1
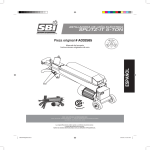
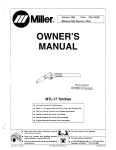
FORM: OM-i 559 March 1988 Effective With Style No. JJ-23 Millerfi MODEL MTT-1512HR MTT-1525HR MTT-1512NR ALE COpy ~ETURN TO FOLDER MTT-1525NR MTF-1512VHR MU-i 525VH R MU-1512VNR MU-i 525 VN R MU-i 512 H F MU-1525HF MU-1512NF MU-i 525N F MU-1512VHF MU-i 525 VH F MU-1512VNF MU-i 525 VN F OWNERS IMPORTANT MANUAL Read and understand the entire contents of both this manual and the power source manual used with this unit, with special emphasis on the safety material throughout both manuals, before in- maintaining this equipment. This unit and these instructions are for use only by persons trained and experienced in the safe operation of welding equipment. Do not allow untrained persons to stalling, operating, install, operate, not or or Miller Electric Mfg.Co. ~o. Box 1079 Appleton, WI 54912 USA Te1 414-734-9821 maintain this unit. Contact your distributor if you do fully understand these instructions. PRINTED IN U.S.A. ADOmONAL COPY PRICE 35 CENTS LIMITED WARRANTY EFFECTIVE: FEBRUARY 16. 1988 supersedes This warranty all previous MILLER warranties and is exclusive with or implied. or, where authorized in a two to specified below, Millers warranty does components year, such having normal useful life of less than one cases, (3) or failure, Miller shall instruct the claimant on the warranty claim procedures to be followed. (1) spot welder tips, relay and contactor points, MILLERMATIC parts that come in contact with the welding wire including nozzles and nozzle insulators where failure does not appropriate of the goods at Customers risk and expense. MILLERs option of repair or replacement will be F.O.B., Factory, at Appleton, Wisconsin, or F.O.B., at a MILLER authorized service facality, therefore, no compensation for transportation costs of any kind will be allowed. Upon receipt of notice of apparent apply not in return year warranty. as writing by Miller the reasonable cost of repair or replacement at an authorized Miller service station or (4) payment of or credit for the purchase price (less reasonable depreciation based upon actualuse) upon defect Except ~ expressed Equipment furnished by Miller is free from defect in workmanship and material as of the time and place of delivery by Miller. No warranty is made by Miller with respect to engines, trade accessories or other items manufactured by others. Such engines, trade accessories and other items are sold subject to the warranties of their respective manufacturers, if any All engines are warranted by their manufacturer for one year from date of original purchase, except Tecumseh engines which have as result from defect in workmanship or ANY EXPRESS WARRANTY NOT PROVIDED HEREIN AND ANY IMPUED WARRANTY, GUARANTY OR REPRESENTA T1ON AS TO PERFORMANCE, AND ANY REMEDY FOR BREACH OF CONTRACT WHICH, BUT FOR THIS PROVISION, material. ~ Miller shall be required to honorwarranty claims on warEquipment in the event of failure resulting from a defect within the following periods from the date of delivery of Equip- ~J ment to the ~ or warranties In the case of Millers breach of warranty or any other duty with respect to the quality of any goods, the exclusive remedies therefore shall be, at Millers option (1) repair or (2) replacement . $J P~ other guarantees LIMITED WARRANTY Subject to the terms and conditions hereof, Miller Electric Mfg. Co., Appleton, Wisconsin warrants to its Distributor/Dealer that all new and unused - ~ no MIGHT ARISE BY IMPLICATION, OPERATION OF LAW, CUSTOM OF TRADE OR COURSE OF DEALING, INCLUDING ANY IMPUED WARRANTY OF MERCHANTABIUTY OR OF FITNESS FOR PARTICULAR PURPOSE, WITH RESPECT TO ranted original user: ANY AND ALL EQUIPMENT FURNISHED BY MILLER IS EX ~f ~ 1. Arc welders, p~r sources, robots, and components 2. Load banks 3. Original main (labor i.) ~J ~ ~ 5. All other Millermatic Feeders 6. Replacement or repair parts, exclusive of labor 7. Batteries that Miller is notified in of the date of such failure. provided !~ ~ fl power rectifiers CLUDED AND DISCLAIMED BY MILLER. 