1
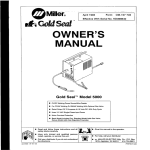
Millerfi January Form: 1994 Effective With Style OM-1563B No. KB-8 OWNERS MANUAL ~' F'~~ MTL-1 7 Torches Air-Cooled Torches For GTAW Rated At 150 Amperes .020 Thru 1/8 in 100% Welding Duty Cycle Using Argon Shielding Gas (0.5 Thru 3.2 mm) Tungsten Size Capacity Includes 12-1/2 Or 25 ft (3.8 or 7.6 m) Cable Remote Contactor And Current Control Available Tungsten r. Electrode And Some Torch Parts Needed Read and follow these instructions and all blocks carefully. safety Have 7/93 ST-120 869 ~ only trained and qualified persons install, operate, cover Give this manual to the operator. or . For service this unit. help, Call your distributor if you do not understand or: the directions. Appleton, ' 1993 MILLER Electric Mig. co. call your distributor MILLER Electric Mfg. Co., P.O. Box 1079, WI 54912 414-734-9821 PRINTED IN USA :I~I TRUE BLU ETM LIMITED WARRANTY MILLERS Effective (Equipment with a January serial number This Limited warranty suoersedes all previous MILLER warranties and LIMITED WARRANTY MIp Co Sub~ect to the terms and conditions Wisconsin Appleton warrants to its is 1.1992 that newer) Remote Controls new Accessory MILLER equipment sold alter the ehectine dale Cl this limited warranty is tree Cl de feels ir m,rteriLtl rd wnrknrannhip at the time it is shipped by MILLER THIS WAR. Kits Replacement Parts IS b\PPESSLX IN LIEU OF ALL OTHER WARRANTIFS PANTS EXPRESS OR INCLUDING THE WARRANTIES OP MERCHANTAITILITY AND FIT. lED l,tpI or exclusive with ire other gualantees Or warlantres expressed or implied below. MILLER Electric original retail osrchaser of KC preface MILLERS f-ire Blue Limited Warranty snaIl not apply to NESS by MILLER items tsrnrshed Within the warrants aerinds listed below ranted parts comooirents that laI oi stIllER must be notified which me in MILLER will due to such defects ypair in or material or on or cosered are by ssch as engines or the manufacturers warranty, it Consumable components. ssch 2 as contact tips, cutting noodles, contactors and relaes or p~rt~ that fail due to normal wear MILLER un.~fI honor wariants claims event ar such a equipment ahni the edsioment veil Pt-tv ears warranted eQuipment listed below on Inure withn the warranty time start on the ante that the t Vnii5 was periods All warranty time in Eaumpment that has been moditied by any party other than MtLLER or equip. menl that nas been improperly installed improperly operated Pr misused 3 the periods delisered to the original retail purchaser based upon industry standards. or equipment which has npt had reasonable or arid necessary maintenance, or edsrpment which has been used tot oseratron outside o~ the nqecrticatrons ICr the eqsrpmenr the distributor is sent to Lapor ARE INTENDED FOR PURCHASE AND USE BYCOMMEP. MIILEP POOUCTS CISL t4DUSTRIAL 2 -a-s T-arvtrrrrvr Sn Power Sources Pn1,riyr owei Ac Cutto In Sources the njent o~ ynaS on writing Avtcrnat~c and Automatic Wire Pneders MILLER W goods FT D ~ n On~nratcrs ,,nlrtiin ..ni n ,~,,,-, .~:n ef,ltnct vec,rrotnis cv apprspria(e Inn esclvsm:e 21 replacement, repair or cases. 13) the reasonable sernrce station, or nmedies where authorized or .0 of repair or replace cost tat payment of credit for ne pur or less reasorrabledepreciation based soon actual asel upon return of the ye ~O B ice acmlil, 0 Pactory an at MILLERS oplion ot epair or replacement Appleton Wisconsin or P0 B at a MILLER asthonoed ser. Pu MILLER Thnrelorn no comcnnsat.on Tr rnmmpsrse cntn-mmind costs of any ~ind will be sllnwed i,lnspOrtatmcn F 00 N Al csstomer a risk and espense will enema -Vr--iIlactmirvt v in Ill autaorized MILLER chase price Pris ano LAPOr cOAINED AND EXEEPiENCED warranty claim covered by this warranty a tILLER S option at ment at an r -rain AND ERSONS USES AND MAINTENANCE OF WELDING EQUIPMENT THy ICE .iint LrtOrtr ii Pacr,,r 3 but manslactsred by others These items lailure. at the warranty claim procedures to be tollowelt one accessories any wprbmansnio writing within thirty 130) days ol such defect MILLER will pronide instructions trade replace any war E.,~yrtT PEAMIOTED Wi 0LV cuE PE.IEDIES 500i,iDEC FOCI, APE c,y SOI,E AND EXCLUSIVE REMEDIES IN NO EVENT SALL MILLER BE DIRECT INDIRECT SPECIAL, INCIDENTAL OR CONSEQUENTIAL DAMAGPS INCLUDING LOSS OP PRDFITI WHETHER BASED ON CON TPACT TORT OR ANY OTHER LEGAL THEORY LIABLE OP t,rcrcr fli C,snc ., on AN0 S cot ~~~ES .TARPANTr cANT. 0~AA,. E,IED ~QP ILO NOT 000VIDED HEPEIN AND ANV IMPLIED APOPESENTATION A5 TO EOPOAMANCE PREACH CF COtITPACT OpT OP ANN NAP. AND ANS OTHER LEGAL WHICH BUT FOB THIS ROVISION THEC1Pr MIGHT ARISE Es IMPLICATION CUSTOM OP TRADE OR COURSE OP DEALING. IN CLUDING ANY IMPLIED WARRANTY OP MERCHANTABILITY OR PITNESS cv e.ons OPERATION OP LAW Load Banks SOY Transcrrrers FOR PARTICULAR PURPOSE WITH RESPECT TO ANY AND ALL EQUIPMENT FURNISHED BY MILLER IS EXCLUDED AND DISCLAIMED BY MILLER Runnino Gear Trailers F.e.c flommns NOTE meId c.ptions are covereo onn Months 5 90 S Days year nhichever is Somn statna unoen True Blue viarranty perod of the product they are installed in or or the remaining for a minimum lasts or n ne U S A AP nor allow limitations cI bow lone the exclusion CI incidental ol greater I indirect, special or implied an warranty consequential damages. so Thi5 warranty provides spe the aPove limitation or exclusion may not apply cific may be available. Out may vary 1rpm stale to state tngal rights, and other rights to you Batteries . Parts and Labor In Canada. legislation or remedies other than as stated herein, and to the extent that waived taIG OvnhiTIG Torches asnr,t Cuimro in some prosinces prqsrdes Warranty provides specilrc legal rights Torches -5r or certain additional warrantIes the limitations and exclusions set oat abose may not and other rights may they may apply This not be Lrmrted be anarlable. but may l-sm province to ptosmece I RECEIVING-HANDLING unpacking equipment, check carton for any damage that may haMe occurred during shipment. File any claims for delivering carrier Assistance for filing or settling claims may be obtained from distributor and/or equipment Before loss with the or damage manufacturers Transportation Department. When requesting Use the or folloWing information about this equipment, always provide Model Designation spaces to record Model Designation and Serial or Style and Serial or Style Number. Number of your unit. The Information is tocafed on the rating label nameplate Model __________ Serial or Style No. Date of Purchase miller 9i93 SAFETY PRECAUTIONS FOR GTAW TORCHES WARNING a GTAW WELDING can be hazardous. PROTECT YOURSELF AND OTHERS FROM POSSIBLE SERIOUS INJURY OR DEATH. KEEP CHILDREN AWAY. PACEMAKER WEARERS KEEP AWAY UNTIL CONSULTING YOUR DOCTOR. In welding, as in most jobs, exposure to certain hazards occurs. Welding is safe when precautions are taken. The safety information given below is only a summary of the more complete safety information found in the welding power source Owners Manual. Read and follow all safety precautions. HAVE ALL INSTALLATION, OPERATION, MAINTENANCE, AND REPAIR WORK PERFORMED ONLY BY QUALIFIED PEOPLE ______________________________ ELECTRIC SHOCK 1. Always can kill. dry insulating gloves. yourself from work and ground. Insulate 3. Do not touch live electrode Repair torch 5. replace or or Turn oft Keep electrical parts. damaged, or near 2. Do not weld on 3. Watch for fire; welding power all ARC RAYS covers can or A source torch before closed containers. keep extinguisher nearby. HOT SURFACES burn skin. can changing parts. securely in and handle explosion. or flammable material. cracked cable insulation. tungsten electrode 6. worn, or fire can cause Do not weld 1. wear 2. 