1
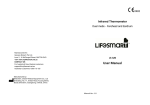
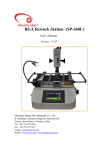
BGA Rework Station (WDS-420) User’s Manual V1.O SHENZHEN WISDOMSHOW TECHNOLOGY CO., LTD. Address: 2nd F Building A, Quansheng Fa Industrial Park,Xintian Blvd, Fuyong Street, Bao’an, Shen Zhen Web: www.wdsbga.com Shenzhen Wisdomshow Technology Co., Ltd Property in Copyright -1- Index Item Page 1. Installation requirements 03-03 2. Technical parameter 03-03 3. Introduction of main structrue 04-04 4. Program setting and operation 05-16 5. Reballing process 17-17 6. Equipment Maintenance 18-18 7. Safety cautions 19-19 Attached: Temperature Profiles -2- 20-21 1 st Installation In order to ensure the validity of BGA Rework Station, the installation should meet the following requirements. a. Away from inflammable and explosives; b. Away from water and other liquids; c. Ventilated, dry place; d. Stable and flat, free from tremor. e. Less dust; f. No heavy objects on the controlling box; g. Not affected by airflow of air conditioner, heater or ventilator. h. Leave a space of 30cm or more behind the rework station for the upper part to move and rotate. nd 2 、Specifications Total Power Upper Heating Power Lower Heating Power Power Supply Overall Dimension Locating Mode Temperature Controlling PCB Size Weight of machine -3- 3400W 1000W Third zone: IR 2400W AC 230V±10% 50/60HZ L450*W420*H510mm V-shape card slot, PCB holder can be adjustable by X and Y axes with universal jigs. K-type thermocouple closed loop control, independent temperature control, precision up to ±3 degree Max 320*310mm, Min 10*10mm 26KG 3 rd 、main structure description (1) Structure description -4- (2) Function introduction No 1 ..O Na Function Use method Y-axis adjust of top heater Roma Adjust the top heater Right-back,left-forward 2 Z-axis adjust of top heater Adjust the top heater Right-up,left-down 3 Heaters group Heating BGA when welding Adjust through Z-axis 4 Top Nozzle Make hot air focus on BGA 5 Lower temperature probe 6 PCB board supporter n Jedr zeje wski 7 8 9 10 m Lower heating board m Start switch of lower heating me nameplate me To hold up PCB board Adjust to a suitable place Heating BGA when welding According to setting power switch 11 Crow-flow fan 12 PCB splint 13 Top programmable thermostat 14 Lower hot-air adjust To hold up PCB board 15 Top hot-air adjust Make hot air focus on BGA 16 Operation instructions 17 Overtemperature instructions 18 start button 19 Stop button 20 Cooling switch 4 th To fix the splint Turn left and right Cool the PCB after heating 、 Program setting and operating instructions (1) Program setting: Meter setting: Top/bottom PLC are using same meter, some using. PLC appearance: -5- PLC panel instruction Setting process: First turn on the power supply 1) Choose temperature profile: (set groups) press PTN button (can save 10 groups temperature profiles), Press PTN groups will be changed -6- (1, 2,3,4,5 …0) choose one of them for temperature profiles (We take st 1 group for example) PV D IS P T IM E CO M MV MAN SV SET PR O G RUN AU TO HAND 1 SV RU N P IN PR O STE P A L1 O U T1 P IN PAR SET O U T2 P C4 1 0 A L TEC 2) Preheating: Slope(r) Press SET button enter into temperature curve,r1 stands for slope (the temperature will rise at the speed of 3℃ in one second) 3.00 stands for 3℃/second, press number increase button to adjust. Press PAR button enter next step. PV D IS P r1 T IM E SV C OM SET 3 .0 0 1 PR O G MV MAN SV A L1 O U T1 O U T2 R UN R UN PIN A U TO H AN D PAR S ET PIN P RO S T EP P C4 1 0 A LT EC 3) Preheating: Temperature (L), Press number increase button to adjust,160 stands for preheating temperature 160℃. Press PAR button enter to next step. PV D IS P L1 T IM E SV CO M S ET P RO G 1 6 0 .0 0 1 MV MAN SV A L1 R UN PIN P RO S T EP OUT 1 P C4 10 4) Preheating: RUN A UTO H AN D P IN P AR SET OUT 2 