1 year 1 year 3 years EXCEPT 1 year only) 4. Allweldingguns,feeder/gunsandtorches - . WRITING, 90days 60 BY MILLER INTENDED IN FOR ULTIMATE PURCHASE BY COMMERCIAL/INDUSTRIAL USERS AND FOR OPERATION BY PERSONS TRAINED AND EXPERIENCED IN THE USE AND MAINTENANCE OF WELDING EQUIPMENT AND NOT FOR CONSUMERS OR CONSUMER USE. MILLERS WARRANTIES DO NOT EXTEND TO, AND NO RESELLER IS AUTHORIZED TO EXTEND MILLERS WARRANTIES TO, ANY CONSUMER. 1 year .. AS EXPRESSLY PROVIDED MILLER ARE PRODUCTS days 6 months writing within thirty (30) days As a matter at general policy ony, Miller may honor claims submitted by the original user within the foregoing periods. -. ...... ..-... -... . SECTION 1 - UNSAFE PROCEDURES OR PRAC WARNING SAFETY RULES PROTECT EYES AND SKIN 1 -3. FROM ARC _________ serious personal injury or death. Read, understand, and follow ALL of these safety rules before installing, operating, or servicing this TIGES can cause equipment. Be sure that all end users of this the equipment, RAYS; PROTECT EARS FROM NOISE Arc rays from the welding process produce intense heat and strong ultraviolet rays that can burn eyes and skin. Noise from some processes can damage hearing. operator and helpers, read and understand these safety 1 a welding helmet fitted with a proper filter lens (see ANSI Z49.1 for detailed information). a. Wear b. Use rules. 1. PREVENT ELECTRIC SHOCK - Touching the body Do not touch live electrical parts. b. Do not work in wet c. Wear or damp dry insulating gloves and body protection. clothing and foot d. Always wear safety glasses 1 -4. barriers to protect or glare. Wear protective work areas. screens c. determined by the path and amount of current through the body. Therefore: a. protective others from flash and live electrical parts can cause severe burns to or fatal shock. Severity of electrical shock is or protection. safety goggles in a area. PREVENT FIRES AND BURNS The hot workpiece, hot equipment, other hot metal, arc sparks can cause fires and burns. spatter, and d. e. f. g. h. Disconnect all power before installing ing this equipment. Turn off all Properly source according applicable codes. ground the Do not wrap cabes cables damaged or poorly spliced. around your or body. equipment to cool before handl combustible material. c. Do not weld d. Watch for fire, and keep e. Do not touch electrode and any or circuit at the same time. j. Use only well-maintained equipment. Repair 2. Allow work and in near a fire extinguisher near by. For additional information, refer to NFPA Stan dard 51 B, Fire Prevention in Use of Cutting and available from the National Fire Protection Association, Batterymarch Park, Quincy, MA 02269. Welding Processes, grounded object or at once. 1 - b. protection ing. cables i. PROVIDE AND GASES 1 Wear correct eye, face, and body the work area. Manual and all or replace damaged parts a. welding power to its Owners Do not use worn that are too small servic not in use. equipment when install and or PROTECTION FROM - 5. PROTECT COMPRESSED GAS CYLINDERS FUMES Since gas cylinders are normally part of the welding carefully. pro cess, be sure to treat them Breathing welding to your fumes and gases can be hazardous health. a. Protect compressed gas cylinders from excessive heat, mechanical shocks, and Keep b. Use adequate ventilation in the work area to keep fumes and gases from your breathing zone b. and the general work c. If ventilation is inadequate, breathing device. d. Read the Material use an approved or Safety Data Sheets (MSDSs) manufacturers instructions for Keep cylinders away from any welding or other electrical circuits. d. the secure cylinders so that they cannot tip over by fastening them to a mounting bracket, wall, or other stationary support. Install and fall area. c. and arcs. your head out of the fumes. a. Never allow a welding electrode to touch any cylinder. any materials used. aM-i 559 Page 1 PROVIDE 1 -6. PROTECTION FOR SPECIAL 1 -8. ADDITIONAL SAFETY INFORMATION S ITU ATIO N S Do not weld containers or materials which have held or been in contact with hazardous substances unless they are properly cleaned and a. or Cut inspected. painted or plated parts unless special ventilation is provided to remove highly b. Do not weld or cut toxic fumes or affect pacemakers, keep all wearers out of the work area. Have pacemaker them consult more N.W. LeJuene Rd., Miami, FL 33126, ed to you: are Safety in Welding and Cutting (ANSI) a. gases. Since welding c. information on safe practices for setting up operating electric welding and cutting equipment and on good working habits, ask your welding equip ment supplier. The following publications, which are I available from the American Welding Society, 550 For and - recommend AWS Z49.1 can a doctor before coming near Recommended b. Arc a Welding - Safe Practices for Gas-Shielded AWS A6.1 welding operation. c. PROPER 7. PROVIDE MAINTENANCE 1 - EQUIPMENT - Improperly maintained equipment can result in poor most importantly it can cause physical injury or death through fires or electrical shock. Therefore: work, but a. qualified personnel perform the in troubleshooting, and maintenance work. Do not perform any electrical work unless you are fully qualified. Always Safe Practices for the Prepara tion for Welding and Cutting of Containers and Piping That Have Held Hazardous Substances AWS F4.1 Recommended d. have NFPA Standard 516, Fire Prevention in Use of Cutting and Welding Processes, available from the National Fire Protection Association, Bat terymarch Park, Quincy, MA 02269. stallation, b. Before performing c. Maintain cables, source. NFPA Standard 70, National Electrical Code, available from the National Fire Protection Association, Batterymarch Park, Quincy, MA 02269. any maintenance work inside disconnect the power supply power supply, form the electrical power a e. f. grounding wire, connections, power cord, and power supply in safe working order. Do not operate any equipment in ques ANSI Standard Z87.1, Safe Practice for Oc cupation and Educational Eye and Face Protec tion, available from the American National Standards Institute, 1430 Broadway, New York, . NY 10018. tionable condition. g. d. Do not abuse any equipment Keep equipment away from heat furnaces, wet e. f. or as water puddles, atmospheres, and incle conditions such grease, corrosive ment weather. oil accessories. sources such as or h. Keep all safety devices, guards, panels, and covers in position and in good repair. Use equipment for its intended purpose. Do not modify it in any manner. i. OSHA Standard 29 CFR, Part 1910, Subpart Q, Welding, Cutting, and Brazing, available from the Superintendent of Documents, U.S. Govern ment Printing Office, Washington, DC 20402. for Safety in the Cana from available and Cutting, Welding dian Standards Association, 178 Rexdale Blvd., Rexdale, Ontario, Canada M9W 1 R3. CSA Standard W117.2, Code See also the Standards Booklet Index in the welding power source Owners Manual. . OM-1559 Page 2 SECTION 1 - INTRODUCTION Ampere Rating Model at Tungsten 100% Duty Cycle DCEN: ACHF Size Cable Torch Cooling Capacity £~~h Body Method Weight Ship Net MTT-1512HR MTT-1512HF MTr-1512VHF 2.5 lbs. 3.0 lbs. (1.1 kg) (1.4 kg) . MTT-1512VHR 12.5 ft. (3.8 m) Length: 8.0 MTT-1512NR in. (203.0 mm) MTT-1512NF MTT-1512VNR Handle Diameter: .020 thru MTT1512VNF MTT-1525HR 3.5 lbs. kg) (1.6 kg) 0.9 in. (22.9 mm) 1/8 in. (0.5 thru 3.2 mm) 150 Amperes With Argon 3.0 lbs. (1.4 Weight: 4.5 Air oz. (127.6 9) MTT-1525HF 4.5 lbs. 5.0 lbs. MTT-1525VHR MTT-1525VHF (2.0 kg) (2.3 kg) MTT-i 525NF 5.5 lbs~ 6.0 lbs. MTT-1525VNR MIT-i 525VNF (2.5 kg) (2.7 kg) 25 ft. (7.6 m) MIT-i 525NR Rated with Gas Lens Collet Body Figure 2 - The duty cycle of a welding 1. DUTY CYCLE torch is the percentage of a ten minute period that a torch can be operated at a given load. This torch is rated at 100% duty cycle using argon shielding gas. This 2 - - means that the torch ditions continuously. can be operated Do not exceed rated amperage and duty cycle stated in Figure 2-1. 2 -2. GENERAL INFORMATION AND SAFETY General presented in this manual and on various labels, tags, and plates on the unit pertains to equip ment design, installation, operation, maintenance, and troubleshooting which should be read, understood, and followed for the safe and effective use of this equip ment. B. installation, of procedures signal word, or 2 3. RECEIVING - equipment, this ~ highlights instruc emphasis to obtain the most equipment. Il~I~s] tions which need special efficient operation of this Before installing HANDLING packing material from around - clean all unit, and carefully inspect for any damage that may have occurred during shipment. Any