4. WELDING 1. Allow torch to cool before 2. Do not touch hot metal. 3. Protect hot metal from contact by others. touching. burn eyes and skin. 1. Wear 2. Wear correct eye and 3. Cover welding helmet with correct shade of filter. NOISE can damage hearing; SOME APPLICATIONS, SUCH AS PULSING, are body protection. exposed skin. noisy. FUMES AND GASES can be hazardous Check for noise level limits exceeding those specified by OSHA. 1. to your health. 1. Keep your head 2. Ventilate 3. Read Material Use 2. out of the fumes. breathing Safety Data Sheets (MSDSs) approved high. ear plugs ear or muffs if noise level is device. area, or use Warn others 3. and nearby about nos~e hazard. manufacturers instructions for material used. EMF INFORMATiON NOTE ~H Considerations About Magnetic We/ding And The Effects Of Low following is a quotation from the General Conclusions Section Congress, Office of Technology Assessment, Biological Effects of Power Frequency Electric & Magnetic Fields Background Paper, OTA-BP-E-53 (Washington, DC: U.S. there is now a very Government Printing Office, May 1989):. large volume of scientific findings based on experiments at the cellular level and from studies with animals and people which clearly The To of the U.S. procedures: . avoid potential risks. And magnetic Keep 2. Arrange cables 3. Do not coil fields cables close in the workplace, together by twisting or use taping to one side and away from the the following them. operator. . frequency magnetic fields can interact with, and produce changes in, biological systems. While most of this work is of very high quality, the results are complex. Current scientific understanding does not yet allow us to interpret the evidence in a single coherent framework. Even more frustrating, it does not yet allow us to draw definite conclusions about questions of possible risk or to offer clear science-based advice on reduce 1. 4. establish that low or Frequency Electric Fields strategies to minimize or Keep welding drape cables around the power source clamp to body. and cables as far away as practical. 5. Connect work workpiece as close to the weld as possible. About Pacemakers; The above procedures are among those also normally recommended for pacemaker wearers. Consult your doctor for complete information. modlo,1 4/93 5t6 7/93 TABLE OF CONTENTS SECTION 1 - SAFETY INFORMATION . 1 SECTION 2- SPECIFICATIONS 2-1. Duty Cycle 2 SECTION 3- INSTALLATION & OPERATION 3-1. 3-2. 3-3. Required Torch Parts And Adjusting Flex-Lok Head Connecting Torch Torch Assembly 3 4 SECTION 4- MAINTENANCE & TROUBLESHOOTING SECTION 5 5-1. 5-2. Figure Figure 5 TUNGSTEN ELECTRODE Selecting Tungsten Electrode Preparing Tungsten SECTION 6 2 6 7 PARTS LIST 6-1. Complete Torch 8 Assembly 6-2. Consumable Parts Table 6-1. Cross Reference to 9 Competitive Model 10 OM-15636 1/94 SECTION 1 SAFETY INFORMATION - modl.t 2.93 Read all safety messages throughout Obey safety messages all Learn the to avoid this manual. injury. and CAUTION. meaning of WARNING 2 1 \~ 2 WARNING means possible death or serious injury can happen. a CAUTION 3 _______ L~ ELECTRIC SHOCK can kill. Disconnect installing or input power servicing. _______ MOVING PARTS +1 Do not touch live electrical parts. injure. I CAUTION Keep all panels and covers closed I means possible minor injury or equipment damage can happen. when operating. I 3 Statement Of Hazard And Result 4 Safety 5 Hazard Keep beforejj_ Safety Alert Symbol Signal Word 1 2 \ ~ away trom can moving parts. / 5 a WARNING Symbol (If Available) Safety Banner 6 READ SAFETY BLOCKS at start of SectIon 3-1 before proceeding. 6 Instructions To Avoid Hazard Read safety blocks for each sym bol shown. NOTE 7 H ~ NOTE Turn Off switch when using high frequency. Special ation Figure 1-1. Safety instructions for best oper not related to safety. Information SECTION 2- SPECIFICATIONS Table 2-1. Welding Torch Specification Model Description Description MT: Miller Torch; L: Flex Lok; 17: 150 Ampere 25: 25 ft (7.6 m) Cable; 1: One-Piece Cable Example: MTL-17-12 Miller Rating; V: Gas Valve 12:12-1/2 ft(3.8 m) Cable; Torch; Flex Lok; 150 Ampere Rating; 12-1/2 ft (3.8 m); One-Piece Cable Ampere Rating DCEN, ACHF Cooling At 100% Duty Cycle Method 150 Air Amperes Using Argon Cooling Tungsten Size Capacity .020 Thru 1/8 in Options See Rear Cover And Accessories Gas (0.5 Thru 3.2 mm) 12-1/2 ft (3.8 m) Cable 25 ft (7.6 Cable m) 12-1/2 ft (3.8 m) Cable With Gas 25 ft (7.6 m) Cable With Gas Valve~ Valve Total Weight Net: 25 Ship: . Torch Body Dimensions And Weight Ib(1.1 kg); (1.4 kg) 3 lb 8 in (203 mm); Handle Diameter: 3/4 in Net: 4.5 Ship: 5.6 oz (160 g) Net: 2.5 Ship: lb(1.1 kg); (1.4 kg) 3 lb Length: 8-3/4 Length: Weight: lb(2 kg); kg) 5 lb (2.3 (19 mm) in Net: 5 Ship: lb(2.3 kg); (2.3 kg) 5 lb (222 mm); Handle Diameter: 7/8 in (23 mm); Weight: 7.5 oz (210 g) OM-1563 Page 1 Duty Cycle 2-1. CAUTIONS a WELDING LONGER THAN RATED DUTY CYCLE Do not weld at rated load longer can damage torch and void warranty. than shown below. wfwarn8.1~ 8/93 100% D uty 0 Cycle At 150 Amperes Using Argo n Gas Definition - 10 Duty Cycle is percentage of 10 minutes that torch rated load without can weld at overheating. Minutes Continuous Figure 2-1. Welding sb1.5~ 8/93 Duty Cycle SECTION 3- INSTALLATION & OPERATION 3-1. Required Torch Parts Required Torch Parts And Torch Assembly Obtain the Section 6): 4 1 following parts (see Tungsten Electrode (See Section 5) 3 2 Cup 3 Collet 4 Standard Collet 5 Reverse Collet Body Reverse collet improves electrical contact of tungsten electrode. 6 Power Cable Adapter Assembling Assembling Torch Parts Torch Body 7 Flex-Lok Head 8 Heat Shield 9 Backcap (Short Backcap Shown) 10 0-Ring 7 10 3 Installing Tungsten OR To adjust tungsten position, backcap. ~- -~ 5 loosen Keep connections tight. Replace heat shield, backcap, and cup, 0-rings f cracked. Installing Tungsten Loosen Tighten -~ ST-800 486 Figure OM-1563 Page 2 3-1. Required Torch Parts And Torch Assembly 3-2. Adjusting Flex-Lok Head CAUTION TOOLS Do not damage torch. hand tools to adjust can use torch flex-bk head. 1 Head 2 Head Adjusting Stem Hold stem and turn head one lull turn. Turn head and stem to desired angle. ~1~ Hold stem and turn head until Figure 3-2. tight. Adjusting Flex-Lok ST-~42 083.A Head OM-1563 Page 3 3-3. Connecting Torch ~ ~ ~ READ SAFETY BLOCKS at beginning of manual before proceeding. 