ
ン パ フ で圧
寸法 を示 す
をア
ニ
ニ
ル ミ
F ig
.
.
.
Fig
三 東 大 学 大 学 院
工
I O 50 B D
の
ウム 焼なま
ル ミ ホイ ル で包 み,
ウ
ム
時 間加
l
引抜き材試験 片
-
ニ
.
試験 片
2 1
ニ
縮
・
し 材 試 験 片( A I O 5 0 0 ) と す る
2 3 に ア ル ミ
ウ ム 引 抜 き 材( A
円筒 を
の
m
.
2 2
.
にア ル ミ
ニ
寸法
学 研 究科
-
ウ
ム
H 1 4) の
化 学成 分
.
引抜き材
ウ ム 焼 な ま し材 試 験 片
.
アル ミ
m
℃ 以上 に保 温 し た状 態 で
い て 3 60
ム
1
の
引 抜き 材 試 験 片 を ア
し前 の 試 験 片 を ア ル ミ
ウ
ニ
ム
ウ
焼なま
】
試験 片 をア
の
の A F M
.
ア ル ミ
m
を砥 粒 と した ナ イ
の ア ル ミナ
m
業 株 式 会 社 製) を 用
した
の
a
m
に して 試験 片と した
m
圧 縮 表 面 の 最大 高 さ粗 さ
初期表 面
の A F M
15
株式 会社製
工
パ
ー
カ ン タ ル 相 場 炉( 東 海 高 熱 工
,
I O 50 B D
ウ ム 引 抜 き 材 試 験 片 に 焼な ま し処 理 を施 し た も
ニ
し材 試 験 片 と し た
熱 し
ウ ム 引 抜 き 材( A
ニ
表 面 を研 磨 し て 板厚 を
また
ニ
.
# 1 5 00
,
ア ル ミ
の
初期
.
0 ∝1
2
_
D
伽
2 O O O 【L m )
.
x
. -
I O P)
T
0
.OO t
r r n]
( a)3 次 元 像
200
150
100
g
、
50
■
■■
ヽ
0
亀
50
苗
ココ 1 0 0
●
-
-
15 0
ー
2 00
ー
10
H
o
血
J)t al
p
siti o n
/ p
m
( ち) 断 面 曲 線
Fi g
(
ア ル ミ
2 2
,
ニ
.
ウム
試験 片初期表 面
引抜 き材試 験片
J
の
,
A F M
e
=
c
瑚%
像
,
の
SR
例
-
2 0ll
m
)
000
.
2O 0)
-
1
20 0 0 tr r T[l
I
-0 一 O O. 0
0
T
( rr n)
( a) 3 次 元 像
i
li:
ヨ
亀
∵
頭
≡
10
H
d
o
z o n
t al p s lti
o ll
/ p
血
( ち) 断 面 曲 線
F ig
(ア
圧 蕪辞浜 工 具
2 2
.
Fi g
さ
R
z
・
の
ル
ミ
・
安を示す
の 目
s r e c eiv e
ウム
ニ
焼 な ま し材 試 験 片
た
い
工
z
-
0 9 5J l
-
e
,
c
司 %
具 の 製作 手 帳 と 各
,
の
例
SR
程終 了 後
工
L a p p in g
b p pin g
W A 弾I 2 0 0
W A #4000
A lu
d)
10
R
像
の A F M
-
20 p
m
)
の
圧 蘇部 表 面 の 最 大 高さ粗
,
G 血 di n g
(A
,
発作
に 圧 縮試 験 に用
2 4
試 験片初期表 面
. 2 3
m
R
z
(1)
血a
血
m
in
0 50p
・
-
Al
R
.
2 4
.
in
20
1
( 2)
F ig
m
(3)
圧縮試験
工
具
L
の
血
sl u
I lt l¶
O 1 0 l⊥ m
-
z
A lⅦ
血
I5
m
l‡ulli " !1
R
z
m
≒ 0 0 1 p n
.
( 4)
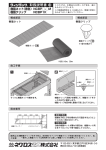
製作手順
)
血
町
6
Fi g
に 示 し た( 1 )
2 4
.
.
(I) 研 磨 前
工
具は
で あ
工
:
具
た
っ
製作
の
鋼
S K D ll
( 4)
-
はオネ
程に
工
具表面
( a) 上
つ い
H R C60
の
ピ ン グ( w A # 1 2 0 0)
ッ
ル で
脱脂 した
フ ジ ミイ ン
コ
ポ
レ
ー
62 で
2 5
工
.
具
用
テ
の
定盤
に影
響 を与 え る
タノ
R
z
( 3) ラ
-
ル で
ー
0 5 0 トL
.
一
に 広 げる
脱脂 した
フ ジ ミイ ン
回転させ る
こ り
用
w A # 40 0 0
コ
ー
ポ
レ
ー
テ
A Y L O R
の
ッ
定盤
の
新たに
び 5
-
ド製) を ご く 少 量
一
させ る
また
.
,
工
こ の
.
具 と 定盤
の
さ計 で
R
z
0 1 0 トL m
.
以下にな
っ
タ ノ
る
具
プ加 工 を 行 う
とき
間に ほ
,
こ
度の 割 合
脱脂 した
ル で
ー
5
い よう に
H O BS O N
砥 粒 を用
の せ,
工
ー
式会社
描
,
具 を軽く定盤
一
製
T aly
研 磨後 は
.
s u r
f l O) で
に 研磨
工
具を
測 定 を行
い て ラ ッ
エ
い
,
,
エ
分 程 度研 磨 す る
工
タ ノ
ー
こ こ で
.
,
一
に研
よう に
磨す
研 磨後 は
て い る こ と を確 認 す る
工
工
具を
.
学 研 究科
エ
つ
ア ル ミ ナ 砥
脱脂 した
具 を軽
の ス ピ ン ドル
油の 油
具 表面 に 傷が で き る原 因に な る
倍 程度 に な る
ー
工
ル で
定盤 上
.
タノ
ピ ン ドル 油 を 指 先 に
ス
る
エ
.
の ア ル ミ ナ( 株 式 会社
W A # 4 00 0
薄く 広 げ
そ の後
.
プ加 工 を 行 う
薄く 伸 ば
の で,
して か ら再
る た め に 工 具 を時々 回転
り 等が 入 る と 工 具 表 面 に 影 響 を与 え る
三 重 大 学 大 学 院
タノ
で供 給 し
具 表 面 を均
工
,
注 意す る
研 磨 液で あ る
工 具表 面を均
.
エ
.
の ア ル ミ ナ( 株
W A # 1 20 0
こ の とき
.
に な る よ う に よく 混ぜ て
上 に ほ こ り 等 が 付 か な い よ う に 注 意す る
-
-
具 表 面 と 定 盤 が 直 接 接触 し て
分 間研 磨 を 行 う
.
.
ピ ン ドル 油 を少 量 付 け 足 し て 面 積が 3
ス
10
工
,
ある
で
い て ラ ッ
上 に 研 磨砥 粒 で あ る
く 定盤 に 押 し 付 け な が ら 円 を描 く よ う に
膜 が 薄く な る と
工
ある
エ
磨す
ドル 油は 1 対 20 程度 の 割 合 とす る
ス ピ ン
m
.
を用
,
等が 付 か な
W A#4000 の ア ル ミナ
:
.
工 具と定盤 の 間に ほ こ り 等 が 入 る と工 具表面
,
て い る こ と を確 認 す る
けて か らそ れ ぞれ を指 で 均
粒と
また
.
,
っ
.
寸法
の
そ の 後
.
脱 脂 し 触 針 式 表 面 粗 さ 計( T
以下にな
m
に 工 具 の 寸 法 を示 す
2 5
ド 製) と 研 磨 液 で あ る 洗 油 を l 対 2 0 程
ッ
定盤 上 に ほ
,
ピ ン グ( w A # 4 0 0 0 )
ッ
ル で
の で
0 9 5 Lt
-
z
の 上 に研磨砥粒 で
に 押 し付 け な が ら 円 を描 く よ う に 1 0 分 程 度研
々
.
.
納 入 時 は 表面 に 研 削 を施 した状態
( b) 下
.
F ig
.
,
R
具
工
で よく 混 ぜ 薄 く 伸 ば し て 均
す る た め に 工 具 を時
あり
W A # 12 0 0 の ア ル ミ ナ 砥 粒
:
w A # 12 0 0
ー
-
最大 高さ粗 さは
F ig
( 2) ラ
て の 詳 細 を以下 に 示 す
ト ン 株 式 会 社 に 依頼 した
ス
焼き 入 れ 硬 さ
,
こ の とき の 工
・
各
の
タノ
ー
の で
ル で 脱 脂 し,
,
定盤
表 面粗
7
パ
( 4)
研磨
フ
ラリ
ス
20
m
も治具
る
締め
め
.
研磨
ル ト
マ
製) を 使 用
-
し
パ
,
押さえ
て い
く
工
2 9
.
.
また
.
固定 す る
て ね じ で
度に
一
1
,
ミナ
ス
うにプ
の よ
具
製
ラリ
ー
M L
,
つ の 工
レ
2 8 の よ
.
.
箇所
2
の ね じ で
ピ
ス
F ig
.
れば
い
o
改良 を行
.
っ
た
.
3
分毎 に 表面
2 0 に し て ドク タ
っ
2
,
そ の後
.
,
目視 に よ
プ は使
た ら 工 具 表 面 を 精 製水 で 洗 浄 し て 工 具 表 面 を
研磨後
た だし
い
の 工
高さ
,
7
) で も測 定 し
終わ
具
得た 断 面曲線を
上 の ね じを 固 く 締
,
つ の 工
具 を固定 した
真横 か ら目視 す る
,
次に
ドク タ
,
,
プ の
ス
こ
ッ
プ
研磨剤
の ア ル
シ
トの上
トに か け る
ッ
ラ
ー
.
イ
ッ
ー
チ を入れ る
こ の
.
と が分 か
とき
っ
の
R
,
下
の
m
z
外観 を
.
2 13
.
F ig
.
具に
工
.
.
に示 す
磨剤 を洗
に
2 11
て
い
い
,
,
たの
t
/
′
ノ
i
て 表 面の 研磨 状態 を確認
R
ル で
ー
A j
二:
脱脂 し
とな
≒ 0 0 1 LL m
z
.
る こ と を確認 す る
流 して 蓋 を して おく
A F M
r
,
タノ
エ
,
,
研
.
表面全体
て い れ ば 完成
っ
表 面 粗 さ計 で 計 測 し た 後 に 原 子 間力
像を
.
、
,
て は
っ
表 面の
,
:二
: ;
、 1 : 人 l 人 ; 芦;-;
二
つ い
とな
≒ 0 0 1 p m
e
た ら精 製 水 で 研
っ
Fig
m
っ
状 態 を 確 認 し な が ら引 き 続 き 研 磨 を 行 う
の
に 研 磨 さ れ て い る 工 具 の み を 表 面粗 さ 計 で 計 り
ッ
ラ
ー
箇所 を 少 しず
締 め 方が ゆる過 ぎる と
,
.
ー
3
,
が均
F M
,
工
を か け 5 分後 に 再 び研 磨剤 を か け て か ら2
わ
顕 微 鏡( A
なく
く り滑 らか に 回転す る
磨が 終
.
箇所 に 取り 付 け
の 3
りに 精 製 水 を か け
M M 43
,
ぜ た も の を少量 シ
製水
回 転 して 3 分 程 した ら精
研磨が 必 要な場合 は
で ある
ダ
m
に 示 す よ う に金 具 の 角度 を傾 け るた め の 器 具 を新 た に設 置 して 研 磨方法 の
分研磨す る
一
よ うに 上 か ら
程 度傾 け る と よ り 滑 ら か に 回 転 す る
15
っ
い
m
ね じで 3
.
具と 高 さ
傾か な
,
7
固定す る が
ただ し
.
ミナ
下
ル
か確認する
い
ホ ル ダは ゆ
,
分 おき に精製 水 を 足 して
,
な
い
製
割合で 混
ドの 設 定 を
ー
具が 水 平 に接着 して
2 10
接 して
ト( K U L Z E R
ー
ホ ル ダを支 える 金具 の 角度を 5
,
い て
と 精 製水 を l 対 5 の
,
うにホ
の ア ル
1い m
の
高さ
.
ト を逆 さま に して そ の 上 に ホ ル ダ を置 き
ー
1 8 0) の シ
-
い
注意す る
こ と が あ る の で
表 面 が傾
の
に ホ ル ダを静か に 置き
3
た
っ
の ね じ を締 め る の で は
具
の 工
具を上下
の 工
つ
そ れ を F ig
.
箇所
1
具 が は ず れ て しま う
つ の 工
3
,
A R U T O
(M
し
研磨 を 行
フ
.
で
Fi g
,
こ と で
3
研 磨剤 と して 砥 粒径
.
.
研 磨中 に
で
作 業手 順 を示 す
の
下 の ね じ の 締 め方 で 工 具 の 傾き を 調整す る と 良
,
後
パ フ
に
2 6
取 り付 け る 際に は
.
つ
.
上 工 具 を そ れ ぞ れ Fig 2 7 に 示 す よ う に 治 具 に 取 り 付 け
の
m
Fi g
:
(株式 会社
ー
[f]r
・ 発 車i
,
F ig
.
2 12
.
・
また
,
ドク タ
ー
ラ
.
に
,
表 面の
A F M
像から
・
具 を 治 具 に 取り付 け
工
ホル
,
ダにセ
トす る
ッ
t
ドクタ
(途 中
ー
,
ラ ッ プ に 研 磨剤 を か け5 分 研 磨
3 分経 過 した ら精 製 水 を か け る)
再 び 研 磨剤 をか け1 5
(2 3 分 お き に 精 製 水 を加 え る)
,
↓
目 視 で 表 面 を確 認 し 更 に 研 磨 が 必 要 で あれ ば
,
2
,
3
で 表 面 を確 認 しな が ら研 磨 を続 け る
分毎に 目視
1
タノ
エ
(R
z
とな っ て い る ことを確 認 す る)
≒0 01ト
L m
.
Fi g
2 6
.
ル で脱脂
ー
.
パ
研磨
フ
作 業手順
の
T t
( a) 下
工
具( 高 さ
7
Fig
m
.
rt /
( b) 上
)
m
治具
2 7
.
l:
、
■
/
J
・i
(
!
」
-
の 工
T
工
具( 高 さ
具の 取付 方法
r
卜先 1L r
20
)
m IⅥ
氾I
(2 C
h
)
Fi g
2 S
.
.
工
具
F ig
F ig
2 10
.
.
ノ
の
ホル ダ
_ 2 9
日視
パ フ
研磨方 法
.
I
I
の
l
の
-
設 置方法
方法
の
改良
r
10
F ig
.
研 磨後
2 I)
.
の 工
具
の
外観
0 00
_
20
一帥
Fi g
.
2 12
.
x
2 0 0 0 tLJ m
-
研磨後
】
の
Z
O OO
-
I
46 22
[l V nl
工 具表 面 の A F M 像
1l
30
20
g
、
10
、
鳥
芯
●
1
垂
2
3
10
iz
H
F ig
.
.
圧 縮試 験 工 具
2 3 1
.
.
圧縮試験 に お
られ る
.
い て
m
断 面曲線
の
そ こ で 本研 究 で は
.
工
具表 面
の カ
-
工
,
工
,
( 明 石 製作 所 製) を 用
せて行
た
っ
具 と試 験片
液体 潤 滑 に
い
る(
10
)
菜種 油
,
塗布 し た
20
.
o o5
.
m
l
を
タノ
エ
ー
-
縮板
の
金 属接触 を避 け る た め に
工
具表面 に カ
ル 20
ル に よ
ー
ボ
ー
っ
製)
l で
株 式 会 社製
¢ 5
,
真 空蒸着装置
,
× 1 00 m
m
) を蒸 着 さ
.
プ
ロ
て 脱脂 した 工 具表 面 に
ン( 日 新 E M
完全 な境 界 潤 滑
m
ク株 式会社
ス
ー
ル と呼
ー
塗布 は
の
でない場
合
,
潤 滑油 が
具と試験 片
工
ばれ る微 小 な穴 が 出来 る
工
,
こ と が知
の
られ
具 表 面 に 可 能 な 限 り 薄く 塗 布 す る た
希釈 して 希釈 率
o 25
.
v o
l% に した
も
を
の
工
具表 面に
.
に圧
F ig 2 1 4
,
タノ
菜種 油
の
圧 縮試 験 に お け る 加 圧 装置 に は
.
エ
秒 と した
30
-
具 表面
工
,
間
の
.
試 験片表 面 に ミ ク
,
平滑化 が 妨げ
圧 縮 試 験 装置
2 3 2
.
そ こで
.
た
お い て 潤 滑油膜 が 厚く
間 に 閉 じ込 め ら れ
て
,
っ
い て 真 空 蒸 着用 カ
蒸着 時 間 は
.
の
こ る
具 表 面 に 液 体 潤 滑 剤 と し て 菜 種 油( ナ カ ラ イ テ
蒸着 は
ボ ン
ー
と試 験 片 表 面
具 と試 験 片 の 間 で 金 属 接 触 が 起
工
,
を 塗 布 し た も の を 用 い て 実 験 を行
分
具表面
の 工
/ LL
n
表 面処 理
の
ボ ン 蒸着を施 した も の
98
研磨後
2 13
iti o
o s
圧縮試 験
2 3
め
l p
o nt a
o r
.
24 5
の
の 1
,
縮試 験 装置
4 9 0k N
最大 間 隔
とな
っ
の 6
てお り
,
外 観 を示 す
の
段 階の
は 8 00
m
m
レ ン
圧 縮 荷重
,
.
2 15 に 示
.
.
こ の
ジ が あり
圧 縮速 度 は
れ ぞ れ の 圧 縮 工 具 は F ig
万 能 試 験 機(
,
0
-
試験機は
最大
,
の
最小 目 盛
80
m
m
/
島津 製 作 所 製
m
i
n
す よ う に ダイ
,
の
R E H
50
-
最 大 圧 縮荷 重 と
で 4 90 k N
は各
,
々 の
の
負荷 が
レ ン
ジ での
双葉電 子
工
して 9 8
・
24 5
,
可能で ある
・
.
.
,
また
最 大圧 縮 荷 重 の
間 で調 節可能 で あ る
セ ッ ト(
型) を 使 用 し た
49
,
.
,
圧
1 00 0
上 工具と下工具そ
業 製) に 設 置 し た
.
12
■ -
Fi g
.
万 能 試 験 機( 島 津製 作 所
2 14
.
製
,
R ヱH
L
Fi g
.
2 ]5
,
圧 縮 工 具 と ダイ セ
l
ッ
-
50
Ⅳ
トの 概 略図
▼
- -■7 7
1
型)
die t D k h
13
圧縮試 験 条件
2 3 3
.
.
本研 究 で は
た
っ
ひ ずみ の 表 面形 状
,
圧縮率
.
e
算出
の
。
影 響 を調
の
-
るた めに圧縮率
べ
は 次 式 か ら行 う も の と す る
e
望
=
c
e
を変 化 させ て 実験 を行
c
.
( 2 1)
( %)
×1 0
.
わ
(t o
圧 縮試 験時 の ひ ず み 速 度 は 2
また
圧縮 中
,
LI N E A R
荷 重 と 変位
の
G A U G E
っ
た
-
荷重
,
ジの場
合
:
荷 重 値[ N ]
4 9k N
レ ン
ジの場合
:
荷 重 値[ N ]
の
ジの場合
レ ン
関係 が 得 ら れ
.
を
4 5 0)
-
コ
レ
そ して
.
ダ
ー
(N
ー
ゲ
ル
製オ
E C
ジ(O N O
ー
ム
ニ
エ
出力さ れ た 電圧 と 荷重
,
R A 1 2 0 0) に
電圧 と 変位量
,
製
S O K Kl
ス Ⅲ
ー
製
N O S O K KI
校
の
489 4 ×
.
荷 重 値【N ]
:
変位 に
,
.
-
m
・
V] - 19 3 4 03
・
V] - 9 3 l 22
出 力 電 圧[ m
.
は 「 変 位 値[
い て
つ
出 力 電 圧[
2 43 97 ×
-
V] - 4 4 7 8 8
出 力 電 圧[ m
9 91 96 ×
-
m
m
]
・
出 力 電 圧[ V ] 」
0 09 8 ×
-
.
の
関係 が 得 ら れ た
・
圧 縮試 験 手順
2 3 4
.
た
っ
ては
つ い
に
レ ン
.
実験 を行
接 続 し た デ ジ タ
G S 1 1 2) に
9 8k N
24 5kN
in と し て
.
結果
その
m
出 力 され る電圧 を記録 した
,
正 を行
/
O U T G A U G E D G
-
なぎ
m
圧 縮 後 試 験 片 板 厚)
t :
,
変 化 を 知 る た め に 万 能 試 験 機 と 変 位 測 定 器( O
の
S E N S O R
D IG I T A L A N A L O G
っ
m
試験片初期 板厚
:
.
圧 縮試験
実験手順 を以下 に示 す
の
( 1) 試 験 片 表 面
浄を
3
汚 れや ほ
の
分 間行う
( 2) 超 音 波 洗 浄 後
( 4) 組 み 付 け
圧縮
,
工
具と 試験 片をダイ
の
完 了 した ダイ
の
電 源 を入 れ
デジタ
ル
ゲ
(5) 万 能 試 験 機
の
圧 縮部 と ダイ
に
の
ス
ピ
こ こ で
( 6) そ
の
値を
ジも
ー
ド を遅 く し て
ー
レ コ
,
ダ
ー
にす る
( 7) 圧 縮速 度 2
m
の
ー
まま 圧縮速度
0
2
m
レ コ
コ
ー
ダ
ー
ー
接触 す
m
/
こ こ で
,
/
m
i
で 圧縮 し
n
試 験片
,
レ
ドを
なぎ
つ
2
レ コ
,
・
・
分 間 慣 ら し運 転 を す る
こ れ は試
・
験
,
ダ
ー
変 位測 定 機 を 設 置 す る
に接 続す る
ー
ま た
.
・
変位 測 定
,
に接続 す る
間隔を数
る直前 に な
っ
m
徐
々
指 針 が 動 き 始 め た 時 点 で 変 位測 定 機
の
程 度ま で 接 近 させ る
m
た ら圧縮
速度 を
2
m
m
/
m
in
・
こ の と
とする
き
,
.
.
で 下 降さ せ な が ら
in
m
取 り付 け る
セ ッ トに
能試験機 に設 置 し
記録 を開始す る
に 本研 究 で の 変位 の 目標
で 2
た
を洗 浄 剤 と し て 超 音 波 洗
ル
ー
っ
.
セ ッ トの
,
変位 測 定 機 の 変位
圧 縮 終 了 後 に 圧 縮試 験 機 よ り 荷重
するま
タ ノ
エ
て行
っ
,
.
m
( 8) 圧 縮 試 験 後
手順に従
こ の
実験 前に約
,
セ ッ トを万
万 能試験 機 に 荷 重値 出力用 の
器
実験 は
な ど を 除去 す る た め に
こ り
循 環 を させ る た め で ある
の
の
.
( 3) 圧 縮 を 行 う 万 能 試 験 機
機に油
全て
.
m
m
コ
/
ー
m
の
値の
ー
,
覧を 示 す
一
の
験機
、
、
I
::
:
_ 車 人 j )(; l
`
より
変位
,
(
,,
i
の
値 を記録す
る
・
T
a
bl
e
・
2 2
・
急 激 な 除 荷 を避 け る た め に 無 負 荷 の 状 態 に 達
.
' J
,
し目 標値ま で圧縮す る
.
圧縮 部分 を上 昇 させ る
の
記録 を終了 す る
:
板厚 を 推測
値 を 変位 測 定 機
弾 性 変 形 を考 慮 し
in で 万 能 試
ダ
の
より
i- [A)7fL・ た 朽
、
L
''
ノ
,
ノ
.
14
(9) 無 負 荷
状 態 に 達 した 後
の
さ ら に上 昇 させ る
,
・
分か る よう に試 験 片 を 取り 出す
な
よ う に注 意す る
い
また
.
時 に試 験片
こ の
,
レ
コ
( 1 3) A
ダ
ー
板厚
を測 定 し
t
で試 験 片表 面 の 観察 を 行う
F M
( 1 4) 表 面 粗 さ 計
で試
験 片表面
( 1 5) 計 測 終 了 後 は 空 気 中
シ ケ
夕 内 に保 存 す る
一
.
本節 で は
T aly
・
.
・
こ と を
付着 す る
へ
防 ぐた めに
工
具 お よ び試 験 片 はデ
.
a
変位 測 定機
bl e 2 2
.
s ur
f 10
最 大 高 さ粗 さ
,
(T
a
ylo
r
-
H
o
b
-
トラン
は
一
で の 変位 の 目標 値
.
m
試料 を表面粗さ計 に
した
e r ti c a l
.
測 定 方法 に
の
z
程 度の 触針
m
な どで 電気 的 な信 号に 変換 し
ス
辺 の 長さ 2 5p
(v
R
社 製) の 外 観 を
s o n
示 す よ う に 先 端 半径 2 l 叫
測定
M
の
の 正
セ ッ ト し,
g n i fi c a ti o
a
際
,
方 形(
粗 さ曲線
.
こ こ で
がなる
き 取り
こ の
,
最大 高 さ粗さ
,
こ の
値を
マ
抜き 取 り部 分
イ ク
ロ
メ
ー
R
z
で
.
2 16
.
出力す る も
,
,
V
ある
(H
h
の で
触 針 式表 面粗 さ計 は
・
レ
ス
ー
ある
本研 究 で は
.
触 針 式 表 面粗 さ測 定装 置
.
.
,
し
Fi g
o ri z o n
t al
M
ag n
i fi
c a
とは
F ig
.
なお
,
まず
エ
触針
本 装置
の
タノ
ル で
ー
は
×1 0 0
.
粗 さ 曲線
,
、
'
::
:
_ 前 人 ; )( ; 院
′
J
ノ
い
・
に
の
端面
脱脂 した
なお
・
,
に 設 定 し て測 定
に 示 す よ う に し て 最 大 高 さ粗 さ R
2 18
2 17
そ の 触 針 の 上 下 を 差動
,
ti o n )
・
く 記 録 用 紙 に 平 行 に 記 録 され る よ う に 注 意 す る
べ
ト ル で 表 した も の を
:
に示す
表 面 を直接 ト
z
・
次に
,
を測 定 し
か らそ の 平均線 の 方 向 に 基準長 さ L だ けを抜
山頂線と谷底線 と
の
て 説 明す る
い
つ
触針 が試料 表面 を水平 に 走査す る よ うに 調整 す る
× 5 0 00 0
)は
n
F ig
フ ラ ッ ト) で
表 面粗 さ が 記 録 さ れ た 記 録 用 紙 か ら
た
を求める
c
・
触針 式表 面粗さ計 に よ る評 価方 法
2 4
v
e
超音 波洗浄 を行う
ル で
ー
・
粗さ計測 をす る
の
タノ
エ
よ り圧縮 率
to
関係 を 求 め る
の
水分 が表 面
の
T
v
初期板厚
,
記 録 よ り 荷 重 一 変位
の
ー
の
裏表が
の
具 と も に 表 面 状態 が 変わ ら
工
・
試験 片
,
.