claims for loss or the damage that may have occurred in transit must be filed by the purchaser with the carrier. A copy of the bill of lading will be furnished by the manufacturer on request if occasion to file claim arises. requesting information concerning this equip ment, it is. essential that Model Description and Style Numbers of the equipment be supplied. The style number is located on a label under the torch handle. When 2 M T ____________ ___________ different levels of hazard. - 12 25 H N R WARNING include installation, operation, ____________statements and maintenance procedures or practices which if not carefully followed could result in serious personal injury specifically for F V Miller TIG/GTAW Torch - - 15 Safety instructions specifically pertaining to this unit ap pear throughout this manual highlighted by the signal words WARNING and CAUTION which identify This torch is following: the end of Section 1 Safety Rules. - with the Gas Tungsten Arc Welding (GTAW) pro cess. The alphanumeric model designation refers to the T - 4. DESCRIPTION - use persons in accordance with this manual and all ap plicable codes such as, but not limited to, those listed at or statements include Safety operation, maintenance, and arc welding troubleshooting equipment requires practices and procedures which ensure personal safety and the safety of others. Therefore, this equipment is to be installed, operated, and maintained only by qualified The installation, operation, practices which if not minor personal injury in followed result could carefully or damage to this equipment. CAUTION and maintenance A third RATED EXCEEDING THE AMPERAGE and duty cycle can result in damage to the torch. Information Specifications at rated load con ~ A. 1. - 25 ft. (7.6 m) Cable - - - - - - Ampere Rating: 150 Amperes 12.5 ft. (3.8 m) Cable - High Flex Cable (1 piece assembly) High Performance Cable (2 piece assembly) Rigid Head Flexible Head Gas Valve loss of life. OM-1559 Page3 SECTION 3 - INSTALLATION 0-ring Collate Short Backcap Torch Body Collet Gas Valve applicable) Tungsten Eiectrode 9~.*__ 0-ring Handle High Power Cable~ Power Cable Connector Flex Cable Fitting Adapter >, Gas Hose Fitting Required Consumables and Accessories *Obthin from Welding Equipment Supplier WARNING ELECTRIC SHOCK can TA-120 873 Figure 3 - 1. Torch Components To kill. readjust electrode, loosen backcap. __________ Do not touch live electrical parts. Shut down welding power source and disconnect employing lockout/tagging pro cedures before installing torch. Loc~.out/tagging procedures consist of padlocking line dis onnect switch in open position, removing fuses from fuse box, or shutting off and red-tagging circuit breaker or other disconnecting device. input power a general rule, electrode extension equal electrode diameter; exact electrode exten s/on may va,y according to application. IMPORTANT As ______________ should 3 -2. GAS VALVE (If HOSE CONNECTIONS AND GAS applicable) IMPORTANT If power source is not equipped with a ______________ The torch body 1. TORCH BODY (Figure 3-1) is shipped requiring consumables and accessories in diated in Figure 3-1: cup, collet body, collet, power 3 - - cable adapter (with electrode. High Assemble torch body Flex Cable only), valve, a torch gas valve is required. To install gas hose, connect gas hose fitting to regulator/flowmeter. An extra hose may be required to make connection. gas and tungsten A. as follows: High Flex Cable Assembly high flex cable contains the power cable within the hose. The high flex cable has a 3/8-24 male rightgas hand fitting (Figure 3-1). The making 1. Instafl collet body into torch body heat shield is in place. 2. Install cup onto collet 3. Install standard collet, slotted end first, through back of torch body into collet body. If using reverse collet, install collet with slotted end toward backcap. sure flex cable, connect high flex cable fitting cable adapter. Connect a suitable length of gas hose from power cable adapter to gas valve outlet or regulator/flowmeter (Figures 3-2 and 3-3). To install body. high to power B. High Performance Cable Assembly 4. Install backcap and onto torch body. backcap) has separate cable assemby hose has a 5/8-18 hose. The and cable gas gas power male right-hand fitting (Figure 3-1). 