1
F-15-664
December 2001
Italian
Manuale per l’installazione, il funzionamento e la manutenzione
del
PRECISION PLASMARC SYSTEM
con controllo elettronico del flusso
CUTTING SYSTEMS
411 s. Ebenezer Road
Florence, SC USA
29501-0545
L’apparecchiatura descritta in questo manuale è
potenzialmente pericolosa. Usare cautela
nell’installazione, funzionamento e manutenzione di
questa apparecchiatura.
L’acquirente è responsabile soltanto del
corretto funzionamento e uso di tutti i prodotti
acquistati, incluso il rispetto dello standard
OSHA e di altri standard governativi. La ESAB
Cutting Systems non è responsabile per le
lesioni personali o altri danni derivanti dall’uso
di qualunque prodotto fabbricato o venduto
dalla ESAB. Vedere I termini e le condizioni
dello standard ESAB per una descrizione
specifica delle responsabilità e limitazioni
della responsabilità ESAB.
La priorità primaria della ESAB Cutting Systems è la
totale soddisfazione del cliente. Cerchiamo
continuamente di mi
migliorare
gliorare i nostri prodotti, il
servizio e la documentazione. Pertanto, apportiamo
le dovute modifiche e/o cambiamenti nella
progettazione. La ESAB fa tutti gli sforzi necessari
per assicurare l’aggiornamento della propria
documentazione. Non possiamo ga
garantire
rantire che tutte
le parti della documentazione ricevute dai nostri
clienti riflettano le ultime modifiche della
progettazione. Quindi, le informazioni contenute in
questo documento sono soggette a cambiamento
senza preavviso.
Questo manuale è numero di parte ESAB F15664
La nuova data (1 aprile) è attribuita per notificare
l’aggiunta della parte relativa ai cavi n° di parte 2
(1 December) di scorta parti capitolo miglioramento
Questo manuale è per l’utilità e l’uso dell’acquirente
della macchina da taglio. Questo non è un
contratto o altro tipo di obbligazione da parte della
ESAB Cutting Systems.
©
ESAB Cutting Systems, 2001
Stampato negli Stati Uniti
Plasma di precisione EFC
Indice
Pagina
Parte 1 Sicurezza
1.1 Introduzione ................................................................
................................................................................................
.....................................................................
..................................... 1
1.2 Notazioni e simboli di sicurezza ................................................................
........................................................................
........................................ 1
1.3 Informazioni generali sulla sicurezza ................................................................
..................................................................
.................................. 2
1.4 Precauzioni per l’installazione ................................................................
...........................................................................
........................................... 3
1.5 Messa a terra elettrica ................................................................
......................................................................................
...................................................... 4
1.6 Funzionamento di una macchina da tagl
taglio
io a plasma................................
plasma..........................................
.......................................... 4
1.7 Precauzioni per la manutenzione ................................................................
......................................................................
...................................... 9
1.8 Bibliografia sulla sicurezza ................................................................
................................................................................
................................................ 10
Parte 2 Descrizione
2.1 Generalità ................................................................
................................................................................................
........................................................................
........................................ 1
2.2 Finalità ................................................................
................................................................................................
.............................................................................
............................................. 1
2.3 Accessori disponibili ................................................................
.........................................................................................
......................................................... 1-2
2.4 Dati tecnici
2.4.1 Sistema per plasma di precisione ............................................................. 2-3
2.4.2 Gas di plasma .......................................................................................... 4
2.4.3 Gas di accensione.................................................................................... 4
2.4.4 Gas secondario........................................................................................ 4
2.4.5 Torcia PT-24 ........................................................................................... 4
Parte 3 Installazione
3.1 Generalità ................................................................
................................................................................................
........................................................................
........................................ 1
3.2 Attrezzatura necessaria ................................................................
....................................................................................
.................................................... 1
3.3 Collocazione ................................................................
................................................................................................
....................................................................
.................................... 1
3.4 Connessioni pri
primarie
marie per l’alimentazione elettrica
elettrica................................
..............................................
.............................................. 2
3.5 Interconnessione dei cavi ................................................................
.................................................................................
................................................. 4
Diagramma di interconnessione componenti Precision Plasmarc....................... 7
3.6 Montaggio della torcia ................................................................
......................................................................................
...................................................... 10
3.7 Liquido di raffreddamento della torcia ...............................................................
............................................................... 11
3.8 Ispezione dei cavi del gas e del liquido di raffreddamento
raffreddamento................................
..................................
.................................. 11
3.9 Sostituzione della EPROM nel generatore Plasmarc Controllo Logico
Programmabile (CLP) ................................................................
..............................................................................................
.............................................................. 12
i
Plasma di precisione EFC
Indice
Parte 4 Funzionamento
4.1 Controlli dell’alimentazione
4.1.1 Interruttore principale .................................................................... 1
4.1.2 Interruttore dell’arco pilota............................................................. 1
4.1.3 Luci di indicazione malfunzionamento............................................ 2
4.1.4 Indicatori....................................................................................... 2
4.1.5 Interruttori di controllo della corrente ............................................. 3
4.2 Qualità del taglio
4.2.1 Introduzione.................................................................................. 3
4.2.2 Angolo di taglio ............................................................................. 5
4.2.3 Uniformità del taglio ...................................................................... 5
4.2.4 Finitura della superficie .................................................................. 6
4.2.5 Scorie........................................................................................... 7
4.2.6 Accuratezza dimensionale............................................................. 9
4.3 Influenza delle opzioni gas sulla qualità di taglio
4.3.1 Introduzione.................................................................................. 10
4.3.2 Alluminio....................................................................................... 10
4.3.3 Acciaio al carbonio........................................................................ 11
4.3.4 Acciaio inossidabile....................................................................... 12-13
4.4 Dati sul procedimento
4.4.1 Introduzione.................................................................................. 15
4.4.2 Regolazione dei dati di lavorazione ................................................ 16
Dati sulla marcatura a plasma ............................................... 56
4.4.3 Relazione tra larghezza del taglio con amperaggio e
spessore del materiale ................................................................. 78
4.4.3.1 Valori di taglio per alluminio ................................................... 78
4.4.3.2 Valori di taglio per acciaio al carbonio.................................... 80
4.4.3.3 Valori di taglio per acciaio inossidabile O2/N2/O2 .................... 83
4.4.3.4 Valori di taglio per acciaio inossidabile aria/aria/CH4 ............. 84
4.4.3.5 Valori di taglio per acciaio inossidabile N2/N2/CH4 .................. 85
4.4.3.6 Valori di taglio per acciaio inossidabile N2/N2 ......................... 86
4.4.3.7 Valori di taglio per acciaio inossidabile aria/aria ..................... 88
ii
Plasma di precisione EFC
Indice
Parte 5 Manutenzione
5.1 Generalità ................................................................
............................................................................................
............................................................ 1
5.2 Ispezione e pulitura
pulitura................................
................................................................
...............................................................................
............................................... 1
5.3 Descrizione della torcia PTPT-24 .............................................................
............................................................. 2
5.4 Manutenzione della torcia ................................................................
.....................................................................
..................................... 5
5.5 Smontaggio e ispezione delle parti usurabili della PTPT-24........................
24 ........................ 7
5.6 Rimontaggio della torcia PTPT-24 ............................................................
............................................................ 10
Parte 6 Soluzione dei problemi
6.1 Sicurezza generale ................................................................
...............................................................................
............................................... 1
6.2 Controllo Logico Programmabile (CLP) .................................................
................................................. 1
6.2.1 CLP LED Introduzione ................................................................. 2
6.2.2 PLC LED Funzioni ....................................................................... 2
6.3 Guida alla soluzione dei problemi
6.3.1 Durata ridotta dei consumabili ...................................................... 3
6.3.2 Qualità di taglio scadente ............................................................. 4
6.3.3 Arco pilota assenta....................................................................... 4
6.3.4 Trasferimento arco assente .......................................................... 4
6.3.5 Preflusso assente ......................................................................... 4
6.3.6 La torcia non si accende .............................................................. 4
6.3.7 Durata dell’ugello estremamente breve ......................................... 5
6.3.8 Breve durata dell’elettrodo............................................................ 5
6.3.9 Breve durata dell’elettrodo E dell’ugello ........................................ 5
6.4 Schema del controllo di flusso ..............................................................
.............................................................. 6
6.5 Schema del flusso del gas ................................................................
....................................................................
.................................... 7
6.6 Collegamenti elettrici della scatola di raccordo ......................................
...................................... 8
6.7 Schema della scatola di raccordo .........................................................
......................................................... 9
6.8 Diagramma collegamenti del modulo alimentazione plasma di
precisione ................................................................
................................................................................................
...................................................................
................................... 10-11
6.9 Schema del modulo di alimentazione
alimentazione ....................................................
.................................................... 12
6.10 Diagrammi collegamenti per alimentazione
alimentazione................................
..........................................
.......................................... 13-17
6-11 Schema alimentazione ................................................................
.......................................................................
....................................... 18-19
iii
Plasma di precisione EFC
Indice
6.12 Guida tecnica per l’uso/comprensione del funzionamento del
20
Controllo Elettronico di Flusso (CEF) .................................................
.................................................
6.12.1 Cronometri per lavorazione di precisione ..................................... 21
6.12.2 Valori cronometri di procedimento............................................... 22
6.12.3 Funzioni essenziali finestra di lavorazione
6.12.4 Valori analogici della valvola proporzionale per PARAM.CUT e
23
DEF.TEC ................................................................
............................................................................................
............................................................ 24
6.12.5 Requisiti per selezione gas di lavorazione .................................... 25
6.12.6 Diagramma di flusso CEF del gas di lavorazione .......................... 26
6.12.7 Cronometri di attesa, ciclo erogazione libera/pressurizzata .......... 27
6.12.8 Requisiti solenoide/valvola proporzionale e
monitoraggio errore gas
Acciaio al carbonio PG-O2, SG-O2 ............................................... 28
Acciaio al carbonio PG-O2, SG-N2/O2 .......................................... 30
Acciaio al carbonio PG-O2, Sg-O2............................................... 32
Acciaio inossidabile PG-N2, SG-N2 ............................................ 34
Acciaio inossidabile PG-N2, SG-N2/CH4 ...................................... 36
Acciaio inossidabile PG-Air, SG-aria ........................................... 38
Acciaio inossidabile PG-Air, SG-aria/CH4 .................................... 40
Alluminio PG-N2, SG- N2 ............................................................ 42
Alluminio PG-N2, SG-N2/CH4 ...................................................... 44
Marcatura con PG-Argon, SG-aria .............................................. 46
Parte 7 Parti di ricambio
7.1 Generalità ................................................................
.............................................................................................
............................................................. 1
7.2 Ordinazione ................................................................
..........................................................................................
.......................................................... 2
7.3 Alimentatore Plasmarc – Parti esterne ...................................................
................................................... 3
7.4 Alimentatore Plasmarc – Parti interne ....................................................
.................................................... 8
7.5 Modulo di alimentazione ................................................................
.......................................................................
....................................... 18
7.6 Scatola di raccordo CEF ................................................................
.......................................................................
....................................... 26
7.7 Scatola del controllo elettronico di flusso ...............................................
............................................... 32
7.8 Assemblaggio torcia PTPT-24 CEF Serie A/M ...........................................
........................................... 36
7.9 Assemblaggio valvola T chiusura gas – Torcia serie A/M
A/M........................
........................ 38
7.10 Assemblaggio torcia PTPT-24 – Versione 1 .............................................
............................................. 40
7.11 Assemblaggio solenoide – Torcia CEF – Versione 1 ............................. 42
Cliente/Informazioni tecniche
Copertina posteriore del manuale
iv
PARTE 1
SICUREZZA
1.1 Introduzione
Il procedimento di taglio dei metalli con apparecchiatura al
plasma fornisce all’industria uno strumento prezioso e
versatile. Le macchine da taglio della ESAB sono progettate
per fornire sia la sicurezza nel funzionamento sia l’efficienza.
Tuttavia, come con tutti gli attrezzi meccanici, per ottenere
la massima efficacia occorrono una ragionevole attenzione,
precauzioni e norme di sicurezza. Sia che una persona
venga coinvolta nel funzionamento, nella manutenzione, o
come osservatore, si dovranno rispettare le precauzioni
prestabilite e le norme di sicurezza. La mancata osservanza
di certe precauzioni potrebbe causare gravi lesioni personali
o un serio danno all’apparecchiatura. Le seguenti
precauzioni sono direttive generali che vanno applicate tutte
le volte che si utilizzano macchine da taglio. Precauzioni più
esplicite, in riferimento alla macchina di base e agli
accessori, si trovano nel catalogo delle istruzioni. Per
maggiori informazioni sulla sicurezza nel campo degli
apparati per taglio e saldatura, fare riferimento alle
pubblicazioni elencate nella bibliografia raccomandata.
1.2 Notazioni e simboli di sicurezza
!
! PERICOLO
Le parole e i simboli seguenti saranno usati in tutto il
manuale. Essi indicano diversi i livelli della sicurezza
necessaria.
VIGILANZA o ATTENZIONE. È’ coinvolta la vostra
sicurezza, oppure esiste una potenziale avaria
dell’apparecchiatura. Usata in concomitanza ad
altri simboli e informazioni.
Usata per richiamare l’attenzione a pericoli
immediati che, se non evitati, potrebbero
causare gravi lesioni personali o la perdita
della vita.
! ATTENZIONE
Usata per richiamare l’attenzione a pericoli
potenziali che potrebbero causare lesioni
personali o la perdita della vita.
! CAUTELA
Usata per richiamare l’attenzione a pericoli
potenziali che potrebbero causare lesioni
personali o la perdita della vita.
AVVERTENZA
Usata per richiamare l’attenzione a pericoli
minori per l’apparecchiatura.
NOTA
Usata per richiamare l’attenzione a importanti
informazioni su installazione, funzionamento
o manutenzione, non direttamente collegati a
pericoli per la sicurezza.
- Plasma di precisione con controllo elettronico di flusso –
1-1
PARTE 1
SICUREZZA
1.3 Informazioni generali sulla sicurezza
! ATTENZIONE
La macchina si avvia
automaticamente.
Questa apparecchiatura si muove in varie direzioni
direzioni e
velocità.
! ATTENZIONE
•
Il meccanismo in movimento può schiacciare.
•
Solo il personale qualificato può azionare o fare
manutenzione all’apparecchiatura.
•
Tenere tutto il personale, i materiali e le
attrezzature non coinvolti nel processo lavorativo
fuori dell’are
dell’area
a del sistema.
•
Tenere fuori dalle cremagliere e dai binari i
frammenti o gli ostacoli, come attrezzi o indumenti.
•
Recintare l’intera area di lavoro per impedire il
passaggio o la permanenza del personale nel
raggio d’azione dell’apparecchiatura.
•
Porre a
appropriati
ppropriati segnali di avvertimento all’entrata
di ciascuna area di lavoro.
•
Seguire le procedure di chiusura prima di passare
alla manutenzione.
La mancata applicazione delle istruzioni
operative potrebbe causare la morte o
lesioni gravi.
Leggere e comprendere bene questo manuale
prima di utilizzare la macchina.
1-2
•
Leggere tutta la procedura, prima di eseguire
qualsiasi tipo di manutenzione.
•
Attenzione particolare deve essere rivolta agli
avvertimenti di pericolo che danno informazioni
essenziali sulla sicurezza personale e/o possibili
danni all’apparecchiatura.
•
Tutte le precauzioni
precauzioni di sicurezza rilevanti per
l’apparecchiatura elettrica e le operazioni
lavorative devono essere rigorosamente
osservate da tutti coloro che ne hanno
responsabilità o l’accesso.
•
Leggere tutte le pubblicazioni sulla sicurezza
disponibili nella vostra azienda.
- Plasma di precisione con controllo elettronico di flusso –
PARTE 1
SICUREZZA
! ATTENZIONE
La mancata applicazione delle
istruzioni di avvertimento sulle
targhette potrebbe causare la morte
o lesioni gravi.
Leggere e comprendere tutte le targhette di
avvertimento per la sicurezza sulla macchina.
Consultare il manuale dell’operatore per ulteriori
informazioni sulla sicurezza.
1.4 Precauzioni per l’installazione
! ATTENZIONE
L’apparecchiatura installata non
correttamente può causare lesioni o
morte.
Seguite queste direttive durante l’installazione della
macchina:
Non connettete una bombola direttamente all’entrata
della macchina. Un regolatore
regolatore adeguato deve essere
installato sulla bombola del gas combustibile, in modo
da ridurre ragionevolmente la pressione in entrata. Il
regolatore della macchina è usato per ottenere la
pressione richiesta dalle torce.
Contattate il vostro concession
concessionario
ario ESAB prima
dell’installazione. Può suggerirvi certe precauzioni
sull’installazione dei tubi, il modo di sollevare la
macchina, ecc., in modo da garantire la massima
sicurezza.
Non tentate mai di modificare la macchina o gli
accessori senza prima consultare
consultare un rappresentante
qualificato della ESAB.
Osservate I requisiti di spazio libero intorno alla
macchina per un funzionamento corretto e per la
sicurezza personale.
- Plasma di precisione con controllo elettronico di flusso –
1-3
PARTE 1
SICUREZZA
1.5 Messa a terra elettrica
La messa a terra elettrica è imperativa per il
funzionamento adeguato della macchina e la
SICUREZZA. Consultate la parte del manuale
sull’Installazione per istruzioni dettagliate sulla messa a
terra.
! ATTENZIONE
Pericolo di folgorazione.
Una messa a terra scorretta può causare gravi lesioni
o la morte.
La macchina deve essere adeguatamente collegata
alla terra prima di iniziare a funzionare.
! ATTENZIONE
La messa a terra scorretta può
danneggiare la macchina e I
componenti elettrici.
•
La macchina deve essere adeguat
adeguatamente
amente
collegata alla terra prima di iniziare a funzionare.
•
Il tavolo di taglio deve essere correttamente
collegato a una buona barra di massa.
1.6 Funzionamento di una macchina da taglio a plasma
! ATTENZIONE
1-4
Pericolo di frammenti volanti e rumore
elevato.
•
Gli spruzzi caldi possono bruciare e ferire gli occhi.
Indossare occhiali di protezione per proteggere gli
occhi da bruciature e frammenti volanti prodotti
durante il funzionamento.
•
I frammenti possono essere bollenti e volare
volare
lontano. Anche gli spettatori devono indossare
occhiali di protezione e cuffie.
•
Il rumore dell’arco di plasma può danneggiare
l’udito. Indossare delle cuffie adeguate quando il
taglio avviene sopra l’acqua.
- Plasma di precisione con controllo elettronico di flusso –
PARTE 1
SICUREZZA
! ATTENZIONE
Pericolo di bruciature.
Il metallo bollente può bruciare.
! ATTENZIONE
! ATTENZIONE
•
Non toccare le lastre di metallo o altre parti subito
dopo il taglio. Lasciare che il metallo raffreddi, o
immergerlo nell’acqua.
•
Non toccare la torcia del plasma subito dopo il
taglio. Lasciare che la torcia si raffreddi.
Voltaggi pericolosi. La folgorazione
può uccidere.
•
NON toccare la torcia del plasma, il tavolo di taglio
o le connessioni dei cavi durante la procedura di
taglio con il plasma.
•
Interrompere sempre l’alimentazione elettrica al
generatore del plasma prima di toccare la torcia o
provvedere alla manutenzione.
•
Interrompere sempre l’alimentazione elettrica al
generatore del plasma prima di aprire o fare
manutenzione ai tubi o alla scatola di controllo del
flusso.
•
Non ttoccare
occare parti elettriche inserite.
•
Tenere al loro posto tutti I pannelli e gli sportelli
quando la macchina è collegata alla sorgente di
alimentazione.
•
Isolatevi dal pezzo in lavorazione e dalla massa:
indossate guanti, scarpe e indumenti isolanti.
•
Tenete i guanti, gli indumenti, l’area di lavoro e
l’apparecchiatura asciutti.
Pericolo di schiacciamento
I carrelli verticali in movimento possono schiacciare o
comprimere.
Tenere le mani lontano dalla torcia e dal carrello
durante il funzionamento.
