1
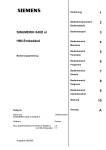
Funktionsbeschreibung 07.00 3.2 Werkzeugwechsel Flächen–, Ketten–, Revolvermagazine 3.2.18 Mehrere Magazine in einem Kanal oder einer TO–Einheit (ab SW 5.1) Die NC–Adresse T kann mit einer Adreßerweiterung programmiert werden. Die Funktion Werkzeugverwaltung interpretiert diese programmierte Adreßerweiterung als Spindelnummer bzw. als Werkzeughalternummer. Die NC–Adresse T ohne programmierte Adreßerweiterung bezieht sich dann auf die Hauptspindel (Masterspindel). $TC_MPP1 [9998, 1]= 2 = Spindelplatz $TC_MPP5 [9998, 1]= 1 = WZ–Halternr. $TC_MPP1 [9998, 2]= 2 = Spindelplatz $TC_MPP5 [9998, 2]= 3 = WZ–Halternr. WZ–Halter 1 WZ–Halter 3 Distanzbeziehung Distanzbeziehung 1 1 2 6 Magazin 1 5 2 6 Magazin 5 3 5 4 3 4 Teileprogramm T1=2 T3=2 T3=3 T1=1 Bild 3-14 ; Magazin bzgl. WZ–Halter 1, Platz 2 ; Magazin bzgl. WZ–Halter 3, Platz 2 T=”Platz” und mehrere Magazine im Kanal Das Bild zeigt wie zu verfahren ist, wenn mit mehr als einem Magazin im Kanal gearbeitet wird (bei der Programmierung T=”Platz” ist das meist ein Revolver). Hinweis Die Werkzeugkorrektur wird nur für den Werkzeughalter errechnet, der zum Programmierzeitpunkt der Masterspindel bzw. dem Master–Toolholder zugeordnet ist. 3-86 Siemens AG 2000 All Rights Reserved SINUMERIK 840D/840Di/810D FB Werkzeugverwaltung – Ausgabe 07.2000