5. Install properly prepared tungsten electrode (see Section 5-4) through front of collet body to posi tion electrode tip outside cup rim. Securely To install gas hose, connect gas hose fitting to gas valve outlet or regulator/flowmeter. Connect gas hose (extra hose not supplied) from gas valve inlet to tighten backcap. regulator/flowmeter (Figures 3-2 and 3-3). The OM-1 559 Page 4 0-ring (supplied on high performance . Torch Regulator/Flowmeter Gas Gas Power Source Power Source r Work Clamp Power Work Adapter Clamp Power Connector Gas High Flex Cable Gas I Assembly High Peformance Cable Cylinder Assembly TA-120 824 Figure 3 - 2. GTAW Torch Connection Diagram Torch For Models With Gas Valve Torch Regulator! Flowmeter Power Source Power Source r Work Clamp Work Power Cable Gas Adapter Valve Clamp Power Cable Gas Connector Valve Gas High Flex Cable Assembly High Performance Cable Assembly TA-120 824 Figure 3 - 3. GTAW Torch Connection Diagram For Models Without Gas Valve OM-1559 Page 5 C. Torch Gas Valve Operation (If Applicable) The gas valve allows gas flow control at the torch. A one-half turn counterclockwise opens the gas valve, and a one-half turn cJockwise closes the valve. The gas valve allows control of gas postf low time, or ~he length of time gas flows after the arc is extinguish ed. Insufficient gas postflow results in an oxidized (black) electrode surface. If an oxidized electrode were used, the black surface would contaminate the weld and cause poor arc Lockout/tagging procedures consist of padlocking line disconnect switch in open position, removing fuses from fuse box, or shutting off and red-tagging circuit breaker or other disconnecting device. A. IMPORTANT As a allow 10 seconds of general rule, 3 -3. POWER CABLE CONNECTION 3-2. and 3-3) The high flex cable assembly contains the power cable within the gas hose. The high flex cable has a 3/8-24 male right-hand fitting (Figure 3-1). high flex cable, connect high flex cable fitting adapter (see Section 3-2A). Connect cable adapter to weld output terminal (Figures (Figures 3-1, to power cable power 3-2 and 3-3). ELECTRIC SHOCK Do not touch live electrical parts. Shut down welding power source and disconnect power high performance cable assembly has separate power cable and gas hose. kill. can High Performance Cable Assembly B. The cedures Assembly To install gas pos(flow time per 100 amperes of weld. current before closing valve. input Flex Cable direction. _____________ WARNING: High employing lockout/tagging installing torch. pro To install power cable, connect power cable connector to weld output terminal (Figures 3-2 and 3-3). before SECTION 4- SEQUENCE OF OPERATION ELECTRIC SHOCK WARNING kill. can 4. Set power 5. Wear source for desired welding amperage. _________ Do not touch five electrical parts. Keep all covers and handle in place white operating. dry insulating clothing and gloves and welding ARC RAYS, SPARKS, AND HOT SURFACES can burn eyes and skin; NOISE can damage hearing. Wear correct eye, ear, and body protection. FUMES AND GASES can seriously harm your health. Ventilate to keep from breathing fumes and gases. ventilation is inadequate, breathing apparatus. If use helmet with proper filter lens according to ANSI Z49.1. 6. Energize welding 7. Set gas flow to desired level power source. (requires open gas valve). approved IMPORTANT: Purge gas hose hose of air, to clear _________ HOT METAL, SPATTER, AND SLAG can cause fire and burns. moisture, or any other contaminants. Allow gas to flow 2 to 3 minutes on new torch; 5 to 6 seconds thereafter. Watch for fire. Have . a fire extinquisher nearby, and know how to Begin welding. 8. use. Allow work and equipment to cool before handl 4 -2. SHUTTING DOWN ing. MAGNETIC FIELDS FROM HIGH CURRENTS can affect pacemaker operation. Wearers should consult with their doctor before going near operations. See Section 1 mation. 4 - - arc welding, gouging, or spot welding Stop welding. 1. IMPORTANT As gas postflow before closing valve. 2. Turn off welding power 3. Turn off the their 1. Install and connect torch according to Section 3. 