- Plasma di precisione con controllo elettronico di flusso –
1-5
PARTE 1
SICUREZZA
! ATTENZIONE
Pericolo di fumi.
I fumi e i gas generati dalla procedura di taglio con
plasma possono essere dannosi per la salute.
! ATTENZIONE
•
NON respirare i fumi.
•
Non azionare la torcia del plasma senza un
adeguato sistema di aspirazione
aspirazione dei fumi in
funzione.
•
Se necessario, usare della ventilazione addizionale
per rimuovere I fumi.
•
Se la ventilazione non è sufficiente, usare un
respiratore idoneo.
Pericolo di radiazioni.
I raggi dell’arco possono ferire gli occhi e bruciare la
pelle.
•
Indossare un’adeguata protezione per occhi e
corpo.
•
Indossare occhiali scuri di protezione con schermi
laterali. Consultare la tabella seguente per i colori
delle lenti raccomandati per il taglio con plasma:
Corrente
Corrente dell’arco
Colore delle lenti
Fino a 100 Amp
Colore n° 8
da 100 a 200 Amp
Colore n° 10
da 200 a 400 Amp
Colore n° 12
Oltre 400 Amp Colore n° 14
1-6
•
Sostituire gli occhiali quando le lenti sono incrinate
o rotte
•
Avvertire gli altri presenti di non guardare
guardare
direttamente l’arco, a meno che non stiano
indossando gli occhiali di protezione.
•
Preparare l’area di taglio per ridurre la riflessione e
la trasmissione dei raggi ultravioletti.
•
Tingere le pareti con colori scuri per ridurre i riflessi.
•
Installare sche
schermi
rmi di protezione o tende per ridurre
la trasmissione ultravioletta.
- Plasma di precisione con controllo elettronico di flusso –
PARTE 1
SICUREZZA
! ATTENZIONE
Lo scoppio delle bombole del gas può
uccidere
La manomissione delle bombole del gas può causare
lo scoppio e la fuoriuscita violenta del gas.
! ATTENZIONE
•
Evitare di maneggiare
maneggiare bruscamente le bombole.
•
Tenere le valvole delle bombole chiuse quando non
sono in funzione.
•
Mantenere i manicotti e gli accessori in buone
condizioni.
•
Assicurare sempre le bombole in posizione
verticale con catene o cinghie ad un oggetto
stabile che non faccia parte di un circuito elettrico.
•
Collocare le bombole lontano da fonti di calore,
scintille e fuoco. Non colpire mai una bombola con
un arco.
•
Consultare lo standard CGA PP-1, “Precautions for
Safe Handling of Compressed Gases in Cylinders”,
disponibile presso la Compressed Gas
Association.
Pericolo di scintille.
Calore, spruzzi e scintille possono causare incendi e
bruciature.
•
Non tagliare vicino a materiali combustibili.
•
Non tagliare contenitori che hanno contenuto
contenuto
combustibili.
•
Non tenere addosso oggetti combustibili (per es.
accendini al butano).
•
L’arco pilota può causare bruciature. Tenere
l’ugello della torcia lontano da se stessi e dagli altri
quando si avvia la lavorazione con plasma.
•
un’adeguata
ta protezione per occhi e
Indossare un’adegua
corpo.
•
Indossare guanti da lavoro, scarpe
antinfortunistiche ed elmetto.
•
Indossare indumenti antifiamma sulle parti esposte.
•
Indossare pantaloni senza risvolti per evitare
l’entrata di scintille e scorie.
- Plasma di precisione con controllo elettronico di flusso –
1-7
PARTE 1
SICUREZZA
CAUTELA
IL TAGLIO SOPRA L’ACQUA DARÀ
LUOGO A RISULTATI SCADENTI.
La PT-24 è progettata per una procedura di
taglio a secco.
Il taglio sopra l’acqua può dare luogo a:
•
ridotta durata dei consumabili
•
abbassamento della qualità del taglio
Il taglio sopra l’acqua può dare luogo a prestazioni
prestazioni di
taglio scadenti. Il vapore acqueo che si crea quando il
materiale bollente o le scintille entrano in contatto con
il liquido, possono causare un arco all’interno della
torcia.
Quando si taglia su un tavolo ad acqua, ridurre il livello
dell’acqua per garantire la massima distanza tra
l’acqua e il materiale.
! ATTENZIONE
Pericolo scintille.
Alcune leghe fuse di alluminioalluminio-litio (Al(Al-Li) possono
causare esplosioni quando il plasma taglia SOPRA
l’acqua.
Non tagliare con il plasma ssopra
opra l’acqua le seguenti
leghe AlAl-Li:
Alithlite (Alcoa)
Alithally (Alcoa)
Lega 2090 (Alcoa)
X8090A (Alcoa)
X8092 (Alcoa)
1-8
X8192 (Alcoa)
Navalite (US Navy)
Lockalite (Lockheed)
Kalite (Kaiser)
8091 (Alcan)
•
Queste leghe devono essere tagliate soltanto a
secco su tavolo asciutto.
•
NON tagliare a secco sopra l’acqua.
•
Contattate il vostro rifornitore di alluminio
per ulteriori informazioni sulla sicurezza
riguardanti i pericoli connessi a queste
leghe.
- Plasma di precisione con controllo elettronico di flusso –
PARTE 1
SICUREZZA
1.7 Precauzioni per la manutenzione
CAUTELA
Stabilite e rispettate una manutenzione preventiva. Un
programma composito può essere stabilito per mezzo
di tabelle apposite contenute nella letteratura sulle
istruzioni.
Evitare di lasciare strumenti per test o attrezzi manuali
sulla macchina
macchina.. Questo potrebbe causare seri danni
elettrici o meccanici all’apparecchiatura o alla
macchina.
! CAUTELA
Estrema attenzione deve essere usata quando si prova
un circuito con un oscilloscopio o un voltmetro. I
circuiti integrati sono suscettibili di danni da
sovravoltaggio. Per prevenire cortocircuiti accidentali ai
componenti, spegnere tutto prima di usare strumenti
per test.
Tutte le schede dei circuiti devono essere collocate
saldamente nei loro alloggiamenti, tutti i cavi
correttamente
correttamente collegati, tutti gli sportelli ben chiusi,
tutte le protezioni e coperture al loro posto prima di
accendere l’alimentazione.
Non connettere o sconnettere mai una scheda di
circuito mentre la macchina è accesa. Sbalzi improvvisi
di voltaggio e di cor
corrente
rente possono danneggiare i
componenti elettronici.
- Plasma di precisione con controllo elettronico di flusso –
1-9
PARTE 1
SICUREZZA
1.8 Bibliografia sulla sicurezza
Si raccomandano le seguenti pubblicazioni, riconosciute a livello
nazionale, sulla sicurezza nelle operazioni di saldatura e taglio. Queste
pubblicazioni sono state redatte per proteggere le persone da ferite o
malattie e per proteggere gli oggetti dai danni che potrebbero risultare
da pratiche scorrette. Sebbene alcune di queste pubblicazioni non
siano specificamente correlate a questo tipo di apparecchiatura per
taglio industriale, i principi della sicurezza sono ugualmente applicabili.
•
“Precautions and Safe Practices in Welding and Cutting with
Oxygen-Fuel Gas Equipment,” Form 2035. ESAB Cutting
Systems.
•
“Precautions and Safe Practices for Electric Welding and Cutting,”
Form 52-529. ESAB Cutting Systems.
•
“Safety in Welding and Cutting” - ANSI Z 49.1, American Welding
Society, 2501 NW 7th Street, Miami, Florida, 33125.
•
“Recommended Safe Practices for Shielded Gases for Welding and
Plasma Arc Cutting” - AWS C5.10-94, American Welding Society.
•
“Recommended Practices for Plasma Arc Welding” - AWS C5.1,
American Welding Society.
•
“Recommended Practices for Arc Cutting” - AWS C5.2, American
Welding Society.
•
•
“Safe Practices” - AWS SP, American Welding Society.
“Standard for Fire Protection in Use of Cutting and Welding
Procedures” - NFPA 51B, National Fire Protection Association, 60
Batterymarch Street, Boston, Massachusetts, 02110.
•
“Standard for Installation and Operation of Oxygen - Fuel Gas
Systems for Welding and Cutting” - NFPA 51, National Fire
Protection Association.
•
“Safety Precautions for Oxygen, Nitrogen, Argon, Helium, Carbon
Dioxide, Hydrogen, and Acetylene,” Form 3499. ESAB Cutting
Systems. Disponibile presso il vostro concessionario ESAB o il
distributore locale.
•
"Design and Installation of Oxygen Piping Systems," Form 5110.
ESAB Cutting Systems.
•
“Precautions for Safe Handling of Compressed Gases in
Cylinders”, CGA Standard P-1, Compressed Gas Association.
La letteratura riguardante pratiche sicure nella saldatura e taglio con
materiali gassosi è disponibile anche presso la Compressed Gas
Association, Inc., 500 Fifth Ave., New York, NY 10036.
1-10
- Plasma di precisione con controllo elettronico di flusso –
PARTE 2
DESCRIZIONE
2.1 Generalità
Il Precision Plasmarc System consiste di quattro
componenti separati. Il generatore, la scatola di
raccordo, la scatola di controllo del flusso e la torcia
PT-24. Il generatore fornisce l’energia e il liquido di
raffreddamento alla torcia PT-24 tramite la scatola
di raccordo.
2.2 Finalità
Lo scopo di questo manuale è di fornire
all’operatore tutte le informazioni necessarie per
installare e azionare il Precision Plasmarc System.
Viene anche fornito il materiale tecnico di riferimento
per risolvere i problemi del sistema da taglio.
2.3 Accessori disponibili
Gli accessori del pacchetto Precision Plasmarc disponibili attraverso il vostro concessionario ESAB
Generatore Precision Plasmarc (200/230/380/415/460/575) a 3 fasi, 50/60 Hz
(necessario) – versione CE
Scatola per il controllo elettronico del flusso (necessaria)
Scatola di raccordo (necessaria)
1,4 m
Torcia PT-24 a flusso elettronico serie A/M (una necessaria) 4,4 m
5,2 m
3,6 m
7,6 m
12,2 m
Cavo di alimentazione a più conduttori (uno necessario)
18 m
24,4 m
30 m
3m
6m
Manicotto del gas a più tubi (uno necessario)
9m
18 m
30 m
3m
Cavo conduttore – Consolle di flusso a
6m
scatola di raccordo (uno necessario)
9m
Cavo standard
18 m
30 m
3m
6m
Cavo flessibile (raccomandato per
9m
le applicazioni con traccia ad alta energia)
12 m
18 m
30 m
- Plasma di precisione con controllo elettronico di flusso –
P/N 37358
P/N 22406
P/N 22407
P/N 0558001463
P/N 0558001877
P/N 0558001464
P/N 22428
P/N 21905
P/N 22504
P/N 21906
P/N 22505
P/N 21907
P/N 37533
P/N 37534
P/N 37535
P/N 37536
P/N 37537
P/N 21917
P/N 21918
P/N 21919
P/N 21920
P/N 21921
P/N 56997111
P/N 56997112
P/N 56997113
P/N 0560986745
P/N 56997114
P/N 56997115
2-1
PARTE 2
DESCRIZIONE
9,1 m
15,2 m
Conduttore di comando – dal generatore all’I/O della
22,8 m
macchina da taglio
30,5 m
48,8 m
9m
15,2 m
22,8 m
Cavo di alimentazione ad alta frequenza – da generatore a 30,5 m
scatola di raccordo – o – da generatore a I/O della macchina
38,1 m
da taglio, a seconda della configurazione
45,7 m
53,3 m
61 m
Contenitore del liquido di raffreddamento della torcia (3,8 l)
(Sono necessari 15 l)
P/N 57002248
P/N 57002249
P/N 57002250
P/N 57002251
P/N 57002252
P/N 57000419
P/N 57000420
P/N 57000421
P/N 57000422
P/N 57000423
P/N 57000424
P/N 57000425
P/N 57000426
P/N 156F05
NOTE:
• Il conduttore di comando dal generatore al CNC del cliente viene fornito in base all’ordine del cliente stesso.
• Il gas, i manicotti, il conduttore di lavoro e il cavo primario di entrata devono essere in dotazione al cliente.
• Vedi la parte sui Dati del Procedimento per un elenco dei consumabili.
2.4 Dati tecnici sul plasma di precisione
2.4.1 Sistema
2-2
Voltaggio in entrata
200/230/380/415/460/575 V 3 fasi 50/60 Hz
Corrente in entrata
65/60/50/40/30/25 amp per fase
Fattore di potenza
0,95
Campo di variazione corrente
in uscita
15-100 amp dc
Voltaggio di carica in uscita
120 V dc
Ciclo di lavoro
100%
Voltaggio a circuito aperto
315 V dc
- Plasma di precisione con controllo elettronico di flusso –
PARTE 2
DESCRIZIONE
Scatola di Raccordo
Generatore
171mm
PI LOT
ARC
CONTROL
502mm
POWER
270mm
CURRE NT
RECIS ION
PLASMA RC
Peso = 12 kg
1118mm
Scatola Controllo Elettronico del Flusso
1067mm
559mm
1118mm
Peso = 254 kg
N2
O2
AIR
O2
N2
AI R
GAS
PLASMA
NO. 1
NITR OG EN
GAS
PLASMA
NO. 2
SHIELD GAS
NO. 1
SHIELD GAS
NO. 2
NITR OG EN
NITR OG EN
O XYG EN
METHA NE
O XYG EN
HY DRO GE
AIR
311mm
METH
H-35
N2
N
AIR
AR GO N
305mm
Peso = 23 kg
- Plasma di precisione con controllo elettronico di flusso –
2-3
PARTE 2
DESCRIZIONE
2.4.2 Dati tecnici sul gas di plasma
Tipo
O2, N2, aria
Pressione
125 psig (8,6 bar)
100 cfh (47 l/min) max. (varia con
l’applicazione)
O2-99,995%
N2-99,995%
Aria pulita, secca e priva di olii
Ossigeno: R-76-150-540LC (P/N 19777)
Gas inerte: R-76-150-580LC (P/N 19977)
Ossigeno: R-77-150-540 (P/N 998337
Idrogeno/metano:R-77-150-350 (P/N
998342)
Azoto: R-77-150-580 (P/N 998344)
Aria industriale: R-77150=590 (P/N
998348)
Flusso
Purezza richiesta*
Regolatori di servizio raccomandati per
le bombole a liquido
Regolatori a 2 stadi raccomandati per
le bombole
Stazione per servizi pesanti a flusso
elevato o regolatori per conduttura
raccomandati
Stazione ad alta capacità o regolatori
per conduttura raccomandati
Filtro del gas richiesto
Ossigeno: R-76-150-024 (P/N 19151)
R-6703 (P/N 22236)
25 micron w/bowl guard (P/N 56998133)
2.4.2 Dati tecnici sul gas di accensione
Tipo
N2, aria
Pressione
125 psig (8,6 bar)
60 cfh (28 l/min) max. (varia con
l’applicazione)
99,995%
Flusso
Purezza minima richiesta
2.4.2 Dati tecnici sul gas secondario
Tipo
Pressione
Flusso
Purezza minima richiesta
N2, O2, H-35, metano, aria
100 psig (6,6 bar) H-35, metano;
125 psig (8,6 bar) N2, O2, aria
60 cfh (28 l/min) max. (varia con
l’applicazione)
99,995%
2.4.5 Dati tecnici sulla torcia Pt-24
Tipo
Categoria
Dimensioni
2-4
Raffreddata ad acqua, a doppio
gas
100 amps con ciclo di lavoro del
100 %
Vedi le opzioni del pacchetto di
acquisto (2.3)
- Plasma di precisione con controllo elettronico di flusso –
PARTE 3
INSTALLAZIONE
3.1 Generalità
NOTA
3.2 Attrezzatura necessaria
L’installazione corretta può contribuire materialmente
al funzionamento soddisfacente e privo di problemi del
Precision Plasmarc System. Si suggerisce di studiare e
seguire attentamente ogni passo contenuto in questa
parte.
•
•
•
•
3.3 Collocazione
•
•
•
! CAUTELA
Gas e manicotti. Il rifornimento di gas può avvenire
da una fonte di grosse dimensioni o da una
batteria di bombole, regolate per fornire 125 psig
(8,6 bar) al Controllo di Flusso (flusso di gas).
Conduttore di lavoro. Si raccomanda un cavo n° 4
AWG per collegare il pezzo in lavorazione alla
sorgente di energia.
Cavo primario in entrata.
Filtri per il gas da 25 micron (o più fini) sono
necessari sul lato del rifornimento per il corretto
funzionamento del CEF.
Una buona ventilazione è necessaria per
raffreddare il generatore.
Minimizzare lo sporco, la polvere e l’esposizione a
fonti esterne di calore.
Mantenere almeno 70 centimetri di spazio attorno
Non ostacolare il flusso dell’aria
La limitazione dell’aria in entrata con qualsiasi tipo di
filtro sopra o intorno al generatore può rendere nulla la
garanzia.
- Plasma di precisione con controllo elettronico di flusso -
3-1
PARTE 3
INSTALLAZIONE
3.4 Connessioni primarie per l’alimentazione elettrica
! PERICOLO
! ATTENZIONE
La folgorazione può uccidere.
Provvedere alla massima protezione contro la
folgorazione.
Prima di effettuare qualunque connessione all’interno della macchina, aprire la linea,
disconnettere l’interruttore e togliere dalla presa
il cavo di alimentazione.
Configurazione in entrata
La macchina deve essere correttamente
configurata per la vostra alimentazione.
La macchina viene spedita con una
configurazione di fabbrica per un’alimentazione a
575 V, 60 Hz.
NON collegare a un’alimentazione di voltaggio
diverso, a meno che la macchina sia stata
riconfigurata. Si verificherebbe un danno
all’apparecchiatura.
Connessione di alimentazione a muro
Nel pannello generale di controllo dovrebbe essere
disponibile un interruttore a muro per la
disconnessione della linea con fusibili o interruttori di
circuito.
Collegare il cavo di alimentazione direttamente
all’interruttore, oppure acquistare una spina e una
presa adeguate presso un fornitore di materiale
elettrico. (Vedere la tabella nella seguente per i
conduttori di alimentazione e i fusibili raccomandati)
(Vedere la tabella nella seguente per i conduttori di alimentazione e i fusibili raccomandati)
Requisiti per
l’alimentazione
3-2
Volt
Fase
208
230
380
415
460
575
3
3
3
3
3
3
Conduttore di
Classe di
alimentazione e di fusibili / fase,
massa,
amperaggio
AMPERE
2
cu/awg/mm
70
No. 4
25
100
60
No. 6
16
80
50
No. 8
10
80
40
No. 10
6
60
30
No. 10
6
50
25
No. 10
6
40
- Plasma di precisione con controllo elettronico di flusso -
PARTE 3
INSTALLAZIONE
La procedura seguente illustra i passaggi per la
connessione corretta dell’alimentazione primaria alla
sorgente di energia.
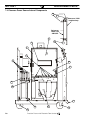
1. Rimuovere il pannello laterale.
2. Assicurarsi che il cavo di alimentazione sia
disconnesso dalla sorgente di energia elettrica.
3. Far passare il cavo di alimentazione attraverso il
meccanismo di ammortizzamento della tensione
nel pannello posteriore.
Collegamento a massa
TB2
Cavo di
alimentazione
(fornito dal cliente)
K1
200
230
380
415
460
575
Contattore
principale
4. Tirare il cavo di alimentazione attraverso il
meccanismo di ammortizzamento della tensione
per permettere una lunghezza sufficiente per
collegarlo al contattore principale. Stringere il
meccanismo di ammortizzamento della tensione
per assicurare il cavo di alimentazione.
5. Collegare la terra del cavo di alimentazione al
contatto per la terra alla base della sorgente di
energia.
6. Connettere i tre conduttori del cavo di
Blocco terminale in
posizione 7
Autotrasformatore
PHASE 2
PHASE 3
200
230
380
415
460
575
PHASE 1
200
230
380
415
460
575
TB1
200
230
380
415
460
575
alimentazione ai terminali collocati sopra al
contattore principale. Assicurare i conduttori
stringendo ogni vite.