A LT E C Time (d), Press number increase button to adjust, D stands for the time how -8- long the temperature stays at this stage. Press PAR button enter to next step. PV D ISP d1 T IM E SV COM S ET 30 1 P RO G MV MAN SV A L1 O UT 1 OUT 2 R UN P IN P RO S T EP RUN P IN A U TO HAND P AR S ET P C 41 0 A LT E C 5) Preheating 2: Speed setting, press number increase button to adjust. Press PAR button enter next step. PV D IS P r2 SV T IM E COM MV MAN SV AL1 SE T 3 .0 0 PR O G RUN 1 P IN RUN P IN PRO STEP O U T1 AU TO H AN D PAR SET O U T2 PC 41 0 A L TE C 6) Preheating 2: Temperature setting, press number increase button to adjust. Press PAR button enter next step. PV D ISP L2 SV T IM E C OM MV M AN S ET PR OG 185 RUN SV 1 P IN A L1 R UN P RO S T EP O UT1 P IN A UTO H AND PAR S ET O U T2 P C 4 10 A LT EC 7) Preheating 2: Time setting, press number increase button to adjust. Press PAR button enter next step. -9- PV D IS P d2 SV T IM E C OM S ET P ROG 30 1 MV M AN SV A L1 R UN P IN P RO S TEP O UT1 R UN P IN A UTO H AN D P AR S ET O UT2 P C 410 A LT E C 8) Preheating 3: Speed setting, press number increase button to adjust. Press PAR button enter next step. PV D IS P r3 T IM E SV COM S ET 3 .0 0 PR O G MV MAN RUN 1 A U TO H A ND SET P IN PRO S T EP O U T1 O U T2 P C4 1 0 A LT E C 9) Preheating 3: constant temperature setting, press up and down button to adjust. Press PAR button for confirm. PV D IS P L3 T IM E SV COM S ET 2 10 PROG MV 1 MAN P IN RUN P IN RUN PRO ST EP O U T1 A U TO H AND PAR S ET O U T2 PC4 1 0 A LT E C 10) Preheating 3: constant temperature time setting; press up and down button to adjust. Press PAR button for confirm. PV D IS P d3 SV T IM E COM MV MAN S ET PROG 30 SV 1 P IN PC410 A L1 R UN PRO S TEP O U T1 RUN P IN A U TO H AN D PAR S ET O UT2 A LT E C 11 Welding 4, press number key to change, Press PAR button - 10 - For confirm. PV D IS P r4 T IM E SV COM SET 3 .0 0 PROG MV MAN RUN 1 A U TO H A ND SET P IN PRO ST EP O U T1 O U T2 PC 410 A LT E C 12) Welding 4: preheating constant temperature setting, press Up and down button to adjust. And PAR button confirm. PV D IS P L4 T IM E SV C OM SET P ROG 225 MV M AN RUN 1 A U TO HAND S ET P IN P RO S T EP O U T1 O U T2 P C 410 A LT EC 13) Welding 4: constant temperature time setting. press up/ down button to adjust. Press PAR button confirm. PV T IM E SV COM S ET P RO G 35 1 P IN P C 41 0 14) D IS P d4 Welding 5: MV M AN SV A L1 RUN PRO S T EP O U T1 R UN P IN A U TO H AND PAR S ET O UT2 A L T EC the speed of heating setting. Press up and down button to adjust. Press PAR button for confirm. - 11 - PV D IS P r5 T IM E SV COM S ET 3 .0 0 PRO G MV M AN R UN 1 A U TO H AND S ET P IN P RO S TEP O UT1 O UT2 P C 4 10 A LT E C 15) Welding 5: preheating constant temperature setting, Press up and down button to adjust. Press PAR button for Confirm. PV DISP L5 T IM E SV CO M SET 230 PROG MV MAN RU N 1 AUTO H AN D SET PRO S T EP O U T1 O U T2 PC410 A LT EC P IN 16) Welding 5: Constant temperature time setting, press up and down button to adjust. And press PAR button for confirm. PV D IS P d5 T IM E SV COM S ET 25 1 P IN PROG RUN P RO S T EP MV MAN SV A L1 O U T1 O U T2 P C410 RUN P IN A UT O H A ND PAR S ET A LT E C 17) After finished Temperature curve setting, press Number Decrease button to show END for closing. - 12 - PV D IS P r8 SV T IM E COM MV MAN S ET E nd P R OG RUN AUTO HAN D 1 S ET P IN P RO S TEP O U T1 O U T2 PC 4 1 0 A LT E C (Note: If you need to increase the temperature then press the upper button) 18) When the setting finished, it will show as the following picture. (This function stands for Max. temperature, do not modify) P D IS P T IM E Hb COM V S ET P ROG 300 MV M AN RUN A U TO H AND 1 S V S ET PC 41 0 A L T EC PR O O UT1 S T EP O UT2 REX--C10 Temperature controller: 1 Thermostat setting; top over temperature