(l l) 試 験 片 表 面 に 付 着 し た 潤 滑 剤 等 を 除 去 す る た め に
( 1 2) 圧 縮 後 試 験 片
取 り外 して
セ ッ ト を
(1 0) 完 全 に 上 昇 が 完 了 し て か ら 万 能 試 験 機 よ り ダ イ
の
う
L
間 隔 を 粗 さ 曲線
.
j:二 研 先 朽
、
′
の
縦倍 率
の
方 向に 測定 し
,
15
F ig
.
,
F ig
Fi g
.
2 1S
.
触 針 式 表 面 粗 さ 計( T
2 16
,
触針 式表 面租 さ計
2 17
.
粗 さ 曲線
、
aly s u r
の
か ら最 大 高 さ 粗 さ R
f 1 0)
の
外観
原理 図
z
を求 め る 方法
16
原 子 間 力 泉 社鏡( A
2 5
.
装 置 と原理
2 5 1
.
.
s p M
本体
デ
ー
(S
c a n n
ing P
b
r o
ィ ス プ レ イ モ
い
る
s p M
ユ
ニ
チ
ン
トは
ッ
レ バ
ー
,
ro sc o
(
ー
) とそ
ホ
,
ト
ス
M I T S U B IS H I
,
軸 出 力)
z
よ び 制御
測 定デ
理系
の
-
ー
ン
ピ
SP M
,
ユ
ー
ー
ュ
ー
こ
ニ
ト
ッ
制御
,
検出 軌
が 可能 で あ る
そ
.
ス
ス
ト
コ
ン
ト
コ
ン
ピ
ク
ッ
タに より
そ して デ
.
タ をホ
タは ホ
ドバ
ー
タ を収集す る
渡 され る
測 定デ
測 定デ
コ
F ig
タ( D E L L 製
O P TI P L E X
ー
ュ
R D 1 7 G X II )
ユ
試料 を三 次 元 に動 作さ せ る
フ ィ
外観写真 を
の
除振 台 (
・
,
に示す
2 19
・
こ れ ら は
・
G X 1 5 0)
カラ
-
製
M EI RIT S U
,
A Z
-
S)
.
な らび に 光て
,
ン ピ
コ
製
A F M
軸 駆 動 部 お よ び 除 振 機 構 か ら 構成 され る
y
周辺装置
の
e
p
製 作 所 製)
タ
ニ
装 置 は 大別 す る と
M ic
e
s p M 9 5 0 0 J 3( 島 津
か ら構 成 され て
カ
( ll )
) に よ る観察方 泣
r m
の
ー
ピ
ス
,
ン
ト
ロ
ラ(
ー
ー
試料 表面
ー
ドを試料 表面 に 対 して 大きく 上 下 させ る Z
DS P
キ ャ ナ
ス
制御
,
タ な どは
い
ユ
ニ
,
トは
ッ
通信イ
,
ン
,
タ
ー
リア
て 画像 表示
,
フ
ル
ン タ
ェ
ー
ー
ス
SP M
フ ィ
・
の
キ ャ ン
ス
に よ るデ ジタ ル フ ィ
フ
ー
ェ
ス
タイ ム で
モ
ニ
ト
ン
ド/
ー
ー
コ
ドバ
ミッ
ロ
ッ
ユ
ラ( 冗
ー
ク 制御 して
ニ
ッ
タ に 表示 す る
・
ー
タ処
トか ら
また
画 像 処 理 お よ び 画像 解析 を 行 う
お よ び周 辺 装置 の 外観
,
ク 方 式) お
を 適 して デ
を介 して制御
.
F ig. 2_ 1 9
凹 凸 を検 知 す る
ツ
タ に取 り 込 み
タにお
・
エ
タ処理 系 は通 信イ
ュ
ゾ
タ 処 理 系 か ら構 成 さ れ る
ー
ピ
また
.
トお よ び デ
ッ
キ ャ ナ に 装着 した 試料 を走査
勘定デ
ー
ュ
コ
-
ニ
,
こ と
17
S P M - 95 00J3
の
主 な仕 様 は
最 大 走 査 範 囲( X
・
最 大 測 定 範 囲( Z )
・
変位検 出系
・
:
Y)
・
/ 光
試料 最大形 状
・
制御 方法
:
D i g i t a トS i g
画像 処 理
:
傾 斜補 正
・
24
¢
像拡 大
画 像 解析
・
:
m
n al
画像表 示
また
観察
SP M
,
:
-
P
C
cr o
a n
画像反転
断 面形状解析
材質
・
:
:
レ バ
シ
本研 究 で 使 用 し た
M icr
の
o s c o
SP M
水平力 が得 られ る
レ バ
A F M
の
,
フ ア ン
2 20
.
.
デ
ル ワ
-
ー
とに よ り 拡 大され る
ォ ト
ダイ オ
広く用
,
ー
モ
こ の よ
うに カ
ル ス
,
実際
ク
ッ
製の
こ の
力 を
一
パ ワ
,
ペ
ス
ー
H
,
M ic
r o
い る
ig h t ,
e
c a n
Lin
til e v e r
画
ー
,
ク トル 解析
自
,
es
M
,
e s
ある
で
等
h)
微 小構
・
・
凹凸像が 得られ る
の
モ
ド
ー
本研 究で は
,
カ
を 接近 さ せ る
ー
試料 表面
,
ク
,
の
ー
ー
ー
は
こ の
っ
A F M
た
とによ
,
半 導体 プ
試料 と
,
っ
レ
ン チ レ バ
ー
セ ス
一
・
ic F
モ
or c e
ド ( カ
ー
ン
い て
を用
の レ
離れ
,
,
チ
生成され て
い る
た
っ
ー
と
物質表面
レ バ
・
て F ig
.
ー
・
ン チ レ バ
は
こ
2 21 の
・
位置で 検 出する
ザ 光 をカ
ー
般に
レ バ
カ ンチ
い て い る
ー
こ
背面
か ら離れ た位 置 に 配置 され た 分割型 フ
ー
は 光 て こ 検 出法 と 呼 ば れ
検出法
タク ト
間で働 く 原子 間力 に よ
ザから
m
て試 料表 面と カ ン チ
わ ず か な 変位 は
こ の
.
の
ロ
(Ato
ドお よ び 表 面 走 査 時
ー
ン
コ
A F M
.
,
A F M
観 察 に 最 も 多く 用
.
と試 料表 面間 で働く 局所的 な力 を
定 に保
つ
、
I
:
. T1: 人 ; )(
E
7
,
カ ンチ
レ バ
ー
の た わ み と し
よ うに 探針 一試 料間 の 距離を 制御 し なが ら試料 表面 に沿
て 走査 して こ の 制御 量 を試料 表面像 と して 画像化す る
:
モ
形 状 を観 察す る 装置 で あ る
の
半 導体
,
位置 移 動 を カ
.
こ
,
S T M
,
カ な どの 原 子 間力 が 働
ン
ロ
がた わむ
装置で
検 出方法 で ある
ン チ レ バ
li d
o
られ て
い
試料表面
の
ドが あ る が
ー
ン チ レ バ
ド で 検 出す る
い る
フ ィ ル タ
.
ダイ ナ ミ
A F M
,
ン チ レ バ
.
,
1
-
高倍 率 で
,
ド
ー
そ の 反 射 光の
,
られ て
て検出し
こ と で
を試 料表 面に 近 づ ける と
点線 で 示 す よ う に カ
で 反射させ
次 元 表 示( S
は O LI M P U S
ー
に示 す よ うな微少 な構造 体で あり
の カ ン チ レ バ
い
では
LF M
試 料表 面 に カ
周 波数
ー
ン( S i N )
間 に 働く 原 子 間 力 を 検 出 し
間で は
F ig
は
方式
ど
を使 用 し て 試 料 表 面 の 観 察 と 解 析 を 行
接 触 式)
ー
コ
ン タ ク ト モ
コ
)
e
p
リ
T R 80 0P S A
表 面 粗 さ解 析
,
3
,
主 な仕様 を 以 下に 示 す
-
ル
フ ィ ル タ
局所
,
解析 な
フ ラ ク タ ル
,
デジタ
画像 回 転 な ど
,
線 粗さ 解析
,
に用い たカ ン チ
O M C L
窒化
除去
濃 淡 画 像 表 示( 測 長 可 能)
til e v e r の
製 品名
・
S P) に よ る
(D
r o c es s o r
造体材料 と して優 れ た 特性 を示 す
M i
p s D
ノ イ ズ ラ イ ン
,
,
分割
4
X 8 m m
m
己相 関解析
・
/
て こ
・
:
.
X 3 0 トL m
3 0 トL m
:
通りである
の
5 トL m
:
L D
以下
,
′
ゝ
l
'
′
・
]
:
;;;L三
I
'
、
.
二
:
. i 1[)卜 光 村
i
′
・
っ
18
3 7
m
.
一
m
L
一
喜
悶
r r1
I
-
F ig
カ ンチ レバ
2 20
.
.
ー
の
外形図
P h ot o d e t e ct o r
Fig
.
2 21
.
三 重 大 学 大 学 院
光て
こ
検出法
工 学 研 究 科
19
観察
2 5 2
.
.
本研 究
( I) 制 御
で は
ユ
ニ
動する
( 2) A
F M
順 と 条件
の 手
パ
トと
ッ
うな手 順
の よ
以下
,
ソ ナ ル
ー
ン ピ
コ
-
ド部 両 側 面 に あ る ク ラ ン プ
ツ
料ホ
セ ッ トを用 い て試
レ
ザ
ー
ポ
ス
ゲイ
ン
Ⅰゲイ ン
,
(5) 高 速 ア プ
ロ
走査
,
チ を行 い
ー
ア プ
精密
モ
て
り
オ ン ライ ン ア プ リ ケ
,
ロ
ー
移動 させ
画素数
,
レ バ
チ
ン
シ
ー
ー
a
ア プ
ン
S
N
u m
Op
b
er o
e r atl n
P g
S
7
m
下
の
m
X 2 0 p m
を上 昇させ て試 料 を取 り 出す
ー
ble 2 3
a
o o
m
片は
具 と 材料
所を
F ig
また
-
,
.
,
0
1
,
2 22
.
A F M
2
m
相 対す
の
,
20 p
-
,
3
m
g
ra
に示す
そ して
た
,
る
.
材料流 動
の
ン
ト
,
Oln
・
る
・
・
・
×
51 2
4
z
51 2
×
1
t
10
0 01
.
m
O
d
C
e
画像
・
o n
t act m od e
の
解像 度 は 最 大
の 4
51 2 × 51 2
て 測定を行
っ
た
最大 高 さ 粗 さ に 対 応 す
る
箇所 に お
い
観察 を 行
A F M
り 量 に よ る 平 滑 化 挙 動 の 影 響 を調
走査範 囲
圧縮試 験後
,
SR
試験
・
の
表面
に よ り表 面観察 を 行う場
A F M
・
・
画 素 で 出力 さ れ る
るた め
べ
た
っ
・
に相 当す る も の で
考え られ
z
グポイ
ン
・
・
8
f pi X el s
走 査範 囲 で 得 ら れ る 断 面 曲 線 の 最大 と 最小
R
テ ィ
ー
2 0 トL m
2 H
に よ る測 定結果 の
最大 高 さ 粗 さ
ビ ン
A 1 05 0 B D
te
) と した
m
レ
l
a ln
べ
ヘ
ド位 置 を 調 整 す る
トt m
×
e
c a n n 11ーg
そ こ
,
観察 条件
の
A F M
.
T
g
g p
ー
画像 を得 る
A F M
,
具 お よ び 試 験 片 表 面 は 圧 縮試 験 前後 に
工
(S R
は 20 p
辛径
を起
er
g
ド部 全 体 を 少 し 持 ち 上
表示 さ れ
タ が
ー
Ⅰg ai n
の
a n a
チ が終了 する と自動 的に 走査 が 始ま
画 面 上 に 画 像デ
20
c a n n ln
ペ
オ
,
ダに近 づ け る
ル
ー
t e ri al
r a n
ジ
レ ン
z
,
ロ
SR
Z
ツ
フ ォ トダイ オ
,
を試 料 ホ
精密
.
ョ
ン チ レ バ
M
工
m
.
T
高さ
SP M
,
キ ャ ナ 上 面 が 露 出す る の で
ス
( 6 ) 続 け て 観 察 す る 場 合 は 手 順( 4 ) と( 5 ) の 操 作 を 繰 り 返 し
( 7) 作 業 が 終 了 し た ら カ
-
A F M
,
ド を T a bl e 2 3 の よ う に 設 定 す る
ー
チ を行 う
続い
,
・
.
-
走査速度
カ
,
先端
ー
,
を ゆる め
ー
ダ を 装 着す る
ル
レ バ
走査範 囲
,
レ バ
ダを 装着 す る
ル
トをカ ンチ
ッ
(4) 観 察 条 件 と し て
p
た
っ
タ の 電源 を 入 れ 装置 を起動 し
ー
ュ
観察 を行
A F M
の
.
げ後方 に移 動 させ る と試 料 ホ
(3)
試料
で
,
R
z
影 響 を調
と併用 し
べ
るため
,
局所的 か
SR
,
の
-
20p
m
差 を最 大 高 さ 粗 さ 相 当 値
つ
微視 的 な 部 分 で
にお け る R
各 測 定 位置 に
,
方 向) と 0 方 向( r 方 向 に 垂 直 な 方 向( 円 周 方 向)) の
L
:
:
. T-. 人 j ) ( j F;t
:
'
`
t
l
:
、
′
:
し て F ig
値と
J
e
お い て F ig
R
、
!二
z
z
e
R
2 23
・
z
に示 す よう に
と した
e
粗さ評価
・
2 22
・
・
これ は
・
,
に 適 して い る と
に よ る 表面 の 評価を行
を測定 し た
; 二 川 究 fl・
の
・
に示 す よ うに
r
っ
た
・
ま
方 向( 半 径
20
F ig
30
圧柘 後試験 片
2 22
.
.
の
A F M
観 察 を 行 う場 所
・
卜
20
S
10
i己ヨ
r
oL
竜
L
O
lo
,
・ ・;l
20
-
I
=
'
':
J
'
'
'
]
'
:
f
'
.
工 具表 面 の カ
表 面に カ
着膜
の
ー
ボ
ボ
ー
o ri z o n
と考 え ら れ る
す影響 を調
まず
べ
ン
工
い
具 を用
そ して
.
うように
製
ボ
ー
い
値は カ
目し
て
決 定 した
e
-
。
6 %
)
られ る
次に
の
ー
ボ
.
ン
蒸 着 を施 し た
そ の 様 子 を Fig
画像 で あ り
,
試 験片
m
R
z
定義
の
e
,
ー
具表面
工
具 と試験 片
て 工
の
,
の カ
Fi
n
Pi x S I P
製)
) を用
r o
蒸
金 属接 触が 生 じ
て
の
ン
剥離 は平 滑化 に 大きく 影響を及 ぼ
ボ
ン
蒸着膜
剥離 が 平滑化 に及 ぼ
の
に示す
2 24
.
r
-
I
2
,
て 得 た 工 具 表面
い
に取 り 込 み 二 値化 処 理 を行
い
な
い 工
具表 面
図 は 工 具表 面 (ア
.
m
ル
ミ
・
の
デジタ
ル
カメ
っ
た
の
際
・
そ
の
色 調( 濃 度 差) に 着
の
に 対応 す る 工 具 表面
m
ボ
ー
蒸 着 膜 剥 離 面 積 率 γの 求 め 方 を 以 下 に 示 す
ン
測 定箇所
の
蒸 着膜
具表 面 と蒸 着 して
工
.
ン
っ
工具 表面 の カ
,
ボ
ー
こ れ に よ
,
ラ 像 を W in R O O F ( M IT A N I C O R P O R A T1 0 N
しき
/ p
て 圧縮試 験 を行う場 合
い
カ
,
カ メ ラ( F U JI F I L M
ル
2 0
蒸 着 膜 剥 離 面 積 率 の & EJ 定
るた め に 定義 したカ
デジタ
,
し
o siti o n
ta
l p
そ こ で 本節 で は
.
. 一
最 大 高 さ 粗 さ相 当 値
2 23
.
,
蒸 着 を施 し た
ン
・
碑
‥
p
剥 離が 起き る こ と が あ る
の
蜘
L
i
10
試験 片表面が 粗 く な る と
すも
・
占
F ig
.
/
l 1
r
30
H
2 6
・
'
J
・
1
肘
-
・
ー
-
'
!-
i
.
ム
引 抜 き材
ニ
ウ
の
剥離 が 顕著 に見
・
.
二
,
を求 め た
.
値化 処 理 を 施
そ して
,
し た 後 の 画 像 か ら工 具表 面 の カ
試験 片 と
具
工
._
r
/
、
見 か け上
-1j
の
l
≡J
,
」
の
I
ー
接 触 面積 を
i 十三T r
=
1
ボ
A
ン
A
,
蒸 着膜
の
剥離 部分
剥離部 分
の
の
面積 を
A
総 面積
/
・
と し
21
て 工
具表 面
の
カ
ボ ン 睡 剥 離 面 積 率y を 次 式 の よ う に 求 め た
ー
・
Fi g
.
,
.
有 限 要 素 払( F
.
解析
.
モ
デ
圧縮 後
2 24
.
(ア
2 7 1
×
.oo
t
(2
・% 】
ある
73% で
ミ
ル
工
具表 面
デ ジタ
の
ウ ム 引 抜 き材
ニ
,
.
2)
・
( b)
二
倍化後
ル カメ ラ
像
の
倍 化前
二
Fi g
,
告
に 示 し た 場 合 の 剥 離 面 積 率 は7
2 24
( a)
2 7
-
・
e
-
c
6 %
,
y
-
一
例
73 % )
)解 析
E M
と条件
ル
一
圧縮試験 に お け る
有 限 要 素 法( F
輿
,
バ
ジ
ー
ョ
E M
ン
工具
)に よる
1 0 7 0 3)
.
.
象は 軸 対称 を仮 定 した
件 を示 す
.
と試験 片
シ ミ
レ
ュ
を使用 し
F ig
2 .2 5
,
の
ー
,
相対す
シ
ョ
べ
り量 や謝 定箇所
を行
ン
っ
た
解析
.
の
b 圧 等 を知 る た め に 剛 塑 性
に は V irt u a l F
,
2 25
.
g i n g(
変 形 抵 抗 は 材 料 試 験 で 得 られ た 結 果 を用
に F E M
解析
モ
デ
ル
と境界条件
,
.
F ig
o r
FE M
解析
モ
r
デ
ル
1
と境 界 条件
T a bl e 2 4
,
い
コ
た
マ
.
に FE M
ツ
産機
僻析 対
解析 条
22
T
ble 2 4
a
表面 マ
解析 条 件
FE M
.
カ粒 子 数
ー
208
カ粒 子 数
節点数
要 素数
工 具 節点 数
要 素表 面 節点数
マ
.
圧 縮試 験 を シ ミ
ある
.
そ こ で
荷 重を求 め る
行
工
い
31 09
29 8 6
4
24 4
摩 擦 係 数 〝の 決 定 方 法
2 7 2
.
46 26
ー
Fig
,
2 26
0 001
具 と試験 片間
.
の
トす る た め に は
ー
.
.
そ して
.
な が らL L を
レ
ュ
,
工
,
刻み
で
か ら求 め た加 工
解析
変化 させ
両者
,
摩 擦係 数 で あ る と した
摩 擦 係 数 〟を決 定 す る 必 要 が
の
山こ初 期 値 を 与 え て
に示 す よ うに未 知 の
FE M
具 と試 験 片間
の
差
絶対 値
が
最小
.
解析 モ デ ル の 作 成
1
擦係 数p を与 え て 計 算
1
旨荷 重を実験1直と比 較
き与 え た 際 に 実 験 値 に 最も近 づく
YES
N O
各測定箇 所 の 相対す べ り量 面 圧 を測 定
,
F ig
.
. T: 人 j・
:
、
・ 7
摩擦係 数〟 の 決 定 方 法
2 26
.
'
′
'
・
)(
、
I
; :i
'
' '
亡
,
)
J
t
l- ; ; : 桝
_
t 1-l:-
t
J
'
J
,
.
し
,
加
工
と な る FL を 求 め て 実 験 時 の
材 料試験を行 い 変 形 抵抗 曲線を求 め る
FE M
解析 を実 行
で 得 られ た加 工 荷 重の 比 較 を
荷重 と 実 験
の
F E M
23
相 対す
2 7 3
・
・
り量 L
べ
と 工 具 接 触 面 圧 p の 計算
s
材料流 動 が 平滑化 に及 ぼす影響 を調
面 上
L
y
.
量
の
.
の
y
るた め
Fi g
,
.
2 27 に 示
.
・
また
関係 も 調
べ
FE M
,
た
よ り 工 具 接 触面
の
面 圧 を計 算 し
,
工 具
,
L
s
■
L.Ii)
_
B
す よ う に圧 縮 前
あ る 点 が 圧 縮 す る こ と に よ り 移動 した 移動 距離 を 工 具 と 試験 片表 面
と定義 した
L
べ
fわr e d e fb
m
a ti o n
A 氏e r d e fb r
m
a‡o n
e
i
Fi g
i旨
J
・
.
t
相対 す
2 27
.
-( 二
_
八
j
r;i,
J
べ
り量L
:
; T: :
川・l
」
:
・
,
s
の
定義
接 触 面圧
の
試 験片表
の
相 対す
p
と相 対す
べ
り 量
べ
り
24
第3 章
カ
本 章で は
触 を避 け
蒸着
ン
ボ
ー
蒸着
ン
圧 縮試 験
,
具
工
を 施 し た 工 具 を用
試験 片
の 圧
さ粗 さ
R
縮加
測定
の
z
を行
工
い
3 1
圧 縮試 験 に よ る 試 験 片
.
超 平滑面
創成 挙動 に
を行
の
円 柱 を旋 削 に よ り 作 成 し
の
観察
て 検討 した
R
z
.
っ
た
ワ セ
更 に圧縮試験 を続 けた
,
ウム 引抜き材試 験 片
そ
.
約
.
Fig
.
フ
ア ル ミ
具表 面に カ
ニ
ボ
ー
ウム 引抜き材
表 面粗 さ計 に よ る最大 高
,
に よ る変形 シ ミ
レ
ュ
シ
ー
ン
ョ
m
の 工
ロ
ン
具 を用
10
い て 万
膜( 公 称 膜 厚
ニ
m
m
高さ
,
10
m
m
能 試 験機 で 圧 縮 試
50 p
旋 削 に よ り ¢5
,
m
m
m
) を用
,
高さ
い
数% 圧
,
5
m
m
ウ ム 焼 な ま し材 試 験 片 と ア
に仕
ル ミ
.
cd
一
皇
i ?
100
、
eZ
ゝ
∽
7J
【/)
∽
O
q)
i JJ
+
【′)
l}
■
∽
-
て)
てコ
'
工
,
に示す
3 1
喜
-
解析
ア ル ミ
た
c6
+
具 と 試験 片表 面の 金属接
供試材 よ り 直径
圧縮後
50 %
結 果 得 られ
の
変形 抵 抗 曲線 を
の
整理 では
,
0 1 Ll
-
る た び に 測 定 お よ び 潤 滑 を行
潤滑 に は 白色
.
工
.
を塗布 した テ
た
っ
の
F E M
,
ン
縮す
ニ
つ い
結果
,
リ
験を行
上 げ
なお
.
最大 高さ粗さ
,
とで
焼 な ま し材 試 験 片 お よ び
変形抵 抗を 求め る た め
の
こ
変形抵抗曲線の 測 定
の
本実験 で使 用す る試 験片
蒸 着 を施 す
ン
に よ る試験 片表面 の
A F M
,
ム
ウ
ニ
た 結果 を示 す
っ
ボ
ー
よ る 平 滑化 挙 動
工 に
た 加 工 品 を創成す る こ と を 目 的 と して
っ
てア ル ミ
い
た圧 縮加
い
表面にカ
の
超 平滑 な表面 を持
,
,
具 を用
工
▲
▼
T
-
O
q)
5:
'
'
S
1
0 5
.
S t r ai n
( a) ア
ル ミ
ニ
ウ
ム
F ig
ア ル ミ
3 2
.
.
アル ミ
ニ
R
-
z
ム
る
36
であ
n m
また
た
.
Fig
e
,
c
,
こ の
とき
.
具表面
の 工
片表面の 金属接 触 が 少 な
引抜 き材試験 片
変形抵 抗 曲線
と
こ ろ で触針
9)
こ
れ ま で 戸 田(
っ
て 平滑化 が 進 む と い う結 果が 得 られて い
い こ
.
の カ
に よ
っ
て 圧縮率
e
c
≒3 0 %
ま
式 表 面 粗 さ 計 よ り 得 ら れ た 最 大 高 さ粗 さ は
に 圧 縮 前 と最 も 平 滑 化 が 進 ん だ
3 2
.
い て は,
が 大きく なる に従
c
30 % の
-
e
ム
関係
し材 試 験 片 の 外 観 を 示 す
焼なま
.
っ
れた
ウ
ニ
-
ウ ム 焼 な ま し材 試 験 片 に お
最も 平滑化 さ
.
の
ル ミ
し 材( A I O 5 0 0 ) の 圧 縮 加 工 に よ る 平 滑 化 挙 動
の
で の 実験 が 行 わ れ て お り
る
本 研究 で 使用 した試 験片
.
焼なま
ム
( b) ア
ま し 材試 験 片
3 1
圧 縮率 と 表 面 粗 さ
3 2 1
.
ウ
ニ
.
8
焼な
.
1 5
e
-
c
30 % に
圧 縮 した ア
ル ミ
ニ
ウ
圧 縮加 工 に よ り 試 験 片 表 面 が 鏡 面 化 さ れ た様 子 が 分 か
ー
ボ
とが分か る
ン
.
蒸着 膜
そ こで
の
,
剥 離 面 積 率 は7
圧縮 率 を
e
-
c
-
30%
6 % で
あり
,
工
具 と試験
よ り 大きく す る こ とに
25
よ
て 更な る 平滑化 を試 み た
っ
更な る 平滑 化
の
計 よ り得 られ た
工
る工具表面
カ
の
.