7. Collegare i ponticelli dalla parte inferiore del
contattore principale al voltaggio corretto segnato
sull’autotrasformatore. L’unità è configurata in
fabbrica per 575 V, come illustrato qui a sinistra.
Predisposto in
fabbrica per 575
! CAUTELA
Collegamento a ponticello dell’alimentazione
Assicurarsi che ogni ponticello sia collegato al voltaggio
di alimentazione corretto sull’autotrasformatore.
Cablato in fabbrica per 575 V.
8. Collegare il ponticello al voltaggio di alimentazione
a
corretto sul blocco terminale in 7 posizione. TB2
- Plasma di precisione con controllo elettronico di flusso -
3-3
PARTE 3
INSTALLAZIONE
3.5 Interconnessione dei cavi
Nero
Rosso/Arancione
Giallo
Blu
1. Tutte le linee di servizio interconnesse sono
numerate o hanno un colore codice sul
terminale con numeri/colori corrispondenti
segnati negli alloggiamenti.
Manicotti del
Piastra di montaggio
2. Collegare tutte le quattro linee del cavo del gas
Installazione
dei manicotti
del gas
3-4
alla scatola di controllo del flusso e alla scatola
di raccordo. Le linee e le connessioni hanno un
codice colorato. Inoltre, la spaziatura dei fori
sulla piastra di montaggio è asimmetrica, in
modo da impedire un collegamento errato.
L’ordine dei colori deve essere: blu, giallo,
rosso/arancio, nero.
- Plasma di precisione con controllo elettronico di flusso -
PARTE 3
INSTALLAZIONE
Collegamenti del generatore e CEF a scatola
scatola di raccordo
3. Collegare le linee del generatore e del liquido di
raffreddamento, che si trovano nei cavi del gas,
dal generatore alla scatola di raccordo. Il fascio
di cavi del generatore è composto dalle linee n°
6 e 7 di raffreddamento (con adattatori 5/8-18
L.H.), dal cavo di alimentazione (n° 3 AWG) e
dal cavo giallo dell’arco pilota (n° 16 AWG).
Entrambe le linee di raffreddamento recano un
6 o un 7 stampato sull’adatta-tore per facilitare
l’identificazione.
Collegamento negativo
al generatore
Connessione del
manicotto n° 7
(da generatore)
Connessione
dell’arco pilota
Connessione del
manicotto n° 6 al
generatore)
Connessioni dei
manicotti del gas
Connessione conduttore
di comando dal CEF
- Plasma di precisione con controllo elettronico di flusso -
3-5
PARTE 3
INSTALLAZIONE
Da scatola di raccordo a torcia
Connessione da manicotto
torcia/generatore
Connessione elettrica
torcia/solenoide
Manicotti
torcia
Connessione
torcia/arco pilota
3-6
4. Collegare i manicotti/conduttori della torcia alla
scatola di raccordo. (Vedere lo schema del
blocco di interconnessione)
- Plasma di precisione con controllo elettronico di flusso -
PARTE 3
INSTALLAZIONE
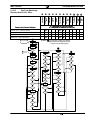
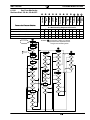
Diagramma di interconnessione componenti Precision Plasmarc
1
2
3
4
5
ASIOB
N2
O2
CH4
Air
Ar
7
6
8
9
10
11
12
13
15
14
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
Filtri da 25 micron
EFC
Conduttore di comando EFC/Scatola di raccordo
CNC
Alta frequenza 120VAC
Manicotti del gas
Alta frequenza 120VAC
Manicotti generatore
Scatola di raccordo
Torcia
Tavolo di taglio
Conduttore di lavoro
Cavo di alimentazione primario
Massa
Conduttore di comando Generatore a CNC
- Plasma di precisione con controllo elettronico di flusso -
3-7
PARTE 3
INSTALLAZIONE
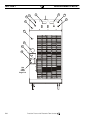
La contaminazione delle linee del gas può
danneggiare le valvole proporzionali
! CAUTELA
Pulitura delle linee del gas
Prima di collegare le linee di trasporto del gas al
CEF, pulire accuratamente tutti i tubi. I residui del
processo di lavorazione possono
intasare/danneggiare le valvole proporzionali del
CEF.
1/4 NPT
1. Pulire le linee del gas tra il rifornimento e il CEF
prima della loro connessione. Le valvole
proporzionali del CEF sono molto sensibili alla
polvere e altri corpi estranei.
Filtri del gas da 25 micron
2. Collegare le linee di rifornimento del gas al CEF.
Installare i filtri da 25 micron in tutte le linee di
trasporto tra sorgente del gas e CEF.
Filtri da 25µ
N2
3-8
O2
CH4
Air
Ar
- Plasma di precisione con controllo elettronico di flusso -
PARTE 3
INSTALLAZIONE
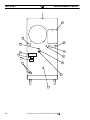
Rimuovere portello di accesso
Pilot Arc
W ork
Torch
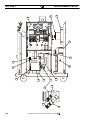
3. Rimuovere il pannello dal retro della consolle e
Arco
pilota
attaccare l’arco pilota, la torcia e il conduttore di
lavoro.
Lavoro
Torcia
Generatore
Conduttore di commando CNC
Conduttore commando
flusso
Fusibile a bus da
600 amp
Targhetta
dati
tecnici
4. Collegare il conduttore di comando tra la consolle
e il CEF. Collegare le linee del liquido di
raffreddamento del cavo del generatore.
Targhetta
seriale
Refrigerante dalla torcia
Connessione n° 6
Refrigerante alla torcia
Connessione n° 7
CONDUTTORE DI COMANDO
- Plasma di precisione con controllo elettronico di flusso -
3-9
PARTE 3
INSTALLAZIONE
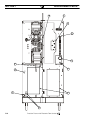
3.6 Montaggio della torcia
CAUTELA
Non coprire il foro di ventilazione.
Durante il montaggio non coprire il piccolo foro di
ventilazione sul lato della manica. Questo foro
consente al liquido di raffreddamento di fuoriuscire
dall’interno della manica in caso di perdita in una
conduttura di servizio.
Opzioni di montaggio della torcia.
torcia.
Collare da 46mm
di diametro
Manica da
51mm di
Foro di
ventilazione
3-10
•
La torcia è normalmente montata sulla manica da
51 mm di diametro. Non coprire il foro di
ventilazione.
•
Per montaggi personalizzati, la torcia può essere
montata con il collare da 46 mm illustrato a fianco.
Questo collare isolato e la sua spalla sono uniti a
macchina alla relativa filettatura di ritenzione
dell’ugello sul corpo della torcia.
•
Usare solo superfici di montaggio specifiche.
- Plasma di precisione con controllo elettronico di flusso -
PARTE 3
INSTALLAZIONE
3.7 Liquido di raffreddamento della torcia
PI LOT
ARC
C ONTR OL
POWER
CUR RENT
C
PLASMAR
RECISION
•
Rimuovere il tappo del liquido di raffreddamento di
fronte alla consolle e riempire il serbatoio con 15 l
di refrigerante per plasma, P/N 156F05 (3,75 l).
•
Non riempire sopra il livello max.
•
Rimettere il tappo.
Tappo serbatoio
rfrigerante
! CAUTELA
L’anticongelante commerciale può causare il
malfunzionamento della torcia.
Usare liquido di raffreddamento specifico per
la torcia! P/N156F05
A causa dell’alta conduttività elettrica, NON usare
acqua di rubinetto o anticongelante commerciale per il
raffreddamento della torcia. È NECESSARIO un
refrigerante per torce di formulazione speciale.
speciale. Questo
refrigerante protegge anche dal congelamento fino a –
34° C.
Il funzionamento dell’unità senza refrigerante causerà
un danno permanente alla pompa del liquido di
raffreddamento.
3.8 Ispezione dei cavi del gas e del liquido di raffreddamento
Per completare l’installazione, è necessario
ispezionare le connessioni per eventuali perdite.
•
Per le linee del gas, usare una soluzione di
sapone standard. Pressurizzare il sistema dal
controllo (file SDP).
•
Refrigerante – controllare le connessioni per
eventuali tracce di umidità.
- Plasma di precisione con controllo elettronico di flusso -
3-11
PARTE 3
INSTALLAZIONE
3.9 Sostituzione della EPROM nel Controllore Logico Programmabile del generatore
Plasmarc (CLP)
Il Precision Plasmarc System può essere spedito
con una configurazione manuale per il controllo di
flusso (Serie “A”). In questo caso, la EPROM nel
CLP deve essere sostituita con una EPROM per
CEF. Questa EPROM per CEF viene spedita insieme
al generatore.
! CAUTELA
L’uso di una EPROM non idonea può
danneggiare i componenti del sistema.
La serie “ A” e la EPROM per CEF sono
programmate con un software diverso. La
EPROM per CEF ignora gli impulsi di input per
la pressione del gas di lavorazione e non
comprende il processo di pulitura del gas
necessario per la serie “ A” .
! CAUTELA
La manomissione può danneggiare i
componenti elettronici.
Maneggiare i componenti elettronici con
attenzione.
• Non lasciar cadere in terra
! CAUTELA
•
Non piegare gli spinotti
•
Non toccare i circuiti dei componenti –
toccare soltanto i bordi, se possibile
I componenti elettronici sono soggetti a
danno da scarica elettrostatica (ESD)
I circuiti integrati sono sensibili al
sovravoltaggio. Il danno può non mostrarsi
immediatamente, ma può dar luogo a un
guasto prematuro.
La EPROM per CEF viene spedita in una busta
antistatica. Conservare la EPROM in questa
busta.
Indossare un bracciale antielettrostatico
quando si maneggiano i componenti elettronici
delicati.
3-12
- Plasma di precisione con controllo elettronico di flusso -
PARTE 3
INSTALLAZIONE
La folgorazione può uccidere!
! ATTENZIONE
Disconnettere i cavi dall’alimentazione a muro
prima di effettuare connessioni o regolazioni
all’interno del generatore.
1. Assicurarsi che il generatore Plasmarc sia
disconnesso dalla sorgente elettrica.
PILOT
ARC
CONTROL
POWER
CURR ENT
RC
N PLASMA
RECISIO
2. Esporre il CLP rimovendo il pannello sinistro del
generatore Plasmarc.
Pannello laterale
sinistro
3. Aprire con uno scatto il coperchio della EPROM
sul CLP per esporre la EPROM.
PLC
Posizione della
EPROM CEF
- Plasma di precisione con controllo elettronico di flusso -
3-13
PARTE 3
INSTALLAZIONE
CAUTELA
L’uso di un attrezzo per rimuovere la
EPROM può danneggiare l’alloggiamento.
La rimozione forzata della EPROM bloccata nel
CLP può causare la rottura dell’alloggiamento
o della EPROM.
Viene utilizzato un alloggiamento EPROM
speciale a forza zero per eliminare l’uso di
attrezzi particolari.
4. Rimuovere la EPROM dall’alloggiamento.
QUESTO NON RICHIEDE UN ATTREZZO PER
TIRARE. Rilasciare la leva che tiene la EPROM,
alzare la EPROM serie “A” dall’alloggiamento.
Leva EPROM chiusa
5. Togliere la EPROM per CEF dalla confezione.
6. Allineare con cura gli spinotti della EPROM per
CEF con i fori dell’alloggiamento e inserire.
7. Bloccare la EPROM movendo all’indietro la leva
mentre si tiene ferma la EPROM.
8. Rimettere al proprio posto il coperchio della
EPROM e il pannello sinistro del generatore.
EPPESA= EPROM serie “A”, controllo di flusso
manuale
P/N 99513607
EPPSEFC= EPROM per CEF, controllo elettronico
di flusso
P/N 99513608
Leva EPROM aperta
3-14
- Plasma di precisione con controllo elettronico di flusso -
PARTE 4
FUNZIONAMENTO
4.1 Controlli dell’alimentazione
4.1.1 Interruttore principale
LOW
DO NOT SWITCH
WHILE CUTTING
Interruttore principale
Controlla l’elettricità in entrata al ventilatore, il
raffreddamento ad acqua e la scheda PC. Indicatore
luminoso color ambra alla sinistra dell’interruttore.
EMERGENCY
STOP
4.1.2 Interruttore dell’arco pilota
EMERGENCY
STOP
Interruttore dell’arco pilota
Serve per selezionare l’arco pilota di accensione MAX
o MIN, a seconda delle condizioni di taglio. Vedere i
Dati sul Procedimento per ulteriori informazioni su quali
condizioni implicano l’uso di accensione MAX e MIN.
POWER
ON
OFF
CAUTELA
La regolazione dell’arco pilota durante il
funzionamento può danneggiare la torcia.
Non regolare l’interruttore dell’arco pilota
durante il funzionamento.
Regolare prima dell’accensione della torcia.
- Plasma di precisione con controllo elettronico di flusso -
4-1
PARTE 4
FUNZIONAMENTO
Luci di indicazione malfunzionamento
• Flusso refrigerante (Coolant Flow) -- indica il flusso
ridotto del refrigerante. Quando l’unità viene
accesa, la spia si illumina brevemente e poi si
spegne.
• Indicatore di guasto Pressione gas di plasma
(Plamsa Gas Pressure) – pressione bassa del gas
di plasma. La torcia non si accende quando
indicato. Non utilizzato per il CEF.
• Indicatore di guasto Pressione gas di accensione
(Start Gas Pressure) – pressione bassa del gas di
accensione. La torcia non si accende quando
indicato. Non utilizzato per il CEF.
• Indicatore di guasto P/S Temp – temperatura
elevata nel generatore a inversione. Il generatore si
spegne.
• Indicatore di guasto P/S Fault – guasto nel
controllo PCB del plasma nel generatore a
inversione. Il generatore si spegne.
• Indicatore di guasto SovraSovra-Sotto voltaggio (Over(OverUnder Voltage) – indica che il voltaggio in entrata è
superiore o inferiore della consolle PCU. Si chiude
finché l’energia viene riciclata dall’interruttore
principale.
• Indicatore di guasto Arresto
Arresto d’emergenza
(Emergency Stop) – indica la condizione di
interlock del CNC. Il generatore non funziona.
4.1.4 Indicatori
4-2
•
Indicatore corrente di taglio (A) – Mostra la corrente
attuale in ampere.
•
Indicatore voltaggio di taglio (V) – Mostra il
voltaggio di taglio attuale.
- Plasma di precisione con controllo elettronico di flusso -
PARTE 4
FUNZIONAMENTO
4.1.5 Interruttori di controllo della corrente
Pannello interruttori/controllo remoto
•
•
•
Posizione pannello (Control) – la corrente in uscita
è fissata dal quadrante di comando corrente in
uscita.
Quadrante corrente in uscita
uscita – determina la
corrente di taglio quando la corrente viene fissata
dal pannello frontale della consolle. Il quadrante
indica da 0 a 99,9 ampere. Sono indicate 70,0
ampere.
Controllo remoto – la corrente in uscita è fissata
dal CNC (o elemento remoto) con un segnale
analogico dc.
0-10 Vdc = 0-100 Adc
4.2 Qualità del taglio
4.2.1 Introduzione
Le cause che influiscono sulla qualità del taglio sono
interdipendenti. Il cambiamento di una variabile influisce
anche sulle altre. Può essere difficile determinare una
soluzione. La guida che segue offre possibili soluzioni a
diversi risultati di taglio indesiderati. Per iniziare,
scegliere la condizione preminente:
§
4.2.2 Angolo di taglio, negativo o positivo
§
4.2.3 Taglio non piatto, arrotondato o
marginale
§
4.2.4 Superficie ruvida
§
4.2.5 Scorie
Di solito i parametri di taglio raccomandati danno un
ottimo risultato, ma occasionalmente le condizioni
variano abbastanza da richiedere degli aggiustamenti.
In questo caso:
•
•
•
NOTA
Fare piccoli aggiustamenti incrementali mentre
si portano correzioni.
Regolare il voltaggio dell’arco di 5 volt per
tentativo, togliendoli o aggiungendoli secondo
necessità.
Regolare la velocità di taglio del 5% o meno,
secondo necessità, fino al miglioramento delle
condizioni.
Prima di tentare QUALSIASI correzione,
confrontare le variabili di taglio con i parametri/il
codice dei consumabili raccomandati che sono
elencati nei Dati di Procedimento.
- Plasma di precisione con controllo elettronico di flusso -
4-3
PARTE 4
FUNZIONAMENTO
4.2.2 Angolo di taglio
Angolo di taglio negativo
La dimensione della parte superiore è maggiore di
quella inferiore.
Parte
•
Torcia male allineata
•
Materiale piegato o deformato
•
Consumabili usurati o danneggiati
•
Standoff basso (voltaggio dell’arco)
•
Velocità di taglio bassa (velocità di spostamento
della macchina)
Scarto
Parte
Parte
Angolo di taglio positivo
La dimensione della parte superiore è minore di quella
inferiore
Scarto
Parte
•
Torcia male allineata
•
Materiale piegato o deformato
•
consumabili usurati o danneggiati
•
Standoff alto (voltaggio dell’arco)
•
Velocità di taglio alta
•
4-4
Corrente alta o bassa (Vedere i Dati sul
Procedimento per i livelli raccomandati di corrente
per gli ugelli specifici).
- Plasma di precisione con controllo elettronico di flusso -
PARTE 4
FUNZIONAMENTO
4.2.3 Uniformità del taglio
Parte superiore e inferiore arrotondate
Questa condizione si verifica quando il materiale è più
sottile di 6,4 mm.
•
Scarto
Corrente alta per lo spessore del materiale (Vedere
di Dati sul Procedimento per i parametri adeguati).
Parte
Taglio marginale superiore
•
Scarto
Standoff basso (voltaggio dell’arco)
Parte
- Plasma di precisione con controllo elettronico di flusso -
4-5
PARTE 4
FUNZIONAMENTO
4.2.4 Finitura della superficie
Ruvidezza indotta dalla lavorazione
La faccia di taglio è molto ruvida. Può essere o meno
confinata a un asse.
Vista dall’alto
•
•
Mistura dei gas di atmosfera sbagliata (Vedere i Dati
sul Procedimento)
consumabili usurati o danneggiati
Faccia del taglio
Ruvidezza indotta dalla macchina
Può essere difficile da distinguere dalla ruvidezza
indotta dalla lavorazione. Spesso confinata a un solo
asse. La ruvidezza è inconsistente.
•
o
Ruvidezza
indotta dalla
lavorazione
4-6
Ruvidezza
indotta dalla
macchina
•
Binari, ruote e/o cremagliera/pignone di guida
sporchi. (Consultare la Parte sulla Manutenzione nel
manuale dell’utente).
Regolazione delle ruote del carrello.
- Plasma di precisione con controllo elettronico di flusso -
PARTE 4
FUNZIONAMENTO
4.2.5 Scorie
Faccia del
taglio
Sbavature
Le scorie sono un prodotto del processo di taglio. Si
tratta di materiale indesiderato che resta attaccato alla
parte. In molti casi, le scorie possono essere ridotte o
eliminate con i parametri della torcia e di taglio
correttamente selezionati. Consultare i Dati sul
Procedimento.
Scorie da alta velocità
Materiale saldato o arrotolato sulla parte inferiore lungo
il taglio. Difficile da rimuovere. Può richiedere la
molatura o la frantumazione. Sbavature a forma di “S”.
Arricciatura
•
Standoff alto (voltaggio dell’arco)
•
Velocità di taglio alta
Vista laterale
Sbavature
Faccia del
taglio
Globuli
Scorie da bassa velocità
Formano dei globuli sulla parte inferiore del taglio. Si
rimuovono facilmente.
•
Velocità del taglio bassa.
Vista laterale
- Plasma di precisione con controllo elettronico di flusso -
4-7
PARTE 4
FUNZIONAMENTO
Vista laterale
Schizzi
Scorie nella parte superiore
Appaiono in forma di schizzi sopra il materiale. In
genere si rimuovono facilmente.
Faccia
di taglio
•
Velocità di taglio alta
•
Standoff alto (voltaggio dell’arco)
Scorie intermittenti
Appaiono sulla parte superiore o inferiore del taglio.