2. Make sure backup and all gas connections are OM-1559 Page 6 shielding gas and coolant supplies HIGH SHIELDING GAS can CONCENTRATION harm health Shut off gas supply when securely tightened. regulator/flowmeter valve closed, cylinder valve. source. open gas at sources. L~~U~E With allow 10 seconds of 100 amperes of weld current general rule, Safety Rules for additional safety infor 1. GAS TUNGSTEN ARC WELDING (GTAW) 3. a time per not in or kill. use. OF SECTION 5 - AND UPKEEP 1. INSPECTION Usage and shop conditions will determine frequency and type of maintenance required. Perform inspections once a 5 MAINTENANCE week. ELECTRIC WARNING SHOCK can HOT kill; Power Cable B. - - Inspect cables for breaks in insulation, and ensure that all connections are clean and tight. Repair or replace cables if insulation breaks are present. Clean and tighten connections at each inspection. _________ SURFACES can cause severe burns. Do not touch live electrical parts. Shut down we/ding power source before TUNGSTEN PREPARING (Figure 5-1) 5 working - 4. ELECTRODES torch. on torch welding power source inspecting, maintaining, or servicing. Allow a cooling period before servicing. Disconnect from before t~Uiis1~ HOT FLYING METAL PARTICLES start fires, and injure personnel, can damage equip ment; TUNGSTEN CONTAMINATION can lower weld quality. 1. Inspect torch for broken areas, cracks and loose parts; tighten, repair and replace as required. Shape tungsten electrode only with properly guarded grinder in a safe location wearing proper face, hand, and body protection. 2. Remove grease and dirt from components, and moisture from electrical parts and cables. Do not 5 -2. TORCH BODY MAINTENANCE ELECTRIC WARNING SHOCK can (Figure 3-1) HOT kill; _________ SURFACES can cause severe burns. Do not touch live electrical parts. Shut down on torch. welding power source before working torch welding power source before inspecting, maintaining, or servicing. Allow a cooling period before servicing. Disconnect Once from week inspect condition of torch body a wheel for any other tungsten will become contaminated. cup, heat wed or the For additional information, see your distributor or re quest a handbook from factory on the Gas Tungsten Arc Welding (GTAW) process. com TUNGSTEN PREPARATION: IDEAL ed. Maintain good job Tungsten electrode shaping should be done on a fine grit, hard abrasive wheel. Since tungsten is harder than most grinding wheels, causing the tungsten to be chip ped away rather than cut away, the grinding marks should run lengthwise with the electrode. ponents. Replace use same shield, backcap, and 0-rings if crack tight quaity. fit of torch components to Straight Ground INSPECTING HOSES, CONNECTIONS AND CABLES 5 -3. WARNING Stable Arc ensure ELECTRIC SHOCK can Flat (the DIa. of Flat Governs Amperage Capacity) kill. _________ Do not touch live electrical parts. Shut down welding power source and disconnect input pro power employing lockout/tagging before inspecting, maintaini,?g, or ser TUNGSTEN PREPARATION: WRONG cedures vicing. Lockout/tagging procedures consist of padlocking line disconnect switch in open position, removing fuses from fuse box, or shutting off and red-tagging circuit breaker or other disconnecting device. Arc Wander , ~~~iiII Point Radial Once A. a week inspect hoses and connections. Gas Hose TA-IZO 630 Gas leaks may result in poor weld quality. Inspect hoses for breaks. Keep connections clean and tight. Figure 5 - 1. Tungsten Preparation OM-1 559 Page 7 Table 5 - (Green Band) ~ Tungsten Size Chart Amperage Range Electrode Diameter Pure Tungsten 1. DC-Argon Negative/ Straight Polarity Electrode - Polarity Gas Type - DC-Argon Electrode Positive/ Reverse Polarity AC-Argon Using High Frequency .020 5-20 * 5-20 .040 1/16 15-80 * 10-60 3/32 1/8 70-150 10-20 50-100 125-225 15-30 100-160 225-360 25-40 150-210 2% Thorium Alloyed Tungsten . (Red Band) 4 15-35 20-80 50-150 130-250 225-360 * 15-40 .020 .040 1 / 16 25-85 * 50-160 10-20 3/32 1/8 135-235 15-30 250-400 25-40 Zirconium Alloyed Tungsten (Brown Band) 020 * * 040 * * * * * * 130-250 * * 225-360 1/16 3/32 1/8 15-35 . 