4jj~1 ~ BUILDUP OF SHIELDING GAS 0 Shut off shielding gas supply can when not in harm health or kill. use. warnl.1 9/91 If applicable. install high-frequency Turn Off welding power source, and disconnect input power before in unit, stalling torch. Obtain the Torch With Gas Valve 1 following hose: Gas Hose With 5/8-18 Hand Right- Fittings Connections: 2 Regulator/Flowmeter 3 Gas 4 Welding Power Source 5 Gas Valve 6 Torch Cable 7 Power Cable Cylinder Adapter Connect hose and cable to adapter before connecting adapter to weld output terminal. 8 Work Clamp Connect work clamp to clean, paintfree location on workpiece. as close to weld area as possible. Use wire brush Operating joint to area. Torch Gas Valve: Valve controls gas flow. Preflow aids low and sandpaper or clean metal at weld preflow and post arc starting. Pre postflow prevent from forming (oxidizing). a electrode black surface Open valve just before welding. Turn valve clockwise 1/4 turn to open, and counterclockwise 1/4 turn to close. ________ Torch Without Gas Valve After welding, leave valve open about 10 seconds for every 100 amperes of weld current. Close valve when postflow is finished. 3 Tools Needed: ~ 5/8, 7/8 in 8 sT-BOO 487 Figure OM-1563 Page 4 3-3. Connecting Torch MAINTENANCE & TROUBLESHOOTING SECTION 4 V~ ~. 4.. Turn Off all power before READSAF ETYBLOCKSatbeginning of manual before proceeding. ~ ~ maintaining. ~~Replace Cracked Parts 3-1, 3-3 Torch Torch Cable Gas Hose Figure 1 Troubleshooting Before using electrode troubleshooting table, according to Section 5. check selection and Trouble Lack of high frequency~ difficulty preparation of tungsten Remedy in establishing ~ arc. Check cables and torch for cracks or bad connections. Be sure that torch cables are not close to any grounded metal. Repair or replace necessary parts. Check and Torch gas valve not . 4-1. Maintenance Schedule Table 4-1. N OTE Body working properly -~ welding power source high frequency control. and if necessary. check adjust spark gaps. Have Factory Authorized Service Station/Service Distributor check valve. (if applicable). Wandering arc poor control of direction of Tungsten electrode oxidizing and bright after conclusion of weld. not arc. remaining ~ -..j Reduce gas flow rate. -~ Shield weld Increase zone postflow from drafts. Check and tighten all gas fittings. time. Check gas valve. OM-1563 Page 5 SECTION 5- TUNGSTEN ELECTRODE mod2. I 3/93 NOTE ~ Foradditional information, Arc I Welding (GTAW) Wear clean 5-1. gloves to see your distributor fora handbook on the Gas Tungsten process. prevent contamination of tungsten electrode. Selecting Tungsten Electrode Table 5-1. Tungsten Size Amperage Range. Gas Type, Electrode Diameter DC Argon Electrode Negative/Straight Polarity DC Argon Electrode Positive/Reverse Polarity Polarity - AC Argon Using High Frequency AC Argon Wave Using Balanced High Freq. Pure Tungsten (Green Band) - .010, Up .020 . to 15 5-20 Uptol5 UptolO 5-20 10-20 .040 15-80 10-60 20-30 1/16 70-150 10-20 50-100 30-80 3/32 125-225 15-30 100-160 60-130 1/8 225-360 25-40 150-210 100-180 5/32 360450 4055 200275 160:240 3/16 450-720 55-80 250-350 190-300 80-125 325-450 250-400 . 1/4 2% Thorium 720-950 Alloyed Tungsten (Red Band) 010 Up to . 25 .020 15-40 .040 25-85 1/16 50-160 . . Up to 20 15-35 Up to 15 5-20 * 20-80 20-60 10-20 50-150 60-120 3/32 135-235 15-30 130-250 100-180 1/8 250-400 25-40 225-360 160-250 5/32 400-500 40-55 300-450 200-320 3/16 500-750 55-80 400-500 290-390 1/4 750-1000 80-125 600-800 340-525 Upto2O Uptol5 Zirconium Alloyed Tungsten (Brown Band) .010 .020 15-35 5-20 .040 20-80 20-60 1/16 50-150 60-120 3/32 130-250 100-180 1/8 225-360 160-250 5/32 300-450 200-320 400-550 290-390 600-800 340-525 3/16 . 1/4 Typical argon shielding gas flow rates are 15 to 35 cfh (cubic feet per hour), Not Recommended. The figures listed manufacturers. OM-1563 Page 6 are intended as a guide and are a composite of recommendations from American Welding Society (AWS) and electrode S-0009 5-2. Preparing Tungsten P 1 Tungsten 2 Balled End Electrode Ball end of tungsten before welding by applying either an ac amperage slightly higher than what is recom mended for a given electrode diam eter (see Table 5.1), or a dc elec trode positive amperage. 1iI~IIE 1-1/2 Times Electrode Diameter 2 Ref. S-0161 Figure a 5-1. Preparing Tungsten For AC Or DC Electrode Positive (DCEP) Welding CAUTION FLYING SPARKS AND HOT METAL can cause injury and start fires. Shape tungsten electrode only on grinder with proper guards in a sate location wearing proper face. Keep flammables hand, arid body protection. away. wam2.1 9/91 1 Tungsten 2 Tapered 2 Electrode End Grind end of tungsten on fine grit, hard abrasive wheel before weld. ing. Do notuse wheel for other jobs or H tungsten can become contami causing lower weld quaIity~ nated 2-1/2 Times Electrode Diameter Ret S0161 1 1 Stable Arc 2 FIat Diameter of this flat determines amperage capacity. 3 Grinding 4 Straight Ground Wheel V 4 Ideal Tungsten P reparation Stable Arc Ref. S0162 1 2 Arc Wander 2 Point 3 Grinding 4 Radial Ground Wheel 3 4 Wrong Tungsten Preparation Figure 5-2. Preparing Tungsten Wandering Arc For DC Electrode Ref. S-0162 Negative (DCEN) Welding OM-1563 Page 7 SECTION 6- PARTS LIST Fig 6-2 11 4 16 17 Fig Fig 18 6-2 6-22 6 20 Figure Model No. Stock Item No. No. 1 2 3 118 526 . 5 . . . 116256. . . . .119 914 -. -. .119 915 -. . 5 - 5 . 6 . .. . .116260.... 7 FL3L 3GHS . . . 9 . 9 . .. ... 3GHSLD .. 116203... 01-0009 116259.. . - 300R . - 300S 116 258.... 300M .116 257.... 300L . 12. 13. 14 - 15. . . .. . . . -. ... ... .. 116219... 01-0012 11 . . 116 218... 01-0007 18. .118510 19. .116276 20 21 . .. . -. . 22. . . .. . . - 120721 120720 . - 8 1 1 1 1 (consisting of) 0-RING 0-RING VALVED HANDLE, models w/valve (consisting of) SCREW, non-conductive HANDLE ADAPTER, models w/valve (consisting of) 0-RING FLEX LOC TORCH BODY, (consisting of) 0-RING HANDLE 1 .. 1 .. 2 1 1 1 1 .. -. 2 - . POWER CABLE ADAPTER HI-FLEX POWER CABLE, 12-1/2ft (consisting of) HI-FLEX POWER CABLE, 25ft (consisting of) RH NUT RING NUT OPTIONAL Page 1 1 BE SURE TO PROVIDE MODEL AND STYLE NUMBER WHEN ORDERING REPLACEMENT PARTS. OM-1563 1 .. 1 5PCA... 1512PCHF 116272.. 1525PCHF 116 271 1 . . 116 207 13. ..116217... 01-0002 20 .. 116216.... FLHV .. .. .. 1 1 COLLET, (see Fig 6-2) BACKCAP, short (consisting of) BACKCAP, medium (consisting of) BACKCAP, long (consisting of) FLEX LOC TORCH BODY, w/valve 116220... 01-0013 17. ..116217... 