Non continue. Possono apparire come un tipo
qualunque di scoria.
•
Possibile usura dei consumabili
Altri fattori che influenzano le scorie:
•
•
•
4-8
Temperatura del materiale
Grosse scaglie o ruggine di fabbrica
Leghe ad alto tenore di carbonio
- Plasma di precisione con controllo elettronico di flusso -
PARTE 4
FUNZIONAMENTO
4.2.6 Accuratezza dimensionale
Generalmente usare la minore velocità possibile (nei
limiti approvati), ottimizzerà l’accuratezza della parte.
Scegliere i consumabili per consentire un minore
voltaggio dell’arco e una minore velocità di taglio.
NOTA
La velocità di taglio e il voltaggio dell’arco
raccomandati daranno prestazioni ottimali di
taglio nella maggior parte dei casi.
Piccoli aggiustamenti incrementali possono
rendersi necessari a causa della qualità del
materiale, la sua temperatura e la lega specifica.
L’operatore dovrebbe ricordare che tutte le
variabili di taglio sono interdipendenti. Il
cambiamento di un parametro influenzerà tutti gli
altri e la qualità di taglio potrebbe risentirne.
Cominciare sempre con i parametri
raccomandati.
NOTA
Prima di tentare QUALSIASI correzione,
confrontare le variabili di taglio con i parametri/il
codice dei consumabili raccomandati che sono
elencati nei Dati di Procedimento.
- Plasma di precisione con controllo elettronico di flusso -
4-9
PARTE 4
FUNZIONAMENTO
4.3 Influenza delle opzioni gas sulla qualità di taglio
4.3.1 Introduzione
Non tutti i gas sono adatti per tutte le situazioni.
Alcuni gas aiutano nel taglio di materiali specifici di un
certo spessore. Ciò che segue spiega perché certi
gas vengono scelti, nonché la loro influenza sulle parti
finite. Altre variabili, come il voltaggio dell’arco e il
flusso/pressione del gas sono illustrati nei Dati sul
Procedimento.
Consultare i Dati sul Procedimento in questa
parte per i parametri raccomandati di
flusso/pressione.
NOTA
4.3.2 Alluminio
Spessore del
Tutti gli spessori tra 1,6 mm e 15,9 mm
materiale:
Qualità di taglio:
•
•
Faccia tagliata liscia
Praticamente nessuna scoria
Gas di plasma: Azoto
Gas di atmosfera: Azoto/metano
La mistura di atmosfera è molto importante è consigliabile il rapporto di
Discussione: 2 o 3 parti di azoto e una parte di metano. Un rapporto scorretto causa
molte scorie.
4-10
- Plasma di precisione con controllo elettronico di flusso -
PARTE 4
FUNZIONAMENTO
Consultare i Dati sul Procedimento nel manuale
della PT-24 per i parametri raccomandati di
flusso/pressione.
NOTA
4.3.3 Acciaio al carbonio
Spessore del
Da 26 GA a 10 GA (da 0,5 mm a 3,4 mm)
materiale:
Qualità di taglio:
•
•
Faccia tagliata liscia
Praticamente nessuna scoria
Gas di plasma: Ossigeno
Gas di atmosfera: Ossigeno/azoto
Il gas di atmosfera è normalmente l’azoto. Una piccola quantità di
ossigeno con azoto può effettivamente favorire la formazione di scorie su
materiali sottili da 26 GA a 10 GA in acciaio al carbonio. Inoltre,
Discussione: un’atmosfera di solo ossigeno può fornire risultati accettabili sui materiali
più sottili.
Spessore del
da 3,2 mm a 19,1 mm
materiale:
Qualità
Qualità di taglio:
•
•
Faccia tagliata liscia
Praticamente nessuna scoria
Gas di plasma: Ossigeno
Gas di atmosfera: Azoto
Il taglio dell’acciaio al carbonio con ossigeno da luogo a una reazione
esotermica. Questa reazione chimica causa la combustione del carbonio
Discussione:
del materiale in modo simile all’ossitaglio. Questo, più l’energia elettrica,
utilizza amperaggi minori senza sacrificare la velocità di taglio.
- Plasma di precisione con controllo elettronico di flusso -
4-11
PARTE 4
FUNZIONAMENTO
Consultare i Dati sul Procedimento nel manuale
della PT-24 per i parametri raccomandati di
flusso/pressione.
NOTA
4.3.4 Acciaio inossidabile
Spessore del materiale: Da 22 GA a 16 GA (da 0,7 mm a 1,6 mm)
Qualità di taglio:
•
•
•
Angolo di taglio positivo
Prestazione eccellente per quanto riguarda le scorie
Superficie di taglio lucida.
Gas di plasma: Azoto
Gas di atmosfera: Azoto/metano
A causa dell’alta velocità di taglio, è possibile un angolo positivo nella
Discussione: faccia di taglio. Usare un ugello da 70 ampere per favorire un’uscita
maggiore di gas dall’ugello.
Spessore del materiale:
materiale: Da 26 GA a 16 GA (da 0,5 mm a 1,6 mm)
Qualità di taglio:
•
•
•
Faccia di taglio scura
Praticamente priva di scorie
Migliore squadratura del taglio
Gas di plasma: Ossigeno
Gas di atmosfera: Ossigeno/azoto
Taglio ad amperaggio basso/velocità minore producono tagli più
squadrati nei materiali sottili. L’ossigeno permette un minore voltaggio
Discussione:
dell’arco, migliorando la squadratura del taglio. L’ugello “B” è usato a 30
ampere.
Spessore del materiale: da 3,2 mm a 15,9 mm
Qualità di taglio:
taglio:
•
•
•
Bordo del taglio scuro
buona prestazione per quanto riguarda le scorie
Angolo di taglio buono
Gas di plasma: Aria
Gas di atmosfera: Aria
Quando sono i medesimi, il gasi di atmosfera e di plasma si combinano.
Questa combinazione ha l’effetto di aumentare il flusso/pressione del
Discussione:
gas di taglio. L’aumentato flusso/pressione influenza direttamente la
squadratura.
4-12
- Plasma di precisione con controllo elettronico di flusso -
PARTE 4
FUNZIONAMENTO
Consultare i Dati sul Procedimento per i
parametri raccomandati di flusso/pressione.
NOTA
Acciaio inossidabile
Spessore del materiale: da 3,2 mm a 15,9 mm
Qualità di taglio:
•
•
•
•
Il bordo di taglio appare opaco.
Colore grigio chiaro
Finitura molto più liscia
Possibile piccolo incremento nell’angolo di taglio
Gas di plasma: Aria
Gas di atmosfera: Aria/metano
Troppo metano nel miscuglio dei gas di atmosfera può causare più
scorie. Si raccomanda il rapporto di 4:1 tra aria e metano. Dato che il
Discussione:
metano è un gas combustibile, è possibile un lieve aumento negli angoli
di taglio.
Spessore del materiale: da 3,2 mm a 15,9 mm
•
•
•
Faccia di taglio scura, come con aria.
Prestazione eccellente per quanto riguarda le scorie
Angolo di taglio buono
Gas di plasma: Azoto
Gas di atmosfera: Azoto
Qualità di taglio:
I gas di plasma e di atmosfera si combinano, il volume/pressione del gas
di atmosfera può influenzare negativamente la squadratura del taglio. Un
Discussione:
volume maggiore di atmosfera produce un angolo di taglio negativo. Un
volume minore produce un angolo positivo.
Spessore del materiale: da 4,7 mm a 15,9 mm
Qualità di taglio:
Gas di plasma:
Gas di atmosfera:
Discussione:
•
•
•
Faccia di taglio brillante
Formazione di un bordo nella parte inferiore
La formazione di scorie può essere estesa e difficile da rimuovere
Azoto
Azoto/metano
Dato che il metano è un gas combustibile, i rapporti flusso/pressione
possono influire sull’angolo di taglio. Elevati flusso/pressione causano un
angolo di taglio negativo, bassi flusso/pressione causano un angolo di
taglio positivo. Il rapporto azoto/metano è tra 10/14 parti di N2 e 1 parte
di CH4. Il bordo sulla faccia inferiore di taglio è grosso, rendendo la
combinazione azoto/metano per il gas di atmosfera non idonea per
alcune applicazioni su parti finite.
- Plasma di precisione con controllo elettronico di flusso -
4-13
PARTE 4
FUNZIONAMENTO
Pagina lasciata intenzionalmente bianca.
4-14
- Plasma di precisione con controllo elettronico di flusso -
PARTE 4
FUNZIONAMENTO
4.4 Dati sul procedimento
4.4.1 Introduzione
Le seguenti informazioni sono il risultato di molte ore di
prove, e sono una guida generale per i parametri da
applicare e per il taglio con il Precision Plasmarc
System PT-24. In molti casi questi parametri forniranno
un taglio di qualità. I dati contengono i valori per:
•
il taglio di alluminio. Acciaio al carbonio e
inossidabile
•
voltaggio dell’arco (standoff)
•
velocità di taglio
•
corrente (ampere)
•
velocità di flusso dei gas per tutte le combinazioni
plasma/atmosfera
Gli stessi dati sono contenuti nei file SDP. (Vedere il
manuale dei comandi per ulteriori informazioni sui file
SDP).
Sono comprese anche le informazioni sui codici dei
consumabili per la corrente in uso.
- Plasma di precisione con controllo elettronico di flusso -
4-15
PARTE 4
FUNZIONAMENTO
4.4.2 Dati sul procedimento
Amperaggio:
Alluminio
30
Gas di plasma:
Azoto @ 125 PSI / 8,6 Bar
Gas di atmosfera:
Azoto @ 125 PSI / 8,6 Bar
Materiale:
Mix gas di atmosfera: Metano @ 100 PSI / 6,9 Bar
PT-24 Torch
Corpo della torcia
P/N 21758
Diaframma dell’acqua
P/N 21725
Anello a O
P/N 638797
Anello a O
P/N 86W62
Anello a O
P/N 950714
Anello a O
P/N 98W18
Elettrodo
P/N 21539
! Diaframma
P/N
! Ugello
P/N
Fermo dell’ugello/diffusore
P/N 22007
Isolante della schermatura
P/N 22010
Fermo schermatura isolante con
anello a O P/N 21712
Anello a O – Fermo
Fermo schermatura
schermatura
(Rif. P/N 996528)
Schermatura con fermo
P/N 22531
! Diaframma e ugello
sono le uniche due
parti frontali della
torcia sostituibili che
variano con
l’amperaggio
4-16
- Plasma di precisione con controllo elettronico di flusso -
PARTE 4
FUNZIONAMENTO
30 Ampere:
Dati sul procedimento
PG
PG
SG2
N2
N2
CH4
0.062
0.075
0.090
0.125
0.187
0.250
1,6
1,9
2,3
3,2
4,7
6,4
0
0
0
0
0
0
40
40
40
40
40
40
55
55
55
55
55
55
45
45
45
45
45
45
SG1- taglio
20
20
20
20
20
20
SG2- flusso
taglio
10
10
10
10
10
10
150
152
153
158
170
189
IPM
150
135
105
78
30
25
MM/MIN
3810
3429
2667
1981
762
635
Spessore del materiale:
IN
MM
Ritardo punzonatura (Sec)
Parametri di setup (vedi note)
Gas plasma di accensione 1
Gas plasma di taglio 1
SG1-
Gas di
atmosfera:
accensione
(Indice flusso)
(Indice flusso)
voltaggio dell’arco (standoff)
Velocità di spostamento
Note:
1. Arco pilota –LOW.
2. Mix gas di taglio e ALT in Controllo di Flusso
3. Asse – Centro del cuscinetto
- Plasma di precisione con controllo elettronico di flusso -
4-17
PARTE 4
FUNZIONAMENTO
Materiale:
Alluminio
Amperaggio:
55
Gas di plasma:
Azoto@125 PSI / 8,6 Bar
Gas di atmosfera:
Azoto@125 PSI / 8,6 Bar
Mix gas di atmosfera: Metano@100 PSI / 6,9 Bar
Torcia PT-24
Corpo della torcia
P/N 21758
Diaframma dell’acqua
P/N 21725
21725
Anello a O
P/N 638797
Anello a O
P/N 86W62
Anello a O
P/N 950714
Anello a O
P/N 98W18
Elettrodo
P/N 21539
! Diaframma
P/N 21692 (4 holes)
! Ugello
P/N 21542, "C"
Fermo dell’ugello/diffusore
P/N 22007
Isolante della protezione
P/N 22010
Fermo schermatura isolante
con anello a O P/N 21712
Anello a O – Fermo
schermatura (Rif. P/N 996528)
Schermatura con fermo
P/N 22531
! Diaframma e ugello
sono le uniche due
parti frontali della
torcia sostituibili che
variano con
l’amperaggio
4-18
- Plasma di precisione con controllo elettronico di flusso -
PARTE 4
FUNZIONAMENTO
55 Ampere
Alluminio
Dati sul procedimento
PG
PG
SG2
N2
N2
CH4
0.062
0.125
0.187
0.250
1,6
3,2
4,7
6,4
0
0
0
0
45
45
45
45
75
75
75
85
SG1-accensione
55
55
55
55
Gas di
atmosfera:
SG1- taglio
20
20
20
20
(Indice flusso)
SG2- flusso
10
10
10
10
136
139
152
168
IPM
170
130
78
46
MM/MIN
4318
3302
1981
1168
Spessore del materiale:
IN
MM
Ritardo punzonatura (Sec)
Parametri di setup (vedi note)
Gas plasma di accensione 1
Gas plasma di taglio 1
taglio
(Indice flusso)
voltaggio dell’arco (standoff)
Velocità di spostamento
Note:
1. Arco pilota – HIGH.
2. Mix gas di taglio e ALT in Controllo di Flusso
3. Asse – Centro del cuscinetto
- Plasma di precisione con controllo elettronico di flusso -
4-19
PARTE 4
FUNZIONAMENTO
Materiale:
Alluminio
Amperaggio:
70
Gas di plasma:
Azoto@125 PSI / 8,6 Bar
Gas di atmosfera:
Azoto@125 PSI / 8,6 Bar
Mix gas di atmosfera: Metano@100 PSI / 6,9 Bar
Torcia PT-24
Corpo della torcia
P/N 21758
Diaframma dell’acqua
P/N 21725
Anello a O
P/N 638797
Anello a O
P/N 86W62
Anello a O
P/N 950714
Anello a O
P/N 98W18
Elettrodo
P/N 21539
! Diaframma
P/N 21692 (4 holes)
! Ugello
P/N 21543, "D"
Fermo dell’ugello/diffusore
P/N 22007
Isolante della protezione
P/N 22010
Fermo schermatura isolante
con anello a O P/N 21712
Anello a O – Fermo
schermatura (Rif. P/N 996528)
Schermatura con fermo
P/N 22531
22531
! Diaframma e ugello
sono le uniche due
parti frontali della
torcia sostituibili che
variano con
l’amperaggio
4-20
- Plasma di precisione con controllo elettronico di flusso -
PARTE 4
FUNZIONAMENTO
70 Ampere
Alluminio
Dati sul procedimento
PG
PG
SG2
N2
N2
CH4
0.187
0.250
0.375
0.500
4,7
6,4
9,5
12,7
0
0
0.1
0.2
65
65
65
65
50
50
100
100
SG1-accensione
45
45
45
45
Gas di
atmosfera:
SG1- taglio
20
20
20
20
(Indice flusso)
SG2- flusso
10
10
10
10
150
157
168
182
80
65
55
30
2032
1651
1397
762
Spessore del materiale:
IN
MM
Ritardo punzonatura (Sec)
Parametri di setup (vedi note)
Gas plasma di accensione 1
Gas plasma di taglio 1
taglio
(Indice flusso)
voltaggio dell’arco (standoff)
Velocità di spostamento
IPM
MM/MIN
Note:
1. Arco pilota – HIGH.
2. Mix gas di taglio e ALT in Controllo di Flusso
3. Asse – Centro del cuscinetto
- Plasma di precisione con controllo elettronico di flusso -
4-21
PARTE 4
FUNZIONAMENTO
Amperaggio:
Alluminio
100
Gas di plasma:
Azoto@125 PSI / 8,6 Bar
Gas di atmosfera:
Azoto@125 PSI / 8,6 Bar
Materiale:
Mix gas di atmosfera: Metano@100 PSI / 6.9 Bar
Torcia PT-24
Corpo della torcia
P/N 21758
Diaframma dell’acqua
P/N 21725
Anello a O
P/N 638797
Anello a O
P/N 86W62
Anello a O
P/N 950714
Anello a O
P/N 98W18
Elettrodo
P/N 21539
! Diaframma
P/N 21692 (4 holes)
! Ugello
P/N 21923, "E"
Fermo dell’ugello/diffusore
P/N 22007
Isolante della protezione
P/N 22010
Fermo schermatura isolante
con anello a O P/N 21712
Anello a O – Fermo
schermatura (Rif. P/N 996528)
Schermatura con fermo
P/N 22531
! Diaframma e ugello
sono le uniche due
parti frontali della
torcia sostituibili che
variano con
l’amperaggio
4-22
- Plasma di precisione con controllo elettronico di flusso -
PARTE 4
FUNZIONAMENTO
100 Ampere
Alluminio
Dati sul procedimento
PG
PG
SG2
N2
N2
N2
0.250
0.375
0.500
0.625
6,4
9,5
12,7
15,9
0
0
0.1
0.1
80
80
80
80
100
100
100
100
SG1-accensione
60
60
60
60
Gas di
atmosfera:
SG1- taglio
31
31
31
31
(Indice flusso)
SG2- flusso
10
10
10
10
155
160
166
174
65
80
65
50
2413
2032
1778
1270
Spessore del materiale:
IN
MM
Ritardo punzonatura (Sec)
Parametri di setup (vedi note)
Gas plasma di accensione 1
Gas plasma di taglio 1
taglio
(Indice flusso)
voltaggio dell’arco (standoff)
Velocità di spostamento
IPM
MM/MIN
Note:
1. Arco pilota – HIGH.
2. Mix gas di taglio e ALT in Controllo di Flusso
3. Asse – Centro del cuscinetto
- Plasma di precisione con controllo elettronico di flusso -
4-23
PARTE 4
FUNZIONAMENTO
Amperaggio:
Acciaio al carbonio
16
Gas di plasma:
Ossigeno@125 PSI / 8,6 Bar
Gas di atmosfera:
Azoto@125 PSI / 8,6 Bar
Materiale:
Mix gas di atmosfera: Ossigeno@125 PSI / 8,6 Bar
Torcia PT-24
Corpo della torcia
P/N 21758
Diaframma dell’acqua
P/N 21725
Anello a O
P/N 638797
Anello a O
P/N 86W62
Anello a O
P/N 950714
Anello a O
P/N 98W18
Elettrodo
P/N 21539
! Diaframma
P/N 21852 (2 holes)
! Ugello
P/N 21540, "A"
Fermo dell’ugello/diffusore
P/N 22007
Isolante della protezione
P/N 22010
Fermo schermatura isolante
con anello a O P/N 21712
Anello a O – Fermo
schermatura (Rif. P/N 996528)
Schermatura con fermo
P/N 22531
! Diaframma e ugello
sono le uniche due
parti frontali della
torcia sostituibili che
variano con
l’amperaggio
4-24
- Plasma di precisione con controllo elettronico di flusso -
PARTE 4
FUNZIONAMENTO
16 Ampere
Acciaio al carbonio
Dati sul procedimento
PG
PG
SG2
O2
N2
O2
20GA
18GA
16GA
14GA
12GA
10GA
0,9
1,2
1,6
2,0
2,7
3,4
0
0
0
0.1
0.5
0.1
20
20
20
20
20
20
11
11
11
11
11
11
SG1-accensione
20
20
20
20
20
20
Gas di
atmosfera:
SG1- taglio
0
0
0
0
0
0
(Indice flusso)
SG2- flusso
6
6
6
6
6
6
103
105
115
118
116
117
IPM
100
85
80
60
50
36
MM/MIN
2540
2159
2032
1524
1270
914
Spessore del materiale:
IN
MM
Ritardo punzonatura (Sec)
Parametri di setup (vedi note)
Gas plasma di accensione 1
Gas plasma di taglio 1
taglio
(Indice flusso)
voltaggio dell’arco (standoff)
Velocità di spostamento
Note:
1. Arco pilota –LOW.
2. Mix gas di taglio e ALT in Controllo di Flusso
3. Asse – Centro del cuscinetto
- Plasma di precisione con controllo elettronico di flusso -
4-25
PARTE 4
FUNZIONAMENTO
Amperaggio:
Acciaio al carbonio
35
Gas di plasma:
Ossigeno@125 PSI / 8,6 Bar
Gas di atmosfera:
Azoto@125 PSI / 8,6 Bar
Mix gas di atmosfera:
Ossigeno@125 PSI / 8,6 Bar
Materiale:
Torcia PT-24
Corpo della torcia
P/N 21758
Diaframma dell’acqua
P/N 21725
Anello a O
P/N 638797
Anello a O
P/N 86W62
Anello a O
P/N 950714
Anello a O
P/N 98W18
Elettrodo
P/N 21539
Diaframma
P/N 21536 (3 holes)
Ugello
P/N 21541, "B"
Fermo dell’ugello/diffusore
P/N 22007
Isolante della protezione
P/N 22010
Fermo schermatura isolante
con anello a O P/N 21712
Anello a O – Fermo
Fermo
schermatura (Rif. P/N 996528)
Schermatura con fermo
P/N 22531
Diaframma e ugello
sono le uniche due
parti frontali della
torcia sostituibili che
variano con
l’amperaggio
4-26
- Plasma di precisione con controllo elettronico di flusso -
PARTE 4
FUNZIONAMENTO
35 Ampere:
Acciaio al carbonio
Dati sul procedimento
PG
PG
SG2
O2
N2
O2
14GA
0.125
0.135
0.187
0.250
1,9
3,2
3,4
4,7
6,4
0
0
0
0
0
38
38
38
38
38
15
15
15
15
15
SG1-accensione
50
50
50
50
50
Gas di
atmosfera:
SG1- taglio
0
0
0
0
0
(Indice flusso)
SG2- flusso
6
6
6
6
6
113
119
120
122
124
80
55
52
40
30
3032
1397
1320
1016
762
Spessore del materiale:
IN
MM
Ritardo punzonatura (Sec)
Parametri di setup (vedi note)
Gas plasma di accensione 1
Gas plasma di taglio 1
taglio
(Indice flusso)
voltaggio dell’arco (standoff)
Velocità di spostamento
IPM
MM/MIN
Note:
1. Arco pilota – HIGH.
2. Mix gas di taglio e ALT in Controllo di Flusso
3. Asse – Centro del cuscinetto
- Plasma di precisione con controllo elettronico di flusso -
4-27
PARTE 4
FUNZIONAMENTO
Amperaggio:
Acciaio al carbonio
45
Gas di plasma:
Ossigeno@125 PSI / 8,6 Bar
Gas di atmosfera:
Azoto@125 PSI / 8,6 Bar
Materiale:
Mix gas di atmosfera: Ossigeno@125 PSI / 8,6 Bar
Torcia PT-24
Corpo della torcia
P/N 21758
Diaframma dell’acqua
P/N 21725
Anello a O
P/N 638797
Anello a O
P/N 86W62
Anello a O
P/N 950714
Anello a O
P/N 98W18
Elettrodo
P/N 21539
! Diaframma
P/N 21692 (4 holes)
! Ugello
P/N 21542, "C"
Fermo dell’ugello/diffusore
P/N 22007
Isolante della protezione
P/N 22010
Fermo schermatura isola
isolante
nte
con anello a O P/N 21712
Anello a O – Fermo
schermatura (Rif. P/N 996528)
Schermatura con fermo
P/N 22531
! Diaframma e ugello
sono le uniche due
parti frontali della
torcia sostituibili che
variano con
l’amperaggio
4-28
- Plasma di precisione con controllo elettronico di flusso -
PARTE 4
FUNZIONAMENTO
45 Ampere
Dati sul procedimento
Acciaio al carbonio
PG
SG1
SG2
O2
N2
O2
0.125
0.135
0.187
0.250
0.375
MM
3,2
3,4
4,7
6,4
9,5
Ritardo punzonatura (Sec)
0.3
0.3
0.3
0.3
0.4
50
50
50
50
50
20
20
20
20
20
SG1-accensione
50
50
50
50
50
SG1- taglio
16
16
16
16
10
SG2- flusso
0
0
0
0
0
108
111
114
121
124
60
50
45
35
20
1524
1270
1143
889
508
Spessore del materiale:
IN
Parametri di setup (vedi note)
Gas plasma di accensione 1
Gas plasma di taglio 1
Gas di
atmosfera:
(Indice flusso)
taglio
(Indice flusso)
voltaggio dell’arco (standoff)
Velocità di spostamento
IPM
MM/MIN
Note:
1. Arco pilota – HIGH.
2. Mix gas di taglio e ALT in Controllo di Flusso
3. Asse – Centro del cuscinetto
- Plasma di precisione con controllo elettronico di flusso -
4-29
PARTE 4
FUNZIONAMENTO
Amperaggio:
Acciaio al carbonio
70
Gas di plasma:
Ossigeno@125 PSI / 8,6 Bar
Gas di atmosfera:
Azoto@125 PSI / 8,6 Bar
Materiale:
Mix gas di atmosfera: Ossigeno@125 PSI / 8,6 Bar
Torcia PT-24
Corpo del
della
la torcia
P/N 21758
Diaframma dell’acqua
P/N 21725
Anello a O
P/N 638797
Anello a O
P/N 86W62
Anello a O
P/N 950714
Anello a O
P/N 98W18
Elettrodo
P/N 21539
! Diaframma
P/N 21692 (4 holes)
! Ugello
P/N 21543, "D"
Fermo
Fermo dell’ugello/diffusore
P/N 22007
Isolante della protezione
P/N 22010
Fermo schermatura isolante
con anello a O P/N 21712
Anello a O – Fermo
schermatura (Rif. P/N 996528)
Schermatura con fermo
P/N 22531
! Diaframma e ugello
sono le uniche due
parti frontali della
torcia sostituibili che
variano con
l’amperaggio
4-30
- Plasma di precisione con controllo elettronico di flusso -
PARTE 4
FUNZIONAMENTO
70 Ampere
Acciaio al carbonio
Dati sul procedimento
PG
SG1
SG2
O2
N2
O2
0.187
0.250
0.312
0.375
0.500
0.625
4,7
6,4
7,9
9,5
12,7
12,9
0
0
0
0.1
0.2
0.5
60
60
60
60
60
25
25
25
25
25
25
SG1-accensione
60
60
60
60
60
60
Gas di
atmosfera:
SG1- taglio
33
33
33
33
20
20
(Indice flusso)
SG2- flusso
0
0
0
0
0
0
108
110
114
113
135
140
IPM
110
100
70
60
30
25
MM/MIN
2794
2413
1778
1524
762
635
Spessore del materiale:
IN
MM
Ritardo punzonatura (Sec)
Parametri di setup (vedi note)
Gas plasma di accensione 1
Gas plasma di taglio 1
taglio
(Indice flusso)
voltaggio dell’arco (standoff)
Velocità di spostamento
Note:
1. Arco pilota – HIGH.
2. Mix gas di taglio e ALT in Controllo di Flusso
3. Asse – Centro del cuscinetto
- Plasma di precisione con controllo elettronico di flusso -
4-31
PARTE 4
FUNZIONAMENTO
Amperaggio:
Acciaio al carbonio
100
Gas di plasma:
Ossigeno@125 PSI / 8,6 Bar
Gas di atmosfera:
Azoto@125 PSI / 8,6 Bar
Materiale:
Mix gas di atmosfera: Ossigeno@125 PSI / 8,6 Bar
Torcia PT-24
Corpo della torcia
P/N 21758
Diaframma dell’acqua
P/N 21725
Anello a O
P/N 638797
Anello a O
P/N 86W62
Anello a O
P/N 950714
Anello a O
P/N 98W18
Elettrodo
P/N 21539
! Diaframma
P/N 21692 (4 holes)
! Ugello
P/N 21923, "E"
Fermo dell’ugello/diffusore
P/N 22007
Isolante della protezione
P/N 22010
Fermo schermatura isolante
con anello a O P/N 21712
Anello a O – Fermo
schermatura (Rif. P/N 996528)
996528)
Schermatura con fermo
P/N 22531
! Diaframma e ugello
sono le uniche due
parti frontali della
torcia sostituibili che
variano con
l’amperaggio
4-32
- Plasma di precisione con controllo elettronico di flusso -
PARTE 4
FUNZIONAMENTO
100 Ampere
Acciaio al carbonio
Dati sul procedimento
PG
SG1
SG2
O2
N2
O2
0.312
0.375
0.500
0.625
0.750
7,9
9,5
12,9
15,9
19,1
0
0
0.1
0.1
0.1
80
80
80
80
80
30
30
30
30
30
SG1-accensione
60
60
60
60
60
Gas di
atmosfera:
SG1- taglio
30
30
30
30
30
(Indice flusso)
SG2- flusso
0
0
0
0
0
115
120
132
137
143
90
80
50
30
25
2290
2030
1270
760
630
Spessore del materia
materiale:
le:
IN
MM
Ritardo punzonatura (Sec)
Parametri di setup (vedi note)
Gas plasma di accensione 1
Gas plasma di taglio 1
taglio
(Indice flusso)
voltaggio dell’arco (standoff)
Velocità di spostamento
IPM
MM/MIN
Note:
1. Arco pilota – HIGH.
2. Mix gas di taglio e ALT in Controllo di Flusso
3. Asse – Centro del cuscinetto
- Plasma di precisione con controllo elettronico di flusso -
4-33
PARTE 4
FUNZIONAMENTO
Amperaggio:
Acciaio inossidabile
30
Gas di plasma:
Ossigeno@125 PSI / 8,6 Bar
Gas di atmosfera:
Azoto@125 PSI / 8,6 Bar
Mix gas di
Ossigeno@125 PSI / 8,6 Bar
Materiale:
Torcia PT-24
Corpo della torcia
P/N 21758
Diaframma dell’acqua
P/N 21725
Anello a O
P/N 638797
Anello a O
P/N 86W62
Anello a O
P/N 950714
Anello a O
P/N 98W18
Elettrodo
P/N 21539
! Diaframma
P/N 21536 (3 holes)
! Ugello
P/N 21541, "B"
Fermo dell’ugello/diffusore
P/N 22007
Isolante del contenitore di
rotezione P/N 22010
Fermo schermatura isolante con
anello a O P/N 21712
Anello a O – Fermo schermatura
(Rif. P/N 996528)
Schermatura con fermo
P/N 22531
! Diaframma e ugello
sono le uniche due
parti frontali della
torcia sostituibili che
variano con
l’amperaggio
4-34
- Plasma di precisione con controllo elettronico di flusso -
PARTE 4
FUNZIONAMENTO
30 Ampere
Dati sul procedimento
Acciaio inossidabile
PG
SG1
SG2
O2
N2
O2
26GA
24GA
22GA
18GA
16GA
0,4
0,6
0,7
1,2
1,6
0
0
0
0
0
45
45
45
45
45
18
18
18
18
18
SG1-accensione
40
40
40
40
40
Gas di
atmosfera:
SG1- taglio
20
20
20
20
20
(Indice flusso)
SG2- flusso
5
5
5
5
5
105
105
107
109
111
IPM
250
200
190
140
100
MM/MIN
6350
5080
4826
3556
2540
Spessore del materiale:
IN
MM
Ritardo punzonatura (Sec)
Parametri di setup (vedi note)
Gas plasma di accensione 1
Gas plasma di taglio 1
taglio
(Indice flusso)
voltaggio dell’arco (standoff)
Velocità di spostamento
Note:
1. Arco pilota – LOW.
2. Mix gas di taglio e ALT in Controllo di Flusso
3. Asse – Centro del cuscinetto
- Plasma di precisione con controllo elettronico di flusso -
4-35
PARTE 4
FUNZIONAMENTO
Amperaggio:
Acciaio inossidabile
50
Gas di plasma:
Aria@125 PSI / 8,6 Bar
Gas di atmosfera:
Aria@125 PSI / 8,6 Bar
Materiale:
Mix gas di atmosfera: Aria@125 PSI / 8,6 Bar
Torcia PT-24
Corpo della
della torcia
P/N 21758
Diaframma dell’acqua
P/N 21725
Anello a O
P/N 638797
Anello a O
P/N 86W62
Anello a O
P/N 950714
Anello a O
P/N 98W18
Elettrodo
P/N 21539
! Diaframma
P/N 21692 (4 holes)
! Ugello
P/N 21542, "C"
Fermo
Fermo dell’ugello/diffusore
P/N 22007
Isolante della protezione
P/N 22010
Fermo schermatura isolante
con anello a O P/N 21712
Anello a O – Fermo
schermatura (Rif. P/N 996528)
Schermatura con fermo
P/N 22531
! Diaframma e ugello
sono le uniche due
parti frontali della
torcia sostituibili che
variano con
l’amperaggio
4-36
- Plasma di precisione con controllo elettronico di flusso -
PARTE 4
FUNZIONAMENTO
50 Ampere
Acciaio inossidabile
Dati sul procedimento
Spessore del materiale:
IN
PG
SG1
SG2
Aria
Aria
Aria
0.125
0.187
0.250
0.375
3,2
4,7
6,4
9,5
0
0
01
0.2
60
60
60
60
95
95
95
95
SG1-accensione
45
45
45
45
Gas di
atmosfera:
SG1- taglio
35
35
35
35
(Indice flusso)
SG2- flusso
0
0
0
0
134
140
145
155
90
60
40
18
2286
1524
1016
457
MM
Ritardo punzonatura (Sec)
Parametri di setup (vedi note)
Gas plasma di accensione 1
Gas plasma di taglio 1
taglio
(Indice flusso)
voltaggio dell’arco (standoff)
Velocità di spostamento
IPM
MM/MIN
Note:
1. Arco pilota –HIGH.
2. Mix gas di taglio e ALT in Controllo di Flusso
3. Asse – Centro del cuscinetto
- Plasma di precisione con controllo elettronico di flusso -
4-37
PARTE 4
FUNZIONAMENTO
Amperaggio:
Acciaio inossidabile
70
Gas di plasma:
Aria@125 PSI / 8,6 Bar
Gas di atmosfera:
Aria@125 PSI / 8,6 Bar
Mix gas di atmosfera:
Aria@125 PSI / 8,6 Bar
Materiale:
Torcia PT-24
Corpo della torcia
P/N 21758
Diaframma dell’acqua
P/N 21725
Anello a O
P/N 638797
Anello a O
P/N 86W62
Anello a O
P/N 950714
Anello a O
P/N 98W18
Elettrodo
P/N 21539
Diaframma
Diaframma
P/N 21692 (4 holes)
Ugello
P/N 21543, "D"
Fermo dell’ugello/diffusore
P/N 22007
Isolante della protezione
P/N 22010
Fermo schermatura isolante
con anello a O P/N 21712
Anello a O – Fermo
Fermo
schermatura (Rif. P/N 996528)
Schermatura
Schermatura con fermo
P/N 22531
Diaframma e ugello
sono le uniche due
parti frontali della
torcia sostituibili che
variano con
l’amperaggio
4-38
- Plasma di precisione con controllo elettronico di flusso -
PARTE 4
FUNZIONAMENTO
70 Ampere
Acciaio inossidabile
Dati sul procedimento
Spessore del materiale:
IN
PG
SG1
SG2
Aria
Aria
Aria
0.187
0.250
0.375
0.500
MM
4,7
6,4
9,5
12,7
Ritardo punzonatura (Sec)
0.3
0.4
0.5
0.6
70
70
70
70
95
95
95
95
SG1-accensione
60
60
60
60
Gas di
atmosfera:
SG1- taglio
40
40
40
40
(Indice flusso)
SG2- flusso
0
0
0
0
131
152
158
162
IPM
100
50
28
20
MM/MIN
2540
1270
711
609
Parametri di setup (vedi note)
Gas plasma di accensione 1
Gas plasma di taglio 1
taglio
(Indice flusso)
voltaggio dell’arco (standoff)
Velocità di spostamento
Note:
1. Arco pilota – HIGH.
2. Mix gas di taglio e ALT in Controllo di Flusso
3. Asse – Centro del cuscinetto
- Plasma di precisione con controllo elettronico di flusso -
4-39
PARTE 4
FUNZIONAMENTO
Amperaggio:
Acciaio inossidabile
100
Gas di plasma:
Aria@125 PSI / 8,6 Bar
Gas di atmosfera:
Aria@125 PSI / 8,6 Bar
Mix gas di atmosfera:
Aria@125 PSI / 8,6 Bar
Materiale:
Torcia PT-24
Corpo della torcia
P/N 21758
Diaframma dell’acqua
P/N 21725
Anello a O
P/N 638797
Anello a O
P/N 86W62
Anello a O
P/N 950714
Anello a O
P/N 98W18
Elettrodo
P/N 21539
Diaframma
P/N 21692 (4 holes)
Ugello
P/N 21923, "E"
Fermo dell’ugello/diffusore
P/N 22007
Isolante della protezione
P/N 22010
Fermo schermatura isolante
con anello a O P/N 21712
Anello a O – Fermo
schermatura (Rif. P/N 996528)
Schermatura con fermo
P/N 22531
Diaframma e ugello
sono le uniche due
parti frontali della
torcia sostituibili che
variano con
l’amperaggio
4-40
- Plasma di precisione con controllo elettronico di flusso -
PARTE 4
FUNZIONAMENTO
100 Ampere
Acciaio inossidabile
Dati sul procedimento
PG
Spessore del materiale:
IN
Aria
SG1
Aria
SG2
Aria
0.250
0.375
0.500
0.625
MM
6,4
9,5
12,7
15,9
Ritardo punzonatura (Sec)
0.3
0.4
0.5
0.6
80
80
80
80
65
65
65
70
SG1-accensione
60
60
60
60
Gas di
atmosfera:
SG1- taglio
35
35
35
40
(Indice flusso)
SG2- flusso
0
0
0
0
129
135
142
150
80
60
35
25
2030
1520
889
635
Parametri di setup (vedi note)
Gas plasma di accensione 1
Gas plasma di taglio 1
taglio
(Indice flusso)
voltaggio dell’arco (standoff)
Velocità di spostamento
IPM
MM/MIN
Note:
1. Arco pilota – HIGH.
2. Mix gas di taglio e ALT in Controllo di Flusso
3. Asse – Centro del cuscinetto
- Plasma di precisione con controllo elettronico di flusso -
4-41
PARTE 4
FUNZIONAMENTO
Amperaggio:
Acciaio inossidabile
70
Gas di plasma:
Aria@125 PSI / 8,6 Bar
Gas di atmosfera:
Aria@125 PSI / 8,6 Bar
Mix gas di atmosfera:
Metano@100 PSI / 6,9 Bar
Materiale:
Torcia PT-24
Corpo della torcia
P/N 21758
Diaframma dell’acqua
P/N 21725
Anello a O
P/N 638797
Anello a O
P/N 86W62
Anello a O
P/N 950714
Anello a O
P/N 98W18
Elettrodo
P/N 21539
Diaframma
P/N 21692 (4 holes)
Ugello
P/N 21543, "D"
dell’ugello/diffusore
e
Fermo dell’ugello/diffusor
P/N 22007
Isolante della protezione
P/N 22010
Fermo schermatura isolante
con anello a O P/N 21712
Anello a O – Fermo
schermatura (Rif. P/N 996528)
Schermatura con fermo
P/N 22531
Diaframma e ugello
sono le uniche due
parti frontali della
torcia sostituibili che
variano con
l’amperaggio
4-42
- Plasma di precisione con controllo elettronico di flusso -
PARTE 4
FUNZIONAMENTO
70 Ampere
Acciaio inossidabile
Dati sul procedimento
Spessore del materiale:
IN
PG
SG1
SG2
Aria
Aria
CH4
0.125
0.187
0.250
0.387
0.500
MM
3,2
4,7
6,4
9,5
12,7
Ritardo punzonatura (Sec)
0.2
0.3
0.4
0.5
0.6
70
70
70
70
70
100
100
100
100
100
SG1-accensione
60
60
60
60
60
Gas di
atmosfera:
SG1- taglio
40
40
40
40
40
(Indice flusso)
SG2- flusso
10
10
10
10
10
131
146
154
166
175
IPM
120
80
50
30
24
MM/MIN
3048
2032
1270
762
609
Parametri di setup (vedi note)
Gas plasma di accensione 1
Gas plasma di taglio 1
taglio
(Indice flusso)
voltaggio dell’arco (standoff)
Velocità di spostamento
Note:
1. Arco pilota – HIGH.
2. Mix gas di taglio e ALT in Controllo di Flusso
3. Asse – Centro del cuscinetto
- Plasma di precisione con controllo elettronico di flusso -
4-43
PARTE 4
FUNZIONAMENTO
Amperaggio:
Acciaio inossidabile
100
Gas di plasma:
Aria@125 PSI / 8,6 Bar
Gas di atmosfera:
Aria@125 PSI / 8,6 Bar
Mix gas di atmosfera:
Metano@100 PSI / 6,9 Bar
Materiale:
Torcia PT-24
Corpo della torcia
P/N 21758
Diaframma dell’acqua
P/N 21725
Anello a O
P/N 638797
Anello a O
P/N 86W62
Anello a O
P/N 950714
Anello a O
P/N 98W18
Elettrodo
P/N 21539
Diaframma
P/N 21692 (4 holes)
Ugello
P/N 21923, "E"
Fermo dell’ugello/diffusore
P/N 22007
Isolante della protezione
P/N 22010
Fermo schermatura isolante
con anello a O P/N 21712
Anello a O – Fermo
schermatura (Rif. P/N 996528)
Schermatura con fermo
P/N 22531
Diaframma e ugello
sono le uniche due
parti frontali della
torcia sostituibili che
variano con
l’amperaggio
4-44
- Plasma di precisione con controllo elettronico di flusso -
PARTE 4
FUNZIONAMENTO
100 Ampere
Acciaio inossidabile
Dati sul procedimento
Spessore del materiale:
IN
PG
SG1
SG2
Aria
Aria
CH4
0.250
0.375
0.500
0.625
MM
6,4
9,5
12,7
15,9
Ritardo punzonatura (Sec)
0.3
0.4
0.5
0.6
80
80
80
80
100
100
100
100
SG1-accensione
60
60
60
60
Gas di
atmosfera:
SG1- taglio
40
40
40
40
(Indice flusso)
SG2- flusso
7
10
10
10
140
150
159
170
80
60
35
25
2030
1524
889
635
Parametri di setup (vedi note)
Gas plasma di accensione 1
Gas plasma di taglio 1
taglio
(Indice flusso)
voltaggio dell’arco (standoff)
Velocità di spostamento
IPM
MM/MIN
Note:
1. Arco pilota – HIGH.
2. Mix gas di taglio e ALT in Controllo di Flusso
3. Asse – Centro del cuscinetto
- Plasma di precisione con controllo elettronico di flusso -
4-45
PARTE 4
FUNZIONAMENTO
Amperaggio:
Acciaio inossidabile
50
Gas di plasma:
Azoto@125 PSI / 8,6 Bar
Gas di atmosfera:
Azoto@125 PSI / 8,6 Bar
Materiale:
Mix gas di atmosfera:
Torcia PT-24
Corpo della torcia
P/N 21758
Diaframma dell’acqua
P/N 21725
Anello a O
P/N 638797
Anello a O
P/N 86W62
Anello a O
P/N 950714
Anello a O
P/N 98W18
Elettrodo
P/N 21539
Diaframma
P/N 21692 (4 holes)
Ugello
P/N 21542, "C"
Fermo dell’ugello/diffusore
P/N 22007
Isolante della protezione
P/N 22010
Fermo schermatura isolante
con anello a O P/N 217
21712
12
Anello a O – Fermo
schermatura (Rif. P/N 996528)
Schermatura con fermo
P/N 22531
Diaframma e ugello
sono le uniche due
parti frontali della
torcia sostituibili che
variano con
l’amperaggio
4-46
- Plasma di precisione con controllo elettronico di flusso -
PARTE 4
FUNZIONAMENTO
50 Ampere
Acciaio inossidabile
Dati sul procedimento
PG
SG1
N2
N2
0.125
0.187
0.250
0.375
3,2
4,7
6,4
9,5
0
0
0.1
0.2
60
60
60
60
85
85
85
85
SG1-accensione
45
45
45
45
Gas di
atmosfera:
SG1- taglio
35
35
35
35
(Indice flusso)
SG2- flusso
0
0
0
0
128
133
144
155
90
60
40
22
2286
1524
1016
558
Spessore del materiale:
IN
MM
Ritardo punzonatura (Sec)
SG2
Parametri di setup (vedi note)
Gas plasma di accensione 1
Gas plasma di taglio 1
taglio
(Indice flusso)
voltaggio dell’arco (standoff)
Velocità di spostamento
IPM
MM/MIN
Note:
1. Arco pilota – HIGH.
2. Mix gas di taglio e ALT in Controllo di Flusso
3. Asse – Centro del cuscinetto
- Plasma di precisione con controllo elettronico di flusso -
4-47
PARTE 4
FUNZIONAMENTO
Amperaggio:
Acciao inossidabile
70
Gas di plasma:
Azoto@125 PSI / 8,6 Bar
Gas di atmosfera:
Azoto@125 PSI / 8,6 Bar
Materiale:
Mix gas di atmosfera:
Torcia PT-24
Corpo della torcia
P/N 21758
Diaframma dell’acqua
P/N 21725
Anello a O
P/N 638797
Anello a O
P/N 86W62
Anello a O
P/N 950714
Anello a O
P/N 98W18
Elettrodo
P/N 21539
! Diaframma
P/N 21692 (4 holes)
! Ugello
P/N 21543, "D"
Fermo dell’ugello/diffusore
P/N 22007
Isolante della protezione
P/N 22010
Fermo schermatura isolante
con anello
anello a O P/N 21712
Anello a O – Fermo
schermatura (Rif. P/N 996528)
Schermatura con fermo
P/N 22531
! Diaframma e ugello
sono le uniche due
parti frontali della
torcia sostituibili che
variano con
l’amperaggio
4-48
- Plasma di precisione con controllo elettronico di flusso -
PARTE 4
FUNZIONAMENTO
70 Ampere
Acciaio inossidabile
Dati sul procedimento
PG
SG1
N2
N2
0.187
0.250
0.375
0.500
MM
4,7
6,4
9,5
12,7
Ritardo punzonatura (Sec)
0.3
0.4
0.5
0.6
70
70
70
70
95
95
95
95
SG1-accensione
60
60
60
60
Gas di
atmosfera:
SG1- taglio
40
40
40
40
(Indice flusso)
SG2- flusso
0
0
0
0
132
150
154
159
75
50
28
24
1905
1270
711
609
Spessore del materiale:
IN
SG2
Parametri di setup (vedi note)
Gas plasma di accensione 1
Gas plasma di taglio 1
taglio
(Indice flusso)
voltaggio dell’arco (standoff)
Velocità di spostamento
IPM
MM/MIN
Note:
1. Arco pilota – HIGH.
2. Mix gas di taglio e ALT in Controllo di Flusso
3. Asse – Centro del cuscinetto
- Plasma di precisione con controllo elettronico di flusso -
4-49
PARTE 4
FUNZIONAMENTO
Amperaggio:
Acciaio inossidabile
100
Gas di plasma:
Azoto@125 PSI / 8,6 Bar
Gas di atmosfera:
Azoto@125 PSI / 8,6 Bar
Materiale:
Mix gas di
Torcia PT-24
Corpo della torcia
P/N 21758
Diaframma dell’acqua
P/N 21725
Anello a O
P/N 638797
Anello a O
P/N 86W62
Anello a O
P/N 950714
Anello a O
P/N 98W18
Elettrodo
P/N 21539
! Diaframma
P/N 21692 (4 holes)
! Ugello
P/N 21923, "E"
Fermo dell’ugello/diffusore
P/N 22007
Isolante della protezione
P/N 22010
Fermo schermatura isolante
con anello a O P/N 21712
Anello a O – Fermo
schermatura (Rif. P/N 996528)
Schermatura con fermo
P/N 22531
! Diaframma e ugello
sono le uniche due
parti frontali della
torcia sostituibili che
variano con
l’amperaggio
4-50
- Plasma di precisione con controllo elettronico di flusso -
PARTE 4
FUNZIONAMENTO
100 Ampere
Acciaio inossidabile
Dati sul procedimento
PG
SG1
N2
N2
0.250
0.375
0.500
0.625
MM
6,4
9,5
12,7
15,9
Ritardo punzonatura (Sec)
0.3
0.4
0.5
0.6
80
80
80
80
95
95
95
95
SG1-accensione
60
60
60
60
Gas di
atmosfera:
SG1- taglio
50
35
35
35
(Indice flusso)
SG2- flusso
0
0
0
0
135
145
153
157
80
60
35
25
2032
1520
889
635
Spessore del materiale:
IN
SG2
Parametri di setup (vedi note)
Gas plasma di accensione 1
Gas plasma di taglio 1
taglio
(Indice flusso)
voltaggio dell’arco (standoff)
Velocità di spostamento
IPM
MM/MIN
Note:
1. Arco pilota – HIGH.
2. Mix gas di taglio e ALT in Controllo di Flusso
3. Asse – Centro del cuscinetto
- Plasma di precisione con controllo elettronico di flusso -
4-51
PARTE 4
FUNZIONAMENTO
Amperaggio:
Acciaio inossidabile
70
Gas di plasma:
Azoto@125 PSI / 8,6 Bar
Gas di atmosfera:
Azoto@125 PSI / 8,6 Bar
Materiale:
Mix gas di atmosfera: Azoto@125 PSI / 8,6 Bar
Torcia PT-24
Corpo della torcia
P/N 21758
Diaframma dell’acqua
P/N 21725
Anello a O
P/N 638797
Anello a O
P/N 86W62
Anello a O
P/N 950714
Anello
Anello a O
P/N 98W18
Elettrodo
P/N 21539
! Diaframma
P/N 21692 (4 holes)
! Ugello
P/N 21543, "D"
Fermo dell’ugello/diffusore
P/N 22007
Isolante della protezione
P/N 22010
Fermo schermatura isolante
con anello a O P/N 21712
Anello
Anello a O – Fermo
schermatura (Rif. P/N 996528)
Schermatura con fermo
P/N 22531
! Diaframma e ugello
sono le uniche due
parti frontali della
torcia sostituibili che
variano con
l’amperaggio
4-52
- Plasma di precisione con controllo elettronico di flusso -
PARTE 4
FUNZIONAMENTO
70 Ampere
Acciaio inossidabile
Dati sul procedimento
PG
SG1
SG2
N2
N2
CH4
0.187
0.250
0.375
0.500
MM
4,7
6,4
9,5
12,7
Ritardo punzonatura (Sec)
0.3
0.4
0.5
0.6
75
75
75
75
85
85
85
85
SG1-accensione
60
60
60
60
Gas di
atmosfera:
SG1- taglio
43
43
43
43
(Indice flusso)
SG2- flusso
5
5
5
5
136
150
159
162
75
50
28
24
1905
1270
711
609
Spessore del materiale:
IN
Parametri di setup (vedi note)
Gas plasma di accensione 1
Gas plasma di taglio 1
taglio
(Indice flusso)
voltaggio dell’arco (standoff)
Velocità di spostamento
IPM
MM/MIN
Note:
1. Arco pilota – HIGH.
2. Mix gas di taglio e ALT in Controllo di Flusso
3. Asse – Centro del cuscinetto
- Plasma di precisione con controllo elettronico di flusso -
4-53
PARTE 4
FUNZIONAMENTO
Amperaggio:
Acciaio inossidabile
100
Gas di plasma:
Azoto@125 PSI / 8,6 Bar
Gas di atmosfera:
Azoto@125 PSI / 8,6 Bar
Materiale:
Mix gas di atmosfera: Metano@100 PSI / 6,9 Bar
Torcia PT-24
Corpo della torcia
P/N 21758
Diaframma dell’acqua
P/N 21725
Anello a O
P/N 638797
Anello a O
P/N 86W62
Anello a O
P/N 950714
Anello a O
P/N 98W18
Elettrodo
P/N 21539
!Diaframma
P/N 21692 (4 holes)
!Ugello
P/N 21923, "E"
Fermo dell’ugello/diffusore
dell’ugello/diffusore
P/N 22007
Isolante della protezione
P/N 22010
Fermo schermatura isolante
con anello a O P/N 21712
Anello a O – Fermo
schermatura (Rif. P/N 996528)
Schermatura con fermo
P/N 22531
! Diaframma e ugello
sono le uniche due
parti frontali della
torcia sostituibili che
variano con
l’amperaggio
4-54
- Plasma di precisione con controllo elettronico di flusso -
PARTE 4
FUNZIONAMENTO
100 Ampere
Acciaio inossidabile
Dati sul procedimento
PG
SG1
SG2
N2
N2
CH4
0.250
0.375
0.500
0.625
MM
6,4
9,5
12,7
5,9
Ritardo punzonatura (Sec)
0.3
0.4
0.5
0.6
80
80
80
80
95
95
95
95
SG1-accensione
50
70
60
42
Gas di
atmosfera:
SG1- taglio
45
45
45
42
(Indice flusso)
SG2- flusso
5
5
5
7
138
150
162
170
80
60
35
25
2032
1524
889
635
Spessore del materiale:
IN
Parametri di setup (vedi note)
Gas plasma di accensione 1
Gas plasma di taglio 1
taglio
(Indice flusso)
voltaggio dell’arco (standoff)
Velocità di spostamento
IPM
MM/MIN
Note:
1. Arco pilota – HIGH.
2. Mix gas di taglio e ALT in Controllo di Flusso
3. Asse – Centro del cuscinetto
- Plasma di precisione con controllo elettronico di flusso -
4-55
PARTE 4
FUNZIONAMENTO
Marcatura a plasma
Ugello “ B”
Ampere:
10
Gas di plasma:
Argon@125 PSI / 8,6 Bar
Gas di atmosfera:
Aria@125 PSI / 8,6 Bar
Torcia PT-24
Corpo della torcia
P/N 21758
Diaframma dell’acqua
P/N 21725
Anello a O
P/N 638797
Anello a O
P/N 86W62
Anello a O
P/N 950714
Anello a O
P/N 98W18
Elettrodo
P/N 21539
!Diaframma
P/N 21536 (3 fori)
fori)
!Ugello
P/N 21541 “B”
Fermo dell’ugello/diffusore
P/N 22007
Isolante della protezione
P/N 22010
Fermo schermatura isolante
con anello a O P/N 21712
Anello a O – Fermo
schermatura (Rif. P/N 996528)
Schermatura con fermo
P/N 22531
! Diaframma e ugello
sono le uniche due
parti frontali della
torcia sostituibili che
variano con
l’amperaggio
4-56
- Plasma di precisione con controllo elettronico di flusso -
PARTE 4
FUNZIONAMENTO
Marcatura a plasma
Dati sul procedimento
Ugello “ B”
10 Ampere
Parametri di setup (vedi note)
Gas plasma di accensione 1
Gas plasma di taglio 1
35
35
SG1-accensione
35
Gas di
atmosfera:
SG1- taglio
35
(Indice flusso)
SG2- flusso
0
taglio
(Indice flusso)
voltaggio dell’arco (standoff)
77
Velocità di spostamento
IPM
200
MM/MIN
5080
Note:
1. Arco pilota – HIGH.
2. Mix gas di taglio e ALT in Controllo di Flusso
3. Asse – Centro del cuscinetto
- Plasma di precisione con controllo elettronico di flusso -
4-57
PARTE 4
FUNZIONAMENTO
Marcatura con plasma
Ugello “ B”
Ampere:
15
Gas di plasma:
Argon@125 PSI / 8,6 Bar
Gas di atmosfera:
Aria@125 PSI / 8,6 Bar
Torcia PT-24
Corpo della torcia
P/N 21758
Diaframma dell’acqua
P/N 21725
Anello a O
P/N 638797
Anello a O
P/N 86W62
Anello a O
P/N 950714
Anello a O
P/N 98W18
Elettrodo
P/N 21539
!Diaframma
P/N 21536 (3 fori)
!Ugello
P/N 21541 “B”
Fermo dell’ugello/diffusore
P/N 22007
Isolante della protezione
P/N 22010
Fermo schermatura isolante
con anello a O P/N 21712
Anello a O – Fermo
schermatura (Rif. P/N 996528)
Schermatura con fermo
P/N 22531
! Diaframma e ugello
sono le uniche due
parti frontali della
torcia sostituibili che
variano con
l’amperaggio
4-58
- Plasma di precisione con controllo elettronico di flusso -
PARTE 4
FUNZIONAMENTO
Marcatura a plasma
Dati sul procedimento
Ugello “ B”
15 Ampere
Parametri di setup (vedi note)
Gas plasma di accensione 1
Gas plasma di taglio 1
35
35
SG1-accensione
35
Gas di
atmosfera:
SG1- taglio
35
(Indice flusso)
SG2- flusso
0
taglio
(Indice flusso)
voltaggio dell’arco (standoff)
77
Velocità di spostamento
IPM
300
MM/MIN
7620
Note:
1. Arco pilota – HIGH.
2. Mix gas di taglio e ALT in Controllo di Flusso
3. Asse – Centro del cuscinetto
- Plasma di precisione con controllo elettronico di flusso -
4-59
PARTE 4
FUNZIONAMENTO
Marcatura con plasma
Ugello “ C”
Ampere:
10
Gas di plasma:
Argon@125 PSI / 8,6 Bar
Gas di atmosfera:
Aria@125 PSI / 8,6 Bar
Torcia PT-24
Corpo della torcia
P/N 21758
Diaframma dell’acqua
P/N 21725
Anello a O
P/N 638797
Anello a O
P/N 86W62
Anello a O
P/N 950714
Anello a O
P/N 98W18
Elettrodo
P/N 21539
!Diaframma
P/N 21692 (4 holes)
!Ugello
P/N 21542 “C”
Fermo dell’ugello/diffusore
P/N 22007
Isolante della protezione
P/N 22010
Fermo schermatura isolante
isolante
con anello a O P/N 21712
Anello a O – Fermo
schermatura (Rif. P/N 996528)
Schermatura con fermo
P/N 22531
! Diaframma e ugello
sono le uniche due
parti frontali della
torcia sostituibili che
variano con
l’amperaggio
4-60
- Plasma di precisione con controllo elettronico di flusso -
PARTE 4
FUNZIONAMENTO
Marcatura a plasma
Dati sul procedimento
Ugello “ C”
10 Ampere
Parametri di setup (vedi note)
Gas plasma di accensione 1
Gas plasma di taglio 1
62
62
SG1-accensione
37
Gas di
atmosfera:
SG1- taglio
37
(Indice flusso)
SG2- flusso
0
taglio
(Indice flusso)
voltaggio dell’arco (standoff)
77
Velocità di spostamento
IPM
100
MM/MIN
2540
Note:
1. Arco pilota – HIGH.
2. Mix gas di taglio e ALT in Controllo di Flusso
3. Asse – Centro del cuscinetto
- Plasma di precisione con controllo elettronico di flusso -
4-61
PARTE 4
FUNZIONAMENTO
Marcatura con plasma
Ugello “ C”
Ampere:
15
Gas di plasma:
Argon@125 PSI / 8,6 Bar
Gas di atmosfera:
Aria@125 PSI / 8,6 Bar
Torcia PT-24
Corpo della torcia
P/N 21758
Diaframma dell’acqua
P/N 21725
Anello a O
P/N 638797
Anello a O
P/N 86W62
Anello a O
P/N 950714
Anello a O
P/N 98W18
98W18
Elettrodo
P/N 21539
!Diaframma
P/N 21692 (4 holes)
!Ugello
P/N 21542 “C”
Fermo dell’ugello/diffusore
P/N 22007
Isolante della protezione
P/N 22010
Fermo schermatura isolante
con anello a O P/N 21712
Anello a O – Fermo
schermatura
schermatura (Rif. P/N 996528)
Schermatura con fermo
P/N 22531
! Diaframma e ugello
sono le uniche due
parti frontali della
torcia sostituibili che
variano con
l’amperaggio
4-62
- Plasma di precisione con controllo elettronico di flusso -
PARTE 4
FUNZIONAMENTO
Marcatura a plasma
Dati sul procedimento
Ugello “ C”
15 Ampere
Parametri di setup
setup (vedi note)
Gas plasma di accensione 1
Gas plasma di taglio 1
62
62
SG1-accensione
35
Gas di
atmosfera:
SG1- taglio
35
(Indice flusso)
SG2- flusso
0
taglio
(Indice flusso)
voltaggio dell’arco (standoff)
77
Velocità di spostamento
IPM
200
MM/MIN
5080
Note:
1. Arco pilota – HIGH.
2. Mix gas di taglio e ALT in Controllo di Flusso
3. Asse – Centro del cuscinetto
- Plasma di precisione con controllo elettronico di flusso -
4-63
PARTE 4
FUNZIONAMENTO
Marcatura con plasma
Ugello “ D”
Ampere:
10
Gas di plasma:
Argon@125 PSI / 8,6 Bar
Gas di atmosfera:
Aria@125 PSI / 8,6 Bar
Torcia PT-24
Corpo della torcia
P/N 21758
Diaframma dell’acqua
P/N 21725
Anello a O
P/N 638797
Anello a O
P/N 86W62
Anello a O
P/N 950714
Anello a O
P/N 98W18
Elettrodo
P/N 21539
!Diaframma
P/N 21692 (4 holes)
!Ugello
P/N 21543 “D”
Fermo dell’ugello/diffusore
P/N 22007
Isolante della protezione
P/N 22010
Fermo schermatura isolante
con anello a O P/N 21712
Anello a O – Fermo
schermatura (Rif. P/N 996528)
Schermatura con fermo
P/N 22531
! Diaframma e ugello
sono le uniche due
parti frontali della
torcia sostituibili che
variano con
l’amperaggio
4-64
- Plasma di precisione con controllo elettronico di flusso -
PARTE 4
FUNZIONAMENTO
Marcatura a plasma
Dati sul procedimento
Ugello “ D”
10 Ampere
Parametri di setup (vedi note)
Gas plasma di accensione 1
Gas plasma di taglio 1
77
77
SG1-accensione
100
Gas di
atmosfera:
SG1- taglio
100
(Indice flusso)
SG2- flusso
0
taglio
(Indice flusso)
voltaggio dell’arco (standoff)
77
Velocità di spostamento
IPM
100
MM/MIN
2540
Note:
1. Arco pilota – HIGH.
2. Mix gas di taglio e ALT in Controllo di Flusso
3. Asse – Centro del cuscinetto
- Plasma di precisione con controllo elettronico di flusso -
4-65
PARTE 4
FUNZIONAMENTO
Marcatura con plasma
Ugello “ D”
Ampere:
15
Gas di plasma:
Argon@125 PSI / 8,6 Bar
Gas di atmosfera:
Aria@125 PSI / 8,6 Bar
Torcia PT-24
Corpo della torcia
P/N 21758
Diaframma dell’acqua
P/N 21725
Anello a O
P/N 638797
Anello a O
P/N 86W62
Anello a O
P/N 950714
Anello a O
P/N 98W18
Elettrodo
P/N 21539
!Diaframma
P/N 21692 (4 holes)
!Ugello
P/N 21923, "E"
Fermo dell’ugello/diffusore
P/N 22007
Isolante della protezione
P/N 22010
Fermo schermatura isolante
con anello a O P/N 21712
Anello a O – Fermo
schermatura (Rif. P/N 996528)
Schermatura con fermo
P/N 22531
! Diaframma e ugello
sono le uniche due
parti frontali della
torcia sostituibili che
variano con
l’amperaggio
4-66
- Plasma di precisione con controllo elettronico di flusso -
PARTE 4
FUNZIONAMENTO
Marcatura a plasma
Dati sul procedimento
Ugello “ D”
15 Ampere
Parametri di setup (vedi note)
Gas plasma di accensione 1
Gas plasma di taglio 1
62
62
SG1-accensione
37
Gas di
atmosfera:
SG1- taglio
37
(Indice flusso)
SG2- flusso
0
taglio
(Indice flusso)
voltaggio dell’arco (standoff)
77
Velocità di spostamento
IPM
300
MM/MIN
7620
Note:
1. Arco pilota – HIGH.
2. Mix gas di taglio e ALT in Controllo di Flusso
3. Asse – Centro del cuscinetto
- Plasma di precisione con controllo elettronico di flusso -
4-67
PARTE 4
FUNZIONAMENTO
Marcatura con plasma
Ugello “ D”
Ampere:
20
Gas di plasma:
Argon@125 PSI / 8,6 Bar
Gas di atmosfera:
Aria@125 PSI / 8,6 Bar
Torcia PT-24
Corpo della torcia
P/N 21758
Diaframma dell’acqua
P/N 21725
Anello a O
P/N 638797
Anello a O
P/N 86W62
Anello a O
P/N 950714
Anello a O
P/N 98W18
Elettrodo
P/N 21539
!Diaframma
P/N 21692 (4 holes)
!Ugello
P/N 21543 “D”
Fermo dell’ugello/diffusore
P/N 22007
Isolante della protezione
P/N 22010
Fermo schermatur
schermatura
a isolante
con anello a O P/N 21712
Anello a O – Fermo
schermatura (Rif. P/N 996528)
Schermatura con fermo
P/N 22531
! Diaframma e ugello
sono le uniche due
parti frontali della
torcia sostituibili che
variano con
l’amperaggio
4-68
- Plasma di precisione con controllo elettronico di flusso -
PARTE 4
FUNZIONAMENTO
Marcatura a plasma
Dati sul procedimento
Ugello “ D”
20 Ampere
Parametri di setup (vedi note)
Gas plasma di accensione 1
Gas plasma di taglio 1
77
77
SG1-accensione
100
Gas di
atmosfera:
SG1- taglio
100
(Indice flusso)
SG2- flusso
0
taglio
(Indice flusso)
voltaggio dell’arco (standoff)
77
Velocità di spostamento
IPM
200
MM/MIN
5080
Note:
1. Arco pilota – HIGH.
2. Mix gas di taglio e ALT in Controllo di Flusso
3. Asse – Centro del cuscinetto
- Plasma di precisione con controllo elettronico di flusso -
4-69
PARTE 4
FUNZIONAMENTO
Marcatura con plasma
Ugello “ D”
Ampere:
30
Gas di plasma:
Argon@125 PSI / 8,6 Bar
Gas di atmosfera:
Aria@125 PSI / 8,6 Bar
Torcia PT-24
Corpo della torcia
P/N 21758
Diaframma dell’acqua
P/N 21725
Anello a O
P/N 638797
Anello a O
P/N 86W62
Anello a O
P/N 950714
Anello a O
P/N 98W18
Elettrodo
P/N 21539
!Diaframma
P/N 21692 (4 holes)
!Ugello
P/N 21543 “D” 21923, "E"
Fermo dell’ugello/diffusore
P/N 22007
Isolante della protezione
P/N 22010
Fermo schermatura isolante
con anello a O P/N 21712
Anello a O – Fermo
schermatura (Rif. P/N 996528)
Schermatura con fermo
P/N 22531
! Diaframma e ugello
sono le uniche due
parti frontali della
torcia sostituibili che
variano con
l’amperaggio
4-70
- Plasma di precisione con controllo elettronico di flusso -
PARTE 4
FUNZIONAMENTO
Marcatura a plasma
Dati sul procedimento
Ugello “ D”
30 Ampere
Parametri di setup (vedi note)
Gas plasma di accensione 1
Gas plasma di taglio 1
77
77
SG1-accensione
100
Gas di
atmosfera:
SG1- taglio
100
(Indice flusso)
SG2- flusso
0
taglio
(Indice flusso)
voltaggio dell’arco (standoff)
77
Velocità di spostamento
500
IPM
MM/MIN
12700
Note:
1. Arco pilota – HIGH.
2. Mix gas di taglio e ALT in Controllo di Flusso
3. Asse – Centro del cuscinetto
- Plasma di precisione con controllo elettronico di flusso -
4-71
PARTE 4
FUNZIONAMENTO
Marcatura con plasma
Ugello “ E”
Ampere:
10
Gas di plasma:
Argon@125 PSI / 8,6 Bar
Gas di atmosfera:
Aria@125 PSI / 8,6 Bar
Torcia PT-24
Corpo della torcia
P/N 21758
Diaframma dell’acqua
P/N 21725
Anello a O
P/N 638797
Anello a O
P/N 86W62
Anello a O
P/N 950714
Anello a O
P/N 98W18
Elettrodo
P/N 21539
!Diaframma
P/N 21692 (4 holes)
!Ugello
P/N 21923, "E"
Fermo dell’ugello/diffusore
P/N 22007
Isolante della protezione
P/N 22010
Fermo schermatura isolante
con anello a O P/N 21712
Anello a O – Fermo
schermatura (Rif. P/N 996528)
Schermatura con fermo
P/N 22531
! Diaframma e ugello
sono le uniche due
parti frontali della
torcia sostituibili che
variano con
l’amperaggio
4-72
- Plasma di precisione con controllo elettronico di flusso -
PARTE 4
FUNZIONAMENTO
Marcatura a plasma
Dati sul procedimento
Ugello “ E”
10 Ampere
Parametri di setup (vedi note)
Gas plasma di accensione 1
Gas plasma di taglio 1
85
85
SG1-accensione
100
Gas di
atmosfera:
SG1- taglio
100
(Indice flusso)
SG2- flusso
0
taglio
(Indice flusso)
voltaggio dell’arco (standoff)
77
Velocità di spostamento
IPM
100
MM/MIN
2540
Note:
1. Arco pilota – HIGH.
2. Mix gas di taglio e ALT in Controllo di Flusso
3. Asse – Centro del cuscinetto
- Plasma di precisione con controllo elettronico di flusso -
4-73
PARTE 4
FUNZIONAMENTO
Marcatura con plasma
Ugello “ E”
Ampere:
20
Gas di plasma:
Argon@125 PSI / 8,6 Bar
Gas di atmosfera:
Aria@125 PSI / 8,6 Bar
Torcia PT-24
Corpo della
della torcia
P/N 21758
Diaframma dell’acqua
P/N 21725
Anello a O
P/N 638797
Anello a O
P/N 86W62
Anello a O
P/N 950714
Anello a O
P/N 98W18
Elettrodo
P/N 21539
!Diaframma
P/N 21692 (4 holes)
!Ugello
P/N 21923, "E"
Fermo dell’ugello/diffusore
P/N 22007
Isolante della protezione
P/N 22010
Fermo schermatura isolante
con anello a O P/N 21712
Anello a O – Fermo
schermatura (Rif. P/N 996528)
Schermatura con fermo
P/N 22531
! Diaframma e ugello
sono le uniche due
parti frontali della
torcia sostituibili che
variano con
l’amperaggio
4-74
- Plasma di precisione con controllo elettronico di flusso -
PARTE 4
FUNZIONAMENTO
Marcatura a plasma
Dati sul procedimento
Ugello “ E”
20 Ampere
Parametri di setup (vedi note)
Gas plasma di accensione 1
Gas plasma di taglio 1
85
85
SG1-accensione
100
Gas di
atmosfera:
SG1- taglio
100
(Indice flusso)
SG2- flusso
0
taglio
(Indice flusso)
voltaggio dell’arco (standoff)
77
Velocità di spostamento
IPM
300
MM/MIN
7620
Note:
1. Arco pilota – HIGH.
2. Mix gas di taglio e ALT in Controllo di Flusso
3. Asse – Centro del cuscinetto
- Plasma di precisione con controllo elettronico di flusso -
4-75
PARTE 4
FUNZIONAMENTO
Marcatura con plasma
Ugello “ E”
Ampere:
30
Gas di plasma:
Argon@125 PSI / 8,6 Bar
Gas di atmosfera:
Aria@125 PSI / 8,6 Bar
Torcia PT-24
Corpo della torcia
P/N 21758
Diaframma dell’acqua
P/N 21725
Anello a O
P/N 638797
Anello a O
P/N 86W62
Anello a O
P/N 950714
Anello a O
P/N 98W18
Elettrodo
P/N 21539
!Diaframma
P/N 21692 (4 holes)
!Ugello
P/N 21923, "E"
Fermo dell’ugello/diffusore
P/N 22007
Isolante della protezione
protezione
P/N 22010
Fermo schermatura isolante
con anello a O P/N 21712
Anello a O – Fermo
schermatura (Rif. P/N 996528)
Schermatura con fermo
P/N 22531
! Diaframma e ugello
sono le uniche due
parti frontali della
torcia sostituibili che
variano con
l’amperaggio
4-76
- Plasma di precisione con controllo elettronico di flusso -
PARTE 4
FUNZIONAMENTO
Marcatura a plasma
Dati sul procedimento
Ugello “ E”
30 Ampere
Parametri di setup (vedi note)
Gas plasma di accensione 1
Gas plasma di taglio 1
85
85
SG1-accensione
100
Gas di
atmosfera:
SG1- taglio
100
(Indice flusso)
SG2- flusso
0
taglio
(Indice flusso)
voltaggio dell’arco (standoff)
77
Velocità di spostamento
500
IPM
MM/MIN
12700
Note:
1. Arco pilota – HIGH.
2. Mix gas di taglio e ALT in Controllo di Flusso
3. Asse – Centro del cuscinetto
- Plasma di precisione con controllo elettronico di flusso -
4-77
PARTE 4
FUNZIONAMENTO
4.4.3.1 Valori di taglio per alluminio N2/N2/CH4
Alluminio N /N /CH 30 Ampere
2
2
4
Spessore del materiale (mm)
1.575
1.905
2.286
3.175
4.750
6.350
0.140
3.556
0.120
3.048
2.540
2.210
0.080
0.087
1.524
0.060
0.040
1.270
1.270
0.050
1.270
0.050
2.032
1.651
1.524
0.065
0.060
0.050
Taglio (mm)
Taglio (pollici)
0.100
1.016
0.508
0.020
0.000
0.000
0.062
0.075
0.090
0.125
0.187
0.250
Spessore del materiale (pollici)
Alluminio N2/N2/CH4 50 Ampere
Spessore del materiale (mm)
3.175
4.775
0.140
3.556
0.120
3.048
2.362
0.100
Taglio (pollici)
6.350
2.032
0.080
1.524
0.060
0.060
1.651
0.093
2.032
0.080
1.524
0.065
0.040
1.016
0.020
0.508
0.000
0.000
0.062
0.125
0.188
Spessore del materiale (pollici)
4-78
2.540
- Plasma di precisione con controllo elettronico di flusso -
0.250
Taglio (mm)
1.575
PARTE 4
FUNZIONAMENTO
Alluminio N2/N2/CH4 70 Ampere
Spessore del materiale (mm)
6.350
9.525
12.700
0.190
4.826
0.170
4.318
0.150
3.810
0.130
3.048
3.302
2.845
0.110
0.090
2.540
0.112
0.100
2.540
0.120
0.100
2.794
Taglio (mm)
Taglio (pollici)
4.750
2.286
1.778
0.070
1.270
0.050
0.187
0.250
0.375
0.500
Spessore del materiale (pollici)
Alluminio N2/N2/CH4 100 Ampere
Spessore del materiale (mm)
9.525
12.700
15.875
0.190
4.826
0.170
4.318
0.150
3.810
3.302
3.302
0.130
2.921
0.110
0.090
2.540
0.100
2.667
0.130
2.794
0.115
0.105
Taglio (mm)
Taglio (pollici)
6.350
2.286
1.778
0.070
1.270
0.050
0.250
0.375
0.500
0.625
Spessore del materiale (pollici)
- Plasma di precisione con controllo elettronico di flusso -
4-79
PARTE 4
FUNZIONAMENTO
4.4.3.2 Valori di taglio per acciaio inossidabile O2/N2/O2
Acciaio al carbonio O2/N2/O2 16 Ampere
Spessore del materiale (mm)
3.404
0.140
3.556
0.120
3.048
0.100
2.540
0.080
2.032
1.473
0.060
1.118
0.040
1.524
0.058
Taglio (mm)
Taglio (pollici)
1.219
1.016
0.044
0.508
0.020
0.000
0.000
0.048
0.134
Spessore del materiale (pollici)
Acciaio al carbonio O2/N2/O2 35 Ampere
Spessore del materiale (mm)
3.175
6.350
0.140
3.556
0.120
3.048
0.100
2.540
0.080
2.032
1.499
0.060
1.168
0.040
0.046
1.524
1.321
0.059
0.052
1.016
0.508
0.020
0.000
0.000
0.060
0.125
Spessore del materiale (pollici)
4-80
- Plasma di precisione con controllo elettronico di flusso -
0.250
Taglio (mm)
Taglio (pollici)
1.524
PARTE 4
FUNZIONAMENTO
Acciaio al carbonio O2/N2/O2 45 Ampere
Spessore del materiale (mm)
6.350
9.525
0.140
3.556
0.120
3.048
2.413
Taglio (pollici)
0.100
0.095
1.930
0.080
1.626
0.060
2.540
2.032
0.076
1.524
0.064
0.040
1.016
0.020
0.508
Taglio (mm)
3.175
0.000
0.000
0.125
0.250
0.375
Spessore del materiale (pollici)
Acciaio al carbonio O2/N2/O2 70 Ampere
Spessore del materiale (mm)
3.429
6.350
9.525
12.700
0.140
3.556
0.120
3.048
2.540
Taglio (pollici)
2.032
0.080
1.778
1.575
0.060
0.100
2.032
0.080
0.070
1.524
0.062
0.040
1.016
0.020
0.508
Taglio (mm)
2.540
0.100
0.000
0.000
0.135
0.250
0.375
0.500
Spessore del materiale (pollici)
- Plasma di precisione con controllo elettronico di flusso -
4-81
PARTE 4
FUNZIONAMENTO
Acciaio al carbonio O2/N2/O2 100 Ampere
Spessore del materiale (mm)
9.525
12.700
19.050
3.556
0.140
3.048
3.048
0.120
0.120
2.540
2.540
2.337
0.100
0.080
0.092
2.032
0.060
1.524
0.040
1.016
0.020
0.508
0.000
0.000
0.375
0.500
Spessore del materiale (pollici)
4-82
- Plasma di precisione con controllo elettronico di flusso -
0.750
Taglio (mm)
Taglio (pollici)
0.100
PARTE 4
FUNZIONAMENTO
4.4.3.3 Valori di taglio per acciaio inossidabile O2/N2/O2
Acciaio inossidabile O2/N2/O2 30 Ampere
Spessore del materiale (mm)
0.584
0.726
1.207
1.588
0.140
3.556
0.120
3.048
0.100
2.540
0.080
2.032
0.060
1.524
1.143
0.040
0.889
0.035
0.889
0.035
0.889
0.889
0.035
0.045
Taglio (mm)
Taglio (pollici)
0.457
1.016
0.035
0.508
0.020
0.000
0.000
26GA
24GA
22GA
18GA
16GA
Spessore del materiale (pollici)
- Plasma di precisione con controllo elettronico di flusso -
4-83
PARTE 4
FUNZIONAMENTO
4.4.3.4 Valori di taglio per acciaio inossidabile Aria/aria/CH4
Acciaio inossidabile Aria/Aria/CH4 70
70 Ampere
Spessore del materiale (mm)
4.775
3.175
6.350
9.525
12.700
0.140
3.556
2.921
0.120
0.115
2.540
2.032
0.080
0.060
2.540
2.286
1.778
0.100
0.090
2.032
0.080
0.070
1.524
0.040
1.016
0.020
0.508
0.000
Taglio (mm)
Taglio (pollici)
0.100
3.048
0.000
0.125
0.188
0.250
0.375
0.500
Spessore del materiale (pollici)
Acciaio inossidabile Aria/Aria/CH4 100 Ampere
Spessore del materiale (mm)
9.525
12.700
0.190
4.826
0.170
4.318
0.150
Taglio (pollici)
15.875
3.556
0.130
3.048
0.140
0.120
0.110
2.286
3.302
2.794
2.540
0.090
3.810
0.100
2.286
0.090
1.778
0.070
1.270
0.050
0.250
0.375
0.500
Spessore del materiale (pollici)
4-84
- Plasma di precisione con controllo elettronico di flusso -
0.625
Taglio (mm)
6.350
PARTE 4
FUNZIONAMENTO
4.4.3.5 Valori di taglio per acciaio inossidabile N2/N2/CH4
Acciaio inossidabile N2/N2/CH4 70 Ampere
Spessore del materiale (mm)
4.750
6.350
9.525
12.700
3.556
0.140
2.921
2.667
2.413
Taglio (pollici)
0.100
2.032
3.048
0.115
2.540
0.105
0.095
2.032
0.080
0.080
0.060
1.524
0.040
1.016
0.020
0.508
Taglio (mm)
0.120
0.000
0.000
0.187
0.250
0.375
0.500
Spessore del materiale (pollici)
Acciaio inossidabile N2/N2/CH4 100 Ampere
Spessore del materiale (mm)
6.350
9.525
12.700
15.875
0.190
4.826
0.170
4.318
3.810
Taglio (pollici)
3.302
0.150
3.302
0.130
0.130
2.794
0.110
0.090
2.540
2.794
0.110
0.100
Taglio (mm)
3.810
0.150
2.286
1.778
0.070
1.270
0.050
0.250
0.375
0.500
0.625
Spessore del materiale (pollici)
- Plasma di precisione con controllo elettronico di flusso -
4-85
PARTE 4
FUNZIONAMENTO
4.4.3.6 Valori di taglio per acciaio inossidabile N2/N2
Acciaio inossidabile N2/N2 50 Ampere
Spessore del materiale (mm)
4.750
6.350
9.525
0.140
3.556
0.120
3.048
0.100
2.540
2.032
0.080
1.778
1.524
0.060
0.060
1.651
0.065
2.032
0.080
0.070
1.524
0.040
1.016
0.020
0.508
Taglio (mm)
Taglio (pollici)
3.175
0.000
0.000
0.125
0.187
0.250
0.375
Spessore del materiale (pollici)
Acciaio inossidabile N2/N2 70 Ampere
Spessore del materiale (mm)
4.750
6.350
9.525
12.700
0.140
3.556
0.120
3.048
2.540
0.080
0.060
2.286
1.778
0.090
2.286
2.540
0.100
0.090
2.032
0.070
1.524
0.040
1.016
0.020
0.508
0.000
0.000
0.187
0.250
0.375
Spessore del materiale (pollici)
4-86
- Plasma di precisione con controllo elettronico di flusso -
0.500
Taglio (mm)
Taglio (pollici)
0.100
PARTE 4
FUNZIONAMENTO
Acciaio inossidabile N2/N2 100 Ampere
Spessore del materiale (mm)
9.525
12.700
0.190
4.826
0.170
4.318
0.150
Taglio (pollici)
15.875
3.556
0.130
3.048
2.794
0.110
0.090
2.540
0.140
0.120
3.810
3.302
2.794
0.110
0.100
Taglio (mm)
6.350
2.286
1.778
0.070
1.270
0.050
0.250
0.375
0.500
0.625
Spessore del materiale (pollici)
- Plasma di precisione con controllo elettronico di flusso -
4-87
PARTE 4
FUNZIONAMENTO
4.4.3.7 Valori di taglio per acciaio inossidabile aria/aria
Acciaio inossidabile Aria/Aria 50 Ampere
Spessore del materiale (mm)
4.750
6.350
0.140
3.556
0.120
3.048
2.413
0.100
Taglio (pollici)
9.525
2.032
2.540
0.095
2.032
0.080
1.524
0.060
0.060
1.651
0.080
1.524
0.065
0.040
1.016
0.020
0.508
Taglio (mm)
3.175
0.000
0.000
0.125
0.187
0.250
0.375
Spessore del materiale (pollici)
Acciaio inossidabile Aria/Aria 70 Ampere
Spessore del materiale (mm)
4.750
6.350
9.525
12.700
3.556
0.140
2.921
0.110
Taglio (inches)
0.100
0.080
2.921
2.794
0.115
0.115
2.540
1.905
2.032
0.075
0.060
1.524
0.040
1.016
0.020
0.508
0.000
0.000
0.187
0.250
0.375
Spessore del materiale (pollici)
4-88
3.048
- Plasma di precisione con controllo elettronico di flusso -
0.500
Taglio (mm)
0.120
PARTE 4
FUNZIONAMENTO
Acciaio inossidabile Aria/Aria 100 Ampere
Spessore del materiale (mm)
6.350
9.525
12.700
15.875
4.826
0.170
4.064
Taglio (inches)
0.150
3.556
3.302
0.130
2.921
0.110
0.160
0.140
4.318
3.810
3.302
0.130
2.794
0.115
0.090
2.286
0.070
1.778
Taglio (mm)
0.190
1.270
0.050
0.250
0.375
0.500
0.625
Spessore del materiale (pollici)
- Plasma di precisione con controllo elettronico di flusso -
4-89
PARTE 4
Pagina lasciata intenzionalmente bianca.