20-80 50-150 NOT RECOMMENDED figures are intended as a guide and are a composite Welding Society (AWS) and electrode manufacturers. The of recommendations from American Quantity Model Item No. Miller Stock No. Figure Miller Model No. A HR Description VHR NR VNR 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 HF VHF NF VNF Complete Torch Assembly 1 TUNGSTEN, electrode (consult your welding supply distributor) 2 CUP (see Figure B) 3 COLLET BODY (see Figure B) TORCH BODY, rigid hd w/heat shield (consisting of) TORCH BODY, flex hd w/heat shield (consisting of) 4 116252 4 5 115 251 116 256 t119 914 5 t119 915 4 116 250 4 116253 5 300HS 3GHS 3GHSLD HEATSHIELD,std HEAT SHIELD, small dia gas lens HEAT SHIELD, large dia gas lens TORCH BODY, rigid hd w/heat shield & valve (con sisting of) TORCH BODY, flex hd w/heat shield & valve (con sisting of) HEATSHIELD, 6 116255 7 116254 100VK 100R 8 9 9 9 OM-1 559 116259 t116258 t116 257 Page 8 300S 300M 300L std 1 1 1 1 1 1 1 1 1 0-RING COLLET (see Figure B) 2 2 2 2 BACKCAP, short (consisting of) BACKCAP, medium (consisting of) BACKCAP, long (consisting of) 1 1 1 1 1 1 1 1 1 1 1 1 VALVE, knob (consisting of) 4. Quantity Model Item Miller Nb. Stock No. Figure Miller Model No. Description A Complete 10 116260 11 115 271 11 116 272 12 120721 300R 1512PCHF 1525PCHF Torch HR NR HF NF VHR VNR VHF VNF i i 1 1 Assembly (Contd.) .0-RING ~. HI-FLEX POWER CABLE, 12-1/2ft (consisting of) HI-FLEXPOWER CABLE,25ft(consistingof) .RHNUT 1 1 2 2 1 1 13 120720 .RINGNUT 2 14 117 585 HANDLE 1 1 1 1 14 118 514 HANDLE, medium w/hole for valve 1 1 1 1 15 16 t115 276 116 261 15PCA 1 512PCN POWER CABLEADAPTER 1 16 116262 1525PCN 17 116 267 212AH 225AH 17 116 268 18 19 116 512 20 21 21 22 23 24 25 26 27 116266 116269 116 264 116 265 600 317 116270 116 263 120729 120 761 120720 HI-PERFORMANCE POWER CABLE & HOSE, 12-1/2 ft (consisting of) HI-PERFORMANCE POWER CABLE & HOSE, 25 ft (consisting of) GAS HOSE, 12-1 /2ft(consisting of) GAS HOSE, 25 ft (consisting of) HOSE, black 1/8 ID (order by ft as reqd.) 2AN . . 1512CN 1525CN . . 1 1 1 1 1 1 1 . ..GASNUT 3HF 1 1 . . 2 1 1 .HOSEFITTING 1 1 POWER CABLE, 12-1 /2ft(consisting of) POWER CABLE, 25ft(consisting of) 1 1 1 1 1 1 1 1 . . 5PF . . 15PFN . . .. CABLE, weld-copper No. 4 (order by ft POWER CABLE FITTING POWER CABLE FITTING (consisting of) reqd.) as .CRIMP,cable FITTING, gas (consisting of) . . . . . . . RING NUT 1 1 1 1 1 1 4 3. 11 1 14 / Includes 20 19 18 Item 242322 ,~ 16 >- TA-120 673 Figure A - Complete Torch Assembly tOptional Equipment BE SURE TO PROVIDE MODEL AND STYLE NUMBER WHEN ORDERING REPLACEMENT PARTS. OM-1559 Page 9 0 CONSUMABLE PARTS SELECTOR 01 (7l CD Not.: Coilet. Coii.t Body And 0.. -o 020 0) lungaten Diameter Amperage Range Collet (Standard) 5-20 10-80 DCSPI 620 16.80 I 3C40 I No.1 3C20 No.1116 I 367 (1.0) 116 368 1/16 I J 3C116 116 369 1/8 (2.4) S1.od.rd Coil., 150-3251 3C332 1116 370 3C418 116 371 Model No, Stock 3CB20 I 3CB40 No.1116 3611116 7C1 16 I 3CB116 I 7C332 I 3CB332 362 111636311 t6 I 7C418 3CB418 L.oglh I 3C-XXX I I U.. 3OHS Cotl.t Ho.t $hl.ld 7C.XXX Stock No. 118814 I Cup Orifice ________________________ L.r5. 01.0,000, 3/16 0..L.o. 3OLL.XXX 1/4 __________________ U 6/16 Short ~ 308H8 Hoot 881.14 3OHSLD H.aI 8hh1.d Call., 4C.SXX $1008 No.118 264 QII000110 I OL I U.. 40H8 I Ho.t 881.1. 1 8100k NO. 118 itS I 1~ ________________ 116 ( ~ I Short lion.,.. 11634 Cup, Ceramic 1.27/32 Long CoIl.t 0.. L.n. 36411163651 Stock/Model No. I 61.nd.,d Stook No. Iii 258 81.040,4 7C40 4CB-XXX Ho.l Shl.4d I I SQL-SOS 7C20 cou~, Dody ii.. 308118 I I r_SH0RTF80NTENO8 L.nath body StockNo,11163791116380111638111163821116383I Model No. I I Adapter. 3C8-0XX 1160-2501220-3501 I A Power C.bi. 8TANDAROLENOTHF8ONTENOS I (3.2 100-2351 50-150 70-160 I 3/32 1.6) ACHFI Stock Collet Body (SW. Lglh.} ( I 10.51 Model Collet Reverse) 040 I ImmI 0) XXX 7C.Sxx Caotlflhi000 DOIY R.dono R.tlne By 26% Wh.n U.lflg ~ ~i.,,coo., Body. _________ ________ Stock No 116350 13C61 3/B 116361 l3C7l 7/16 116 352 13C8( 118816 in..020 10,51 1/2 Tungsten Diameter 116 353 l3ClOl ACIIF DCSP _____________ Cup, Ceramic Long 3-7/32 118 364 (3C121 3/4 Amperage Range 116 343 1/4 ColletlShort) 116344 5/16 I3C6LII 116 345 116346 I3C7LI 3/8 I 1/16 3/32 12.41 1/8 (3.21 11.01 11.61 Collet (Reversal 5-20 10-80 15-80 50-150 tOO-235 5-20 70-150 150-250 4C116 116375 4C332 4C418 116376 116377 7C332 150-325 220-350 ModelNo. 4C20 4C40 StockNo. 116373 116374 ModelNo. StockNo. 