試 み と して
e
≒ 30
c
40%
-
具 と 圧縮試験 前後
の試
き く な る 場 合 と トさ く な る 場 合 が あ る
場合 と 小 さ
い
平 滑化 が 進 ま な く な
,
場 合 を分 け て 示 し た
い
≦4 0 % の
場合 に
R
よ
カ
ン
て
っ
で は
e
膜
c
e
c
,
ボ
ー
≒3 0 %
が 小 さく な
z
蒸 着膜
の
平均 面圧
e
I
C
・
い
の
場合
大J に よ
′ 、
p
m e o n
F ig
を 求 め て 検討 を行
3 5 に 平 均面 圧 p
・
い
ある
っ
るとカ
よ
ー
ボ
場合は
て
・
膜
ン
た の で
e
≒4
c
.
た
っ
.
F ig
F ig
.
0% では
p
Jn e O
〝
ニ
3 00 M P
ウム
a
3 2
.
で
の
の
c
の
′M P
の
に 各圧
.
e
.
縮率
では
≒ 3 0 %
c
y > 40 %
,
場合に
が 大きく
の
3 4
の
にお け
R
,
z
が大
場合 に
,
R
が 大 きく な り
z
とな
y> 40 %
R
z
金 属接 触が 原 因 で
,
y
,
て
い
る
現在
の
条件
ボ
ン
蒸着
っ
ー
剥 離 が 起 き る 条 件 を調
,
試験片
断 面積
の
A
べ
るため
.
,
よ り以 下 の 式 か ら
s
関係 を 示 す
e
c
(3
a
y ≦4 0 %
.
が 増加 す る に 従
,
こ り,
,
y > 40 % と剥
焼 な ま し材 試 験 片 に お
圧縮試 験前 後
z
に 触 針 式 表 面粗 さ
.
.
と圧縮 後
箸
で あり
剥 離が 大きく 起
R
.
3 3
.
-
e
,
.
を境 界 と し て 剥 離 面 積 率 が 大 き
y > 40 %
,
表面
の
e
c
っ
の
≒ 30 %
を見 て み る と
い
場合 に は
て は 平均 面圧 が p
( b ) 圧 縮 後 試 験 片( e c
の ア ル ミ
ニ
い
m
e
p
d n
q
。
500 M P
≧ 50 0 M P
ウ
ム
焼 なま し材試 験片
30 % )
の
外毛
っ
,
y ≦4 0 % と 剥
-
-
1)
る こ と より
,
巾g
.
場 合で は
40 % の
てyも増 加 して
離 が 大き
い
場合 とy>
平 滑 化 が 進 ま なく な る と 考 え ら れ る
( a) 圧 縮 前 試 験 片
F ig
.
た と こ ろ
べ
40 %
具 と試 験片表 面
u . x
-
と圧 縮 率
-
7
,
では
≒ 3 0 %
工
y ≦4 0 % に お い て
,
-
ア ル ミ
の
を示 す
z
を調
% 軽 度 が 剥 離 が 起 き る 境界 で あ る と 考 え ら れ る
離が小さ
・
m e a
・
き り と し た 差 が 見 られ
≒ 3 0
た
っ
て表 面 粗 さに 大 き な差 が あ る こ と か ら カ
っ
て 珊 定 され た 最 終 荷 重 p
い
R
の y
限界 と考 え られ る
の
p
c
て
っ
剥離 に よ る
の
そ
剥 離 が 平 滑化 に 大 きく 影 響す る と 考 え ら れ る
の
各 実験 に お
e
験 片表 面の
・
て い る
っ
程 度ま で が 平滑化
に お い て剥 離
≒ 3 0 %
圧 縮 試 敦 を行
ボ ン 蒸 着 膜 の 剥 離 面 積 率 γを 測 定 し た 結 果 を 示 す
ー
′
が 大 きく な り
の
a
.
a
で
とな
26
5 00
400
卓3 0 0
∼
a(
200
100
0
0
10
C
F ig
3 3
・
・
最 大 高さ粗 さ
Fi g
・
3 4
・
カ
ー
R
z
・
3 5
.
平 均 面圧
p
m
e a n
:
30
40
と圧縮 率
e
の
c
関 係(
e
c
50
/ o/ o
ア ル ミ
ニ
ウ
ム
ボ ン 蒸 着 膜 の 剥 離 面 積 率 γと 圧 縮 率
(ア
F ig
20
p r e s si v e s t r ai n
o m
ル ミ
ニ
と圧 縮率
、
J
'
・
e
。
の
し 材 試 験 片)
関係
ウ ム 焼 な ま し 材 試 験 片)
e
c
の
関 係( ア
1
: ;;t
. T.: 人 ;- ) 」 j ぎ
L ・
焼なま
I
'
′
・
I
、
卜
.
'
ル ミ
tl
; : 桝 )i 朽
J
,
J
ニ
ウ
ム
焼 なま
し 材 試 験 片)
27
原 子 間 力 顕 微 鏡( A
3 2 2
.
.
に最 も平滑化 が 進 ん だ
2
-
r
r
m
-
O
m
が見られ
.
外側 に 向か
.
-
19
(e
n m
r
,
3
-
で は外
%
-
r
m
m
き が 大き く
つ
)で は
e
2
3
m
m
材料流 動 が 大き
っ
と
い
c
3 9 と F ig
.
率が小 さ
化 が進 ん で
ボ
ー
2
-
r
ン
m
い る こ と が
た
3 10
.
ら
より
.
材料 流動 が 大き
m
こ と が
3
,
蒸着膜
工
こ
.
に近
.
r
-
3
Fig
Fig
,
測 定箇所
い
定箇 所
所
と
3 11
.
合( γ≦ 4 0 % )
の
R
z
剥離に よ る
z
てお り
っ
が よ り 小 さく な
e
最も平滑化 さ
.
てお り
っ
方が
の
R
z
が 大き く な
e
具 と試 験 片 表 面
工
,
れ た と こ ろ で
> 40 %
場 合( r
い
剥
・
平滑化
,
て 測 定箇所 の 違 い に よ る R
べ
外 周部
の
m
関係 を 示 す
の
r
が 小 さく な
e
れは
Fig
.
てお り
っ
の
z
)で
の
,
L
ば
てお り
っ
,
金 属接触 に よ
は 剥離 面積 率が 小 さ
3 9
.
.
F ig
.
外 周部
,
の
場 所 ほ ど平 滑 効 果 が 大 き
剥離面積 率が 大き
い
場合は
方 が 中央 部 よ り 平 滑 化 が 妨 げ ら れ て
.
z
e
い
場
剥離 面積
,
方 が 中央部 よ り 平滑
外周 部 で は材 料流
,
考え られ
い た め と
が 大き い ほ ど R
r
,
より
3 9
.
中央部 で は材 料流 動 が 小 さく
,
が 大き く な
い る こ
ま
.
ており
っ
とが分かる
る
これ は
.
,
,
い た め に
大 き な摩 擦 力 を受 け た 状 態 で 材 料 流 動 が 進 ん だ た め と 考 え ら れ
r
m
-
3
m
3 12
z
.
.
1
-
r
m
と 測 定 方 向 の 関係 を示 す
e
は 剥離面積率が 大き
3 12
.
に R
m
い
場 合( γ>
e
い
場合も同様 に
差 は ほ とん ど見 られ な
の
値 が 小 さく な
41% で は外
周部
られな か
た
っ
の
.
は 剥離 面積 率が 小 さ
3 11
.
)で ある
40 %
F ig
.
z
e
値 が 小 さく な
の
っ
.
3 11
測 定箇所
r
-
ただ し
.
3
m
m
,
Fig
.
3 8
.
r
3
-
m
m
r
-
1
m
ノ
'
j : [1)7 F ,t i I、
E二
J
'
・
I
J
]
:
.
,
外周部
て い るの で
また
,
Fig
.
中央部
,
また
場
の
測
測 定箇
,
材 料流
,
3 12 よ り
.
,
で は 円 周 方 向 よ り も 半径 方 向 の
に お い て も 測 定方 向 に よ る R
-i TI ノニ ; ) ( j f: 院
. .
.
が
い
い
で は 円 周 方 向 と 半径 方 向
m
にお いて 特にばら
.
r 7
とが分か る
測 定 箇所
い
外 周 部 の 測 定 箇所
い が,
てい る
中央部 に 近
,
こ
っ
より
.
て い る
っ
が 大 き く な る ほ ど 円 周 方 向 と 半径 方 向 の 差 が 広 が
c
剥 離面 積 率 が 大 き
e
Fig
.
で は円周 方向と半径 方向 の 差 は ほ と ん ど見 られ な
で は 円周方 向 よ り も半径方 向の R
m
では
m
.
動 が 顕著な ほ ど円周 方 向と 半径方 向の 差が 大きく な る
z
著 な材 料 流 動
.
Fig
R
・
測 定箇 所
.
関 係 を示 す
の
c
剥 離面積率 が 大き
,
場 合と比
m
e
は 小 さく な
e
い て
分 か る
また
.
と圧 縮 率
e
い
の
3 7
.
.
と測定箇所
e
て い る
っ
で は よ り顕
材 料 流 動 が 大き
,
,
z
分か る
外 周部
い
潤 滑状態 が 良く な
の
の
外周 部 に お
の
m
y ≦4 0 % の
.
が大きい ほ ど R
r
,
い こ と か
Fi g
z
Fi g
,
中央 部 に 位 置 す る 測 定
.
m
は 剥 離 面 積 率 が 大 き い 場 合( γ> 4 0 % ) で あ る
.
動 が 大き
,
が大 きく な る ほ ど R
m
3 10
場合 は
い
z
平 滑化 が 進 む
こ ろ で カ
.
.
R
3
-
に R
.
F ig
,
具表 面
,
3 10
.
令( γ≦ 4 0 % )
r
m
て 平滑化 が 妨 げ られ る こ と が 分 か る
F ig
る
,
中央 部 分 よ り も
,
像 を示す
て表面 が 粗く な
べ
像を
.
は平 滑効果 が 小 さ い こ とが 分 か る
ら
.
測定箇 所
半 径 方 向) で あ る
,
に 初期 表 面の A F M
3 6
.
の A F M
周部 に 比
試 験片表 面お よび
の
Fig
.
縮 した 試験 片
m
い る
特に
.
m
た
っ
て材 料流動 が 見 られ
っ
い と こ ろ で
30 %
-
c
1
-
場 合( y ≦ 4 0
い
材料流 動が 大 き
e
r
圧縮 試験 前後
3 8 に
が進む こ とがわ か る
z
30% に圧
-
c
平滑化 が 進 ん で
,
離 面積 率 が 小 さ
R
e
や 測 定箇 所
m
で は
m
F ig
観察と 評価
の
を 用 い て 試 験 片 の 局 所 的 な観 察 を 行
A F M
箇所
) に よ る表 面
F M
z
e
き が 大き か
つ
の
値の 違い
っ
た
e
-
c
31
,
は ほ とん ど見
28
8 OD
20
F ig
(ア
ル
ミ
L
2D
0
tl■n】
I
-
O ∝】
.
7 ∝l 0
試験片初 期表 面
3 6
,
0
.
( a) 測 定 箇 所
戸
のm
像
A F M
の
ウ ム 焼 な ま し材 試 験 片
ニ
LT T n 】
e
,
c
g) %
,
の
例
SR
-
2 0p
)
皿
( b) 湘 定 箇 所
m
l
F
Ⅱ 皿
0 8¢
,
20 OD
-
x
2O
・
0
(lJ r n】
I
O OO
-
( c) 測 定 箇 所
F ig
(ア
ル
.
.
T0
0
T
2
-
.
ミ
ニ
m
ウ
ム
・
x
2 1 } O O ( l 山 l】
I
- 1
a (カ
( d) 測 定 箇 所
m
圧 縮 試験 彼
3 7
2O OO
T r T nI
試 験 片表 面
の
焼 な ま し材 試 験 片
e
,
′
l二
;こ
r
l
の A F M
-
c
30%
,
像
SR
の
-
7 ∝l 0 ) 【T r
.
T
例
20p
m
)
-
3
m
I
n
m
29
400
A I 0 5 0 0 ( C a r b o n)
0 d i r e cti o n S R 2 0 トI
<ト r
O m m
■ゝ r
1 m m
D
r
2 m m
+
r
3 m m
-
-
m
,
30 0
-
-
烏
-
・
200
-
白く
100
γ≦4 0 %
0
γ> 4 0 %
10
C
o
30
20
40
p r e s si v e s t r ai n
m
50
10
0
/ /
c
o
e
C
o
o
m
20
p
B
.
R
3 8
.
z
e
40
/ o/ o
c
50
e
( b) 半 径 方 向
( a) 円 周 方 向
Fig
30
r e s si v e s t r ai n
と 圧縮 率
e
関 係( ア
の
c
ル ミ
ニ
ウ
ム
焼 な ま し 材 試 験 片)
80
㌔
60
40
1
M
2
e asu re
d p
3
iti
o s
4
/
r
o n
rr m
( a) 円 周 方 向
Fi g
.
3 9
.
R
z
と 測定 箇所
e
ア ル ミ
関 係(
の
r
500
400
400
B
q)
∼
(
ウ ム 焼 な ま し材 試 験 片
500
卓3 0 0
a
ニ
㌔2 0 0
100
1 00
0
1
M
3
r/
2
e as u re
d p
o si ti o n
4
m
.
3 10
.
R
z
e
と 測定
箇所
M
m
の
r
関 係( ア
'
屯 ノJ ; : ) ( i :i ;i
′
I
、
'
''
・
,
.
e as u re
d p
o s iti o n
3
/
r
m
(b) 半 径 方 向
、
:
2
1
( a) 円 周 方 向
F ig
)
300
200
0
y ≦4 0 %
,
ル ミ
^
i
、
J
'
ウ ム 焼 な ま し材 試 験 片
i三 脚 た 村
・
.
ニ
'
,
r > 40 %
)
m
30
100
A I 0 5 0 0( C
r
1 m
sR 20
)
bo
ar
-
n
-
-
300
R
z
1
m
(b) 測 定 箇 所
m
と 測 定 方 向 の 関 係( ア
e
b
ar
-
)
o n
i :!ヨ
渇
a;
e
a
.
0
100
【弓 e
-
-
-
-
-
c
T
28
31
38
41
ル ミ
%
%
/
/
ウ ム 焼 なま し材 試 験 片
ニ
m
m
y ≦4 0 %
,
)
250
200
o
o
呂
ヽ
-
1
㌔
e
r <i
t
a(
1
ー一口
ー
3
-
r
o
l
o o
r
n
o
■⊃
-
-
ロ
-
・
E≡≡≡ヨ
150
-
c
■ゝ e c
1} e c
-
g
/o
o
/o
O
D i r e c ti o
-
200
.
o
o n
-
r
A IQ 5 0 0 ( C
r
1 m
S R 2 0 トL m
250
o
.
o
r
( a) 測 定 箇 所
.
-
c
/
/
o
頚
-
D i r e cti
3 ll
-
T
O
.
-
c
e
14
23
25
30
ol
-
c
e
g h
歩
F ig
e
o
■ゝ e c
-
50
0
O
D i r e cti o
( a) 測 定 箇 所
F ig
.
Fig
z
.
実験 中
,
e
l
-
m
( b) 測 定 箇 所
m
と 測 定 方 向 の 関 係( ア
E M
n
3
-
r
ウ ム 焼 な ま し材試 験 片
ニ
に お け る荷 重 p と 変位 s の 関 係 を 示 す
弾 性 変 形 を 考慮 し て 次
の
ル ミ
r
m
m
y > 40%
,
)
) 解析 結果
に 実験 と F E M
3 13
.
∫ は
位
R
.
有 限 要 素 法( F
3 2 3
.
3 12
.
r
O
D i r e cti o
r
n
の
式 より 求 め た
なお
.
実験
,
場合
の
変
の
.
P
S
S
=
r
D S
-
x
/
-
PM
こ こ で
S
,
r :
コ
レ
ー
ダ出力
の
変位
D S
,
の
試験 片
で の
荷重
ウ
ム
片 とも に 実験と
F E M
p
:
行程
s
r
の
である
ア ル ミ
.
はよく
致
一
実験の 加
工
荷重
が 非常に 大きく
致 しなか
っ
た
よ
Fi g
の
.
,
っ
て
3 1 4 に γ≦ 4 0 % の
.
相対す
また
.
べ
ニ
して い る
本 節 で は γ≦ 4 0 %
,
場合の ア
り 量 は 小 さく
,
.
なお
ル ミ
ウ
ニ
'
_ TA. 人 j
:
、
f
,
一
'
ム
焼なま
・
L
人 ; 二E;, i:
I
`
,
と して も
場合の み
べ
P
の F E M
ダ 出力
ー
ウ
ニ
い て γ> 4 0 %
F E M
.
2)
で求めた
変形
の
の
-(圧
荷重
,
引 抜き材試験
ム
とな
っ
た場合
,
値と実験値が
解析 結 果 を 示 す
し材 試 験 片 の
変位
の
行 程最後
:
M A X
一
・
様子 を示 す
・
中心 部
り 量が 大きく なる傾 向が ある こ と が分 か る
致 す る よ う に 決 定 し た 摩 擦 係 数 〃は
、
r
ノ
圧 縮試 験 に お
1
-
,
コ
し材 試 験 片 と ア ル ミ
の
外 周 部 ほ ど相 対 す
各 実 験 に お け る 最 終 荷重 と
,
の レ
高 さ( 実 測 値)))
の
焼なま
摩擦 係 数 を〃
,
(3
m
総 弾 性 変 形 量( 行 程 最 後
:
高 さ( 実 測 値) 一 圧 縮 後
試 験片
の
縮前
m
AX
、
'
卜 i : 釧 lヒ
,
J
村
,
圧縮 率 が 異 な
っ
.
3l
て
も ほ と ん ど変 わ らな
F ig
ある
.
L
なり
L
,
O
-
s
m
で の 面
m
が 大き
s
解析
に F E M
3 15
.
い
い の で
各 実験で
,
に よ る 工 具接触 面圧 p と相対 す
い が
圧 が 非 常に 大き
ほ ど 面 圧 が 小 さく な
る と面 圧 が 大 きく な る こ と も分か る
Fi g
.
3 16 に R
z
.
e
と 相対 す
り量 L
べ
が 小 さ く な る傾 向 が 見 ら れ た
Fi g
る R
z
.
L
,
.
と 相対す
べ
り量 L
れ ほ ど変 わ らな い が
,
s
の
っ
べ
り量 L
わ ずか で も相対す
,
て い る こ と が 分か る
べ
s
っ
た と 考 え られ る
の
関係 を 示 す
,
り量 L
s
圧 縮率
関係 を 示 す
の
相対す
.
べ
e
30 % に圧
-
c
関係 を 示 す
.
円周 方向 で は 相対す
半径方 向 で は 相対す
べ
り量 L
増加
の
s
べ
た
べ
毒
i ⊆:ヨ
n
n
、
〕
(i
O
によ
z
はそ
e
,
円周 方向 よ
.
、
-
「
てコ
3
J
0
ア ル ミ
0 1
D i s pl a c
0 2
.
ニ
ウ
ム
0 3
.
e m
焼なま
en
t S
.
/
m
し 材 試 験 片(
Fi g
.
e
-
c
30%
.
、
( b)
)
荷重
3 13
I
'
′
′
,
;
-j = I)fI- 充 子
・f
、
L
ア ル ミ
ニ
と 変 位 s の 関係
p
、
i;i
r・: 人 ;- I( ; ‥ぎ
r l
,
L
い
義
i;:さ!
( a)
z
に よ る 平滑効果 が 大き い こ と が
っ
相 対す
が 大き く な
り 量 が 増加 し て も R
り 半径 方 向 の 方 が 材 料 流 動 に よ る 平 滑 効 果 が よ り 大 き い こ と が 分 か
,
c
縮 した試 験 片に お け る測 定方 向の 違
ており
て
っ
で
.
っ
よ
.
e
が 大きく な る ほ ど R
り 量が 試験 片表面 の 平滑度に 大きく 関 わ
分かる
中央 部
り が 生 じ る と 面圧 が 小 さく
また
.
.
.
.
s
に最 も平 滑化 が進 ん だ
3 17
潤 滑状態 は ほ ぼ同 じあ
の
'
J
、
ウ
ム
引 抜 き 材 試 験 片( e
-
c
23 %
)
32
_÷,■ _■
- .㍗二
I
T
e
・
14 %
-
'
こ
-_-.-_. -ド
>
一
-
:
:
・
:
:
「
e=
▲
二
L
\
e
・
'
23 %
-
25%
-
e
c
e
i
室襲撃撃.
一
30 %
-
-A.------_
-■
_
I
:
F ig
(e
3 14
.
-
c
∴
i
:
.
) ;
j
L
二
解 析 に よ るア
F E M
.
:
;
だ:
1 4 % ‥J J 0 2 5 0
e
-
.
,
23 %
-
c
:
ミ
ル
-
p
ウ
ニ
0 2 60
,
25 %
-
e
,
焼 な ま し材 試 験 片
ム
c
-
:FL
0 23 4
・
,
30 %
(
変形
:
p
り量 L
s
=
e
の
.
=
の
様子
0 2 4 8)
・
3 000
也
.
q)
L
arb o n
-
ii Z ?
a
)
A I0 5 0 0( C
FE M
皇
く>
2000
{ ト e
.
コ
∽
ZX
(D
ゝ■
ロ.
寸 ■
・ ■
e
■ト e
e
+
-
c
-
c
-
c
-
c
14
23
25
30
%
%
%
%
1000
O
d
c
冒
⊂)
U
0 2
0 4
.
L
F ig
.
3 15
.
F E M
解析
(ア
二
6I
s
/
m
【
ミ
ニ
りLこ
ウ
ム
1i
lこ
焼 な ま し 材 試 験 片)
L
.
.
m
に よ る 工 具 接 触 面圧 p と 相対 す
ル
0 6
.
し
:
:
TI)i
`
‥
! 王 子l
`
,
・
べ
の
関係
33
B
60
6
40
a(
0 2
0 4
.
L
F ig
3 16
・
R
・
F ig
.
z
e
/
s
m
(ア
アル ミ
3 3
・
圧縮率 と 表面 粗さ
3 3 1
.
.
F ig
Fig
R
.
外観 を 示 す
の
の
z
と
3 19 に
.
.
Fig
z
・
e
.
c
-
い に よ る R
68
e
-
c
I O 50
23 % で は
っ
6 % で
も
,
y
た
64
-
ニ
-
.
に 平均 面圧 p
m
e
s
/
m
.
m
ウ ム 焼 な ま し 材 試 験 片)
ニ
と相 対す
e
,
り量 L
べ
30 %
c
s
の
関係
ウ
ム
)
圧 縮加 工 に よ る 平 滑 化 挙 動
Ⅲ) の
e
e
-
c
e a n
圧縮 した ア
6 % に
-
c
ル ミ
6% よ り
具 と 圧 縮試 験 前 後
工
も大きく な
ニ
っ
てお り
引 抜 き材 試 験 片
.
試 験 片表 面
の
最も平 滑化 され
の R
,
た
を示 す
z
e
-
c
6 % の
.
% とカ
ー
ボン 膜
っ
の
ー
ボ
ン
蒸 着膜
剥離が 大き く
た と考えられ る
ウ ム 焼 な ま し 材 試 験 片 よ り も 加 工 初期
3 21
z
0 6
.
験 片 表 面 が 鏡 面 化 され た 様 子 が 分 か る
工 に よ り試
で あ
n m
ア ル ミ
ウ ム 焼 な ま し材 試 験 片
ニ
触 針 式 表 面 粗 さ 計 よ り 得 られ た
,
0 4
.
関係
の
も 剥 離 が 進 ん だ と 考 え られ る
.
違
て い る た め に 平滑化 が 進 ま なか
っ
ア ル ミ
Fi g
の
関 係(
の
s
に 各圧 縮 率 に お ける 工 具表面 の カ
3 20
・
を示 す
くな
圧縮加
.
値 を見 る と
こ ろ で R
り量L
べ
圧縮前 と最も平滑化 が進 ん だ
3 18 に
.
ル ミ
ウ ム 引 抜 き 材( A
ニ
0 2
L
測定 方向
.
0
.
m
と相 対す
3 17
ー
0 6
.
の
.
剥 離 面 積 率 γを 測 定 し た 結 果
の
,
e
-
c
23 % で は
ア ル ミ
ウ
ニ
変形抵 抗 が 大き
ム
さ らに 剥離が 大き
引抜 き材試験 片 は
い た め,
,
小 さ な圧 縮 率 で
.
と圧 縮 率
e
c
の
関係 を示 す
.
ア ル ミ
ニ
ウ
ム
焼 なま
し材試 験 片 に お
.
34
い て
カ
ー
ボン 蒸着膜
の
剥離が 大 き
引抜き材 試験 片 は加 工 初期
離が 大きく な
っ
の
い
場 合 よ り も 平 均 面 圧 は ′ト さ
変 形 抵 抗 が 大き
た め
い
た こ と が原 因 で あ る と 考 え られ る
F ig
.
3 19
.
.
3 18
.
R
と圧 縮 率
z
C
Fig 3 2 0
.
.
の ア ル ミ
圧縮試 験 前後
最 大高 さ粗 さ
カ
ボ
ン
(ア
ル
ー
れは
こ
.
加 工 初期 段 階 で カ
o
m
ニ
c
の
p r e s si v
蒸 着膜
ミ
e
の
ニ
,
ボ
ー
ア ル ミ
ン
ウ
ム
関 係(
e st
mi
-
引 抜 き材 試 験 片
c
ア ル ミ
n
e
c
ニ
ウ
ム
の
6 %
)
外観
引 抜 き 材 試 験 片)
/%
剥 離 面 積 率y と 圧 縮 率
ウ ム 引 抜 き 材 試 験 片)
e
c
の
関係
ニ
蒸着膜
.
( b ) 圧 縮 後 試 験 片( e
( a) 圧 縮 前 試 験 片
Fi g
,
い
ウム
の
剥
35
0
10
C
平均 面圧
Fi g 1 3 2 1
.
を用
A F M
い
.
き材 試験 片
F ig
3 24
,
.
の
ボ
ー
F ig
,
蒸着膜
ン
に R
3 25
.
部ほ ど R
z
. 3. 2 6 に R
r
3
m
6 % にJ i
c
結
:
m
関 係( ア
の
c
c
ミ
ル
ウ
ニ
の
こ ろで R
z
るが
z
e
,
51
e
n n
-
c
F ig.
.