01-0002 16 Complete Torch Assembly 0-RING 116 208 .116217... 01-0002 - Quantity HEAT SHIELD, small dia gas lens HEAT SHIELD, large dia gas lens HEAD ADJUSTMENT STEM, (consisting of) 0-RING 10. .116260.... 300R 11 6-1. 867 Assembly HEAT SHIELD, std 8 9 Torch TUNGSTEN, electrode (consult your welding supply distributor) CUP, (see Fig 6-2) COLLET BODY, (see Fig 6-2) 3 SERIES HEAD, (consisting of) 300HS .. Complete Description Figure 4 6-1. SB120 1 1 1 1 1 2 2 S-0768 USAGE Revrse Col ei 7C-X Short Col el 4C-X RECOMND INDCATE AREAS SHADE Standr Col et 3C-X SELCTOR PARTS Revrse Col et 7C-X ENDS FRONT Ler yth CONSUMABLE STANDR Body 1 6259 LenyIh 30 HS Shrekt No 1 9 14 3GHS SIseki No LENGTH Standi Col et 3CBX Use Heal Stock Standr Gas 3GL-X Use Heat Stock 0 adpter. cable torch). power a complet require to d also required cable Cup Gas compsite and Rex Body high Cot et with (Note: Torches Lens Parts ~3GL-X Consumable 1 9 15 Diar elr Lens Shield No LargeGas Use Neat Stock 6-2. Figure Table 6-1. Cross Reference To Competitive Model COMPETITIVE STOCK NO. NO. MODEL NO. 116367 3020 116368 3C40 3C418 7C20 116371 116 379 . . . 10N22 10N23 10N24 3C332 116 370 10N25 . N/A 116 380 7C40 N/A 116381 70116 N/A 119 934 3AG6 54N16 119935 54N15 119 936 3AG7 3AG8 119937 3AG11 54N19 119 902 3GLL332 45V64 119 903 3GLL418 995795 3AG8LD 57N74 53N88 116382 7C332 N/A 116383 7C418 N/A 119913 3AG1OLD 3AG12LD 116 373 4020 116 374 4C40 3CB20 10N29 54N14 119911 119912 116 361 COMPETITIVE NO. MODEL NO. 10N21 . 3C116 116369 STOCK NO. 116 362 3CB40 10N30 116363 3CB116 10N31 116375 40116 116376 4C332 53N87 N/A . . . . . . . . 10N23S 10N24S .. . 10N25S .. .. 116364 3CB332 10N32 116365 3CB418 3C3 10N28 116377 N/A 116 379 4C418 7C20 116 380 7C40 116381 7C116 . . 116 347 304 116 348 1 05Z43 10N22S . . . .. 116349 3C5 105Z42 116 350 306 1 05Z44 116 382 70332 . . 7C418 . . .. . . .. . . . . N/A N/A N/A N/A 105Z45 116 352 307 308 116383 08N78 116 355 4CB20 116353 3C10 08N79 116356 4CB40 17CB20 116354 3C12 08N80 116357 4CB116 17CB20 116343 3C4L 12N03 116358 4CB332 17CB20 116344 3C5L 105Z60 116359 4CB41 8 17CB20 116345 3C6L 12N02 116337 204 13N14 116346 3C7L 105Z61 116338 205 13N15 116330 3A4 10N50 116339 2C6 13N16 116331 3A5 10N49 116340 207 13N17 116332 3A6 10N48 116341 2C8 1 3N 18 3A7 10N47 116342 2010 13N19 3A8 10N46 116326 2C3L 796F70 10N45 116327 2C4L 796F71 2C5L 796F72 116351 116333 116334 - . 116335 3A10 N/A N/A 116336 3A12 10N44 116328 119926 3GL20 45V29 116329 2C6L 796F73 119927 3GL40 45V24 116310 2A4 13N08 119928 3GL116 45V25 116311 2A5 13N09 119929 3GL332 45V26 116312 2A6 13N10 119930 3GL418 45V27 116313 2A7 13N11 119917 3CG4 54N35 116314 2A8 1 3N 12 119918 3CG5 3CG6 54N34 116315 2A10 1 3N 13 119 919 54N33 119 905 4GL20 N/A 119 920 3CG7 54N32 119 906 4GL40 N/A 119 921 3CG8 54N31 119 907 4GL116 N/A 119 922 3CG11 54N35 119 908 4GL332 N/A 119923 3CG12 N/A 119909 4GL418 N/A 119924 30G14 N/A 119893 2AG4 53N58 119925 3CG16 N/A 119894 2AG5 53N59 119 932 3AG4 54N18 119 895 2AG6 53N60 119933 3AG5 54N17 119896 2AG7 53N61 OM-1563 Page 10 . OPTIONS AND ACCESSORIES For TOTAL TIG one system, select each of the following items: FUSE BLOCK ASSEMBLY For use GAS REGULATORS with watercooled With 580 CGA inlet connector torches. Five fuse links included Welding power source Up TIG torch to 260 Amps 260 to 550 TIG kit (see hG kits listed below) Coolant system (it using water cooled torch) Remote control Note: The other items necessary to weld are power source primary cable. shielding gas, and filler metal. (#116 163) (#116164) Amps Protects torch from overheating and damage if water is not circulating or if torch is run considerably higher than its capacity. of 5 (#127 661) regulator/flowmeter has outlet pressure preset at 25 PSIG; the maximum inlet is 3000 PSIG and SCFH gas has 540 AF1 delivery. 50 (#127 662) This flowgauge regulator has adjustable gas delivery of 825 rated Note: Additional fuse links available in packages HRF2425 This SCFH with argon gas. (#116 559). TIG ACCESSORY KITS (TAK) CABLE EXTENSION BOX KIT FOR MT17 and MTL17 For TORCHES SERIES AIRCOOLED ft. (3.8 m) length (#129 590) 25 ft. (7.6 m) length (#129 589) 121/2 kit (TH K-2) Consumable accessory kit one backcap and (TAK1) (.040, 1/16, and 3/32 in.) of collets, collet bodies, cups, and 2% thoriated tungsten Regulator/flowmeter (HRF2425) Ground cable with clamp. 121/2 ft. (3.8 m) or 25 ft. (7.6 m) to match TIG torch length Note: Power cable lengths (Nonfused) Allows hose and cable assembly to body, alumina cup, and 2% thoriated tungsten pieces. TAK1 TIG TORCH CABLE COVERS Reinforced plastic cable be extended from the power source. Available with or without made of tear and flame resistant fuse protection. All components material. A are protected by nonconductive a strong, and 25 ft. Note: Hose and cables from power source to CEB box are not supplied. Use large diameter heavy welding performance. extension hoses and cable for RMCH14 optimum and RLCH14 CONTACTOR SWITCHES a builtin switch for remote contactor control of POWER CABLE ADAPTERS Miller solidstate (Required on torches with one-piece. high-flex cable assembly and all sources. covers large and small cover is length to fit 121/2 ft. (3.8 and 7.6 m) torches. available in enclosure. Torch handle with CC12S (#126 150) (3.8 m) torches. Fits Miller TIG Torch models 80 Amps through 250 Amps. For 121/2 ft. (#126 151) For 25 ft. (7.6 m) torches. Fits Miller TIG Torch models 80 Amps through 250 Amps. REMOTE CONTROLS AMTV REMOTE CONTACTOR TIG power Includes 25 ft. (7.6 m) control cord with 14pin plug. AND CURRENT CONTROL (#152 608) Linear motion control fastens to torches.) RMCH14S Adapter 105Z57 Stock No. (#116 276) (Momentary) hG torch handle (Locking) straps. The AMTV is a practical alternative to a foot control. (#129 336) RLCH14S (#129 335) Includes 28 ft. with INTERNATIONAL TIG TORCH CONNECTOR KIT TIG HOSE HOOK-UP KITS (THK) Amp Torch 150 Amp Torch 200 Amp Torch 250/350 Amp Torch (#135 (#135 (#135 (#135 492) 493) 494) 495) (Watercooled) (#128 065) THK2 (Aircooled) (#128 066) Provides the necessary hoses and hardware to connect either air or torches TIG watercooled torches into power sources Internationalstyle connectors. with source a power and, if applicable, water coolant system. control cord 14pin plug. RCC REMOTE CONTACTOR (14pin plug) (#151 086) RCC5 (5pin plug) onepiece torches to (8.5 m) two Velcro RCC14 For direct connection of watercooled using AND CURRENT CONTROL THK1 80 or (#129 585) 0.40, 1/16, and 3/32 in. for MT17 CC25S adapter 105Z57 (#116 276) must be ordered for torches with onepiece composite cable. water-cooled backcap and three following: collet, collet one each of the (#120 797) CEB 260FA (#116 161) (Fused up to 260 Amps) CEB 550FA (#116 162) (260 to 550 Amps) Hose & hardware hookup sizes Kits include with watercooled torches CEB Kit includes: three use (#157 365) motion fingertip control using two Velcro straps. Includes 28 ft. (8.5 m) control cord. Rotary fastens to TIG torch 1192 Miller. January Form: 1994 Effective With Style OM-1563B No. KB-B OWNERS MANUAL 1 ~=l~ ''~7 ~1fJ~ ~r' ~ MTL-1 7 Torches Air-Cooled Torches For GTAW Rated At 150 Amperes .020 Thru 1/8 in 100% Welding Duty Cycle Using Argon Shielding Gas (05 Thru 3.2 mm) Tungsten Size Capacity Includes 12-1/2 Or 25 ft (3.8 or 7.6 m) Cable Remote Contactor And Current Control Available Tungsten Electrode And Some Torch U ~/J> ~ ~ ~ 7/93 - safety blocks Have only trained and qualified persons carefully. install, operate, ~ cover Read and follow these instructions and all ST 120 869 or Parts Needed j~ service this unit. Call your thstributor if you do not understand the directions. ' ?