controller; bottom over P IN temperature controller are adopted REX-C10 temperature controller, so the usage of them are the same. s h wo act u al t e mper at ur e s h o w s etti n g t e mper at ur e PV nu mber de cr e as e butt on nu mber de cr e as e butt on SV s et nu mber i ncr e as e butt on S ET R KC - 13 - R E X -C 1 0 Setting Method: 1) Hold down the adjustment button for 1-2 seconds, then the setting of the temperature a bit flash, press numerical increase (decrease) key to change. And then move button to move the modified adjusted value of 10, and finally to 100, after finished, press the SET to confirm. Infrared constant temperature settings Proposal setting :180℃ PV 30 SV 180 SE T RKC R EX-C 10 11 5 th 、Reballing Process 1. Fixed the BGA chip which need to be reballed on the under plate of the adjustable reballing kit, and then adjust the No-spring slider to fix the chip. 2. Choose the stencil according to the style of chip, then fix the stencil on the top cover of the adjustable reballing kit and lock the four M3 screws, cover the cap. Adjust the four screws of the under plate to fit for the height of the chip. 3. Check the alignment of the hole of the stencil and the welding spot of the chip, if it is in misalignment, then remove the cover and adjust the fixed slider until it is in alignment. 4.- Lock the fixed slider of the two no-spring slider, take out the BGA chip and wipe a layer of solder - 14 paste, fixed the chip on the adjustable reballing kit again, cover the cap. 5. Put some solder balls into the kit, clutch and shake it to make all the balls stand on the welding spot, and at the same time, clear the superabundant balls. 6. Put the reballing kit on the desk, take out the top cover, and bring out the BGA cheap carefully, and check it whether there are some balls on the wrong place or not, if it is, then make it right with tweezers. 7. The way of making the balls fixed is using the Reballing machine, It can heat the cheap medially. Up to now, we finished reballing. 6 th 、Maintenance (1)Upper heater:(Pictured) 1. The replacement of fan: Remove the heater cover, and remove the insulation fiber block, then you can replace the fan. 2. The replacement of heating wire Remove the heater cover 、the insulation fiber block and fan, remove the upper fixed block, then take - 15 - out the hot wire. Then it can be replaced. (2) The lower (second temperature zone) heating wire replacement (pictured) 01 02 03 04 07 08 05 09 01 body 06 02 Heating Duct 03 Heating wire 04 Fan Holder 05 fan 06 Heater cover 07 Fan Holder Bolt 08 Fan Bolt 09 Heater cover bolts Replacement of the lower hot air heating wire: 1 Remove the heater bolts, and then remove the heater cover, 2 Demolition of fans and fan mounts, remove the hot wire. Then you can replace the heating wire, - 16 - (3)The bottom heating panel (pictured) heating pad lock screw fixed plate heating panel card heating box Replacement of heating plate: 1. Demolition of locking screws (4), remove the heating plate and the assembly of the fixed plate, placed on the table which is covered with a sponge (with heating plate surface facing down). 2. Removed the fixed heating plate card, you can break down the fixed plate and heating plate assembly, remove the heating plate then it can be replaced. 7th 、 Safety Precautions !The power supply of W DS -4 2 0 is AC230V, the temperature can arrive to 400℃. If you do not operate inappropriately, it will cause damaging to the machine or even to the operator. So you must strictly abide by the following matters: 1. Don't blow to the rework station directly when it is working, or there will be a negative difference from the surface of the heating board, thus some parts will be burnt out. 2. After it is started, the high temperature area should not touch any objects, or it will lead to a fire or explosion. The PCB and other parts should be put on the PCB bracket. 