と測 定箇所
r
の
(e
6 %
-
c
で
z
e
n
6%
-
e
m
像を示す
い
c
よりも R
関 係 を示 す
と 測 定 方 向 の 関係 示 す
z
e
z
e
e
大 きな違
い
い
と圧 縮 率
は な
の の
い こ
,
Fi g
(ア
ル
. 3 .2 2
ミ
ニ
2O 【りLL
・
叫
Z
O
D )
・
7E
測 定箇 所
戸
1
m
い
O 加 【r m 】
試 験片初期 表 面
ウム 引抜き材 論敵 片
I
.
,
の
像
A F M
e
-
,
e
c
R
っ
ウ
ニ
,
ム
Fi g
引抜
.
.
の
関係 を示 す
z
の
値 は 小 さく
い
る
e
て
o %
,
例
の
SR
-
概ね
T
とが分か る
_
)
い
像 を
.
.
こ れ は
.
D (巾
20 仰
.
が 大 きく な
差 は ほ とん ど 見 ら れ な
の
A F M
ア ル ミ
は 見 られ な
き は あ るも
つ
中央 部 に近
.
R
の
,
ばら
.
z
の
.
半 径 方 向) で あ る
,
ため と考 え られ る
い
も 円周 方 向 と 半 径 方 向
3
F
,
引 抜 き 材 試 験 片)
に 初期 表 面
3. 2 2
様 子 に大 き な違
23% で は
剥 離 面積 率 が 大 き
の
e
い
-
ム
と評価
た
っ
/ %
した 試験 片 の A F M
が ′ト さ く な る 侯 向 が 見 ら れ る が
e
Fig
-
e
-
30
e
に 圧 縮 試 験 前 後 の 試 験 片 表 面お よ び ⊥ 具 表 面 の R
平滑化 は され て
,
e
の故秦
場 合 は 測定箇所 に よ る表 面
最 も 平滑化 さ れ た と
箇所
と 圧 蘇率
,
て 試 験 片 の 局 所 的 な 観 察 を行
に最 も平滑化 が 進 ん だ
3 23
カ
,n e m
20
r e s si v e st r ai n
p
原 子 間 力 薪 特 集( A J T M ) に よ る 表 面
3 3 1
なり
p
o m
20 p
m
)
n
,
が 大き い外 周
.
.
で も外 周部
の
測定
36
( a) 謝 定 箇 所
O
戸
n
( b) 激 定 箇 所
m
o t X)
2 8 上和 x 2 D O O T p
.
i
】
(
ア
.
l
m
m
_
0 ∝ ト
_
丁【D
r
-
2
ーr y 111
m
.
20 OO
ニ
x
-
21) O D LL J Tll
Z
-
0 00
( d) 謝 定 箇 所
n
圧 緒試 験 彼
.
ミ
lカ
_
3 23
ル
-
0 CO
( c) 測 定 箇 所
Fig
t
の
試験 片表 面の
ウム 引抜き材試 験片
,
e
-
c
SR
,
F
3
tr ml
m
皿
像の 例
A F M
6 %
7t 山 0
20 p
-
m
)
喜
Iii:ヨl
渇
a(
C
o
m
p
r e s si v e s t r ai Tl
( b) 半 径 方 向
Fi g
・
3 24
L
R
z
e
と 圧縮 率
e
e
の
関 係( ア
ル
ミ
ニ
ウ
ム
引 抜 き 材 試 験 片)
e
c
/%
37
喜
ii I
g
80
a
-
I
渇
60
(
80
I
Q)
N
60
a(
40
40
0
1
M
2
d p
e as u r e
3
io
o sit
r/
n
M
m
e as u
3 25
.
.
R
z
-
-
と測 定 箇 所
e
関 係( ア
の
r
ル ミ
ム
ウ
ニ
ミ
a
o
I
-
-
0
A I 0 5 0 H( C
-
芸
S R i 2 0Tト
=
arb o n
c
) サ官
e
f: f .
m
D
n
-
m
t m
3 3 3
.
.
Fig
.
3 26
有 限 要 素 法( F
E M
3 27 に ア ル ミ
ニ
傾 向が ある
こ
擦係数p は
e
.
-
-
o
-
'
bo
ar
葺gS:? 2:z
n
の
関 係( ア
ル ミ
ニ
ウ
ム
23
T
2 0 トL m
. .
r
e c ti o n
( b) 測 定 箇 所
m
引抜き材試 験片
中心 部
の
相 対す
しか し
.
とき
べ
r
-
3
m
m
引 抜 き 材 試 験 片)
の
様 子 を示 す
ア ル ミ
・
外 周 部 ほ ど相 対 す
,
各実験 に お ける最 終荷重と
,
方 が 大きく な
の
変形
の
り 量 は 小 さく
既 に 潤 滑 状 態 が 良く な
,
SR
ム
23 % の
-
m
-
)解析結果
とが分か る
c
大きく 見られ
,
i
と測定方 向
e
い
っ
て い る
状 態で あ
こ れ は,
・
e
致す
一
,
ウ ム 焼 なま し材
り 量 が 大きく な る
べ
る よ うに 決定 した 摩
6% で カ
-
c
た に も関 わ らず
っ
ニ
ー
ボ
膜
ン
3 28 に F E M
.
.
に よ る 工 具 接 触 面 圧 β と相 対 す
解析
ウ ム 焼 な ま し材試 験 片と 同様 に
か で も相 対 す
こ
とが 分か る
Fi g
.
3 29 に R
.
るほ ど R
z
e
り が 生 じ る と 面 圧 が 小 さく な り
べ
.
中央 部 で あ る
,
また
z
e
圧縮率
,
と 相対 す
べ
e
っ
た
O
-
s
m
エ∫ が
,
り量L
s
の
関係 を 示 す
,
e
-
c
e
・
1
r
:
A 戸二 人 j ,J ∴{ i:;;
'
,
い ほ
;:
∫
23 % で は相対す
ト i ;二 帥 ・-, 1;
, [ 幸・f
、
I
-
二
ア ル ミ
・
ど面 圧 が 小 さ く な
6 % で は相
べ
対す
剥 離が
・
で の 面圧 が 非 常 に 大 き い が
大き
-
c
.
:
m
り 量 上∫ の 関 係 を 示 す
が 大 き く な る と 面圧 が 大 き く な る こ と も分 か る
c
が 小 さく な る傾 向が 見 られ る が
な 変化 は 見 ら れ な か
L
べ
の
更 に 圧 縮 率 を 大き く
した た め に 工 具 と試験 片 と の 間 に金 属接触 が 生 じた こ と に よ る も の と考えられ る
F ig
m
ム
ー
ー
-
ウ
.
試 験 片 と 同様 に
z
1
-
ー
A I 05 0 "' C
r
3 m m
6
23
D ir
r
ー
-
n
R
.
.
-
O
( a) 測 定 箇 所
Fi g
=
ー
r
0
D i r e cti o
ー
0
50
;
4
m
引 抜 き 材 試 験 片)
ム
昌
3
r/
n
( b) 半 径 方 向
( a) 円 周 方 向
Fig
2
r e d p o si ti o
1
べ
り量 L
り量 L
s
s
ニ
わず
,
て い る
っ
・
が 大きく な
に よる R
z
e
の
大き
38
Fi g
る R
z
L
,
.
相 対す
3 30
.
に 最 も平 滑化が 進 ん だ
と相 対す
べ
り量 L
e
F ig
.
L
.
-
L
-
・
L s
の
c
関 係 を示 す
縮 した試 験 片 に お け る測 定方 向
6 % に圧
ア ル ミ
.
ニ
ウ
ム
焼 なま し材
の
関 係 は 円 周 方 向 と 半径 方 向 で ほ と ん ど 変 わ ら な か
の
s
e
り量
べ
-
e
の
場合 と 異な り
っ
た
・
6%
23 %
3 27
.
解析 に よ る
FE M
(e
-
c
6%
3000
a
:
p
ア ル ミ
-
0 1 57
.
ウ
ニ
,
e
引抜き 材試 験 片
23 %
-
c
b
A I O 5 0 1 4( C
∬
-
巨
ム
:
p
=
の
変形
の
様子
O 2 8 5)
1
)
o n
FE M
Ii = ヨI
a
.
く>
2000
也)
e
■ゝ e
ゝ■
=‡
-
c
-
c
6 %
23 %
(′
)
く/)
a)
L」
P
J
・
→
1000
J
O
也
冒
C〉
し)
0 1
0 2
L
Fi g
.
3 28
.
F E M
解析
0 3
.
.
s
/
.
m
(ア
ル ミ
ニ
ウ
ム
1
0 4
.
m
に よ る 工 具 接 触 面 圧 p と 相対 す
引 抜 き 材 試 験 片)
べ
違
り量L
s
の
関係
,
い
R
によ
z
L
・
と
39
昌
呂
ii Z 5
i ?
くじ
Q)
N
N
a(
a(
0
0 1
0 2
.
上∫/
Fig
3 29
.
R
.
z
と相 対す
e
j
り量 L
べ
s
の
ル ミ
関 係( ア
ウ
ニ
0 4
0 3
.
.
.
m
m
引 抜 き 材 試 験 片)
ム
60
b
N
40
E<
0 1
.
L
F ig
.
.
ア ル ミ
(
材料
3 4
.
表面 に カ
よびア ル ミ
Fi g
の
膜
.
ボ
ン
蒸着を施
ウ
ム
引抜き 材試験 片
F ig
.
.
3 33
.
.
より
.
R
に平均 面圧 p
い が
,
カ
,
R
.
z
e
と 圧縮 率
ア ル ミ
ニ
ー
m
e
c
の
と圧縮率
z
ウム
り量 L
べ
6 %
)
アル ミ
ニ
e
,
-
c
e a n
着膜
の
の
c
分かる
s
の
関係
こ の
.
e
c
分か る
引 抜き材 と 比
.
べ
Fig
,
.
差は
F ig
.
た
.
ル ミ
ニ
ウ
ム
焼なま
か ら分 か る よ う に
3 32
.
っ
に 剥 離面 積 率r と 圧 縮 率
3 32
.
.
ア ル ミ
ニ
ウ
,
カ
e
c
の
関
し材 試
ー
引抜き材 試験 片の
ム
剥 離 面積 率 ほ ど の 差 は 見 ら れ な
が進 ん で い た 測定
図か らもア
こ の
しか し
.
た 結 果 の 比 較 を行
っ
関係 を示 す
の
最も 平 滑 化
関係 を 示 す
関係
ウ ム 焼 な ま し材試 験 片 お
ボン
.
と圧縮率
に
e
,
ウム 引抜き材試 験片 よ り も ア
ニ
い る の が
ボ ン蒸
い る の が
と 相対 す
e
引 抜 き材 試 験 片
ム
圧 縮試験 を行
の
ア ル ミ
観察の 際
3 34 に A F M
滑化 が 進行 して
,
3 31
z
m
し た 圧 縮試 験 工 具 を 用 い て
剥 離 が 原 因 で あ る と 考 え られ る
Fi g
は
高さ粗さ
方 が 平滑化 され て
方が 大き
ける
ニ
ウ
ニ
m
較
い に よ る比
.
の
F ig
の
ー
3 31 に最大
.
係 を示 す
験片
違
の
い に よ る R
測 定方 向の 違
3 30
/
s
,
ア ル ミ
ニ
ル ミ
ウ
ム
箇所
ウ
ニ
ム
r
-
い
3
焼な
m
.
こ
れは
m
e a n
.
m
で の 半径方 向に お
ま し材 試 験 片 の 方 が 平
焼 な ま し材試 験片
て も極 端 に 平 滑 度 が 低 い
p
,
大き
の γ> 4 0 % の
い
場合
圧縮 率す なわ
40
ち大き
加
具 と試 験 片
間 で金 属接触 が 生
荷重
の
下で カ
蒸 着膜
の
剥 離が 起 き
じた た め に ア ル ミ
ニ
ウム 引抜 き材試 験片
の
場合 よ り も大き な摩擦 力 が働き
い
工
た めで ある と 考 え られ る
また
より
験片
F ig
,
.
.
同程 度
,
F ig
.
3 32
.
.
ボ ン
3 31
.
カ
ー
い
解析
に よ る 工 具 接 触 面圧 p と 相 対 す
ア ル ミ
は 見 られ なか
最大 高 さ粗 さ
ボ ン
工
,
の
,
表面 が荒 れ た
.
圧 縮率 に お け る
の
大 き な違
で は
F ig
に F E M
3 35
ー
蒸着膜
の
っ
R
た
z
ニ
べ
り量 L
ウム 焼 なま し材試 験片 とア
s
ル ミ
の
関係 を示 す
ニ
ウム 引抜き材試
.
.
と圧縮率
e
c
の
関 係( 材料
剥 離 面積 率y と 圧 縮 率
e
c
の
の
違
い に よ る比
関 係( 材 料
の
違
較)
い に よ る比
較)
図
41
0
10
C
Fi g
.
平 均 面圧
3 33
.
F ig
.
3 34
R
.
z
β′
e
…
〃
o m
20
p
と圧 縮率
と圧縮率
e
c
e
。
の
c
関 係( 材 料
関 係( 材 料
の
50
/ /
o
e
の
違
の
o
違
に よ る 比 較)
い
い に よ る比
較)
3 000
〔弓
聖
C
b
ar
i Z
Q
40
30
r e s si v e st r ai n
I
O
i}
く>
2000
心
o n
A I O5 0 O
A I O5 0 H
e
-
-
c
e
-
-
c
23 %
23 %
コ
∽
∽
qJ
i
J
P
+
-
<
■
1000
O
( 弓
i
C
)
U
0
0 1
.
0 2
.
L s/
F ig
3 35
.
.
F E M
解析
0 3
.
の
違
.
rr m
に よ る 工 具 接触 面 圧 p と 相 対 す
(材 料
0 4
い に よ る比
較)
べ
り量 L
s
の
関係
42
本章
3 5
.
の ま と め
表 面 にカ
ー
よびア ル ミ
ニ
ア ル ミ
( 1)
ボ
ン
蒸 着 を施 し た 圧 縮 試 験
ウ
ム
引抜 き材 試験 片
ウ
ム
焼 な ま し材 試 験 片
ニ
圧 縮率 が 30 % 以 下 で カ
オ
ル
R
19
-
z
e
ダ
ー
(e
n m
30 %
-
c
r
,
3
-
m
m
さく な る傾 向が 見 ら れ た
た
また
.
た
ン
圧 縮試験 を行
っ
た結 果 を 以 下 に 示 す
の
て
蒸着膜
剥離 面積率 が 小 さ
の
こ と か ら,
.
相 対す
場 合( γ≦ 4 0
%
)は
ナ ノメ
,
最 も 平 滑 化 さ れ た と
,
ー
が小
べ
り 量 が 大きく な る ほ ど R
り 量 が 大き
い
ほ ど平 滑 化 さ れ る こ と が 分 か
べ
.
い こ
ト
こ ろ で
相対 す
た
っ
い
z
e
と も分か
っ
っ
.
片
の
以上 で カ
30 %
ボ
ー
ン
蒸 着膜
外周 部 ほ ど
,
R
z
部 よ り も平滑効 果 が小 さい
擦力 を受 けた 状 態
で
e
こ
剥 離面 積 率 が 大 き
の
間 に 金 属 接 触 が 生 じ て 表 面 が 荒れ
合 と は逆 に
圧縮 率
e
30
-
c
%
が 大きく な
っ
と が 分か
た
っ
てお り
こ
.
,
ア ル ミ
( 2)
ア ル ミ
ニ
抵 抗が 大き
で は
ウ
ニ
れは
い
た めに
の
違
い
z
51
-
e
ア ル ミ
だ
.
ー
ニ
い
っ
た
れは ア
ボ
ン
具と試 験
工
,
剥離面積率 が小 さい 場
.
い
外周 部の ほ うが 中央
大きな摩
い た め に
材料 流動 に よ る 円 周方向
,
.
ボ ン 蒸 着膜 の 剥離が 大きく なり
ー
,
z
n m
e
(e
-
c
っ
た の で
6 %
r
,
3
-
も
y
,
,
m
-
ニ
73
ウ ム 焼 な ま し材 試 験 片 よ り も 加
% とカ
た
っ
た
.
の
っ
た と 考 え られ る
あ
っ
た
m
半 径 方 向)
,
で
また
,
,
e
・
e
-
c
初期
べ
変形
の
e
,
-
c
23%
最も 平 滑化 さ
.
6% で は相
23 % で は 相 対 す
c
工
剥 離 が 大 きく
平滑化 が 進 ま なか
が 小 さく な る 傾 向 が 見 ら れ る が
っ
蒸 着膜
ボ ン
ー
対す
り量 L
材 料流 動 に よ る 円 周 方 向 と 半 径 方 向
り量 L
べ
の
s
s
によ る
平 滑効果
.
に よ る比 較
ル ミ
蒸着 膜
た
っ
また
.
)は
.
ウム 引抜 き材試 験片 よ り もア
こ
た
潤 滑 状 態 が 良く な
,
程 度以上 で カ
a
ア ル ミ
,
6 % に お い て
もほ と ん どみ られ なか
材 料の 違
(3)
-
c
大き な 変 化 は 見 ら れ な か
の
e
e
さ らに 剥離 が 大きく な
が 大きく な る ほ ど R
z
分か
引 抜き材 試験片は
ム
R
e a n
っ
40 %
引 抜 き 材 試 験 片 の 圧 縮試 験
ム
ウ
れた とこ ろで
m
こ と が
平 滑化 が 進 ま な く な る
500 M P
-
p
場 合( γ>
材 料流 動 が 大 き
材 料流動 が進 ん だ た め と考 え られ る
平 均 面圧
,
い
平 滑 化 が 進 ま なく な
,
と 半径 方 向 の 平 滑 効 果 の 違 い は ほ と ん ど み られ な か
カ
ニ
円 周 方 向 よ り も 半径 方 向 の 方 が 材 料 流 動 に よ る 平 滑 効 果 が 大 き
,
圧縮率 が
R
き
こ と が で
半 径 方 向) で あ
,
ア ル ミ
圧縮試験
の
平 滑 な 表 面 を 創 成 す る
の
ー
ボ
ー
焼 な ま し材 試 験 片 お
い
,
ウ
ム
具 を用
工
の
ニ
ウ
ム
ル ミ
ニ
ウ ム 焼 な ま し材 試 験 片
引 抜き 材 試 験 片 の 方 が 加 工 初期
剥 離が 大きく な
っ
た
こ とが
の
の
方 が 平 滑化 が 進 ん
変形 抵 抗 が 大 き く
原 因 で あ る と 考 え られ る
.
,
加
工
初期 に
43
葉種 油 を用
第4 草
圧 縮試験
工
具
の
た圧蘇 加 工 に よ る平滑化 挙動
い
表面にカ
ボ ン蒸 着 を施 した場 合 の圧 縮試 験で は
ー
大 きく な る と 潤 滑 状 態 が 悪 化 し て 平 滑 化 が 進 ま な く な
処 理 方法
の
変更 を試み
片表 面
の
間
の
ア ル ミ
ニ
ウ ム 焼 な ま し材 お よ び
なお
結果
,
の
創 成挙 動 に
アル ミ
4 1
.
.
い
ウ
ム境
ニ
.
アル ミ
ウ
ニ
ム
な
た
い
ニ
ウ
,
本 章で は
工
解析
F E M
こ と で 工
の
圧 縮加
を行
工
剥離 が
具表面
の
具 と試 験
た結 果 を示 す
っ
表 面粗 さ計 に よ る最 大高 さ粗さ
,
の
た 加 工 品 を創 成 す る こ と を 目 的 と し て
引抜 き材
ム
章 と 同様 に
に よ る 変形 シ ミ
ュ
レ
シ
ー
を行
ン
ョ
い
R
,
.
鞠定
の
z
,
,
超 平滑 面
.
I O5 0 0
-
のE E
)
焼 な ま し材 試 験 片 に お
.
膜
轄加
挙動
工 に よ る 平 滑化
関係
の
o 25
そ こ で
.
ン
v o
l% に 希
い
ては
具表 面 に菜種油 を出来 る限 り薄く均
工
,
釈 し た 菜種 油 を 工 具 表 面 に 塗 布 し た 場 合 と
菜 種 油 を 工 具 表 面 に 塗 布 し た 場 合 で 圧 縮 試 験 を行
い
,
両者
の
違
,
い に つ い て
一
に
希釈 して
も調査 し
.
F ig
.
4 1 に圧
ウム 引抜き材 試験 片
ニ
子が分か る
F ig
粗さ
.
R
てお り
縮前 と最 も平滑化 が 進 ん だ希釈 した菜 種油 を用
.
ア ル ミ
.
,
を示 す
e
な
い
外 観 を示 す
c
希釈 した 菜種 油 を用
.
> 30 % に お い て
e
c
菜 種 油 を用
滑化 が進 ま なか
っ
圧縮 加
も平滑化 が進 ん で
工 に
-
.
48%
圧 縮 した
よ り試験片 表 面が 鏡面化 された 様
い
e
c
い た
場合 は
て 大き な オイ ル ピ
る こ とか ら
e
c
≒2 0
% 程
.
カ
,
ー
ッ
,
度ま
で は 平 滑化 が進 む が
ボ
ン
て R
っ
蒸着
て
る
4 1
.
工
が ′トさ く な
具 を用
また
.
そ れ 以上
e
c
,
い た
の
間 に 多く 閉 じ 込 め られ た
.
( b ) 圧 縮 後 試 験 片( e
の ア ル
ミ
ニ
ウム
焼 な ま し材 試 験 片
-
c
の
48 %
)
外観
場
が 大きく な
菜 種 油 が 工 具 と試 験 片
い
っ
希釈 して
な
.
菜種 油 を用
最 大高 さ
い
い
トが 出来 た た め で あ る と 考 え られ る
圧 縮試験 前後
,
z
の
希 釈 して
っ
( a) 圧 締 前 試 験 片
F ig
が 大 きく なる に 従
で も試 験 片 表 面 が 荒 れ ず に 平 滑 化 さ れ る こ と が 分 か る
た原 因と して は
っ
た 場合 は
い
る と 表 面 が 荒 れ て 平 滑 効 果 が ′トさ く な
によ
.
e
に 触 針 式 表 面 粗 さ 計 よ り 得 ら れ た 工 具 と 圧 縮試 験 前 後 の 試 験 片 表 面
4 2
z
の
て 圧縮 率
い
.
合 よ りも 大き な
い
,
な ま し 材( A
塗布 す る た め に希 釈率
い
観察
の
て 検討 した
つ
ア ル ミ
い て は第 3
庄籍串 と表 面粗 さ
4 1 1
っ
,
整理にお
た
ボ
ー
具表 面 に 液 体 潤 滑 剤 と し て 菜種 油 を 塗 布 す る
金 属接 触 を 避 け 超 平 滑 な表 面 を 持
に よ る試 験片 表面
AF M
の
工
,
っ
カ
,
い た と
きに平
こ と
44
Fig
最大 高さ粗さ
4 2
.
原 子 間 力 顕 微 鏡( A
4 1 2
.
.
.
を用
A F M
い て試
験片
R
と圧縮率
z
) に よ る表 面
F M
e
c
観察
の
局 所 的 な観 察 を 行
の
関 係( ア
の
面 の 様 子 に 大 き な違
.
釈 し た 菜種 油 を用
R
z
e
は 小 さく な
い た
滑化が 大きく 進 む
半 径 方 向) で あ る
違
の
効果
は 中央部付 近
ッ
z
の
r
O
-
m
具と試験 片
工
.
4 6 に ア ル ミ
ニ
.
r
O
-
m
r
r
間
-
e
1
の
m
O
-
希釈 して
.
r
具表 面
工
O
-
い る
m
m
を除き
m
しか し
.
い
z
値 とな
から
の
っ
て い る
こ こ で
.
菜 種 油 を塗 布 し た
,
間隔 は お よ そ
0 5p
.
,
ル ミ
Fi g
ニ
.
.
F ig
z
F ig
.
4 9 に R
.
e
e
.
像 を示 す
の よう
な顕 著
い
.
い た
,
z
e
の
.
工
具 を用
い た
,
c
を大きく して も平
(e
-
c
48%
3
-
r
,
m
m
,
測定箇所 に よ る 平滑
e
,
≒2 0 %
c
程 度ま で は
特に
,
る こ とが分か る
こ と に よ
e
-
c
38% で
こ れ は,
.
て 大き な オ イ ル ピ
っ
の
e
い て
具 を用
工
場合 に は
の
R
z
z
と
R
e
z
e
,
小さ
の
Fi g
.
z
.
関係 を 示 す
.
F ig
10p
の
方が小さ
4 8 は
.
.
-
い
溝は 測 定で き
も 同様 に 見 ら れ た
関係 を示 す
比
較す
よりも R
い
に示す
4 2
2
の
る R
た 場合 に は R
い
思われ る深
先 端 半径 は
よりも R
現 象は
こ の
r
z
R
て い るの で
っ
ル ピ ッ トと
場合 に オ イ
圧 縮試 験 に お
と測定箇所
が 大きく なる ほ ど
画像 か ら得 た 中 心 付近
触針 式表面粗 さ計
また
希
・
c
てお り
っ
関係 を示 す
の
c
n m
い て
場合 で は
て
っ
78
-
z
は 大きく な
e
ボ ン 蒸着
ー
に示 した A F M
4 7
.
カ
.
.
た の だ と考えられ る
と
4 4
.
.
の と した
で あるが
ウム 引抜き材 試験 片
4 8
より
29 %
-
中 央 付 近 に 多く 閉 じ込 め ら れ た
具 を用
工
m
.
象が 起き
e
c
い た
粗く な
て表 面が
そ の た め に F ig 4 6 に 見 ら れ た よ う に R
,
Fi g
,
の A F M
場合
e
おお むね
た とこ ろで R
触 新式 表 面 粗 さ計 で は 断 面 曲線 に 見 ら れ る よ う な幅
られ
い た
と 圧 縮率
e
,
e
,
ない 菜種 油 を用
い
にお
m
の R
を 除 け ば各 圧 縮 率 に お
m
菜 種 油 を塗 布 し た
,
像を
そ の 他 の 測 定箇 所 で は 表
,
具 を用
ン蒸着工
が 大きく な る ほ ど R
c
半径 方 向 の も
の
m
試験 片
ウ ム 焼 な ま し 材 試 験片 に お け る 最 大 高 さ 粗 さ
が ほ ぼ 同 じ値 で あ る が
構
て い るが
っ
を 求 め る 際 に は 触 新式 表 面 粗 さ計 で 試 験 片 の 中 心 付 近 計
測定箇所
い
の
ボ
最 も 平 滑 化 され
.
32 % の
-
。
と
m
た
っ
そ れ 以 降は
,
カ
,
32 % の
-
c
ト が 出来 た た め で あ る と 考 え られ る
F ig
R
e
,
は 見 られ な い
い
平滑化が 進 む が
菜 種油が
また
.
e
,
平滑化 が 進 ん で
,
とは なか
こ
また
.