~i1~ 1993 MILLER Electric MIg. c~. I Give this manual to the operator. U For help, call your distributor or: MILLER Electric Appleton, WI 54912 P.O. Box 1079, 414-734-9821 Mfg. Co., PRINTED IN USA u-f :1~. TRUE BLUETM LIMITED WARRANTY MILLERS Effective (Equipment with a This umited warranty supersedes alt previous MtLLER LIMITED WARRANTr Co Mtg Subtect to the terms and conditions betow Wisconsin, warrants to its Appleton warranties and is erctusiue witn newer) or other guarantees to MILLER Electric retail purchaser that original January 1. 1992 preface of KC serial number warranties esoressed or implied or Remote Controls new Accessory Kits MILLER eqiroment sold atter the effective date of this limited warranty is free of de wcrkmairnhio at the tine it is shipped be MILLER THIS WAR errs in matnv~rl id Replacement Pans IS EXPRESSLY IN LIEU OF ALL OTHER WARRANTIES EXPRESS OR iMPlIED INCLUDING THE WARRANTIES OF MERCHANTAbILITY AND FIT. PANTy MILLER S Tue B1ue Limited Warranty snaIl not apply to NESS by MILLER Items turnrshed Lrciteie the warranty oennds listed hetow ranted parts comoorrents that fail due to such defects or httIlER must be notified weice MILLER will writing ie yr material or on trade war or Consumable components, suck 2 and relays MILLER untIl honor warranty claims dl Such start on the date one warranted equipment listed below on t,rilurrr within the warranty time .1 nat ne equipment was delivered to the in original retail purchaser. arid necessary .irts maintenance A Power Sources Piti1ier Senrm.Autornasc and Automatic Wire Feeders writing by I.tILLER or eouipmeni whion has not had reasonable or equipment which has been used for operation LISERS AND OERSONS TRAINED ND cc ill in appropriate oases, ment at an authorized Robots .rrts i,Vnid.nn Generators v.__ .,-,,~ NOTE ~ IN MILLER 13) the reasonable service station cost of repair dl payment slot credit or or or replace tEe pur goods at customers risk and espense MILLER S option 5i reoair or replacement will be ~O P Pactory at Appleton uaisopesin or ED B at a MILLER authorized ser and Laos Di.~ir 5 ERIENCED lens reasonable deoreciatron based upon actual uoel upon returns1 the chase Orion vice iiciu~rtnlv ,v.i,intvtt flu ru eiroiiie ,tciutu .iuiic,5~. is ThE TCi E- O~ MILLER onlnrrniied costs -onsoortatisn olnu- ENT PEPMITTED Pt Therefore no zsmpensar,on 5r reinrsvrse wit on allowed no LAW THE PE-tED1ES 000ViDE: APE TFW SOLE AND EXCLUSiVE AErrEDIES .EAEIN iN NO EVENT SHALL MILLER BE LIABLE FOR DIRECT INDIRECT SPECIAL. INCIDENTAL CR CONSEDUENTIAL INClUDING LOSS OF PROFITi WHETHER BASED ON CON DAMAGES Dr-on Guns TRACT PANT riders TORT OP ANY OTHEO LEGAL THEORY 0500000 uJAPOANT/ AN Scot contactors of a waranty claim covered by this warranty the exclusive nmeoies t.tILLER S oction Ill repair or 21 replacement, or where authorized in snaii F-u,. cutting nozzles. In inn erect Pi,ruir~,i Arc Cuitiirq Power Sources 2 r.-rrs contact tips as THE iieE AND MAINTENANCE OF VJELD1NO ECUIPMENT Lacer hut ranv,oivr 3 it uPE INTENDEDEOR PURCHuSE ANDUSE BY COMME r3lLLEo OODUCTS 3 i,ir or warranty .1 Vi..iic Labor CiVL tLDUSTRIAL -, such as engines specifications for the equipment outside of the 5 -er others pans that fail due to normal wear or dused upon industry stanoards or after the equipment is sent to the distributor year by the manufacturers Equipment that san been modified by any party other than MtLLER or equip ment that has seen imoroperlu installed improperly operated or misused 3 the All warranty time peridds periods by are covereo failure at the warranty claim procedures to be i0 lIars no event but manufactured These items accessories any workmanship thirty 130) days of such defect within MILLER wIl provide resfructions ne replace any -epttir tr BREuCH 0,00 fllEOPr i~iHICH NOT OOVIDED HEREIN AND ANY iMPLIED,jAR. QR APA0ESEtITATION 43 TO OE500Ri$ANCE OrUVAAN RE3EEtir OF CONTPACT TORT QP ANY AND ANY OTHER LEGAL RUT POP THIS PROVISION MIGHT ARISE BY IMPLICATION. CuSTOM OF TRADE OR COURSE OF DEALING, IN OPERATION OF LAW CLUDING ANY tMPLIED WARRANTY OF MERCHANTABILITY OR FtTNESS FOR PARTICULAR PURPOSE, WITH RESPECT TO ANY AND ALL EDUIPMENT FURNISHED BY MtLLER IS EXCLUDED AND DISCLAIMED BY MILLER Load Banks SOX Transforrrers Rvnrrirrc Oear.Tiiiters Pure Oitns Some stares ~ Field cotisos NOTE warrants perod sure S E Months B 90 year are coueeo under of the product thny are True hive installed in or or Isv remaininq or a minimum lasts n the U S A our sot allow limilativirs of hpw the exclusion of incidental, indirect, special the tissue limitation or esolusrsn may not whichever is greater I citic leqal rights, and other rights apply to or you long an implied warranty consequential damages. so This warranty provides spe may be available, but may vary from state to state Batteries Canada. legislation In Days or of in some prournoen provides for oentamn additional warranties remedies steer than as stated herein, and to the eutent that they may not be the limitations and esclusmons set out above may sot apply This Limited and other rights may be available. Put may Warrairty piouides uoeoifio legal rights or Pans and Labor waived MID Guns TlO Torches Riasma Cutrorc Torches vay rum province to province 4> .1 t RECEIVING-HANDLING unpacking equipment, check carton for any damage that may have occurred during shipment. File any claims for loss or damage delivering carrier. Assistance for filing or settling clatms may be obtained from distributor and/or equipment manufacturers Transportation Department. Before with the When requestIng information about this equipment, always provide Model Designation and Serial Use the OT following spaces to record Model Designation and Serial or Style or Style Number. Number ol your unit The information is located on the rating label nameplate Model __________ Serial or Style No. Date of Purchase miller 9193 SAFETY PRECAUTIONS FOR GTAW TORCHES I WARNING~.