3. No vibration. Handle it gently. - 17 - 4. Don't touch the heaters with your hands when it is working, or you will get hurt. 5. Don't use combustible spray, liquefied and flammable gas near the rework station after it is started. 6. Don't try to re-equip the machine, or there may be a fire or an electric shock. 7. There are high-pressure parts in the circuit box. Don't disassemble it. 8. If some metals fall in the rework station when it is working, turn off the power immediately. After it is cooled down, get the metal out, and clean the machine. If not, there may a smell when the machine starts working next time. 9. When the rework station's temperature rises abnormally or smokes, turn off the power and inform the service technicians to repair it. Turn off the power of the circuit box and the machine while moving the rework station. Hold the plug when we remove the wire or it will lead to a poor contact then the machine can't work very well. 10. Turn off the power when stop using it. 11. Don't put the rework station on the wires, or there may be a failure, a fire, or an electric shock. 12. Before you use the machine, you must read the instructions attentively. Note: when the machine works, it will produce some smell. So ensure the comfortable, healthy and safe operation environment, please keep the air in circulation. Under the following case, if it causes any damage, it will not in our guarantee; 1)Do not operate according to the condition of the environment and methods of operation that the manual book required; 2)The reason out of our product; 3)Not the transformation and maintenance of our company; 4)Do not operate accordance with the way of use that our company's products required; 5)The case that the temporal level of scientific and technological of our company was impossible to predict; 6)Natural disasters or man-made destruction and such non-responsibility of the Company premises, it will not in guarantee. - 18 - Normal BGA welding and disordering parameters (for reference) The temperature curve of lead welding 41*41 the temperature setting of the BGA welding: preheating insulation heating welding1 welding2 cooling upper 160 185 210 235 240 225 time 30 30 35 40 20 15 bottom 160 185 210 235 240 225 time 30 30 35 40 20 15 slope 3.0 3.0 3.0 3.0 3.0 3.0 IR 180 38*38 the temperature setting of the BGA welding: preheating insulation heating welding1 welding2 cooling upper 160 185 210 225 235 215 time 30 30 35 40 20 15 bottom 160 185 210 225 235 215 time 30 30 35 40 20 15 slope 3.0 3.0 3.0 3.0 3.0 3.0 IR 185 31*31 the temperature setting of the BGA welding: preheating insulation heating welding1 welding2 cooling upper 160 180 200 215 225 215 time 30 30 35 40 20 15 bottom 160 180 200 215 225 215 time 30 30 35 40 20 15 slope 3.0 3.0 3.0 3.0 3.0 3.0 IR 180 The upper is the reference temperature of the lead BGA。 - 19 - The temperature curve of Lead-free welding 41*41 the temperature setting of the BGA welding preheating insulation heating welding1 welding2 cooling upper 165 190 225 245 255 240 time 30 30 35 55 25 15 bottom 165 190 225 245 255 240 time 30 30 35 55 25 15 slope 3.0 3.0 3.0 3.0 3.0 3.0 IR 210 38*38 the temperature setting of the BGA welding: preheating insulation heating welding1 welding2 cooling upper 165 190 225 245 250 235 time 30 30 35 45 25 15 bottom 165 190 225 245 250 235 time 30 30 35 45 25 15 slope 3.0 3.0 3.0 3.0 3.0 3.0 IR 210 31*31 the temperature setting of the BGA welding: preheating insulation heating welding1 welding2 cooling upper 165 190 220 240 245 235 time 30 30 35 40 20 15 bottom 165 190 220 240 245 235 time 30 30 35 40 20 15 slope 3.0 3.0 3.0 3.0 3.0 3.0 IR 210 The upper is the reference temperature of the lead-free BGA Such as set 0 when the demolition of the cooling section of BGA - 20 -