ー
.
48 % に圧縮 した
-
c
粗く な
で は表 面が
m
試 験 片表面お よび
の
場合 で は
てお り
っ
m
e
に初期 表 面 の A F M
4 3
.
.
圧 縮試 験 前 後
4 5 に
.
o
-
見 られ な い
い は
な材 料 流 動 も 見 ら れ な い
Fi g
r
Fig
.
に 最も平滑化 が 進 ん だ 希 釈 した 菜種 油を用 い て
中央部 に位置す る測 定箇 所
ウ ム 焼 な ま し 材 試 験 片)
ニ
と評価
た
っ
ル ミ
い
の
z
の
z
z
と
は
e
R
z
e
方 が小 さ
断 面 曲線 の 例
溝 が 見 られ る
m
・
.
で ある た め に
て い な い と考 え
値に な
菜種 油 を用
る と い う現
い た
場合
の ア
な
菜種 油 を
.
希釈 して
い
い
.
45
用
い
た 場合
F ig
,
4 9 は
.
.
率が 小 さ
い
部
が 大き く な
の
され
F ig
を用
R
z
e
場合 は 測 定箇所 に よ る違
て い る た め で は
4 10
.
い
.
と F ig
た 場合
,
・
Fig
な い 菜 種 油 を用
い
の どち
4 11
.
-
c
より
32 % の
が良
い
っ
て い る
な
い
・
.
4 11
.
い た
の
こ れ は,
.
z
e
い た
あま り 見 ら れ な
面圧 が 高
場合 で は
,
中央部に 近
い
た 場合で は
差 は ほ と ん ど見 られ な
,
い
ー
Fig
・
ても
い
圧縮
,
圧 縮 率が 大 きく なる と 中央
,
の
r
1
-
ル ピ ッ トが
4 10 は
・
,
外周部
の R
z
e
m
m
・
希釈 して
Fig
4 10
・
・
の
い
の
な
い
より
い
形成
測 定箇 所
r
測定箇所
値 が 小 さく な
-
1
m
m
-
3
m
r
っ
い
にお
,
3
-
い て
にお
てお り
r
また
.
m
菜種 油
希釈 して
,
と 外周 部 の 測 定箇所
差 は ほ と ん ど見 られ な
中央 部 に 近
が
・
た場 合 で あ る
い
測 定箇所
場合 を 除く と 円 周方 向 より も半径方 向
とき は カ
い が
中央部 ほ ど大 き なオ イ
い
も 円 周 方 向 と 半径 方 向
い
ど ちら の 図に お
.
.
は 希 釈 し た 菜 種 油 を用
い て
場合 で あ る
と 測 定 方 向 の 関係 を 示 す
希 釈 し た 菜 種 油 を用
,
い は
か と考 え られ る
4 11 に R
らの 測 定箇 所 に お
周 方 向 と 半径 方 向
e
希 釈 し た 菜 種 油 を用
い
,
m
m
F ig
・
は 円
て は
潤 滑状態
ボ ン 蒸 着 工 具 の 場 合 と 同様 に 材 料 流 動 が 大 き い と こ ろ で 半 径 方 向 の 方 が
よ り 平 滑 化 さ れ る 傾 向 が み られ る
.
46
0 CI)
_
-
20
F ig
( ア
ル
2 0 (めLl∫巾)
I
O 仙
-
7 ∝】 0
試験片初期 表 面
. 4. 3
ニ
z
t r T n】
像
の A F M
ウム 旋なま し材 試験片
,
e
-
c
0 %
の
,
例
SR
-
20p
m
)
( a) 測 定 箇 所
戸
O
m
m
( b) 淘 定 箇 所
( c) 測 定 箇 所
F
2
m
m
( d) 測 定 箇 所
Fi g
(ア
ミ
ル
0
ミ
ニ
ウ
ム
.
4 4
_
圧縮試 験彼
焼 な ま し材 試 験 片
の
,
試 験 片表 面
の
像
A F M
希 釈 した 菜 種 油
,
e
-
c
の
F
r
-
l
m
m
3
m
m
例
48%
,
SR
-
2 0l
皿
)
47
800
800
700
700
600
600
500
g
Q)
<
400
ii己ヨ
?
∼
N
C
5 00
昌
400
\
a(
3 00
3 00
200
200
100
1 00
0
0
0
10
C
m
o
20
30
40
p
r e s si v e s t r ai n
e
0
50
10
/ /o
c
o
C
o
m
20
p
( a) 円 周 方 向
F ig
4 5
.
R
.
z
40
e
50
o
/ /o
c
( b) 半 径 方 向
と圧 縮率
e
30
r e s si v e st r ai n
e
c
の
関 係(
ア ル ミ
ウ
ニ
焼 な ま し 材 試 験 片)
ム
800
700
600
喜500
§500
iiZ ?
渇
a(
■ヽ
N
a(
\
q)
N
400
400
a(
■ヽ
300
N
a(
200
10
0
C
( a) カ
F ig
o m
蒸着
工
e
.
R
z
0
C
と R
z
e
の
関 係(
g
吾王
§
竜
、
ア ル ミ
-
-
-
H
( a) カ
(e
4 7
.
-
25 %
A F M
l p o siti o
,
r
-
O
工
m
具 を用
m
,
n
/ LL
い た
具 を用
o
い た場合
10
l p
H
o ri z o n t a
( b) 菜 種 油 を 塗 布 し た
半 径 方 向)
画 像 か ら 得 た 断 面 曲 線 の 例( ア
工
50
/ /o
c
10
20
30
40
m
場合
40
e
ウ ム 焼 な ま し 材 試 験 片)
ニ
20
o nt a
蒸着
ボ ン
ー
c
iz
o r
30
0
-
O
30
40
50
.
=
垂
10
Fig
、
=
二
-
20
p r e s si v e s t r ai n
50
40
30
20
10
至言
§
-
o m
( b) 菜 種 油 を 塗 布 し た
場合
50
40
-
10
/ %
c
い た
具 を用
最 大高 さ粗さ
4 6
.
in
p
200
30
r e s si v e s t r a
ボ ン
ー
20
300
(
ル ミ
c
45%
,
r
-
O
iti o
o s
工
m
m
L
i
l
/ LL
n
具 を用
,
m
い た
場合
半 径 方 向)
ウ ム 焼 な ま し材 試 験 片
ニ
ノ
L
e
-
20
,
sR
-
2 0 LL
m
)
48
1000
800
B
600
㌔4 0 0
200
0
1
M
2
d p
e asu re
3
io
o sit
4
r/
n
m
m
( a) 円 周 方 向
Fig
(
ア ル ミ
ニ
.
4 8
R
.
z
e
と 測定箇 所
ウム 焼なま し材試験 片
300
250
25 0
200
喜
う1 5 0
100
100
<
a(
い
な い 菜 種 油)
20 0
う1 5 0
E
関係
希釈 して
,
300
喜
の
r
50
50
0
0
1
M
2
e as u re
d p
3
o si ti o n
r
4
/
m
0
M
m
e as u re
Fig
ル ミ
ニ
d p
o si ti o n
( b) 半 径 方 向
( a) 円 周 方 向
(ア
2
1
ウ
.
4 9
ム
.
R
z
焼なま
e
と 測 定 箇所
し材 試 験 片
,
r
の
関係
希 釈 し た 菜 種 油)
3
r/
4
m
m
49
O
D i r e c ti o
( a) 測 定 箇 所
O
r
1
-
r
m
ア ル ミ
O
( a) 測 定 箇 所
(ア
有 限 要 素 法( F
.
Fig
.
4 12 に
.
材試験 片
の
1
-
r
ル ミ
m
E M
く
希釈 して
,
潤 滑状態 が 良
,
F ig
4 13
.
.
な
い
い こ と が
解析
に F E M
な
て い る こ とが 分 か る
っ
O
m
も大きく な
m
っ
で の 面圧 が非
て い る
.
.
.
4 14
.
と F ig
.
4 15 に R
.
R
.
z
m
な
い
m
m
菜 種 油)
い
r
n
r
-
3
と測 定 方 向 の 関 係
し材試 験 片
焼なま
ム
e
m
希 釈 し た 菜 種 油)
,
して い ない 場合と希釈 した場合に お け る ア ル ミ
.
カ
ー
また
.
い
,
ボ
ン
分か る
蒸着
工
具 を用
い
い た
ニ
ウ ム 焼 なま し
中心 部
,
の
相対す
べ
致 す る よう に 決定 した摩
一
場合 で は圧 縮 率 が 大き
い ほ ど摩擦
係数 が 小 さ
.
常に 大き
希 釈 して
り量 L
べ
わず か で も 相 対 す
い が,
希 釈 し た 菜種 油 を用
,
たとき よ り も
各 実 験 に お け る 最 終 荷重 と
菜種 油 を用
しか し
ても p は あま り 変わ ら ない
F ig
希釈 して
に よ る 工 具 接 触 面圧 p と 相 対 す
L
-
ウ
4 ll
3
-
関係
( b) 測 定 箇 所
.
r
) 解析 結果
ある
g
,
の
m
ニ
り 量が 大き い こ と が 分 か る
擦 係 数〟は
と測 定方向
D i r e cti o
様 子 を示す
の
e
n
菜種 油 を希 釈
変形
z
0
F ig
.
R
.
r
D i r e c ti o
4 I 3
4 10
.
焼 な ま し材 試 験 片
ム
ウ
ニ
e cti o n
( b) 測 定 箇 所
m
F ig
(
r
D ir
n
い
い
た場合で は
ない 菜種油 を用
い
べ
関係 を示 す
.
中央 部 で
り が 生 じ る と 面圧 が 小 さく
e
,
の
s
c
が 大きく な る に
た場合で は
,
e
c
れて
p
が 大きく な
っ
つ
.
z
e
と相対す
/
べ
り量 L
s
の
関係 を 示 す
1
J L
I
i
.
F ig
.
4 14 は
.
希釈 して
い
ない
50
菜種 油を 用
い
オイ ル ピ
トが 出来や す
ッ
で は相 対す
F ig
.
-
3
s
,
F ig
の
4 15
.
.
違
い
.
圧 縮 率が 大き
い
m
に よる R
お ける 測定方 向 の 違
m
向 と 半径 方 向 の ど ち ら に お
分かる
は 希 釈 し た 菜 種 油 を用 い た 場 合 で あ る
z
e
い
場合
の
に大き な違
中心 付 近で は
また
,
い て
い
による R
も相対す
べ
z
e
と 相対す
方 が材 料流動 に よ る 平 滑効果 が よ り大 き
い こ
の
-
。
z
て
それぞれ の 図より
が 大き い が
【
∴
・
.
,
,
それ以外
.
48%
り量 L
っ
e
・
s
に 圧縮 した試 験片
の
関係 を 示 す
平 滑化 が進 ん で
方 が 平滑化 が 進 ん で お り
とが分かる
・
e
べ
り量 の 増加 に 伴
僅 か な が ら円周 方 向よ り 半径方 向
R
は 見 られ な い
い
に 最 も 平 滑 化 が 進 ん だ 希 釈 した 菜 種 油 を 用 い て
.
r
り量 L
べ
4 16
定箇所
た 場合
,
.
の
測
円周方
い る こ と が
半径 方 向 の
5l
e
e
e
i
22 %
-
.
29%
-
c
38 %
-
c
( a) 希 釈 し て
(e
e
i
e
'
e
i
.
:
=
FL 0 2 61
.
e
,
=
c
29 %
:
=
p
い
菜種 油
0 12 1
・
e
,
=
c
38 %
:i F
O 0 6 3)
1
32%
-
L
22%
な
29%
-
.
=
c
い
=
48 %
( b) 希 釈 し た 菜 種 油
(e
Fi g
.
4 -2
.
-
c
29 %
F E M
:
p
-
0 138
解析 に
.
,
e
=
c
3 2 % :F L 0 1 4 5
-
・
よるア ル ミ
l
ニ
ウ
l
ム
,
=
e
焼なま
c
48 %
:
r 0 1 3 2)
-
・
し材 試 験 片 の
変形
の
様子
52
3 000
室
Ch
A I 0 5 0 0( R
P E
㌔
e
i
e
・
2000
q)
コ
-
c
-
c
{ ト e
i{
-
c
⊂コ e c
ZZ
∽
■ト e
qJ
事}
.
P
l
ち
ap e s e e
-
I
1000
-
-
c
e
-
c
d
il)
o
o
29
32
48
22
29
38
/ o D il u t e d
/ . D il u t e d
% D il u t e d
/o o A s r e c ei v
o
/ o A s r e c ei v
o
/ . A s r e c ei v
)
o
d
d
ed
-
e
-
e
-
く弓
召
C)
U
0
.
4 13
.
ア ル ミ
(
.
/
s
m
m
に よ る 工 具 接触 面 圧 p と 相 対 す
解析
F E M
1 2
.
.
L
Fig
0 8
0 4
べ
り量 L
0 2
0 4
ル ミ
ニ
4 14
.
R
z
e
と相対す
ウ ム 焼 な ま し材試 験 片
べ
り量L
s
の
(ア
ル ミ
ニ
.
/
m
m
希釈 して
,
関係
い
な
い
菜 種 油)
( b) 半 径 方 向
( a) 円 周 方 向
F ig
s
.
( b) 半 径 方 向
( a) 円 周 方 向
(ア
関係
0 6
.
.
L
.
の
ウ ム 焼 な ま し 材 試 験 片)
ニ
0
F ig
s
4 15
.
R
z
e
と相 対 す
べ
り量 L
ウ ム 焼 な ま し材 試 験 片
L.
■
,
・■ ・ ・r
s
の
関係
希 釈 し た 菜 種 油)
.
1
一
0 8
.
1 0
.
53
g
iZ ?
渇
Ek :
F ig
.
.
(ア
ア ル ミ
4 2
.
ウ
ル
ミ
ニ
.
ア ル ミ
ニ
ウ
焼なま
ム
の
IO 5 0 I
-
F ig
片
の
カ
っ
.
・
4 18 に触
ボ
・
ン
)
の
蒸着
工
.
い た
っ
た の で
,
べ
り量 L
e
,
関係
の
s
-
c
4 8%
)
い
工 に よ り試験
e
引抜 き材
の
45 % に 圧
縮 した ア
ル ミ
ウ
た 圧 縮 試敦 で
圧縮試 験 に お
の試
F ig
圧 縮前 後
-
c
ク
ニ
片表 面 が鏡面化 され た様 子 が 分 か る
た歩合 よ り も大き な
( a) 圧 縮 前
4 17
ム
ニ
い
い
ては希
.
て 平 滑化 が 進ん で い る の が 分 か る
.
と相対 す
希 釈 した 菜 種 油
,
アル ミ
針式 表面粗 さ計 よ り得 られ た
.
e
し材 試 験 片 の 結 果 か ら希 釈 し て い な い 菜 種 油 を 用
圧 縮加
具 を用
z
圧 籍加 工 に よ る 平 滑 化 挙 動
に 圧縮 前 と 最 も平滑化 が 進 ん だ
外 観 を示 す
F ig
ー
4 17
.
を用
の み
い に よ る R
違
射係
は 平滑化 が 進 まな い こ と が 分か
釈 した菜 種油
の
ウ ム 焼 な ま し材 試 験 片
引 抜 き 材( A
ム
庄 轄串 と表 面租 さ
4 2 1
.
ニ
測定方 向
4 16
具 と圧 縮 試 験 前 後
工
e
c
で も平 滑化 され
,
の
ム
引抜き材 試験
.
試験 片表 面
( b) 圧 縮 後 試 験 片( e
の
ア ル ミ
ニ
ウ
ム
を示 す
圧縮率 が 大きく な る に 従
.
験片
の R z
引抜き材 試験 片
の
-
c
45%
外観
)
.
54
F ig
.
を用
A F M
Fi g
.
.
原 子 間 力 顕 微 鏡( A
4 2 2
.
最大 高 さ 粗 さ
4 18
.
4 20 に
.
わ らず ほ ぼ
い て試
最も 平 滑 化
一
.
.
z
の
が進んだ
ニ
ム
ウ
,
.
に R
4 22
.
所 に よ る違
z
e
.
半径 方 向
z
e
た
っ
F ig
.
45 % に圧縮 した試
こ と が
の
R
z
z
e
z
e
54
-
e
分かる
ル ミ
n m
(e
い て
ま た
.
引 抜 き 材 試 験 片)
4 19
.
.
験片
に
初期 表 面
像 を示 す
の A F M
僅 か な が ら測 定 箇 所
,
像 を示 す
の A F M
測定箇所 に 関
.
r
2
-
.
m
m
と
r
-
3
m
m
.
45%
,
3
-
r
い る が,
e
m
c
m
z
e
縮率
と圧
e
半 径 方 向) で あ る
,
を大きく して も カ
ル ピ ッ ト が
も微 小 な オ イ
ー
c
.
ボ
の
関 係 を示 す
e
が 大きく な る
c
ン
出来 る
蒸 着 工 具 を用
とを避 けられ なか
こ
.
っ
た
っ
た
.
r
の
関係 を示す
い が
,
e
.
-
c
28 %
圧 縮率 が 大き
い
と圧縮 率の 小 さ
と
r
と
い
こ ろ で は測
が 大 き い 外 周部 ほ ど R
z
e
定箇
が小 さ
.
と 測 定 方 向 の 関係 示 す
の
c
ム
ウ
ニ
し材 試 験 片 を 圧 縮 し た 場 合 の 平 滑度 を 上 回 る こ と は 出 来 な か
あま り 見られ な
い は
に R
F ig 4 2 3
R
R
と 測 定 箇所
く な る 傾 向 が 見 られ る
.
。
平滑化 が 進 ん で
焼なま
ため で ある と考えられ る
Fig
e
材 料流 動 が 見られ る
希 釈 し た 菜種 油 を用
,
-
関 係( ア
の
c
観察 と評 価
局 所 的 な観 察 を行
た と こ ろで
が 小 さく な り
e
い て ア ル ミ
こ れ は
-
の
e
に圧縮試験 前後 の 試験片表面 お よび 工 具 表面 の R
4 21
最も 平 滑 化 さ れ
ほ ど R
の
と圧縮 率
z
) に よ る 表面
様 な状態 で ある
に お い て 半径 方 向
Fi g
験片
F M
R
.
差 は ほ とん ど見 られ な
が 小さく な る傾 向が 見られ る
.
中央 部 に 近
い が
,
測定箇 所
い
外周 部
の
r
測 定 箇所
-
1
r
-
m
m
3
m
で は
m
,
円周方 向と
で は 半径 方 向 の
.
55
O 柵
29
F ig
(ア
ミ
ル
T
( c) 測 定 箇 所
r
F ig
(ア
4 20
.
ル
,
ミ
ニ
I O
u J Yl )
b
)
・
7 【巾
ウム 引抜き材試 験 片
ニ
( a) 測 定 箇 所
8L )
試験片初 期表 面
4 .1 9
,
q ) J 2D
=
-
O
m
2
m
0
Lr y Tl)
e
,
-
c
o %
m
m
圧 縮試験後
の
試 験片 表面
ウ ム 引 抜 き材 試 験 片
,
e
像
A F M
の
の
45 %
-
c
'
L
;
,
例
の
SR
2 0Ll
-
m
)
( b) 測 定 箇 所
F
l
n
n
( d) 測 定 箇 所
F
3
m
m
A F M
.
SR
像
-
の
2 0 Jl
例
m
)
56
0
10
C
o
20
m
30
40
r e s si v e st r ai n
p
0
50
10
/ %
c
e
C
o
m
( a) 円 周 方 向
F ig
F ig
4 21
・
R
・
4 22
.
R
.
z
z
3 00
A I 0 5 0 H( R
a
-
喜
S R%
200
ヽ
-
m
p
e
と 測 定 箇所
e
d
es e e
c
r
の
の
関 係(
ア ル ミ
関 係( ア
ニ
ル ミ
ニ
3 00
il)
耳
}
o
ヽ
e
T
=
C
.
45 %
.1
渇
a(
ウ
ム
引 抜 き 材 試 験 片)
a
p
es e e
d
o
il)
SR
200
g
-
20ト
L m
-
o
-
-
T
ー
・
・
-
勺
㌔
a(
ム
ロ
ー
・ ・
ー
・ ・
-
ー
・
・
-
・
・ ・
ー
-
ー
・ ・
-
0
100
ム
1コ
E
.
4 23
.
R
z
e
ー
ー
ー
ー
L
ー
「
D ir
r
-
l
m
と測 定 方 向
r
e c ti o
( b) 測 定 箇 所
m
の
関 係( ア
ル ミ
〟
ニ
J
ウ
ム
△
---」 コ
O
e cti o n
( a) 測 定 箇 所
F ig
ム
r
D ir
(
■ト e C
e
D
C
、
-
e
c>
・
渇
100
50
o
/ /o
c
引 抜 き 材 試 験 片)
-
=
m
40
e
-
=
.p
ム
ウ
A I 05 0 H( R
r
3 m
o
2:z
三g…言
苧
m
30
( b) 半 径 方 向
と圧 縮率
e
20
p r e s si v e st r ai n
n
r
-
3
引 抜 き 材 試 験 片)
m
m
・
-
-
-
28 %
31 %
45 %
o o
57
有 限 要 素 法( F
4 2 3
.
.
F ig
にア ル ミ
4 24
.
.
)解 析結 果
E W
ウ
ニ
引抜 き材試 験片
ム
ウ ム 焼 な ま し材 試 験 片 と 同 様 に
り 量が 大き く な
係数〟は
Fi g
・
ある L
∫
なり
L
,
同程 度
,
4 25
.
O
-
.
,
L
て い る
っ
m
が 大き
解析 に よ る
,
各実験 に お け る最 終荷重 と
ー
具接 触面 圧
工
・
4 26 に R
z
・
と相 対す
e
s
が 大き く な る ほ ど R
り量 L
s
によ る R
Fi g
る R
方が
z
e
R
・
と 相対す
z
e
z
が ′ト さ く な り
の
s
と相 対す
p
た ア
の
て い る こ と が
っ
り量L
べ
分か る
関係 を示 す
の
s
・
e
c
45 % の
が 小 さく な る 傾 向 が 見 ら れ る が
e
c
e
L
=
28 %
-
31 %
◆
e
-
c
関係 を示 す
・
;
二
-.._ -Ji -∴-I-- ー
∨
・- --p.J-_.- -LV-I ー
≡
・ j
:
ー
L
ニ
=
-
て = q
関係 を 示 す
の
:
また
・
圧縮 率
,
e
c
Fi g
.
べ
・
L
s
そ
・
他
の
の
い
場合
て は 相対す
べ
相対す
べ
で は
縮 した 試験 片 に お ける 測定 方向
の
ニ
F E M
.
・
:
-?
(e
-
。
28 %
によ る ア ル ミ
解析
:F r
o 1 24
.
,
e
-
c
違
い
に よ
が 大 き い と こ ろ で は 円周 方 向 よ り も 半径 方 向
45 %
4 24
で
・
45 % に 圧
I
半径方 向 に お
∴
1=
・
が 大 きく な
ユ
J
-
÷=
k
L
相 対す
中央部
・
つ
こ
e
ニ
り が 生 じ る と面圧 が 小 さく
べ
平 滑 効 果 が 大 き く な る傾 向 が 見 ら れ る
,
s
\
e
ミ
ル
致 す る よう に 決 定 した摩 擦
一
わ ずか で も相 対す
,
大き な 変 化 は 見 られ な い
り量 L
べ
い
い
.
最 も平滑化 が 進 ん だ
4 27 に
・
の
e
り量 L
べ
り量L
z
が
い
る と 面圧 が 大き く なる こ と も分 か る
Fi g
ン
菜 種 油 を用
・
た とき よ り も中 心 部
カ
ほ ど 面 圧 が 小 さく な
い
具 を用
工
,
面圧 が 非 常 に大 き
で の
蒸着
様 子 を示 す
の
値 で あ る た め 各 実験 に お け る 潤 滑 状 態 は ほ ぼ 同 じ で あ る と 考 え ら れ る
の
に FE M
m
また
.
ボ
変形
の
31%
ニ
:
p
ウ
=
ム
引 抜き 材 試 験 片
O 1 45
.
,
e
=
c
45 %
:
p
=
の
変形
0 1 l l)
・
の
様子
の
58
30 00
室
CL
20 00
也)
iJ
コ
∽
声呈
qJ
i」
100 0
EL
+
・
■
O
cd
i
(⊃
U
0
0 4
0 8
.
L
F ig
.
4 25
F E M
.
解析
(
1 2
.
s
/
.
m
に よ る 工 具 接 触 面圧 p と 相 対 す
ア ル ミ
ニ
ウ
ム
り量 L
べ
s
0 4
0 8
.
.
上∫/
.
4 26
R
.
z
e
と 相対 す
り量 L
べ
s
関係
引 抜 き 材 試 験 片)
0
F ig
の
の
関 係( ア
ル ミ
ウ
ニ
ム
m
m
引 抜 き 材 試 験 片)
g
i ?
e5
p
a(
Fig
.
4 27
.
測 定方 向
(ア
ル ミ
き
F
j
違
の
ニ
い に よ る R
z
e
と相 対す
ウム 引抜き材試 験片
,
e
べ
-
c
り量 L
45 %
)
s
の
関係
1 2
.
59
材料
4 3
.
い に よ る 比
違
の
較
液 体 潤 滑 剤 と し て 表 面 に 菜種 油 を 塗 布 し た 圧 縮 試 験
し材 と ア ル ミ
Fig
.
.
っ
て
R
,
z
3
-
m
で の
m
半径 方向 に お ける
が 小 さく な
e
てお り
っ
験片 と 引抜 き材試 験 片
また
F ig
,
縮試 験 を行
の 圧
に 希 釈 し た 菜 種 油 を用 い た 場 合
4 28
定箇所
ウム 引抜 き材
ニ
.
4 29
の
解析
程度
の
圧 縮率 に お け る 中心
ル ミ
ニ
ウ
ム
の
.
4 28
.
R
面圧 は
z
z
い
観察
A F M
と圧縮率
e
ボ ン
の
た 結果 の 比 較 を行
e
ニ
ウム 引抜き材
ウ
ム
引抜 き材試 験片
e
の
関 係( 材 料
ニ
と圧 縮率
e
c
0 4
F ig
.
4 29
.
F E M
解析
m
の
違
の
い
方が 大 き
の
焼 なま
で い た測
が 大きく な るに 従
c
,
焼 な ま し材 試
の
s
い が
関係 を示 す
,
j
同
ア
間 に 大き な差 は 見られ ない
1 2
.
m
( 材 料 の 違 い に よ る 比 較)
・
外周 部で は
に よ る 比 較)
に よ る 工 具 接触 面圧 p と 相 対 す
1 1
e
り量 L
べ
.