~ a GTAW WELDING can be hazardous. PROTECT YOURSELF AND OTHERS FROM POSSIBLE SERIOUS INJURY OR DEATH. KEEP CHILDREN AWAY. PACEMAKER WEARERS KEEP AWAY UNTIL CONSULTING YOUR DOCTOR. In welding, as in most jobs, exposure to certain hazards occurs. Welding is safe when precautions are taken. The safety information given below is only a summary of the more complete safety information found in the welding power source Owners Manual. Read and follow all safety precautions. HAVE ALL INSTALLATION, OPERATION, MAINTENANCE, AND REPAIR WORK PERFORMED ONLY BY QUALIFIED PEOPLE. _____ ELECTRIC SHOCK 1. can WELDING kill. dry insulating gloves. Insulate yourself from work and ground. Do not touch live electrode Always Repair ________ Do not weld near 2. Do not weld on 3. Watch for fire; 1. wear replace or worn, or electrical parts. damaged, or fire can cause explosion. or flammable material. closed containers. keep extinguisher nearby. cracked torch or cable insulation. HOT SURFACES A burn skin. can Turn off welding power source before changing tungsten electrode or torch parts. Keep all covers and handle securely in place. ARC RAYS Wear can welding 1. Allow torch to cool before 2. Do not touch hot metal. 3. Protect hot metal from contact by helmet with correct shade of filter. NOISE can damage hearing; SOME APPLICATIONS, SUCH AS PULSING, are body protection. Cover exposed skin. noisy. FUMES AND GASES can be hazardous 1. Check for noise level limits specified by OSHA. 2. Use to your health. your head out of the fumes. Ventilate area, or use Read Material manufacturers others: burn eyes and skin. Wear correct eye and Keep touching. breathing Safety Data Sheets (MSDSs) approved level is device. plugs or ear those muffs if noise high. Warn others nearby about 3. and ear exceeding noise hazard. instructions for material used. EMF INFORMATION NOTE ~ I Considerations About We Iding And The Effects Of Low Magnetic Fields Frequency Electric And . The To reduce of the U.S. following is a quotation from the General Conclusions Section Congress, Office of Technology Assessment, Biological Effects of Power Frequency Electric & Magnetic Fields Background Paper, OTA-BP-E-53 (Washington, DC: U.S. Government Printing Office, May 1989):. there is now a very large volume of scientific findings based on experiments at the cellular level and from studies with animals and people which clearly establish that low frequency magnetic fields can interact with, and produce changes in, biological systems. While most of this work is of very high quality, the results are complex. Current scientific understanding does not yet allow us to interpret the evidence in a single coherent framework. Even more frustrating, it does not yet allow us to~draw definite conclusions about questions of possible risk or to offer clear science-based advice on strategies to minimize or avoid potential risks. procedures: . 1. Keep magnetic fields cables close cables to 2. Arrange 3. Do not coil 4. Keep welding in the workplace, together by twisting one or use taping the following them. side and away from the operator. . or drape cables around the power source clamp to body. and cables as far away as practical. 5. Connect work workpiece as close to the weld as possible. About Pacemakers: The above procedures are among those also normally recommended for pacemaker wearers. Consult your doctor for complete information. modlO 1 4/93 sr6 7/93 TABLE OF CONTENTS SECTION 1 SAFETY INFORMATION SECTION 2 SPECIFICATIONS 2-1. 1 2 DutyCycle SECTION 3-INSTALLATION & OPERATION 3-1. 3-2. 3-3. Required Torch Parts And Torch Assembly Adjusting Flex-Lok Head Connecting Torch SECTION 4- MAINTENANCE & TROUBLESHOOTING SECTION 5 5-1. 5-2. 2 3 4 5 TUNGSTEN ELECTRODE 6 Selecting Tungsten Electrode Preparing Tungsten 7 SECTION 6- PARTS LIST Figure Figure 6-1. Complete Torch 8 Assembly 9 6-2. Consumable Parts Table 6-1. Cross Reference to Competitive Model 10 OM-!5638 Tf94 SECTION 1 SAFETY INFORMATION - modi.l a93 Read all safety messages throughout Obey safety messages all to avoid meaning of WARNING Learn the this manual. injury. and CAUTION. 2 \ 1 L~~\~ Safety Alert Symbol Signal Word 1 2 2 1 ~LE~+RIC SHOCK can kiIl.~ S Installing or Input power servicing. ~ beforejj Keep away S Keep all serious or MOVING PARTS Do not touch live electrical parts Disconnect WARNING a CAUTION from can panels CAUTION injure. I I moving parts. means injury injury or happen. and covers closed when operating. happen. possible minor equipment damage can means 3 Statement Of Hazard And Result 4 Safety / 5 possible death can Instructions To Avoid Hazard Hazard Symbol (If Available) Safety Banner 5 a 6 READ SAFETY BLOCKS at start of Section 3-1 before proceeding. WARNING 6 Read safety blocks for each sym bol shown. NOTE 7 H ~ NOTE Turn Off switch when using high frequency. Special instructions for best oper ation Figure 1-1. Safety not related to safety. Information SECTION 2- SPECIFICATIONS Table 2-1. Welding Torch Specification Model Description MT: Miller Torch; L; Flex Lok; 17: 150 Ampere Rating; V: Gas Valve 12: 12-1/2 ft(3.8 m)Cable; 25: 25 ft (7.6 m) Cable; 1: One-Piece Cable Example: MTL-17-12 Miller Torch; Flex Lok; 150 Ampere Rating; 12-1/2 ft (3.8 m): One-Piece Cable Description Ampere Rating At 100% Duty Cycle OCEN, ACHF 150 Cooling Air Method Amperes Using Argon Gas Cooling Tungsten Size Capacity .020 Thru 1/8 in Options See Rear Cover And Accessories 12-1/2 ft (0.5 Thru 3.2 mm) (3.8 m) 25 ft Cable Total Torch Weight Body Dimensions And Weight Net: 2.5 lb Net: 4.5 lb Ship: Ship: 3 lb (1.1 kg), (1.4 kg) 8 in (203 mm); Handle Diameter: 3/4 in 5 lb Length: Weight: 5.6 oz (7.6 m) Cable (160 g) (2kg); (2.3 kg) 12-1/2 ft (3.8 m) Cable With Gas Valve (1.1 kg); (1.4 kg) (7.6 m) Cable With Gas Valve 25 ft Net: 2.5 lb Net: 5 lb Ship: Ship: 3 lb 8-3/4 in (222 mm); Handle Diameter: 7/8 in (23 (2.3 kg); (2.3 kg) 5 lb Length: (19 mm) Weight: 7.5 oz mm); (210 g) OM-1563 Page 1 2-1. Duty Cycle CAUTION ;~ WELDING LONGER THAN RATED DUTY CYCLE Do not weld at rated load longer can damage torch and void warranty. than shown below. wiwarne.r 8/93 100% Duty Cycle At 150 Amperes Using Argon Gas Definition 10 Duty Cycle percentageof is minutes that torch rated load without can 10 weld at overheating. Continuous Figure 2-1. Welding sb1 5 8/93 Duty Cycle SECTION 3- INSTALLATION & OPERATION 3-1. Required Required Torch Parts And Torch Assembly Obtain the Torch Parts following parts (see Section 6): 3 1 Tungsten Electrode (See Section 5) 2 Cup 3 Collet 4 Standard Collet 5 Reverse Collet Body Reverse collet improves electrical contact of tungsten electr.ode. Power Cable 6 Assembling Assembling Torch Parts Adapter Torch Body 7 Flex-Lok Head 8 Heat Shield 9 Backcap (Short Backcap Shown) 10 0-Ring 7 10 3 Installing Tungsten < OR ~ To adjust tungsten position, backcap. Keep cup, connections heat 0-rings shield, loosen tight. Replace backcap, and if cracked. Installing Tungsten Loosen Tighten -~ ST800 Figure OM-1563 Page 2 3-1. Required Torch Parts And Torch Assembly 486 3-2. Adjusting Flex-Lok Head a TOOLS Do not can use CAUTION_____ damage torch. hand tools to adjust torch flex-bk head. Hold stem and turn head one 1 Head 2 Head Adjusting Stem full turn. I Turn head and stem to desired angle. I Hold stem and turn head until Figure 3-2. Adjusting tight. ST.142 083A Flex-Lok Head OM-1563 Page 3 3-3. Connecting Torch l.