7C20 7C40 7C116 116379 116380 116381 116382 7C418 116383 116357 4CB332 116356 116359 7/16 116 330 1/4 StockNo. ________ Cup, Alumina 1-27/32 Long .040 (mm) 5/~~ 116 331 I 5/18 116355 116356 Stock/Model No. Cup Orifice _________ 116 332 13A61 3/8 1t6337l2C4l 1/4 ________ ~ 116333 l3A7l Cup, Ceramic 7/16 1-5/32 __________ 116334 l3A8l :~i~4 1/2 116335 l3AlOl :~:~1ii~:.? 5/8 1-1/8 116336 13A12( Gas Len. Collet Model No. BodyStd.Lgth. StockNo. 3/4.. 3GL20 119928 3GL40 3GL1 16 3GL332 3GL418 119927 119928 119929 119930 Long C 3CG11 ia 1-1/8 Long 116339 12C61 3/8 116340)2C7l 7/16 116 341 12C81 1/2 5/8 Cup, Ceramic Long 1-7/8 - -GasLen. 1.5/8 Long 5/16 _________________________________ Stock/Model No. Cup. Ceramic 116338 12C51 Long 119 917 I 116 326 (2C3L( 3/16 116 327 12C4L1 1/4 1/4 116328 12C5L1 - 0 Cup R.qulr.d To Complet. Torch.) Torch.. With High Flex Compo.lt. C.bl. Also Require 119919 5/18 5/16 ~ 116329 12C6L1 119919 I3CG6I 3/8 119920 (3CG7I 7/~~ 3/8 116310i, Cup, Alumina ____________ 119921 (3C081 112 119922 I3CG1II 1-5/32 Long _flfl6 119923 (3CGI2I 1/4 116 311 5/16 116312 12A6( 318 116313(2A7( 7/16 3/4 11631412A81 1/2 119 924 I3CG14I 116315(2A10( 5/8 I19925l3CG16l Gas Lens Collet Cup, Alumina Ga. Lena 1-6/8 Long 119 932 1/4 i. ___________________ 119933 1 119934 (3AG6( 3/8. 7/16 119 936 13AG81 1/2 11993713AG111 Body Lg. Die, Cup. Alumina 17/8Long Model No. Stock No. . 3GLL332 119 902 4GL40 4GL1 16 119906 119907 4GL332 119908 4GL418 119909 Stock/Model No Long ~ 11989312AG4( 1/4 11989412AG51 5/16 119 895 12AG61 11989812AG7( 3/8 S~S1~i 7/16 3GLL418 119 903 Stock/Model No. 119911 I3AGBLDI ~4%~ 11/16 4GL20 119905 Cup, Alumina 1 1t9 935 13AG71 Gas Lone Collet Model No. StockNo. Body-Short 5/16 i/i *~i1~ 19912 I3AG1OLDI 19913 I3AG12LDI 1/2 6/8 ~yI~II~ ~/.//?,~/ Figure B 3/4 - SHADED AREAS INDICATE RECOMMENDED USAGE Consumable Parts And Cross Reference Chart . CROSS REFERENCE TO COMPETITIVE MODEL MILLER STOCK NO. MILLER MODEL NO. COMPETITIVE 116367 116368 116369 116370 116371 116379 116380 116381 116382 116383 116361 116362 116363 116364 116365 116347 116348 116349 116350 116351 116352 116353 116354 116343 116344 3C20 3C40 3C116 3C332 3C418 7C20 7C40 7C116 7C332 7C418 3CB20 3CB40 3CB116 3CB332 3CB418 3C3 3C4 3C5 3C6 3C7 3C8 3C10 3C12 3C4L 3C5L 3C6L 3C7L 3A4 3A5 10N21 10N22 10N23 10N24 10N25 N/A N/A N/A N/A N/A 10N29 10N30 10N31 10N32 10N28 N/A 105Z43 105Z42 105Z44 105Z45 08N78 08N79 08N80 12N03 105Z60 12N02 105Z61 10N50 10N49 10N48 116345 116346 116330 116331 116332 116333 116334 116335 116336 119926 119927 119928 119929 119930 119917 119918 119919 119920 119921 119922 119923 119924 119925 119932 119933 3A6 3A7 3A8 3A10 3A12 3GL20 3GL40 3GL116 3GL332 3GL418 3CG4 3CG5 3CG6 3CG7 3CG8 3CG11 3CG12 3CG14 3CG16 3AG4 3AG5 NO. 10N47 10N46 10N45 10N44 45V29 45V24 45V25 45V26 45V27 54N35 54N34 54N33 54N32 54N31 54N36 N/A N/A N/A 54N18 54N17 MILLER STOCK NO. MILLER MODEL NO. COMPETITIVE NO. 119934 119935 119936 119937 119902 119903 119911 119912 119913 3AG6 3AG7 3AG8 3AG11 3GLL332 3GLL418 3AG8LD 3AG1OLD 3AG12LD 4C20 4C40 4C116 4C332 4C418 7C20 7C40 7C116 7C332 7C418 4CB20 4CB40 54N16 54N15 116373 116374 116375 116376 116377 116379 116380 116381 116382 116 383 116355 116356 116357 116358 116359 116337 116338 116339 116340 116341 116342 116326 116327 116328 116329 116310 116311 116312 116313 116314 116315 119905 119906 119907 119908 119909 119893 119894 119895 119896 4CB116 4CB332 4CB418 2C4 2C5 2C6 2C7 2C8 2C10 2C3L 2C4L 2C5L 2C6L 2A4 2A5 2A6 2A7 2A8 2A10 4GL20 4GL40 4GL116 4GL332 4GL418 2AG4 2AG5 2AG6 2AG7 54N14 54N19 45V64 995795 57N74 53N88 53N87 N/A 10N22S 10N23S 10N24S 10N25S N/A N/A N/A N/A N/A N/A 17CB20 17CB20 17CB20 17CB20 13N14 13N15 13N16 13N17 13N18 13N19 796F70 796F71 796F72 796F73 13N08 13N09 13N10 13N11 13N12 13N13 N/A N/A N/A N/A N/A 53N58 53N59 53N60 .53N61 OM-1 559 Page 11 . 3 ERRATA SHEET After this manual to data was appearing printed, refinements in equipment design occurred. This sheet lists exceptions iater in this manual. AMEND MEN T TO PARTS LIST Amend Parts List as follows: 9-11 9-14 **First Part No. Replaced 115271 117585 116271 117586 digit represents page Description With no - HI-FLEX POWER CABLE HANDLE digits following dash represent item Quantity 1 1 no. BE SURE TO PROVIDE MODEL AND STYLE NUMBER WHEN ORDERING REPLACEMENT PARTS.