L s/
.
ム
・
合 と は異 な り
0 8
.
ウ
.
ア ル ミ
ル ミ
た
ニ
際 に最 も平 滑化 が進 ん
い た場
い
ア ル ミ
,
っ
関係 を示 す
の
c
蒸着工 具 を用
は見られな
の
に よ る 工 具接触 面圧 p と 相対 す
焼 な ま し材 試 験 片 と ア
Fig
ー
間に 大き な違
に F E M
.
カ
,
R
っ
い て
具 を用
工
べ
り量 L
s
の
関係
・
60
4 4
.
具表 面処 理
工
表面にカ
ア ル ミ
Fi g
ける
4 30
R
.
z
い に よ る 比較
違
着させ
ボ ン を蒸
ウ ム 焼 な ま し材 と
ニ
.
ー
の
と圧 縮率
e
観察
に A F M
e
ア ル ミ
ニ
ウム 引 抜き材
ま し材 試 験 片 の 圧 縮 試 験 に お
.
ただ し
カ
,
て γ> 4 0 % と な
い
ア ル ミ
ニ
ウ ム 焼 なま し材試 験 片
希 釈 し た 菜種 油 を用
い
た圧 縮試験 で は
面 に塗布 して
た ア ル ミ
ボ ン蒸
ニ
たもの と
工
-
3
具 を用
希 釈 して
,
圧 縮試 験 を行
潤 滑 状 態 を保
r
m
い た ア ル ミ
い
た ままでカ
っ
な
い
ー
ボ
ン
っ
た
ト が 出来 る こ と を避 け ら れ な か
っ
た た め と 考 え られ る
場合 よ り も平滑化 が 進む
ッ
て は 工 具表 面に カ
こ と は
c
ボ ン を蒸 着 さ せ た 工 具 を 用 い て ア ル ミ
ー
た とき の
e
-
c
30% が
が進 ん だ
最も 平 滑 化
ウ
ニ
ム
焼なま
.
400
3 00
q )
N
a(
200
100
0
0
10
C
F ig
.
4 30
.
R
z
e
と圧縮 率
:
!
o m
・ .
20
p r e s si v
e
c
の
40
30
e
st r ai n
関 係( 材 料
・
)
;
の
.
l
e
50
/ /
o
c
違
o
い に よ る 比
た
た
.
を 工 具表
図より
蒸 着工 具 を用
.
,
,
カ
,
い
ー
試験 片表 面
本 実験 に お
い
し材試験 片 の 圧縮
500
B
い
原 因 と して は
こ の
.
っ
,
ウム 焼 な
を大 きく す る こ と が 出来 た が
なか
の
ニ
菜種 油
たもの は除
っ
て
で の 半径方 向に お
m
e
に微小 なオ イ ル ピ
っ
定箇所
い
た 結 果 の 比 較を 行
っ
ウ ム 焼 な ま し 材 試 験 片 の 圧 縮試 験 よ り も
着工 具
試 験 を行
,
い た測
ボン 蒸 着
ー
っ
の
圧縮試 験 を行
の
際 に 最も 平 滑化 が 進 ん で
関係 を示 す
の
c
の
た 工 具 と 表 面 に 菜 種 油 を 塗 布 し た 工 具 の そ れ ぞ れ を用
較)
・
61
本章
4 5
.
の ま と め
表面 に菜 種油 を塗布 した
引抜き材試 験片
ア ル ミ
(1)
希釈率
の
圧 縮試 験 を 行
o 25
l% に稀釈 した
v o
.
こ と は
径 方 向) で あ
こ
た
っ
.
平滑効果 が 大き
上圧縮率
e
い
な
い
また
カ
,
ア ル ミ
( 2)
希釈 率
e
R
分か
こ と に よ
o 25
.
ム
ウ
v o
っ
着
具
工
た
54
-
e
(e
n m
と 同様 に
られ る
なり
場合では
い た
z
e
e
,
は 大きく な
て 大き なオ イ ル ピ
ッ
の
場合 よ り も 中心部
の
相 対す
.
材料
違
の
r
,
-
3
m
m
半 径 方 向) で あ
,
り量L
べ
カ
ボ
o 25
ー
v o
.
蒸着
ン
l% に
工
蒸着
い た
場合 は
工
具を用
い
い は
z
-
e
ル ピ ッ トが
78
具圧 縮試 験 よ り も
い た ア ル ミ
ニ
ウ
ム
n m
(e
出来 る
の
を 大きく して も平
c
-
c
48 %
r
,
こ と を避
3
-
m
m
辛
,
け られ な か
方 が 材料 流動 に よ る
程度ま で は 平 滑化 が 進 む が
れは
菜種 油が
,
工
具 と試 験片
それ 以
,
の
間に 多
トが 出来 た た め で ある と考 えられ る
相対 す
り 量 が 大きく な
べ
と は なく
こ
た
っ
っ
た
ル ピ ッ トが
これ は,
.
出来 る
た結 果
っ
e
,
.
.
ア ル ミ
こ と
ニ
ウ
ム
焼な ま
を避 け ら れ な か
っ
≒3 0 %
c
より
た と こ ろ で
最も 平 滑 化 され
,
し 材試 験 片
た た め と考 え
z
が 小 さく
e
.
e
。
ア ル ミ
,
ニ
見られな か
ウ ム 焼 な ま し材 試 験 片 と ア
っ
た
い た
た
ニ
ウム 引抜き
較
圧 縮試験 を行
っ
たが
.
本 実験 に お
焼 なま し材試験 片
の
い て は 工
圧縮試 験
の
l
こ
と を目的と して
潤 滑 状 態 を保
,
を大 きくす る こ と が 出来 た も の の
っ
ル ミ
.
た 場 合 よ り も 平 滑化 を進 め る
希 釈 し た 菜 種 油 を用
り も平滑化 が進 む こ と は なか
具 を用
R
e
較
い に よ る 比
工 具表 面処 理 の 違 い に よ る比
( 4)
より
≒ 3 0 %
が 大き い と こ ろで は 円周方 向 よ り も半径 方向 の 方が R
s
平滑化 に 大き な違
の
c
に 稀釈 し た 菜 種 油 を 用 い た 場 合 で の み 実 験 を 行
希釈 した菜種 油 を用
材試験 片
ウム
圧 縮試 験
の
試験 片表 面 に微 小 なオ イ
,
こ
.
っ
引抜き材 試験 片
l%
45 %
e
,
こ ろ で
≒ 20 %
c
た
っ
平滑効果 が大 きく な る傾 向 が 見られ た
,
( 3)
-
c
ニ
.
を大 きく し て も 平 滑 化 が 大 きく 進 む
c
z
ニ
ア ル ミ
.
僅 か な が ら 円 周 方 向 よ り も 半径 方 向
,
菜種 油 を用
ボン蒸
最 も平滑化 され た と
,
また
.
い こ と が
く 閉 じ込 め られ た
ー
ウ ム 焼 な ま し材 試 験 片 と
場合 で は
い た
試 験片表 面 に微小 なオ イ
,
が 大きく な る と R
c
ニ
た 結果 を 以下 に示 す
っ
菜種 油 を用
なく
れは
た た め と 考 えられ る
希釈 して
ア ル ミ
ウ ム 焼 な ま し材 試 験 片 の 圧 縮 試 験
ニ
滑化が 大きく 進 む
っ
い て,
具 を用
工
,
カ
ー
ボ ン蒸
具表 面 に カ
e
-
c
っ
30 % が最
ー
希釈率
,
た まま カ
着工 具
ー
の と
ボ
ン
きよ
ボ ン 蒸着 を 施 した 工
も 平滑化 が進 ん だ
.
62
第
加
草
5
第
3
片表 面
章お よ び 第
の
観察
ら評価 した
.
の フ ラク
品表面
工
章
4
本章
表 面 粗 さ計 に よ る 最 大 高 さ粗 さ
,
シ ミ
試 験片表 面
の 凹
で は
,
平滑 面の 創 成挙 動 を検 討す る た め に
フ ラ ク タ ル の
5 1
.
フ ラ ク タ ル( f r
幾何学
の
概念
あり
で
と は
ラ テ ン 語 の fr
,
い
よ う な 図形 や 構 造
言
い
換 え れ ば近 似 が 難 し い 図 形
とは
こ と に あ る
っ
自 己相似
ピン
ス
キ
ー
自 己相似
岐
の
様子
これ に
ギ
ャ ス ケ ッ
肺や 血 管
の
対 して 自 己 ア
試 験 片表 面 を粗 さの 観 点 か
,
う観 点 か ら 評 価 す る
い
解析
を行
た
っ
こ と で
超
.
ある
d e lb
a n
て い る
っ
r o
1 2)
に よ
て提 唱され た
っ
れ は 特 徴 的 な長 さ を 持 た
こ
.
t(
あ る 特 徴 的 な長 さ を 持 た な
の こ と で
の こ と で
M
図形 と は
い
.
例 え ば車 を 直 方 体 で 近 似 で き る よ う に
.
.
つ
概念
フ ラ ク タ ル の
.
繰り
返 しに よ
,
フ ラ
ま り こ こ で 言 う特徴的 な長 さ
の
基本 は
て 出来上 が
っ
図形
ト
,
の
一
っ
「
,
きわめて
て い るとみな
同 じ形 状 に な る と
い
ク タ ル の 例 と して は
ル の
F ig
例 と して は
5 3
.
.
植物
,
Fig
,
の カ ン ト
ル
-
に示す
5 1
.
.
コ
1 4)
の
平 面 の 引 き よ う が なく
,
,
.
集 合 な どが 挙 げ ら れ
図形
の
の
部 を等 方 的
一
る
地形
.
,
,
Fig
また
河川
5 2 の シ ル
.
.
,
統 計的 な
の
蛇 行や分
拡 大 して も元
の
M
d el b r o t
a n
と v
に 拡 大 す る の で は なく
ほぼ
フ ィ ン フ ラ ク タ ル と,
を指 す
フ ィ ン フ ラ ク タ ル の こ と
や
ロ
ホ 曲線
構 造が 挙 げられ る
フ ィ ル
が挙げられ る
こ の よう に フ ラ ク タ ル は
種類 が あ る
( 1 3)
フ ィ ン フ ラク タ ル と は,
金属 表面 プ
ツ
山 や 谷 な ど の 地 表 や 海 岸線 等
,
う 統 計 的 な自 己 ア
,
の
ほ ぼ 同 じ形 状 に な る 統 計 的 な 自 己 相 似 フ ラ ク タ ル の こ と を 指
例 と して は
構造
つ
部 を等 方 的 に 拡 大 す る と 全 体 と 全 く 同 じ形 状 に な る 厳
異 方 的 に 拡 大 し た と き 全 体 と 全 く 同 じ形 状 に な る 厳 密 な 自 己 ア
ブ ラ ウ ン 運 動(
に よ る試験
A F M
,
フ ラク タ ル と自 己 ア フ ィ ン フ ラ ク タ ル の 2
自 己相 似
フ ラ ク タ ル の
,
い
測定
の
z
.
フ ラ ク タ ル と,
の
数 学者
で近似 す る こ と は 出来な い
厳 密 な 自 己 相似 フ ラ ク タ
.
を行
R
ラク タル
フ
が語源 と な
a ct u s
て もそ れ は ごく 単純 な図形 の
フ ラ ク タ ル と は,
密 な自己 相似
ン
ョ
凸形状 を複雑 さと
フ ラ ン ス の
現象な どの 総 称
,
単純 な 図 形
フ ラ ク タ ル に は,
す
シ
そ の 対 象 に 付 随 す る 代 表 的 な 長 さ を 指す
,
複雑 な 図 形 で あ
す」
レ
試験 片表 面の
,
年に
1975
,
な
ク タ ル 図 形 を何 か
ュ
ー
説明
t a l)
a c
解析
ル
解析 に よ る変形
F E M
,
で は
タ
N
a n
es s
.
自己ア
フ ィ ン フ ラ
の プ ラ ク シ
ョ
ナ ル
・
.
微 分 を定義 で きな
F ig
.
5 1
.
形 状 と 同 じ よう に 複雑
う 特 徴 を持
い と い
コ
ツ
ホ 曲線
-,
ぎ
ー
r
T
つ
.
で あ るた め に
接線
,
接
63
F ig
I) L[
[l ll
シ ル ピ ン ス キ
5 2
.
.
[H I
Ll 11
「
H IL
「
0
通常
は
次元
フ ラ ク タ ル
,
扱う 対 象
によ
っ
こ
と で あり
ユ
元
ー
クリ
,
,
.
カ ン ト
曲面
一
の
複雑 性 を 示 す 指 標
,
べ
う特徴 を持
つ
を示 す
こ
点は
0
次元
れま で に
,
に パ ワ
一
致す る
.
しか し
.
,
で ある
こ れ
.
そ の 物理 的意味
直感的 に 説 明す ると
と」
こ
「 フ ラ
( 1 5)
と
い
3
次
.
次元
l
,
平面 は
2
次元
,
らの 次元 は 全 て 整数 で あり
フ ラ ク タ ル
次元 は 非整 数
そ の 整 数部 は どの 次元 の 空 間内 に あ る の か を示 し
.
られ る
形 状 が よ り複雑 で ある
の
直線は
,
,
い
,
の
空 間は
そ
の
数字
次元 を持
つ
と い
,
小 数部 は 図形 の
複雑 さ
.
がない上
では
る 変数 の 数 と
次元 が 用
般 的 な説 明 は 困難 で あ る が
そ して 相対論 で は 空 間は 4 次元 と な る
は 独立 に選
1
集合
の に フ ラ ク タ ル
( 1 3)
,
ル
-
曲 線( 輪郭 を 含 む) や 曲 面
ド 幾何 学 に お い て
ッ
5 3
.
特性 を定量化す る
て異なるの で
曲線
,
■
決 定法
の
ク タ ル 次元が 大き い と は
う
_十
[[ H
2 /3
1 /3
フ ラ ク タ ル
.
1[ [l
[l 11
「
F ig
5 2
の ギ ャ ス ケ ッ ト
ー
,
得 られ た
対象表面
ー
ス
ペ
の
測定法と
して
フ ラ ク タ ル
次 元 相互
の
フ ラ ク タ ル
の
次元
横断 面 形 状 を評 価 す
ク ト ル 法 を用
い て フ
各種 方 法 が 試 さ れ
て き たが
理 論 的 関係 も 明 ら か で は な
る た め に 零 点集 合 法 を
ラ ク タ ル 次 元 を求 め た
1
J
i
.
▲
,
い
,
.
確 立 され た も
の
そ の た め本研 究
縦 断 面 形 状 を評 価 す る た め
64
零点集合 次 元
5 2 1
.
.
零 点集 合 と は
曲面
,
v( x
る物体
の
表面 を 基準 面 で 切
っ
ィ ン で
あ
っ
も 面 内等 方性
で
タ
ル
て
次 元 は 表面
次元 より
の
対 して
y) に
,
た とき
V( x
の
,
y) - V o
切り
めには次
一
般に
の
さ く な る」
l だ け 小
で 示
す
よ う な測度 の 関係 を 用
い
物体
,
測度 に は 次
の
次元 測度が 面積
L
こ こ で
L
,
は長さ
と す る と き 式( 5 1 ) は 次 式
.
L
零 点集 合 要 素
られ る
の
した が
.
て X
x
した が
っ
表す
とに す る
こ
て
,
D
2
-
a
.
/
∝
v
う原 理 に基 づ
い
ラク タ
ル
る
表面 が 自 己
る
い
そ
,
きる
.
ア フ
ラク
の フ
こ こ で
.
こ と が で
零点
,
F ig
5 4
.
.
点集合 次元 を求め る た
か ら零
.
い
こ こ で い
.
う測度 と は
うよ う に長 さや 面積 を
l
次元 測度 が 長さ
般 化 し た概 念で あ る
一
(5
は体積 で ある
次元 測度 を持
D
.
よう に 一般 化 で き る
つ
,
2
.
1)
.
フ ラク タ ル
物理 量 を
x
v
∝
l/3
l/ D
x
∝
周囲長 を
,
.
x
(5
と して
,
両対数 グ ラ
.
A
い て
次 元 を求め る
は 式( 5 2 ) よ り 次 式 で 表 す こ と が で き る
∝
「
l ′3
v
,
】/2
A
方法は
す なわ ち あ
,
( 13 )
の
A
と
関係 が 成 立 す る
の
2
フ
.
以降
零 点 集合 法
,
α
が得
.
(5
.
2)
に 表 すと直線 の 勾配
フ
β′2
が フ ラ ク タ ル 次元 とな る
の フ
ラク タ
.
ル
3)
次元 を
D
I
で
.
な お 零 点 集合 法 は
あ る と の 指摘 が あ り
で は
c c
面積 を
っ
A
は 面積
A
,
∝
点の 集合
て の
こ の
.
図 に 示 す 零 点集 合 要 素
.
次 元 測度 が 休積 と
3
,
べ
あれ ば得 ら れ る零点集 合要 素 は 自 己相 似 と な り
原 理 を模 式 図
の
な るす
輪 郭 を指す
口 の
集合 要 素 で あ る 周 囲 長 と 面 積 を 測 定 す れ ば
に 零点集合 法
0 と
-
,
,
表 面プ
フ ィ ル が ラ ン
ロ
ダム 性
一
,
様性
,
金 属 表 面 は 多 少 な り と も 面 内 異 方 性 を持
面 内等方性 を仮 定す る
こ と に し た
(i
・
o s s
.
s e c ti o n
( 盈 r o s e t s)
F ig
.
5 4
.
零 点 集合 法
r
の
I; i ll
I
l
概要
:
等 方 性 を持
つ
つ
とき に有効 で
と 考 え られ る が
,
本研 究
65
パ ワ
5 2 2
.
.
パ ワ
ペ
ス ペ
ー
ペ
ス
ー
ク トル次元
ク ト
ク トル 密度 s
で あ る
となり
ン ピ
コ
,
ア ナ
精度
.
表 面 断面 曲線 に 対 し て
,
と 波 長 1 と の 関係 か ら得 ら れ る
p
与 え られ た 信 号
分析
次元 と は
ル
の
中に
の
高
周 波数分析 を行 う に は
x
( f)
I:
-
で 定義 され る
x
リ
ー
離散信 号
x
x
n
( n) ( n
-
ー
ュ
( 1 6)
変換
エ
れて
変換 は
エ
1
,
ス
べ
.
るの が 周波数
タ に よ るデ ィ ジ タ ル 処 理 が 必 要
フ
リ
ー
で あ る
変換
エ
.
,
・
信 号( 離 散 信 号)
o
-
ー
説 明か ら行 う
の
る か を調
い
パ ワ
得られる
,
( 5 4)
離散値 に 対 して 定義 され なけれ ばならな
-
含ま
リ
ー
い
j 2 d t dt
( t) e
ィ ジ タ ル
デ
.
フ
,
ン ピ
コ
解析 を 行
た周波数分析 の 基本 と なる 考 え 方 が
っ
グ 非 周 期 信 号 x ( t) に 対 す る フ
ロ
まず
.
ど の よ う な周 波 数 の 成 分 が
,
タ を使
ー
ュ
い
FF T
2
,
.
,
.
.
n
,
い
周 波数 分析 を扱う場 合 に は
フ
,
リ
ー
変換 も
エ
.
離散
の
)
の
フ
リ
ー
F T) は
変 換( D
エ
,
〃 1
x
∑
x
-
k
n
で 定義 され る
分解 し て
X
.
N
A
x
=
リ
ー
係数
エ
余弦波成 分 で表す と
,
はデ
n
,
タ番 号
ー
はデ
N
,
タ数 で ある
ー
式( 5
.
.
4)
を
,
(27 m k /
N)
( 5 6)
(2 7 m k /
N)
(5
C OS
,,
.
O
E
-
k
.
-I
N
B
( 5 5)
1
-
JJ
k / "
m
は複素 フ
k
∑
-
k
- j2
0
=
正弦波
,
e
n
11
=
x
c o s
n
.
7)
0
とおくと
X
と書 け
A
,
Ak
=
k
k
B
,
lx [
と
k
2
X
.
k
x
2
A
-
k
となる
jB
-
k
k
,
2
+ Bk
( 5 8)
.
パ ワ
乗値 が
の 2
関係 は
の
k
ペ
ス
ー
式( 5 4 ) を 直 接 計 算 す る と デ
ク トル である
.
.
㌦
タ数 Ⅳ に 対 し
ー
算時間
が ほ ぼ乗除算 の 回 数 に比 例 す る こ と か ら
には
か なり の 時間 が か か
フ
,
リ
ー
高速
フ
減らし
次に
を
エ
ー
,
,
リ
エ
離散
自己
F T)
を用
を各
を
r
々
こ の
.
方法は
,
エ
リ
ー
変換 を 高 速 に 行 う 手 法
ア フ ィ ン フ ラ ク タ ル
ー
( 1 4)
ジ」
倍 す る と( i
X ( t)
を
H(0
-
fB
<
)
rt
m
,
H
<
V
H
曲線
H
r
o o
質 を使
である
m
( F r a c ti o
大 し た とき に
倍になる (
関数 とす る と
っ
と T uk
,
適当
に
V
n al
ス
I
B
て複素乗算
密度と
r o w n
H
-
ケ
F
y に よ
・
っ
て 発表 され た
i
v
r
ia
n
フ ラ ク タ ル
次元
D
H
)
l
)
ps
関係
の
.
M
o
ti o n )
性 質を持
つ
リ ン グ され た 関 数
ー
・
加 算の 計算回数を
関数 で あ り
そ の 形 状 を統計 的 に繰 り 返 す
,
H
e
高速
,
.
し
i
ley
よ り引用 して 以 下 に説 明す る
1) で 拡
は
C
v FI( i) の ス ペ ク ト ル
V F[( t) は f B
タ の計
ー
ュ
.
年に
19 65
ン ピ
式( 5 4 ) を 実 際 に 計 算 す る と き に は
,
フ
フ ィ ン フ ラ ク タ ル の
,
そ こ で
.
は 回 転子 と 呼 ばれ る も の の 性
異 なる 比 率
こ こ で
い る
て しま う
コ
,
妥 当 な 精 度 で 周 波 数 分 析 結 果 を得 る た め
,
変換 と
「 フ ラ ク タ ル イ メ
,
自己ア
t
変 換( F
っ
回 の 複 素計算 を 要 し
.
.
,
t
つ
と v F[
ま り
,
66
y( t)
÷
-
は
じはず で あ る
F
^
の ス
以下
t , I)
ペ
に
r
Y ' t'
-
て X と 統計的 に 同
つ い
F
(i
y
各
1) は
,
x
-
o
' r t'
々 X i, 1
(
7
ク トル 密 度 で あり
こ の 2
(f
y
番 目
っ
よ
.
て ス ペ ク ト ル
っ
密度 も同
F
,
左
い る
,
f
T,
y ( t, e 1
-
積 分式 に お
の
2
て
い
リ
ー
変換
エ
s
,
は 次式 の よ う に計算され る
y
-
/
s
T
吉f
-2
x ( s, e
d
三d
i
t , T)
S
,
(t
y
,
71 は X ( i , T)
Y( t , T)
,
.
'
s
(5
1 .,
・
,
をt
r
. 0,
・
.
Y( t , 71 の フ
,
fL d t
-
(5
n,
l
F
性 質を持
の
一
t <
i;
な 表 記 法 を用
の よう
,
.
‡吉
,
,
( 5 9)
.
y(i T,
と し
( , i)
を満 たす
0
r >
,
x
●
J
で
d
,
/
s
r
を dt
に よ
て
っ
,
そ れ ぞ れ 置き換 え る と明
らか に
F
で ある
よ
.
s
と なり
ばなら な
い
s
(f
,
(f )
x
式( 5
,
.
s
ケ
ス
x
,
T
r
こ と は
r
(5
T
-
-
に等価 な の で
以下
,
の
(5
,
パ ワ
ス ペ
ー
1
戸
ア
一
1 /r
,
1
を
・
ク ト ル 密度 は
(5
x
と し
1
.
1 3)
.
1 4,
一
致 し な けれ
,
s
-
1 2)
結 果 を得 る
x
リ ン グ を施 し た も の な の で
ー
.
密度は
未 (チ
)
-
∝
1 6)
(5
未 (チ
)
-
T,
T
r
極限を考える
形 式 的 にf
.
s
と なり
x
F
す なわ ち
.
,
末吉
1 (i 〕
-
T,
x
Y( i , 1 ) の ス ペ ク ト ル
の
,
F
,
T,
,
未 (i )
-
に適当 な
は X
で ある
(f
T,
て
-
-
y
,
っ
(f
y
T
,
s
Y
(f
y
般化 し
を 再 度′ で 置 き 換 え る と
ス
ペ
ク ト ル 密 度 関数 を S
p
1 5)
,
(5
,
.
∽とす
.
1 6)
ると
1
s
と なる
べ
,
∝
き乗
( A)
p
の
∝
(5
戸
こ こ で信
.
s
の
(f)
l
号波
の
.
定
一
(〟
-
c o n st
)
.
(5
こ の
.
こ の S
勾 配 βと j( i)
の
p
U) を 波 長 1 と の 両 対 数 グ ラ
持
つ フ
)
ラク タ ル 次元 D
1 7)
な らば
スβ
形 で 表 され る
直 線状 に な る
進 む 速度 が
.
ps
フ
上にプ
ロ
ッ
.
1 8)
トす る と 勾 配P の
に は 次 の 関係 が 与 え られ る
.
67
D
D
ただ し
5 3
.
解析
(S
m
R
20p
の
補正 方法
は
っ
た
ン
を押 す
ン
除去 を行
.
m
平 均 値」
の
ソ フ トウ
画 像 化 す る( F i g
ー
キャ リブ
の
長 さは
積
A
z
レ
シ
ー
39 1
デ
の
L
ー
零 点集 合 カ
ッ
5 5 ( b ))
.
ン の
値は
で ある
n m
.
と周 囲長
画素以下
ョ
.
z
を得 た
SR
,
タは削
除
ト面 を
つ
した
5 5(
20 p
レ
シ
ー
で あり
つ
X
m
て傾 き補 正 を行
っ
そ れ ぞ れ処 理 ボ タ
,
画 像 情報 は 必 要 に 応 じ て ノ イ ズ ラ イ
.
C O R P O R A TI O N
形 式画像 を
こ の TIF F
.
値化
を行
ン
ョ
W i
n
画素
い 1
し( F i g
.
5 5(
製) に 取 り 込
開き
R O O F で
グ
,
長 さを設定す る
の
い る の で l
画 素で 表 示 され て
51 2 × 5 1 2
そ の 画像 を 2
,
・
画素
)) 雰 点 集 合 要 素 で あ る 面
c
.