~\ 4//~~~ BUILDUP OF SHIELDING GAS S Shut off shielding gas supply can when not in harm health READ SAFETY BLOCKS at or beginning kill. use. warnll 9/91 1~ If applicable, install high-frequency Turn Off welding power source, and disconnect input power before in unit. stalling torch. Obtain the Torch With Gas Valve 1 following hose: Gas Hose With 5/8-18 Hand Fittings Right- Connections: 2 Regulator/Flowmeter 3 Gas 4 Welding 5 Gas Valve 6 Torch Cable 7 Power Cable Cylinder Power Source Adapter Connect hose and cable to adapter before connecting adapter to weld output terminal. 8 Work Clamp Connect work clamp to clean, paintfree location on workpiece. as close to weld area as possible. Use wire brush or clean metal at weld Operating to Torch Gas Valve: Valve controls gas flow. Preftow aids flow and sandpaper loint area. pref low and postarc starting. Pre posttlow prevent from forming (oxidizing). a electrode black surface Open valve iust before welding. Turn valve clockwise 1/4 turn to open, and counterclockwise 1/4 turn to close. 8 After welding, about Torch Without Gas Valve 10 leave valve open seconds for every 100 of weld current. Close amperes valve when postf low is finished. 3 Tools Needed: ~ 5/8, 7/8 in ST-BOO 487 Figure OM-1563 Page 4 3-3. Connecting Torch MAINTENANCE & TROUBLESHOOTING SECTION 4 k~-~ ~ ~.: Turn Off all power before READ SAF ETY BLOCKS at beginning of manual before proceeding. maintaining. Torch Cable Figure 4-1. Maintenance Schedule Table 4-1. NOTE Troubleshooting Before using troubleshooting fable, check select ion and electrode according to Section 5. ~_. Trouble Lack of high frequency~ difficulty of tungsten Remedy in establishin~ - Check cables and torch for cracks are not arc. CloSe to any grounded or bad connections. Be metal. Repair Check and Torch gas valve not preparation working property welding power source high frequency adjust spark gaps. Have or sure that torch cables replace necessary parts. control, and if necessary. check Factory Authorized Service Station/Service Distributor check valve. (if applicable). Wandering arc poor control of direction of Tungsten electrode oxidizing and bright after conctusion of weld. not arc. remaining Reduce gas flow rate. Shield weld Increase zone from drafts. Check and tighten all gas fittings. postftow time. Check gas valve. OM1563 Page 5 TUNGSTEN ELECTRODE SECTION 5 mod2.1 3/93 NOTE ~ Foradditional in formation, Arc Welding (GTAW) Wear clean 5-1. gloves to see yourdistributorfora handbook on the Gas Tungsten process. prevent contamination of tungsten electrode. Selecting Tungsten Electrode Table 5-1. Tungsten Size Amperage Range Electrode Diameter DC Argon Electrode Negative/Straight Polarity - Gas DC Argon Electrode Positive/Reverse Polarity Type. - Polarity AC Argon Using High Frequency AC Argon Wave Using Balanced High Freq. Pure Tungsten (Green Band) .010 UptolS .020 5-20 . Uptol5 UptolO 5-20 10-20 10-60 20-30 .040 15-80 1/16 70-150 10-20 50-100 30-80 3/32 125-225 15-30 100-160 60-130 . 1/8 225-360 25-40 150-210 100-180 5/32 360-450 40-55 200-275 160-240 3/16 450-720 55-80 250-350 190-300 1/4 720-950 80-125 325-450 250-400 2% Thorium Alloyed Tungsten (Red Band) . .010 Upto2S Upto2O Uptol5 .020 15-40 15-35 5-20 .040 25-85 * 1/16 50-160 10-20 20-80 20-60 50-150 60-120 3/32 135-235 15-30 130-250 100-180 1/8 250-400 25-40 225-360 160-250 5/32 400-500 40-55 300-450 200-320 3/16 500-750 55-80 400-500 290-390 1/4 750-1000 80-125 600-800 340-525 . Upto2O Uptol5 Zirconium Alloyed Tungsten (Brown Band) .010 .020 15-35 5-20 .040 20-80 20-60 1/16 50-150 60-120 3/32 130-250 100-180 225-360 160-250 300-450 200-320 400-550 290-390 600-800 340-525 1/8 . 5/32 . 3/16 1/4 Typical argon shielding gas flow rates are 15 to 35 cfh (cubic feet per hour). Not Recommended. The figures listed manufacturers, OM-1563 Page 6 are intended as a guide and are a composite of recommendations from American Welding Society (AWS) and electrode S -0009 5-2. Preparing Tungsten Tungsten 2 Balled End Ball end of tungsten before welding by applying either an ac amperage slightly higher than what is recom 1-1/2 Times Ele ctrode Diameter ____________________ Electrode 1 mendedforagivenelectrodediam eter (see Table 5-1), or a positive amperage. dc elec trode 2 Ret. S-0161 Figure 5-1. Preparing Tungsten For AC Or DC Electrode Positive (DCEP) Welding CAUTION a FLYING SPARKS AND HOT METAL Shape tungsten Keep electrode only on grinder with and start fires. can cause injury properguards in a safe location wearing proper face, hand, and body protection. flammables away. w~rn2.I 9/91 1 Tungsten 2 Tapered 2 \ / Electrode End Grind end of tungsten on fine grit, hard abrasive wheel before weld ing. Do not use wheel for other jobs or tungsten nated become contami lower weld quality. can causing 2-1/2 Times Electrode Diameter Ret. S0161 1 1 Stable Arc 2 Flat Diameter of this flat determines 4~ amperage capacity. ~ SI Ideal 3 Grinding Wheel 4 Straight Ground Stable Arc Tungsten Preparation 2 Ret. S-0162 1 Arc Wander 2 Point 3 Grinding 4 Radial Ground Wheel 3 4 Wrong Tungsten Preparation Figure 5-2. Wandering Preparing Tungsten Arc For DC Electrode Ret. S.0162 Negative (DCEN) Welding OM-1563 Page 7 SECTION 6- PARTS LIST Fig 6-2 4 16 J27 3. Fig6-2 18 / F-i 6 20 Figure Stock Item No. Model No. No. 1 2 3 . 5 5 5 6 7 . . . . 118 526 . 116 256. . .119 914. . .119 915 . 116203. . .. . .116260. . . . FL3L . 3GHS ... . . . . . 300HS . ... 3GHSLD .. 01-0009 .. .. . .. 116 259. . 116 258. ... . 300S . ... . 9 9 . . 10. 11 . ... 300L .116260. ... 300R .116 257 . . . 12. . . 13. ..116217. . 15 16 . . .. 116 216 116 218 .. 116 220 .. 17. . .. ... .01-0012 .01-0002 ... . .. 01-0007 .. 01-0013 .. 01-0002 . . .. . .. . . 116 207 13. .116217. .01-0002 .. 18. .118510 19. 20. 20 21 . . 22. .116 276. .. .. 116 271 . . .. 116272. . 1 5PCA... 1512PCHF 1525PCHF . . 1 1 1 1 1 1 0-RING FLEX LOC TORCH BODY, w/valve (consisting of) 0-RING 0-RING VALVED HANDLE, models w/valve (consisting of) .. Quantity CompleteTorch Assembly COLLET, (see Fig 6-2) BACKCAP, short (consisting of) BACKCAP, medium (consisting of) BACKCAP, long (consisting of) .. FLHV . .116217. 11 ... 116 208 116219. .. 14. 300M 6-1. 