零 点 集合要 素 が 境界 線 に 接 し て
く るには
∂
))
a
場合
の
m
色調 が
,
2 56
25 6
値化
こ の 2
.
ト量 と して 表 す こ とに した
ッ
.
ア に よ
ェ
が 20 p
SR
い るデ
タと
ー
面積が
,
10
.
で 2 値化 しなく て は な らな い
を相 対 カ
-
こ こ で
.
.
そ して キ ャ リ ブ
.
そ して
.
自動 的 に 行 う
走 査範 囲
い て
の 2
フ ィ ッ ト」
面
ア W in R O O F ( M I T A N I
ェ
め る よ う に T I F F 形 式 に 変 換 し た( F i g
レ
「
と
ア が
ェ
を用
A F M
,
に 備 え られ て い る ソ フ ト ウ
SP M
,
て ソ フ トウ
っ
・
測定法
の
次元
である
1
測 定法
方向
画像 処 理
,
うな断面 曲線の 場合 は
の よ
を 行 う た め の 試 料 表面画 像 は
「X
こ と に よ
い
の
z
本研 究
,
フ ラ ク タ ル
条件 で求 め
)
-
D
1 9)
.
3
<
ける
シ ス テ ム にお
フ ラ ク タ ル
2 0 Ll
P
零 点 集合 次 元
5 3 1
.
1,
-
(5
1 ≦β ≦3
は変 数 の 自由度 を表 し
A F M
.
と旦
.
2
ps
E
,
0 ≦β< 1
,
E
=
ps
D
2
-
ps
しき い 値
-
で表 さ れ て い る グ
画像
の た め に A F M
相対 カ
.
階調
×
=
ッ
100
の
レ
画像 を しき
ー
最大 高さか らの
ト 量 ∂は 次 式 で 表 さ れ る
ッ
値
ト量
.
(5
%
カ
い
2 0)
.
256
本研 究で 使用 した相 対 カ
ッ
ト量は 18 %
次 に 得 ら れ た 零 点集 合 要 素 デ
に対 して
βz
2
α
にプ
ロ
-
F ig
グラ
べ
5 7
.
.
い
こ こ で
に相対 カ
フ と 8 34
よ る違
.
,
トする こ と で
=
,
横軸 を面積
き乗 近 似 を適 用す る
を得た
ッ
z
ッ
3
つ の
こ
A F M
18
%
% だ けの 両対数 グラ
,
49
%
65
,
A
z
%
,
x c el
(M
80
%
icr
o s o
の 5
氏
製) に 取 込 み
,
直線
の
勾配
画 像 か ら 得 られ る 零点 集 合 要 素 デ
,
34
フ
,
は ほ と ん どな い こ と が 分 か る
種類 で あ る
と して 両対数 グラ フ を作 成 した
と で 近 似 直線 を 求 め
信頼 性 を 高 め た
ト 量 ∂を
%
タ を表 計 算 ソ フ ト E
ー
,
に 示 す よ う に 縦 軸 を周 囲 長 L
34
,
α
・
・
F ig
,
両者
の
・
5 6
・
関係
か ら零 点 集合 次 元
ー
タをl
つ の
グラ
フ
.
%
8
,
-
49
49
%
,
% だけ
% で 求 め た 通 常の 場 合 の 両 対 数
65
%
の
両対数 グ ラ
,
.
J
i
80
フ
を示 す
.
相対カ
ッ
ト量 に
6S
( a) A
画像
(b ) グ
F M
レ
画像
ー
( c) 2 倍 化 画 像( 6
F i g. 5 5
.
(
ア ル ミ
ニ
-
34 %)
零 点集合法 に お け る画 像処 理
ウ ム 引 抜 き 材 試 験 片( 菜 種 油)
l
,
e
r
-
c
45 %
,
の
SR
流れ
-
2 0 pzn
,
∫
-
1
m
m
)
69
昌
i 己⊇
N
-
」
2
10
10
3
10
4
10
A
F ig
(
ア ル ミ
ニ
5 6
.
.
周 囲長
L
z
5
10
z
/
i
7
10
8
2
e
,
I
/
10
n m
と 面積 A
ウ ム 引 抜 き 材 試 験 片( 菜 種 拍)
t
6
-
c
/
z
関係
の
45 %
,
S R
-
2 0 Ll
m
,
r
=
1
m
m
)
70
10
(-
5
10
§
ー
4
1
10
N
」
-
3
10
2
10
3
10
10
4
A
( a) 8
=
18%
10
34 %
,
7
10
10
8
2
/
z
6
10
r -
49 %
,
65 %
,
80 %
,
6
0 O( C
! l 0255 7
SR
)
o
c
5
a rb o n
o
=
10
5
10
20 p
-
m
2
-
r
,
m
m
喜
一
ヽlo
ヰ
pf
」
ト
10
10
3
3
10
4
5
10
A
(b) 8
10
.
2
10
10
1 .3
=
7
10
10
8
2
/
z
6
10
r m
34%
=
6
l 0 5 0 0( C
o
2 5 7.
c
SR 20 ト
L m
!
5
)
a rb o n
=
-
,
2
-
r
m
m
喜
一
ふ 104
j
■
ト
10
10
3
3
10
4
( c) 8
(ア
ル ミ
ニ
ウ
ム
5 7
.
相対カ
ッ
i
z
6
10
10
10
8
n m
49 %
=
ー
の
違
ボ ン)
較
い に よ る 比
e
,
l
ト
7
2
/
ト量
し 材 試 験 片( カ
焼なま
5
10
A
.
.
2
10
F ig
1 .2
=
′
し
-
c
25 %
,
S R
-
2 0 Ll
m
,
r
-
2
m
m
)
71
パ ワ
5 3 2
.
.
パ ワ
パ ワ
い
ハ
パ ワ
ル
5 8(
.
)) を 表 示 す る
a
「FF T
v
.
「
ー
密度
s
て D
用 した
ps
ク ト ル 密度 s
ペ
ス
p
.
と 波長1 か ら
5 8( b ))
・
・
を求めた
改良
.
.
本研 究 で 用
.
また
い
r os o
u al
ft V i s
B
a si c
.
v
を用
6 0
・
を 用 い て 高速 フ
bp」
い て
した 方法 を用 い て パ ワ
D
は
ps
,
各試料 に
リ
ー
る
(1 7)
上 田
き
つ
3
ス
ー
,
ペ
パ ワ
ス ペ
ー
ク トル 次元 D
ps
を 算定
円周 方 向 と半径 方向 にお
回測 定 した も
の の
平均値 を採
20
10
、
・
ヽ
0
竜
▼・ ・ ■
●
10
q)
=
20
30
10
0
iz
H
o r
l p
o nt a
iti o
o s
n
/ LL
m
( a) 断 面 曲 線
0
10
10
-
2
-
10
I
0
10
10
^ / [L
( b)
F ig
(ア
ル ミ
ニ
.
パ ワ
5 8
.
パ ワ
ス
ー
ウ ム 焼 な ま し 材 試 験 片( カ
\
ペ
m
ク ト ル 法 に お ける 処 理 の 流れ
ボ
ー
ン)
,
e
c
25 %
ノr
I
.
2
10
ク ト ル 密 度 s p と 波 長 1 の 関係
ス ペ
ー
i
l
書
i
,
,
ク ト
30
-
っ
い
.
昌
・
が 開発
変 換( F F T ) を 行
エ
う に して 得 られ た
こ の よ
.
た 試 験 片 に は 方 向性 が あ る た め
得 られ た
,
い
に備 え られ て い る断 面形 状解析 ソ フ トに よ
M ic
,
FF T
節で 説 明
5 2 2
た 試 料表 面画像 を用
に お け る 窓 関数 を 矩 形 窓 か ら よ り 周 波 数 分 解能 力 の 良
次元
1
っ
ま ず 断 面 曲線 よ り 離 散 的 な 高 さ 値 を 求 め る 必 要
,
と 波 長 スの 関係 を 得 た
p
,
次に
・
を FF T
b p」
ミ ン グ窓 に 改 良 し た
し た( F i g
い
.
し た 傾 き 補 正 を行
節で 説明
.
そ の 試 料表 面画像 を A F M
,
グ ラム
ロ
測定法
の
ク トル 次元 を 求 め る た め に は
断 面 曲 線( Fi g
した プ
p s
ク トル法でも 5 3 1
そ こ で
.
ク トル 次元 D
.
ス ペ
ー
が ある
て
ペ
ス
ー
ペ
ス
ー
半径方 向
,
S R
-
2 0 Ll
m
・
r
=
2
m
m
)
72
零 点 集合 次 元
5 4
.
零点集合 法 に よ
験片表面
ら
こ とか
F ig
にカ
5 10
.
.
L
と面積 A
z
e
関係
の
。
F ig
,
圧 縮試験 にお け る
の
関係
の
z
引抜き材 試験 片
験 片初期表 面
D
.
と
z
e
と
z
圧 縮試験 にお け る
の
は 工 具表 面 の D
の D z
F ig
ミ
.
有無 に よ る
の
F ig
Fig
5 14 に カ
.
ー
.
ボ
ー
・
5 16 に菜
.
種油 を用
油 を用
い た ア ル ミ
ても D
z
ない
と R
D
.
s
の
とLs
の
Fig
5 21
関係
関係
蒸着
具を用
工
ム
ウ
引抜き材試
に菜種 油 を用 い た ア ル ミ
ニ
ウム 焼 なま
に菜 種油 を用
5 13
.
.
e
,
試験 片 に お
の
に示 した カ
5 10
.
ム
も試
い て
,
ボ ン 蒸着 工 具 を用
ー
は 見 られ ず
い
い
,
も菜 種油
の
希釈
と
の
関係
い て
ウ ム 焼 な ま し材 試 験 片
ウ ム 引 抜き 材 試 験 片
ル ミ
焼なま
引抜 き材試 験片
ウ
ニ
.
たア
ム
た ア ル ミ
い
が 増 加 し て も 有 意 な変 化 は 見 ら れ ず
c
.
ずれ
い
・
ニ
い
ウ
ニ
た
っ
・
ム
ウム 焼な ま し材試 験片 に お
ニ
きる
ウ
い た ア ル ミ
具を用
工
い た ア ル ミ
ニ
た アル ミ
で
ニ
ボ ン の 剥 離 の 大 小 に よ る βz の 違
ー
認
を用 い た ア ル ミ
Fig
,
こ と が確
て い る
圧 縮試験 に お け
関係 を 示 す
の
c
ま た
.
てカ
試 験片 に お
い
F ig
,
F ig
,
ボ ン蒸
ー
ニ
し材 試 験 片 の D
の D
と
z
R
z
の
e
z
と
R
z
の D
い
.
の D
と
z
関係
の
e
関係 を示 す
平滑化 が進 む
,
.
5 19
.
.
5 20 に
.
い て
い た ア ル ミ
着工 具 を用
にカ
ー
ボ ン
菜種 油を用
R
z
F ig
,
ずれ
こ と に よ る D
z
z
e
.
R
z
e
関係
の
・
,
F ig
,
5 17 に
・
菜種
の
試 験 片に お
の
変化
も相 対す
べ
蒸着
具を用
工
い た ア ル ミ
ウ
ニ
ム
ウ
ニ
焼 な ま し材試 験片
い た ア ル ミ
ム
焼な
ウ
ニ
βz と
の
い
は 見られ
ま し材試 験片 の D
z
とL
s
関係 を 示 す
り 量 が 大 き く な る こ と に よ る βz の 値 の
有 意 な変 化
ニ
ウム 引抜き材試 験片
の D
と L
z
s
相対す
引抜き材 試験片
ム
の
に菜種油 を用 い た ア ル ミ
.
.
にカ
5 18
.
り量 L
な
ン
蒸着
e
間 に 有意 な 関係 は 見 ら れ ず
の
e
ン
い
見 られ な か
い は
ボ
い
と
z
う
い
っ
の
F ig
,
.
関係 が 直 線 性 を 持
の
z
具表 面お よ び試
5 9 に 工
.
ウ ム 焼 な ま し材 試 験 片
.
関係
の
c
F ig
.
性 を有 す る と
5 12
.
と ほ ぼ 等 しく
z
い
F ig
,
と A
z
蒸着工 具
ン
る
.
Fig
の
z
違
βz の
5 15 に カ
.
焼 な ま し材 に お
に 示 した 菜種 油 を用
5 12
.
ム
ウ
ニ
e
ボ
ー
ニ
L
.
フ ラ ク タ ル
関係
の
c
測 定箇所 に よ る大 きな差 も見 られ な
ル
例 を示 す
一
にカ
5 11
.
し材 試 験 片 の 圧 縮 試 験 に お け る D
たア
の
検討す
い て
つ
ボ ン 蒸 着 工 具 を用 い た ア ル ミ
ー
る βz と 圧 縮 率
験片
て 表面細部 の 凹凸 形状 に
具表 面 お よ び試 験片表 面 は
工
,
解析 結果
に よ る 加 工 品表 面 の
l
っ
周囲長
の
D
べ
D
関係
,
の
の
い
・
z
ずれ
は 見 られ
.
F ig
.
5 22
.
に本研 究で 行
相対 す
れ
の
値は
験
の
範囲内で
具表 面の
βz の
,
βz
べ
っ
た 全 条件 に お け る
と圧縮率
e
の
c
り 量 が 大 き く 平 滑 化 が 進 ん で い た 測 定 箇所
は 平 滑 化 に よ る βz の
の
βz
変化
間 に ほ と ん ど差が なか
っ
は 見られ ない
の
こ
れは
r
,
-
3
m
の 比
m
較を示す
の
も
,
試 験片初期 表 面と
実験 が 必 要 で ある
.
.
i
∴
-I
I
工
の
具表 面
の
,
そ れぞ
・
と した
試験 片初期 表 面の
た た めで あ る と も考え られ る の で
変化 を よ り詳 しく調 査す る た め に は
き な差が 見 られ る 条件 で
.
関係
・
本実
βz と 工
平 滑化 に よ る
βz の
間 に よ り大
73
喜
iZ 5
N
l
■
10
2
3
10
4
10
5
10
A
( a)
工
10
/
z
6
10
7
10
8
2
r -
具表 面
g
i ?
N
l
」
2
10
10
3
10
4
10
A
( b ) 試 験 片 表 面( ア
Fig
.
ル ミ
5 9
.
ニ
5
z
10
/
6
10
7
2
r m
ウ ム 引 抜 き 材 試 験 片( 菜 種 拍)
周囲長
L
z
と面積 A
の
z
I
J
8
10
I
関 係( s R
-
,
e
-
c
20p
m
45 %
)
,
r
-
1
m
m
)
74
Fig
(ア
ル ミ
ニ
ル ミ
.
D
z
と圧縮 率
e
ニ
.
5 12
.
ウ
ム
D
z
と圧縮 率
焼なま
e
関係
の
c
ウ ム 焼 な ま し材 試 験 片
F ig
(ア
5 10
.
カ
,
c
の
し材 試 験 片
,
ー
ボ ン)
F ig
(ア
ル ミ
Fig
関係
菜種 拍)
ニ
(ア
ル ミ
5 ll
D
.
.
ウ
.
ム
ニ
と圧縮 率
e
引抜き 材試験 片
5 13
.
z
D
z
と圧縮率
の
c
カ
,
e
の
c
ウム 引抜 き材試 験片
,
関係
ー
ボ ン)
関係
菜 種 拍)
75
0
1 00
200
R
z
/
e
100
0
R
r m
.
5 14
.
D
と R
z
z
関 係( ア
の
e
z
/
e
ル ミ
ニ
ウ ム 焼 な ま し材 試 験 片
カ
,
z
e
/
R
n m
0
5 15
.
D
.
z
と R
z
e
400
20 0
R
z
e
/
の
関 係( ア
600
ル ミ
ム
ウ
ニ
800
0
5 16
.
.
D
z
と
R
z
e
の
z
引抜き材試 験 片
200
/
e
カ
,
400
R
n m
n m
z
e
/
ー
ボ ン)
600
r m
( b) 半 径 方 向
( a) 円 周 方 向
F ig
ボ ン)
( b) 半 径 方 向
( a) 円 周 方 向
Fi g
ー
50
50
R
r m
( b) 半 径 方 向
( a) 円 周 方 向
Fig
200
関 係( ア
ル ミ
ニ
!
ウ ム 焼 な ま し材試 験 片
:
:
・
,
菜 種 拍)
800
76
R
z
e
/
n
ーー
200
1 00
R
m
.
5 17
.
D
z
と
R
z
e
の
z
e
/
r m
( b) 半 径 方 向
( a) 円 周 方 向
F ig
1 00
0
関 係(
ア ル ミ
!
ニ
ウム 引抜き 材試験 片
!
,
菜 種 拍)
77
Fi g
ア ル ミ
(
カ
ー
ニ
5 18
.
D
.
ウ
z
と
L
関係
の
s
焼 な ま し材試 験片
ム
Fig
(
,
ア ル ミ
ニ
ウ
5 19
.
D
.
ム
z
と L
s
の
引抜き材 試験 片
関係
,
カ
ボ
ー
ボ ン( γ≦ 4 0 % ))
2 0
.
1 8
.
1 6
.
1 4
.
1 2
.
1 0
.
0
1
0 5
.
L
s
/
.
5 20
.
D
z
.
い
と
L
な い 菜種 油
の
s
関 係( ア
5 21
.
D
z
と
L
s
の
s
/
1 5
m
( b) 希 釈 し た 菜 種 油
ル ミ
ウ
ニ
ム
焼なま
1
0 5
.
L s/
.
1
.
L
0
Fig
0 5
m
( a) 希 釈 し て
Fi g
0
1 5
関 係( ア
ル ミ
ニ
事
し材試 験
片
,
菜 種 拍)
1 5
.
rr m
ウ ム 引 抜き 材 試 験 片
I
,
菜 種 拍)
.
ン)
78
2 0
令
.
AIO50
AIO50
AIO50
AIO50
T o ol
心
1 8
-
.
■ト
1 6
-
・
.
N
0
H
0
H
妄塾8圭圭i
-
1
-
-
q
SR
2 0 トt
-
0
10
C
Fig
パ ワ
5 5
.
次に
ペ
ス
ー
パ ワ
,
5 22
.
D
.
ク トル次元 D
ス
ー
ペ
o m
ペ
ス
ー
e
F ig
る D
5 24
.
.
と圧 縮率
ps
験片
ー
の
e
c
ボ
ン
の
関係
て 表 面細部 の 凹凸 形状 に
っ
F ig
,
D
ル ミ
ニ
の
にカ
.
と
ps
e
解析 結果
と
ps
圧 縮試 験 に お け る
e
D
ル ミ
ボ
ー
関係
の
c
たア
い
5 25
.
し材 試 験 片 の 圧 縮 試 験 に お け る D
引抜き材 試験 片
ム
ウ
ニ
.
関係
と
の
e
c
F ig
る D
の
にカ
5 28
.
.
ps
引抜き材 試験 片
と
R
z
ー
材試験片
の
半纏方 向 で は
れ は
の
D
ps
z
e
.
い
き
,
と
R
z
e
の
ボ
関係
βz で こ の よ う
,
.
5 23
.
結果
の
,
フ ラ ク タ ル
性を
縮試 験 に
お け
引抜き材試
に菜種油 を用 い た ア ル ミ
ニ
ウム 焼なま
.
5 27
.
値が 小 さ
D
ps
い ほ
ど
D
z
い た ア ル ミ
ps
,s
具表 面
の
D
い
関係
と R
た
とと
こ
,
っ
z
F ig
e
,
5 31
.
.
ウ
たア
に
具表 面
工
,
著で
ル ミ
ニ
カ
,
ム
ン
の D
い
ps
ニ
ずれ
の
e
い
,
・
圧 縮試 験 に お け
ウム 引抜き材試 験片
ル ミ
の
ウ
ニ
ム
焼なま
ニ
試験 片 に お
い て
に よ る影
・
し
ウム
い た ア ル ミ
に 近づ い て い る
z
たが
っ
に近 づ い て い る
たア
ps
R
ボ ン 蒸着 工 具 を用
は 見 られ なか
菜種 油 を 用
.
い た ア
蒸着工 具 を用
ー
ウム
焼 な ま し材 試 験 片 に お
ル ミ
い
ニ
も
円周方
響は確認
は な い が 同 様 の 傾 向 が 見 られ る
でき
・
こ
て材 料流動 の 方 向 に 工 具 の フ ラ ク タ ル 構造 が
た の で はない かと
っ
,
試 験片初期表 面
考え られ
の
面 の 平 均 的 な 次 元 を表 し て
.
し
∫
い
関係 を示 す
の
たの は
っ
βz は
よ る も の で は な い か と 考 え られ る
I
部分
菜種 油 を 用
に
が 大きく
くに従
な傾 向 が 見 られ な か
っ
ニ
ボ
ー
有意 な 変 化
で
具 を用
.
に 近づ い て い
ps
カ
.
ウム 引抜き材 試験 片で は
ニ
たア
ウ ム 焼 な ま し材 試 験 片
ニ
5 30
.
の
e
い
に 菜 種 油 を用 い た ア ル ミ
% の
い た ア ル ミ
ン蒸着工
Fi g
,
D
工
解析
FF T
.
し材試 験片の 圧
る こ と で 工 具表 面 の D
縮す
ー
圧縮試験 に お け る
間 に ほ と ん ど差 が な か
響に
にカ
5 29
.
R
種油 を用
例 を示 す
F ig
.
ム
縮前 後
い た ア ル ミ
と
の
検 討 した
ウ
F ig
,
そ の 他 の 条 件 に お い て は 半 径 方 向 ほ ど顕
転 写 され て
次元
R
の
い て は菜
,
Fig
,
試 験片表 面 が 平滑化 さ れ て
,
焼なま
関係 を示 す
菜 種油 を 用
,
具 を用
工
圧 縮試 験 に お け る
引抜き材試 験片
ない が
蒸着
ン
関係
の
e
ボ
圧縮試験 にお け る
向にお
ム
5 26
.
の
c
ps
お ける 半径方 向 で は圧
条件に
の
い て
つ
一
蒸着工 具 を用
ン
F ig
,
ウ
ニ
て 希 釈 し て い な い 菜 種 油 を塗 布 し た 場 合 で は 圧
その 他の
較)
て い る こ とか ら
っ
ウ ム 焼 な ま し材 試 験 片 に お け る 剥 離 面積 率 が r > 4 0
い た ア ル ミ
の 比
.
蒸着 工 具 を 用
圧 縮試 験 に お け る
/ %
。
解析結果
ク ト ル 密 度 s p と 波 長 A の 関係 が 直 線 性 を持
にカ
e
関 係( 全 条件 で
の
c
50
40
e s si v e s t r ai n
pr
に よ る加 工 品表面 の
ク トル 法に よ
る こ と が確認 でき る
有す
m
30
に 工 具 表 面 お よ び 試 験 片 表 面 の 断 面 曲線 と F F T
パ ワ
3 rr
=
r
,
20
と圧縮率
z
s
p
m
1
l
1
βz
と
る
工
い る こ
零点集合
・
具表 面の
と
の
両方
の
βz
影
79
F ig
る D
5 32 に カ
.
と相 対す
[ s
,
き材試験 片
ミ
ル
ー
.
ウ
ニ
の 圧
べ
ボ ン 蒸 着 工 具 を用 い た ア ル ミ
り量 L
関係
の
s
縮 試 験に お け る
焼 な ま し材 試 験 片
ム
い た ア ル ミ
ニ
い て
面 の D
に近づく こ とが分か
の
くも
て
も
Fi g
は
,
)
∫
の
5 37
.
.
相対 す
蒸着
ボ ン
も半径 方 向
もあ るも
β/
工
菜種 油 を用
た
カ
.
大き
て
,
c
.
s
の 圧
た が
っ
Fig
,
縮試験 に お ける
,
L
D
5 3 4 と F ig
.
.
と L
ps
縮試 験 に お け る
圧縮 され て
で は
関係
の
s
R
に
z
つ
e
D
は L
き り と し た 傾 向 は 見 られ な い
に本研 究 で 行
っ
た 全条件 にお け る D
べ
違
い
ps
い た ア ル ミ
い た ア ル ミ
,
ウ
ニ
D
ム
と
ps
焼 なま
い て
,
e
c
ウム 引抜
の
c
に菜種 油 を用
5 36
.
.
い
ずれ
s
工
と圧縮 率
e
-
r
3
c
m
ウム 引抜き材試 験片
が 大きく なる と 工 具表 面 の D
5 38 に
.
本研 究 で行
滑化 が進 む ほ ど
工
具 表面
分かる
っ
l S
,
試
具表
が増加 し
の
m
関係 を 示 す
も
の
それ ぞれの値
.
の と した
.
また
ps
の
っ
菜種 油 を 塗布
,
の
カ
ー
部分
した場合
た た め に こ こ で は除外 し
圧 縮 試 験 に お け る圧 縮 率 が
に 近づ く傾 向が 見 られ る
.
よ
っ
ps
に
.
た全 条件 に お ける D
の D
の
に 近づ
ps
が 大 き く な る こ と で 平 滑 化 が 進 ん だ 条件 に お い て は 試 験 片 表 面 が 工 具 表 面 の D
こ と が
たア
.
間 に 有意 な 関 係 が 見 ら れ な か
ニ
い
表 面 が 平滑化 され る と
,
し材 試 験 片 に お い て そ の ま ま の
ボ ン蒸 着 工 具 を用 い た ア ル ミ
を除
.
関係 を 示 す
の
ニ
ウ ム 焼 な ま し 材 試 験 片 に お け る 剥 離 面 積 率 が 7 (> 4 0 %
ニ
e
F ig
円周 方 向に お い て も L
.
り 量が 大きく 平滑化 が 進 ん で い た 測 定箇所
具 を用
たア ル ミ
に菜 種油 を 用
.
,
縮試 験 にお け
の 圧
が 増加す る と 工 具表 面 の D
s
っ
の
s
い
5 35
.
関係
と L
が 小 さく な り
い て
の
s
p s
には
値
,
着 工 具 を用
ボ ン蒸
き り と した傾 向は 見 られ ない
近づ く傾 向 が あ る
F ig
.
と L
ps
にカ
5 33
.
焼 な ま し材試 験片
ム
っ
い と こ ろ
e
の 圧
F ig
ー
は
の の
は 上 記で 示 した 通 り
ー
D
ウム 引 抜き材試 験 片
験片 に お
p s
,
ウ
ニ
ps
と
R
z
e
に 近づ く傾 向が 見 られ る
I
■
:
: :
'
.
二
関係 を示 す
の
.
I
:
.
R
z
e
が 小 さく な り 平
,
80
10
8
10
6
10
4
10
2
∽
、
-
・
ー
N
g
ii ココI
Q1
cQ
0
10
-
10
2
-
10
H
o ri z o n
t al p
10
20
o si ti o n
/ Lt
1
10
0
10
1 / LL
工
1
10
2
m
具表 面
∽
ii己さI
N
4
10
g
g
i ?
2
-
ヽ
Q
cI
竜
.
-
10
m
( a)
I
2
10
1
a
垂
10
H
o ri z o n
t al p
-
20
o sit
io
n
/ p
10
2
-
10
1
0
10
1 / LL
m
10
1
10
m
( b) 試 験 片 表 面
(ア
ル ミ
ニ
ウ ム 焼 な ま し 材 試 験 片( カ
F ig
.
5 23
.
ー
ボ
ン)
,
e
25 %
-
c
断 面 曲線 お よ び
l
・
FF T
i
!
半径方 向
,
解析結 果
■
. ・
二
J
,
s R
-
20p
m
,
r
-
2
m
m
)
2
8l
2 0
.
2 0
A I 0 5 0 0 ( C a rb o n)
O di r e c ti o n S R 2 0 ト
L m
.
-
-
1 8
■■
■■
■
■■
■■
●
-
■■
-
-
-
■■
●
■■
一
O r
■ゝ r
-
・
1 6
記
1 8
,
.
・
C)
-
.
■
■
■■
●
■■
0 Ⅱ1 m
1 rr m
■■
●
●
一
■
■
一
&
γ ≦4 0 %
■
-
・
1 4
●
●
-
m
-
m
r
-
■
2 Ⅱ1
3 m
T わo l
{ ト r
-
一
1 6
=
・
=
1 4
.
.
γ> 4 0 %
1 2
1 2
.
1 0
.
1 0
.
.
0
10
C
o
m
20
pr
30
40
e s si v e st r ai n
50
0
10
/ /
o
e
C
o
c
20
o m
pr
( a) 円 周 方 向
F ig
5 24
・
D
・
ps
30
40
e s si v e s t r ai n
e
50
o
c
/ /o
と圧 縮 率
( b) 半 径 方 向
e
関 係(
の
c
ア ル ミ
ウ
ニ
焼 な ま し材 試 験 片
ム
カ
,
10
C
o
m
p
ボ ン)
ー
20
30
r e s si v e s t r ai n
e
/ o/ o
c
( b) 半 径 方 向
Fig
1
5 25
D
・
ps
と圧縮 率
e
の
c
関 係(
ア ル ミ
ウ
ニ
2 0
2 0
1 8
1 8
.
引抜き 材試 験 片
カ
,
ー
ボ ン)
.
.
.
1 6
諾
ム
1 6
cl
Q1
・
.
Q
1 4
1 4
1 2
1 2
.
.
.
.
1 0
1 0
.
.
0
10
C
o
20
m
p
30
40
r e s si v e s t r ai n
e
50
/ /
0
10
o
c
C
o
( a) 円 周 方 向
Fig
・
5 26
1
D
ps
と圧縮 率
o m
20
p
30
40
r e s si v e st r ai n
e
/%
。
(b) 半 径 方 向
e
c
関 係( ア
の
ル ミ
ニ
i
!
l
ウム 焼 なま し材試 験 片
叫
'
し
j
,
菜 種 拍)
50
82
2 0
.
A I 0 5 0 H( R
0 di r
1 8
e cti o n
記
q
O
r
■ゝ r
・
.
-
,
.
1 6
2 0
p e s e e d o il)
S R 2 0 トt m
a
-
-
-
O
1
m
m
m
m
{ トr
O
r
・
-
1 8
.
2 m
3 m
T わo l
-
m
-
m
I 6
cl
Q 、
.
q
l 4
l 4
1 2
1 2
.
.
.
.
1 0
1 0
.
ー
0
10
C
o
m
20
pr
30
40
e s si v e st r ai n
e
50
.
〉
o
10
/ /o
C
o
c
( a) 円 周 方 向
F ig
.
5 27
.
D
] s
,
と圧縮率
o m
20
pr
e s si v e
30
st r ai n
40
e
c
/ /o
( b) 半 径 方 向
e
c
の
関 係( ア
)
ル ミ
ニ
ウ
■ ・l、 ・
引抜き材 試 験片
ム
▼
,
50
o
菜 種 拍)
83
2 0
.
b
A I 0 5 0 0( C
O di r e c ti o
1 8
n
o n
SR
,
一
■■
-
-
-
-
一
■■
■■
■■
■■
一
-
■
■
-
2 0 トt m
-
.
●
A I 0 5 0 0 ( C a rb o n)
r di r e cti o n
S R 2 0 トL
)
ar
-
■■
●
■■
一
■
■
■■
■
■
-
■■l l ■
-
一
0 r
-
△ r
-
・
□ γ
O
1
2
-
m
m
m
m
m
◇r
m
-
-
3 m m
T o ol
h i ti al
■■
一
-
-
●
■■
■■
-
p e ci
s
m
-
■
■
■■
■■
■■
一
■■
%
@
en
■■
●
●
一
●
&
.
0
r
-
A
r
-
・
0
1
m
E)
r
Ⅱ1 m
◇
r
T わo l
-
一
少
0
1 2
1 0
■■
-
・
cA
.
△
■
■
i: 1 6
C)
1 4
m
,
.申
(]
2
3
-
-
m
m
h iti al
-
Sp e C l m
en
.
0
1 00
2 00
R
z
/
e
0
100
R
n m
( a) 円 周 方 向
F ig
5 28
・
D
・
と R
ps
2 0
z
ア ル ミ
関 係(
の
e
r m
ウ ム 焼 な ま し材 試 験 片
ニ
カ
,
ボ
ー
ン)
.
O di r e cti o
1 8
n
■■
■
■
O J
1 6
.
-
A
r
=
I)
r
-
・
C)
1 4
◇r
.
-
■■
0
■
■
■
■
●
■■
Ⅱ 皿
1
2
3
-
■
m
一
一
・
■■
-
m
o n
SR
,
.
■■
)
ar
-
20 p
-
■■
■
■
■■
■
■
●
■
m
1 8
.
■
■■
■■
T o ol
h iti al s p
・
-
■■
●
一
i
e c
一
■■
一
■■
cl
Q1
m e n
m
l 6
.
c]
rr m
1 4
m
.
1 2
1 2
.
.
1 0
1 0
.
.
50
R
z
e
/
100
50
R
r m
( a) 円 周 方 向
F ig
2 0
.
5 29
・
D
・
と
ps
R
z
関 係( ア
の
e
ル ミ
ニ
O
.
-
●
●
■
■
一
一
一
■■
一
■■
一
一
■■
●
■
●
●
●
■■
■■
■
■
■■
■
■
●
E)
.
●
●
■■
■
■
■■
O J
1 6
A
・
I)
1 4
〟
r
◇r
.
O
1
2
3
-
-
-
-
m
m
m
m
m
m
m
m
-
T o ol
h iti al
・
-
n m
s
p
i
ec
m
-
=
r
カ
,
◇
m
m
m
m
・
m
・
●
諾
●
●
■■
■■
■■
敷
・
1 4
.
1 2
●
一
-
■
■
■■
■
-
■
■
●
5
●
■
■
一
一
■
-
●
, e
a
p
s
-
t
_
1 2
.
■
i? S ?i 祭B
鼠e
石
1 6
e n
●
ボ ン)
ー
3 m
T o ol
I n iti al s p
r
・
■■
■
.
0
1
2
-
r
△ r
1 8
,
.
/
e
ウム 引抜き材 試験 片
2 0
A I 0 5 0 0 ( R a p e s e e d o il)
O di r e cti o n S R 2 0 トt m
1 8
z
( b) 半 径 方 向
-
1 0
/
e
2 0
b
A I050 H(C
諾
z
300
( b) 半 径 方 向
.
記
200
△
.
■■
i
e c
-
s e e
-
=
■■
d
m e n
●
■
■
●
)
A
O
2. P
0
1 0
.
.
0
200
400
R
z
e
/
600
800
0
・
5 30
・
D
ps
と
R
400
R
r m
( a) 円 周 方 向
F ig
200
z
e
z
e
/
600
n m
( b) 半 径 方 向
の
関 係( ア
J
ル ミ
ニ
ウ ム 焼 な ま し 材 試 験片
l
J
,
菜 種 拍)
800
84
2 0
2 0
.
A I 0 5 0 H( R
1 8
O di r
e c ti o n
SR
,
1 6
諾
・
1 4
.
■■
一
一
O J
.
A
r
□ r
◇
r
●
-
=
-
-
●
一
O
1
2
3
一
■■
m
-
m
■■
■■
■
-
m
n
■■
■
一
■■
)
■■
一
●
■
■
一
■■
-
.
■
■■
■
-
一
-
■
l
-
-
-
0
1
2
◇
m
Ⅱ1 m
m
-
m
-
o
e ci m
3Ⅱ 皿
T o ol
I ni ti al s p
r
・
●
=
en
l 6
1
D
=
m
m
r
△ r
E) r
1 8
■
T o ol
h iti al s p
・
O
.
o il
2 0 トt m
-
.
●
d
ap e s e e
-
蓄
r
1 2
.
o
.
ap e s e e
-
A
di r e c ti o
n
,
SR
-
d
o il
)
2 0 トL m
.
1 0
1 0
.
.
100
R
z
e
/
0
2 00
100
R
n m
( a) 円 周 方 向
F ig
.
5 31
.
D
ps
と R
z
z
e
/
n
m
( b) 半 径 方 向
e
の
関 係( ア
ル ミ
ニ
ウ
ム
]i
en
【】
A I O 5 0 H( R
.
1 2
e ci m
o
△
1 4
m
-
引抜 き材試 験 片
,
菜 種 拍)
A
85
2 0
A I 05 0 0( C
a rb o n
O di r e cti o
SR
.
1 8
n
2 0
.
)
-
,
2 0L
-
.
um
1 8
.
■
■
-
●
●
■
■
■
●
-
-
-
ー
ー
ー
-
ー
■
●
■
-
●
●
ー
ー
ー
●
c
o
Q1
く> e
l 6
■ゝ e
.
q
{ ト e
-
c
-
c
-
c
◆
14 %
23 %
25 %
-
e
・
-
1 4
30 %
c
T o ol
b iti al s p
●
●
●
一
一
-
cl
Q 1
e ci m
l 6
.
c)
e
1 4
.
.
1 2
1 2
.
.
1 0
1 0
.
.
0
0 2
0 4
.
0 6
.
L
s
/
0
.
0 2
.
F ig
5 32
D
.
.
ps
D
5 33
.
と L
s
と
L
ps
.
L
rr m
( a) 円 周 方 向
Fig
0 4
.
の
s
/
m
(b) 半 径 方 向
関 係(
の
s
ア ル ミ
関 係( ア
ニ
ル ミ
ウ
ニ
ム
ウ
焼 な ま し材 試 験 片
ム
引 抜き 材 試 験 片
,
,
カ
カ
ボ ン)
ー
ー
ボ
ン)
2 0
.
1 8
.
l 6
cl
Ql
.
Q
l 4
.
1 2
.
1 0
.
0
0 5
1
.
L
s
/
m
m
( a) 円 周 方 向
Fi g
.
5 34
.
D
p s
と
L
s
の
関 係( ア
ル ミ
/
ニ
ウ ム 焼 なま し材試 験 片
J
,
希 釈 して
い
な い 菜 種 油)
86
2 0
.
1 8
.
co
Q 1
l 6
.
c]
1 4
.
1 2
.
1 0
.
0 5
0
1
.
L
s
/
1 5
.
rr m
( a) 円 周 方 向
Fig
2 0
.
D
5 35
.
と L
ps
A I 0 5 0 H( R
0 di r e cti o n
.
ap e s e e
-
1 8
SR
,
l 6
.
Q1
cj
O
e
心
e
l }
e
-
。
-
c
c
-
28 %
31%
45 %
d
ア ル ミ
ム
焼 な ま し材 試 験 片
,
希 釈 し た 菜 種 油)
)
m
T o ol
In
i ti al s p
-
-
ウ
ニ
o il
2 0 トL
-
.
co
関 係(
の
s
(b) 半 径 方 向
e ci m e n
1 4
.
1 2
.
1 0
.
0
0 5
1
.
L s/
1 5
.
m
m
(b) 半 径 方 向
( a) 円 周 方 向
F ig
.
5 36
.
D
と L
p s
の
s
0
10
C
Fig
.
5 37
.
ル ミ
関 係( ア
D
ps
ニ
ウム 引抜 き材 試験 片
20
o m
pr
30
と 圧縮率
in
e
c
の
e
/ /
o
c
o
関 係( 全 条 件 で
卜
1
1
l
・
50
40
e s si v e s t r a
t
,
の 比
較)
菜 種 拍)
87
1 00
200
R
F ig
.
フ ラ ク タ ル
工
具表 面細部
零 点集 合法 お よ び
則
の
関係 が 見 ら れ
試 験片表 面
( 2)
こ
れは
D
.
解 析( 雰 点 集 合 法 お
験片表面 お よび
(I)
5 38
,s
と
R
z
z
/
r -
関 係( 全 条 件 で
の
e
e
500
較)
の 比
の ま と め
本章
5 6
.
400
3 00
,
の
,
パ ワ
ー
の
よび パ ワ
ク ト ル 法) に よ
微視的 な凹凸形状
ス
ペ
フ ラ ク タ ル
零 点 集 合次 元
試 験 片 初期 表 面 の
ペ
ス
ー
βz
の
評価 を行
ク トル 法 にお い て 試験
性 を持
βz は
,
っ
っ
圧縮試 験 に お ける試
っ
て
た
結果 を以 下 に
片表 面 お
,
よ び 工 具表面 に
て い る こ と が確 認 され た
βz の
(3)
βz の
変化 を
平 滑 化 が 進 ん で も ほ と ん ど 変化 が 見 られ な か
と 工 具表面
の βz の
間 に ほ と ん ど差 が な か
よ り 詳 しく 調 査 す る た め に は
間 に よ り 大 き な 差 が 見 ら れ る 条件 で
試験 片表面
の パ ワ
ー
ス
次 元 に 近づ く傾 向が あ る
ペ
ク トル 次元 は
こ と が
分か
べ
っ
た
の
,
,
っ
平滑化 が 進 む に従
.
t
l
J
j
き乗
た
っ
た こ とと
試 験 片 初期 表 面 と
実験 が 必 要 で あ る
・
・
は 面 の 平均的 な次元 を表 して い る こ と の 両方 の 影響に よ るも の で は な い か と
平滑化 に よ る
示す
・
βz
,
考 え られ
る
具表 面
の
工
・
っ
て 工 具表 面 の フ ラ ク タ ル
・
88
第
結論
章
6
本研 究
で は,
レ ベ ル
ナ ノ
創成挙動 に及 ぼす 因子
っ
た
抗
の
実験で は
.
異なる
施 した も
ウ
ニ
片表面
成 挙動 に
の
平滑 面
カ
以上 や ア
30 %
こ
着
ボ ン蒸
ー
n m
ま た
.
では
( 3)
こ と が
分 か
2 0 Ll
た
っ
)で あ
m
20%
カ
滑な場所 で
なり
な違
,
R
z
e
ア ル ミ
い は
ボ ン蒸
ー
:
た
っ
また
.
工
54
n m
見 られ なか
具表 面 に カ
縮試 験
の
囲
m
20 p
ー
圧縮率
)で あ
っ
ボ
e
た
され る傾 向が あ る
っ
た
ボ ン 蒸着 を
・
ー
両者 が 平滑化 に
,
た
べ
ア ル ミ
,
た
着
工
工
た
.
た
ン
ボ
ー
30
これ は 工
ン
%
ー
-
c
.
30 % が
また
こ と が
,
い た とき ほ
20p
また
m
)で あ
相対 す
,
こ ろ で
R
(Rz
z
e
こ と が
ニ
,
縮率
50 0 M P
分か
っ
30%
た
,
程 度が
に 相 当 す る 値)
:
程度 以上 で カ
a
.
ウ ム 焼 な ま し 材 試 験片 の 圧
それ 以上
圧 縮率 で は 逆 に
の
具 表面 と試験 片表 面
の
っ
た
ル ミ
べ
,
圧縮 率
た
.
30%
間にオイ
ル ピ
以上 で も平滑化 が
ど の 平 滑 効 果 は 得 られ な か
カ
.
ウ
ニ
ー
ム
ボ
ン
蒸 着 工 具 を用
引抜き材 試験 片
の
っ
た
い た
が進 ん だ
.
ニ
ウ
ム
焼なま
最 も 平 滑 な場 所
べ
とが 分 か
い こ
で
R
最 も平
.
場合 と 異
平滑化 に 大き
り 量 が 大 き い ほ ど平 滑化 が 進み
潤 滑 状 態 が 良 け れ ば相 対 す
っ
し材 試 験 片 の 圧 縮 率
で は圧
平 均 面圧
,
した 工 具 を用 い た ア ル ミ
最も 平 滑 化
分か
ク トル 次
ボ ン 膜 の 剥離 が 大きく
蒸着工 具
縮試験 で は
い た圧
具を用
蒸着 を 施
ス ペ
ー
.
具 を用
.
う 観 点 か ら評 価
い
パ ワ
,
焼なま
ム
し た工 具 を用 い たア ル ミ
っ
z
超 平滑 面の 創
の
・
の カ
具表 面
工
カ
.
ウ
ニ
平 滑化 が 進 ま な く な る
,
( 走査範囲
っ
も調
D
に よ る試験
A F M
試 験片表 面
,
零 点 集合 次 元
,
圧 縮率
,
い
,
凹 凸 形 状 を複雑 さ と
い て
つ
を行
測定
の
z
向 よ り も半径 方 向の 方 が よ り材料 流動 に よ る平 滑効果 が 大き
( 4)
い
変形抵
,
.
ウ ム 焼 な ま し材 試 験 片 と ア
ニ
用
調 査を行
縮試験 を行
の 圧
具 表 面に カ
の を
R
程 度 で は 平 滑 効果 が 得 られ た が
希 釈 し た 菜種 油 を 塗布 し た
,
っ
ン
最 も 平 滑化 さ れ た と
.
菜 種油 を塗 布
圧縮率
,
構造 に
ウ ム 引 抜 き 材試 験 片 で は
ニ
トが でき た た め と考 え られ る
進ん だ が
の
圧 縮試 験 で は
い た
初期表面 よ り も表面 が 荒れ て しま
ッ
試験 片表面
平滑効果 は 得 られ なか
の
して い な い
縮試 験
ョ
ー
て 得 ら れ た 結 果 を示 す
具 を用
工
( 走査範囲
希釈
,
シ
レ
ュ
創 成 挙 動 を検討 す る た め に
ボ ン 膜 の 剥離が 大きく なり
ー
( 2)
っ
ル ミ
れま で 以 上
限界 で あ る
19
工
,
の
た 工 具 を製作 し
っ
焼 な ま し材 試 験 片
の
面粗 さ計 に よ る 最大 高さ粗 さ
こ と で ナ ノ フ ラ ク タ ル
以下 に本研 究 に よ
(1)
超 平 滑 な表 面 を 持
金 属接 触 を 避 け る た め に
の
に よ る変 形 シ ミ
明ら か に した
い て
を測定 す る
ps
間
の
い て表
解析
F E M
,
こ と で超
する
元 D
つ
の
影響
の
-
超 平滑面
,
.
各試 験 片 に お
観察
の
≒ 1 0 n m
z
り量 の 違 い に よ る 平滑 化
具 表 面 に 液 体 潤 滑剤 と し て 菜 種 油 を 塗 布 し た も
及 ぼす 影 響 も調 査 し た
,
R
べ
引抜き材試 験 片お よ び そ
ム
具と 試験 片
工
,
の と 工
そ して
で あ る相対す
つ
一
最 大 高さ粗さ
,
ア ル ミ
圧 縮試験 の 際
の
で の 金 属 の 塑 性 加 工 技 術 を 開発 す る こ と を 目 的 と し
っ
円周 方
,
た
.
し材 試 験 片 の 圧
z
e
:
19
n m
( 走査 範
り 量が 大 きく な る ほ ど平滑化
89
(5)
フ ラ ク タ ル
解 析( 零 点 集 合 法 お
験 片表面お よ び
具表 面細部
工
る こ と が 確認 され た
平滑化 が 進 む に 従
た
っ
.
ずれ
い
て 工
よび パ ワ
ス ペ
ー
ク ト ル 法) に よ
の
微視 的な凹凸形 状 を調
の
試験 片に お
具表 面
い て
の フ ラ ク タ ル
べ
っ
た結 果
も半径 方 向の
て 圧 縮試 験 に お け る 試
,
パ ワ
フ ラ ク タ ル
ー
ス
ペ
次 元 に 近 づ く傾 向 が あ る
.
▲
性 を 有す
ク トル 次元は
こ と が
分か
っ
,
90
謝辞
本研 究
工
学院
の
遂 行 お よ び論 文 作成 に あた り
作製な どに
い
た し ます
さ らに
,
つ
い て
多く
の
貴 重 な御 指 導 を
い た
一
准教授
,
い
た だ き ま し た 三 重大学 大
ま た 実 験手順
だき ま した村 井健
一
,
工
具お よ び試 料
技 術 専 門員 に 深 く 感 謝
.
実験 お よ び 考察 に 際 して
研 究室乳原雅 和 氏
.
終 始懇 切 な る ご 指 導
学 研 究 科 松 井 正 仁 准 教 授 な ら び に 中村 裕
の
ます
,
・
,
惜 しみ な
い
ご 協力 を い た だ
ノ プ
ロ
セ ッ シ ン グ研
高橋明宏 氏 な らび にナ
い
たナ ノ プ
ロ
セ ッ シ ン グ
究室諸 氏 に深く 感謝
い た し
91
参 考文 献
( 1)
池浩: 塑性加
号
539
( 2)
(3)
( 2 0 0 5) 1 1 1 6
,
大津優樹
研究
表 面 損 傷 と 微 細 表 面形 状
工 の
郎
一
王 志剛
近藤
,
義
一
森敏彦
,
械 学 会 論 文 集( c 編)
(4)
政誠
松 岡信
一
,
膜 被覆 ダ イ
( 5)
岩本竜
影響
近 藤英
,
服部清
一
( 8)
大野哲平
:
大学院
学 研 究 科)
工
井川恵 理
学 部)
( 9)
鹿 児 島県
学 研 究 科)
工
金属
:
.
M
o n
ハ
イ
縮加
,
,
r o
ロ
Th
r a c
t :
ッ
シ
ュ
ト
172
日本機
,
5) 1 5 6 0 1 5 6 6
-
-
合 金押 出形材
ム
8
号( 2 0 0 4)
市来浩
,
-
,
ウ
,
工 に よ る超平
,
ン タ
,
表 面 粗 さ に 及 ぼす 硬 質
31 8 32 2
,
軟 質金 属
:
,
1 9(2 0 0 5)
ー
の
-
吉留健也
一
滑面
創成
の
け る 平 滑化 挙 動
工 に お
e
F
号( 1 9 9 9
ー
ー
滑面
創成
の
工
の
超 精密加
技
工
5 5 60
-
,
平成
,
平成
,
平成
,
平成
,
中に お け る材料
-
:
1
報)
朝倉 書 店
,
パイ
,
ブ顕微鏡
トゲ
-
塑性 加
・
工
ン
フ
,
sp M
ェ
-
14
年 度 修 士 論 文( 三 重
年 度 修 士 論 文( 三 重 大 学
16
年 度 卒 業 論 文( 三 重 大 学
17
工
t u re
a
( 1 9 8 6)I
ト
アラ
-
表 面 問題
ー
-
ー
巻
第
,
ズ
て 一試料 の 端面 あ
つ い
2
号( 1 9 7 0 )
-
1 07 114
-
,
本体 取扱説明書
ペ
(山
8 ll
-
,
5
昌 哉 監 訳)
口
( 1 9 9 0)3 9
,
の フ ラ ク タ ル 手
-
:
フ ラ ク タ ル
・
40
法
の
薄板 自 由 表 面
プ
適用
,
塑性 と加
工
,
40
7) 6 3 5 6 3 9
-
平成
7
年 度 修 士 論 文( 三 重 大 学 大 学院
材 料表 面
,
リ
ザウ
ク 東京
軸 引張 り を受 け るア
学 研 究 科)
36
,
( 1 9 8 2)4
,
-
マ
2
:
面性 状 に
工
18
-
等
:
年 度 修 士 論 文( 三 重 大 学 大 学 院
18
加
シ
9 5 00
f N
o
ディ
,
の
精密機械
-
t al G e o m e t ry
プリン ガ
松 井正 仁
,
( 1 7) 上 田 康 史
工
技 術 講 演 会 講 演 論 文 集 ( 2 0 0 0) 1 7 1
工
( 2 0 0 2)
圧 縮加
:
走査型 プ
オ
,
4 62
( 1 6) 中 西 章
解析
・
ジ
ー
( 1 5) 黒 崎 靖
巻
,
に お け る超 平滑 化引抜き加 工 の
表 面 特 性 に 関す る 研 究
工 に よ る超平
フ ラ ク タ ル
:
ン ツ
イメ
:
d e lb
( 1 3) 高 安 秀 樹
( 1 4)
巻
46
,
( 2 0 0 6)
,
吉川 和男
,
( l l) 島 津 製 作 所
.
棒線
:
ニ
業技 術セ
工
ら さ と 潤 滑 剤 を 変 え た 場 合( 第
B B
工
(2 0 0 4)
,
の 圧
塑性 加
:
学 研 究 科)
( 1 0) 時 沢 貢
( 1 2)
巻
54
,
の ナ ノ
,
塑性加
の
塑性 と 加
( 2 0 0 5)
,
戸 田 耕平
工
金属
材料加
・
ア ル ミ
:
皮 龍石 紀 雄
,
超精密 鍛造 品
:
大 学大 学院
( 7)
浅川基男
,
号( 1 9 9 3
56 1
,
軽金属
,
二
,
,
しごき加 工 に お ける 平滑表 面形成 の 基本 条件
:
夫 後俊郎
,
ス の
一
巻
59
,
一
術 に 関す る研 究
( 6)
梶 野智史
,
日 本 機 械 学 会 第 8 回機 械 材 料
,
関す る研 究
工 に
11 2 0
-
橋本 真
,
加
の
ル ミ
の ナ ノ フ ラ ク タ ル
(2 0 0 2) 7 2
-
ニ
ウ
構造
ム
学 研 究 科)
工
平成
,
13
73
I
1
‥
・
l
,
ロ
フ ィ ル の フ ラ ク タ ル
( 1 9 9 6) 8
年 度 修 士 論 文( 三 重 大 学 大 学 院