1 1 1 1 1 1 2 1 SCREW, non-conductive HANDLE ADAPTER, models w/valve (consisting of) 1 0-RING FLEX LOC TORCH BODY, 0-RING HANDLE 1 1 .. (consisting of) .. POWER CABLE ADAPTER HI-FLEX POWER CABLE, 12-1/2ft (consisting of) HI-FLEX POWER CABLE, 25tt (consisting of) 1 2 1 1 1 1 120721 RH NUT 2 120720 RINGNUT 2 . . . OPTIONAL BE SURE TO PROVIDE MODEL AND STYLE NUMBER WHEN ORDERING REPLACEMENT PARTS. OM-1563 Page 8 B67 Assembly 0-RING 8 9 Torch TUNGSTEN, electrode (consult your welding supply distributor) CUP, (see Fig 6-2) COLLET BODY, (see Fig 6-2) 3 SERIES HEAD, (consisting of) HEAT SHIELD, std HEAT SHIELD, small dia gas lens HEAT SHIELD, large dia gas lens HEAD ADJUSTMENT STEM, (consisting of) 300R ... Complete Description Figure 4 6-1. SB120 S-0768 USAGE Duty Using When RECOMND Body Contiu s Cotle/ t 25% INDCATE By Reduce RatingShort AREAS SHADE Standr Coliet 3C-X SELCTOR PARTS Rev rse Colte 7C-X Consumable ENDS FRONT Ler yrli CONSUMABLE STANDR Body 30 1-IS Shreld 1 6256 Ler grh 1 9 14 3GHS Shield No Diametr Lens 3GHSLO Sheld 1915 3GLX LENGTH Standr Col et 3CBX Use Heat SiockNo Standr Gas 3GL-X Use Heal Stock LargeGas I adpter. cable torch). power a complet require to also required cable Cup Gas Parts compsite and Rex Body high Colte with (Note: Torches Lens 6-2. NO Use Heat Stock Figure Table 6-1. Cross Reference To STOCK NO. MODEL NO. COMPETITIVE NO. 116367 3020 10N21 116 368 10N22 10N24 116 379 3C40 3C116 3C332 3C418 7C20 116380 7C40 N/A 116381 7C116 N/A 116369 116370 116371 70332 116 382 7C418 116 383 3CB20 116361 10N23 10N25 N/A Competitive STOCK NO. Model MODEL NO. COMPETITIVE NO. 119 934 3AG6 54N16 119935 3AG7 54N15 119936 3AG8 54N14 119937 3AG11 54N19 119 902 3GLL332 45V64 119903 3GLL418 995795 119911 3AG8LD 57N74 119 912 3AG1OLD 53N88 N/A 119 913 3AG12LD 53N87 10N29 116373 4C20 N/A 116 374 4C40 1 0N22S N/A 116 362 3CB40 1 0N30 116363 3CB116 10N31 116375 40116 10N23S 10N32 116 376 4C332 10N24S 10N28 116377 4C418 10N25S N/A 116 379 7020 N/A 1 05Z43 116 380 7040 N/A 105Z42 116381 7C116 N/A 105Z44 116382 70332 N/A 105Z45 116383 70418 N/A 40B20 N/A 3CB332 116 364 3CB418 303 116365 116 347 3C4 116 348 3C5 116349 306 116350 3C7 116351. 116 352 308 08N78 116 355 116353 3010 08N79 116356 4CB40 17CB20 4CB116 17CB20 116354 3012 08N80 116357 116343 3C4L 12N03 116358 406332 17CB20 116344 3C5L 105Z60 116359 4CB418 17CB20 116345 3C6L 12N02 116337 204 13N14 116346 3C7L 105Z61 116338 2C5 13N15 116330 3A4 10N50 116339 2C6 13N16 116331 3A5 10N49 116340 2C7 13N17 116332 3A6 10N48 116341 208 13N18 116333 3A7 10N47 116342 116 334 3A8 10N46 116.326 2010 2C3L 796F70 116335 3A10 10N45 116327 2C4L 796F71 2C5L 796F72 .. 13N19 116336 3A12 10N44 116328 119926 3GL20 45V29 116329~ 2C6L 796F73 45V24 116310 2A4 13N08 2A5 13N09 13N10 3GL40 119927 119928 3GL116 45V25 116311 119929 3GL332 45V26 116312 2A6 119930 3GL418 45V27 116313 2A7 13N11 119917 3CG4 54N35 116314 2A8 13N12 119918 3CG5 54N34 116315 2A10 13N13 119 919 3CG6 54N33 119 905 4GL20 N/A 119 920 3CG7 54N32 119 906 4GL40 N/A 119 921 3CG8 54N31 119 907 4GL116 N/A 119 922 30G11 54N35 119 908 4GL332 N/A 119923 N/A 119909 4GL418 N/A 119 924 3CG12 3CG14 N/A 119 893 2AG4 53N58 119 925 3CG16 N/A 119 894 2AG5 53N59 119 932 3AG4 54N18 119 895 2AG6 53N60 119 933 3AG5 54N17 119 896 2AG7 53N61 OM-1563 Page 10 OPTIONS AND ACCESSORIES For TOTAL TlG~ system, select each of the following items: one FUSE BLOCK ASSEMBLY For use GAS REGULATORS with watercooled With 580 CGA inlet connector torches. Five fuse links included Welding power TIG torch source Up to 260 Amps 260 to 550 TIG kit (see TIC kits listed below) Coolant system (if using water cooled torch) Remote control Note: The other items necessary to weld are power source primary cable. shielding gas, and filler metal. (#116 163) (#116 164) Amps Protects torch from overheating damage if water is not circulating or if torch is run considerably higher than its capacity. and of 5 (#127 661) regulator/flowmeter has outlet pressure preset at 25 PSIG; the maximum inlet is 3000 PSIG and SCFH gas has 540 AF150 rated delivery. (#127 662) This flowgauge regulator has adjustable gas delivery of 825 SCFH with argon gas. Note: Additional fuse links available in packages HRF2425 This (#116 559). hG ACCESSORY KITS and MTL17 KIT FOR MT17 SERIES AIRCOOLED TORCHES 121/2 ft. (3.8 m) length (#129 590) 25 ft. (7.6 m) length (#129 589) (TAK) For use with watercooled torches each of the CEB (Fused up kit hookup (THK-2) backcap and (TAK1) one three (.040, 1/16, and 3/32 in.) of collets, collet bodies, cups, tungsten Regulator/flowmeter (HRF2425) and 2% thoriated Ground cable with clamp, 121/2 ft. (3.8 m) or 25 ft. (7.6 m) lengths Note: Power cable Amps) body, alumina cup, and 2% thoriated tungsten pieces. TAK1 (#129 585) (#116 162) Amps) Allows hose and cable assembly to TIG TORCH CABLE COVERS Reinforced plastic cable material. A are available in protection. All components protected by a strong, nonconductive and 25 ft. enclosure. Note: Hose and cables from power source to CEB box are not supplied. Use extension hoses and cable for optimum length large and small cover is length to fit 121/2 ft. (3.8 and 7.6 m) torches. CC12S (#126 150) (3.8 m) torches. Fits Miller TIG Torch models 80 Amps through 250 Amps. For 121/2 ft. CC25S adapter 105Z57 (#116 276) must be ordered for torches with onepiece composite, cable. RMCH14 and RLCH14 CONTACTOR SWITCHES Torch handle with a builtin switch covers made of tear and flame resistant fuse large diameter heavy welding performance. one backcap and three following: collet, collet 0.40, 1/16, and 3/32 in. for MT17 be extended from the power source. Available with or without Consumable accessory kit to match TIG torch (#116 161) to 260 to 550 Kits include (#120 797) CEB 550FA (260 Hose & hardware (Nonfused) CEB 260FA Kit includes: sizes CABLE EXTENSION BOX (#126 151) For 25 ft. (7.6 m) torches. Fits Miller TIG Torch models 80 Amps through 250 Amps. REMOTE CONTROLS for remote contactor control of POWER CABLE ADAPTERS (Required on torches with one-piece. high-flex cable assembly and all water-cooled torches.) Adapter 105Z57 Stock No. (#116 276) TIG power Includes 25 ft. (7.6 m) control cord with 14pin plug. Miller solidstate AMTV REMOTE CONTACTOR AND CURRENT CONTROL sources. (#152 608) Linear motion control fastens to RMCH14S (Momentary) (#129 336) RLCH14S TIC torch handle (Locking) alternative to (#129 335) with CONNECTOR KIT 80 Amp Torch Amp Torch 200 Amp Torch 250/350 Amp Torch For direct connection of torches or TIG HOSE HOOKUP KITS (THK) watercooled (#135 (#135 (#135 (#135 492) 493) 494) 495) onepiece TIC torches into power sources with Internationalstyle connectors. (Watercooled) (#128 065) THK2 (Aircooled) (#128 066) source a power and, if applicable, water coolant system. two Velcro practical foot control. (8.5 m) 14pin plug. control cord RCC REMOTE CONTACTOR RCC14 Provides the necessary hoses and hardware to connect either air or water-cooled torches to a AND CURRENT CONTROL THK1 150 a Includes 28 ft. - INTER NATIONAL TIG TORCH using straps. The AMTV is (14pin plug) (#151 086) RCC5 (5pin plug) (#157 365) Rotary motion fingertip control fastens to TIG torch using two Velcro straps. Includes 28 ft. (8.5 m) control cord. 1192