4-90
- Plasma di precisione con controllo elettronico di flusso -
FUNZIONAMENTO
PARTE 5
MANUTENZIONE
5.1 Generalità
Se questa apparecchiatura non dovesse funzionare
perfettamente, sospendere immediatamente il lavoro e
cercare la causa. Il servizio di manutenzione deve
essere svolto da personale qualificato. NON
permettere a personale non addestrato di ispezionare,
pulire o riparare l’apparecchiatura. Usare solo pezzi di
ricambio originali.
! ATTENZIONE
La folgorazione può uccidere.
Prima di tentare qualsiasi ispezione o riparazione
all’interno dei componenti del Precision Plasma,
disconnettere l’interruttore a muro o l’interruttore
di circuito a muro.
5.2 Ispezione e pulitura
L’ispezione e pulitura frequenti del Precision Plasmarc
System sono raccomandate per la sicurezza e il
corretto funzionamento. Rispettare i punti seguenti
durante l’ispezione e la pulitura:
Posizione del filtro
a pompa
! Attenzione
•
Controllare la connessione dei cavi al pezzo in
lavorazione.
•
Controllare la connessione alla terra al pezzo in
lavorazione e allo chassis del generatore.
•
Controllare la schermatura per il calore sulla torcia.
Sostituito se danneggiata.
•
Controllare quotidianamente l’elettrodo della torcia
e l’ugello di taglio per segni di usura.
•
Assicurarsi che i cavi e i manicotti non siano
danneggiati o attorcigliati.
•
Assicurarsi che tutte le spine, gli adattatori e le
connessioni alla terra siano ben strinte.
•
Controllare il filtro a schermo nella pompa del
liquido di raffreddamento nel generatore
periodicamente, e risciacquarlo come richiesto.
Pericolo di frammenti volanti.
I frammenti volanti possono ferire seriamente gli
occhi
Indossare occhiali protettivi quando pulite con
l’aria compressa.
- Plasma di precisione con controllo elettronico di flusso –
5-1
PARTE 5
MANUTENZIONE
CAUTELA
Evitare i danni potenziali all’apparecchiatura
L’acqua e/o l’olio possono accumularsi nelle
linee dell’aria compressa. Dirigere sempre il
primo getto di aria compressa lontano
dall’apparecchiatura per evitare di danneggiare la
scatola di raccordo o la scatola di controllo del
flusso.
•
Con l’alimentazione principale disconnessa e con
una buona protezione per gli occhi e la faccia,
soffiare all’interno del generatore, del controllo di
flusso e della scatola di raccordo usando aria
compressa a bassa pressione, pulita e asciutta.
•
Di tanto in tanto fare sgocciolare tutta l’acqua dal
filtro sotto il filtro regolatore dell’aria.
•
Montaggio. La torcia può essere montata con la
manica da 51 mm oppure con la superficie da 46
mm illustrata. Questa superficie isolata e la sua
spalla sono uniti a macchina alla relativa filettatura
di ritenzione dell’ugello sul corpo della torcia. Sono
mantenute concentriche all’ugello di taglio entro
una misura totale di 0,25 mm, mentre il foro
dell’ugello si mantiene entro 0,127 mm in
qualunque punto sul diametro di 46 mm. Durante
il montaggio non coprire il piccolo foro di
ventilazione sul lato della manica. Questo foro
impedisce al refrigerante di accumularsi all’interno
della manica in caso di perdita.
•
Linee di servizio. Linee di 1,4 m, 3,7 m, 5,2 m e
6,1 m sono schermate e connesse alla scatola di
raccordo per mezzo di una connessione ad attrito
dotata di massa.
5.3 Descrizione della torcia PT-24
Collare da 46 mm
Manica da 51 mm
Foro di
ventilazione
5-2
- Plasma di precisione con controllo elettronico di flusso –
PARTE 5
MANUTENZIONE
AIR-1
•
Argon
Aria di
lavorazione
O2
125 psi
N2
125 psi
H35
100 psi
CH4
100 psi
Gas in entrata dal rifornimento
Ar
Plasma di taglio e gas di accensione. Questi gas
arrivano alla torcia dalle connessioni che alloggiano
valvole di controllo all’interno del corpo della torcia.
Le valvole, che agiscono insieme a valvole a
solenoide, controllano gli impulsi ciclici dei gas di
taglio e di accensione.
O2-1
N2-1
PS1
AIR-2
N2-2
METH
Interruttore pressione aria
di lavorazione
O2-2
SCHEMA DEL FLUSSO DEL GAS
N2-3
METH
O2
N2
Air
Ar
Valvola solenoide
Commutatore pressione
PS5
PS4
PS2
PS3
Valvola sentronica
Misuratore di flusso
Valvola di controllo
Scheda
interfaccia
VALVE 4
6-BAR
SENTRONIC
VALVE 1
9-BAR
SENTRONIC
VALVE 2
9-BAR
SENTRONIC
VALVE 3
6-BAR
SENTRONIC
Valvola di controllo
Valvola solenoide a 2 vie
SG2
NERO
SG1
ARANCIO
PG2
GIALLO
PG1
BLU
Accoppiamento rapido gas
CEF scatola di raccordo
SG2
SG1
PG2
PG1
Torcia PT-24
Aggregazione
elettronica
multipla
Nota: per l’aria di lavorazione
non deve essere usata l’aria
dell’officina
- Plasma di precisione con controllo elettronico di flusso –
5-3
PARTE 5
MANUTENZIONE
•
Gas di atmosfera. L’atmosfera di preflusso,
l’atmosfera di taglio e il postflusso entrano nella
torcia dalla stessa connessione.
Questi gas passano attraverso:
§
il corpo della torcia,
§
il diffusore di gas di atmosfera,
§
•
l’orifizio nel cappuccio che circonda il getto
del plasma.
Linee del generatore e dell’arco pilota. Il
refrigerante VERSO la torcia passa nel cavo del
generatore (-). Il refrigerante DALLA torcia passa
dalla linea (+) dell’arco pilota.
Raffreddamento ad acqua.
1. Il refrigerante VERSO la torcia passa nel cavo (-)
del generatore.
Refrigerante in entrata
dal cavo del generatore
Refrigerante in
uscitaCoolant Out via
Pilot Arc Cable
Tubo traverso
2. circola attraverso il corpo della torcia e l’elettrodo,
3. va alla sezione dell’ugello (+) del corpo della torcia
attraverso tubi non conduttori,
4. torna indietro attraverso il corpo della torcia e
circola tra il fermo dell’ugello e l’ugello,
5. e ancora attraverso il corpo della torcia verso la
scatola di raccordo, passando dal cavo dell’arco
pilota.
Corpo dell’elettrodo
Corpo dell’arco pilota
Diaframma
Diaframma
dell’acqua
Electrode
Ugello
Fermo dell’ugello
5-4
- Plasma di precisione con controllo elettronico di flusso –
PARTE 5
MANUTENZIONE
5.4 Manutenzione della torcia
! ATTENZIONE
La folgorazione può uccidere.
Prima di eseguire qualunque tipo di
manutenzione:
•
Girare l’interruttore sulla consolle nella
posizione OFF.
•
Disconnettere l’alimentazione primaria.
Anelli a O del corpo della torcia
Anello a O
P/N 950714
•
Ogni giorno, prima delle operazioni di accensione,
controllare gli anelli a O sul corpo della torica.
Sostituire se danneggiati o consumati.
•
Applicare uno strato sottile di grasso al silicone agli
anelli a O prima di montare la torcia. Non usare
Krytox.
•
Anello a O
P/N 86W62
Anello a O
P/N 638797
L’anello a O, P/N 638797, dentro il corpo della
torcia, che sigilla l’ugello, è particolarmente critico.
§ I danni o l’usura non sono prontamente
riconoscibili a causa della sua collocazione.
§
Raccomandiamo di sostituire questo anello a O
quotidianamente.
§
Fare attenzione a non graffiare o danneggiare la
superficie della torcia.
§
Uno stuzzicadenti va bene per rimuover gli anelli
a O.
§
L’anello può essere sostituito senza rimuovere il
diaframma dell’acqua P/N 21725; comunque, in
caso di rimozione del diaframma, usare sempre
una chiave esagonale.
Foro di ventilazione sulla manica della torcia
Foro di
ventilazione
•
Le perdite di acqua, l’umidità o lo sgocciolamento
del refrigerante dal foro di ventilazione sulla manica
indicano un guasto nella linea di servizio.
•
Se le linee di servizio devono essere sostituite,
usare sempre delle chiavi inglesi per evitare di
torcere i tubi metallici.
- Plasma di precisione con controllo elettronico di flusso –
5-5
PARTE 5
MANUTENZIONE
Manica
P/N 822568
CAUTELA
Corpo valvola di controllo P/N
821739
CuscinettoP/N 821740
Manica della torcia
•
La manica della torcia P/N 822568 è filettata sul
corpo della torcia.
•
Se la manica è troppo strinta per rimuoverla a
mano, usare una chiave regolabile sui lati piatti del
corpo, o stringerli leggermente in una morsa. Con il
corpo assicurato, usare entrambe le mani per
liberarlo. Se non si allenta, usate una morsa da
fabbro.
•
Prima di rimettere a posto la manica, controllare
sempre le connessioni delle linee di servizio per
eventuali perdite.
Le valvole di controllo della torcia
danneggiate o non idonee influiscono sulle
prestazioni di taglio.
•
Durante la manipolazione non danneggiare
l’alloggiamento della valvola di controllo, il
cuscinetto e la molla.
•
Non sostituire altre molle o cuscinetti. Se perduti,
caduti o danneggiati, devono essere sostituiti con
pezzi di ricambio originali.
•
L’uso di parti non autorizzate o parti di valvole di
controllo danneggiate influirà sulla pressione,
causando un’accensione e punzonatura difettose.
Molla P/N 821741
CAUTELA
5-6
Accessori montati scorrettamente
causeranno perdite e prestazioni scadenti.
•
Tenere le filettature e le superfici di montaggio
pulite quando si rimontano le valvole di controllo.
•
Se lo sporco o corpi estranei contaminano le
valvole di controllo, smontarle, pulirle e rimetterle
rimetterle a
posto.
- Plasma di precisione con controllo elettronico di flusso –
PARTE 5
MANUTENZIONE
5.5 Smontaggio e ispezione delle parti usurabili della PT-24
! Attenzione
La folgorazione può uccidere.
•
Girare l’interruttore sulla consolle in posizione OFF.
•
Disconnettere l’alimentazione primaria.
Se il fermo dell’ugello/il
dell’ugello/il diffusore è difficile da togliere,
la consolle può essere accesa.
PT-24: parte frontale
NOTA:
Se la consolle è accesa, la pompa è in funzione e la
pressione del refrigerante dietro al fermo non ne
permetterà il movimento. Controllare la consolle prima
di tentare di svitare il dado. Notare che una piccola
quantità di refrigerante viene perduta ogni volta che i
consumabili vengono rimossi. Questo è normale, e alla
fine il refrigerante dovrà essere sostituito. Controllare il
refrigerante prima di ogni operazione.
1. Svitare la protezione del contenitore/il fermo.
Ispezionare attorno all’orifizio per eventuali danni.
Sostituire il bordo dell’orifizio se intaccato o
danneggiato. Un orifizio distorto non produrrà tagli
dritti.
Isolante della
schermatura
2. Svitare e rimuovere la protezione isolante.
Fermo della
schermatura
Schermatur
a con fermo
3. La protezione isolante del contenitore è in mezzo al
contenitore e al fermo dell’ugello/diffusore. Può
restare attaccata al fermo dell’ugello a causa della
stretta aderenza di queste due parti.
- Plasma di precisione con controllo elettronico di flusso –
5-7
PARTE 5
MANUTENZIONE
4. Svitare il fermo dell’ugello/diffusore. Ispezionare
per danni, specialmente dove il fermo è a contatto
con l’ugello. La superficie tra fermo e ugello crea
un sigillo tra metallo e metallo per il refrigerante. Un
danno in questa superficie sigillante causerà una
perdita e un taglio scadente. Sostituire se
necessario, ma non tentare di riparare. Controllare
i piccoli fori del gas per eventuali otturazioni. Pulire
le otturazioni con getti d’aria.
Ugello
Fermo
ugello
Non danneggiare
quest’area.
Ugello
5. Usare l’attrezzo in dotazione per rimuovere l’ugello.
Mettere la guida attorno alla scanalatura dell’ugello
e tirarlo fuori.
Strumento per elettrodo e ugello P/N
21765
5-8
- Plasma di precisione con controllo elettronico di flusso –
PARTE 5
MANUTENZIONE
6. Rimuovere il diaframma dell’ugello. Se il diaframma
resta nella torcia, verrà via quando si toglie
l’elettrodo. Controllare i piccoli fori del gas del
diaframma e pulire le otturazioni con getto d’aria.
Se le otturazioni non vengono via, sostituire il
diaframma. NON inserire niente in questi fori per
tentare di pulirli. La distorsione di questi fori
danneggerà le prestazioni di taglio.
Elettrodo
Diaframma
Ugello
7. Usare l’attrezzo per l’ugello e per l’elettrodo in
dotazione per svitare l’elettrodo. (P/N 21765).
- Plasma di precisione con controllo elettronico di flusso –
5-9
PARTE 5
MANUTENZIONE
5.6 Rimontaggio della punta della torcia PT-24
1. Elettrodo
Applicare uno strato sottile di grasso al silicone
all’anello a O, quanto basta per produrre una superficie
lucente. Avvitare l’elettrodo e stringere lievemente con
l’attrezzo in dotazione. NON STRINGERE TROPPO.
Fermo dell’ugello
2. Diaframma dell’ugello e ugello
Mettere il diaframma nell’ugello con la scanalatura del
diaframma verso l’interno dell’ugello..
Una volta montato, la piccola punta sferica dell’ugello
crea un sigillo metallico per il refrigerante nei confronti
del fermo dell’ugello. Applicare una piccola quantità di
Krytox (composto antibloccaggio) sul diametro più
piccolo del fermo, come illustrato. Questo grasso
impedisce la possibile escoriazione/blocco tra ugello e
fermo. Facilita anche la tenuta stagna. Non applicare il
Krytox sull’ugello.
Ugello
Piccola quantità
di Krytox
3. Fermo dell’ugello/diffusore
Avvitare il fermo dell’ugello sulla torcia e stringere a
mano.
Sigillo dell’acqua
5-10
- Plasma di precisione con controllo elettronico di flusso –
PARTE 5
MANUTENZIONE
4. Isolante della protezione del contenitore
contenitore
Isolante della
schermatura
Spingere l’isolante del contenitore di protezione sul
fermo dell’ugello.
Questo componente è applicato a pressa e può
restare attaccato quando le parti sono smontate.
Fermo dell’ugello
5. Fermo dell’isolante di protezione
Applicare uno strato sottile di grasso al silicone
sull’anello a O e sulla filettatura del fermo dell’isolante
di protezione del contenitore di protezione.
Stringere a mano.
NOTA
Non attaccare prima l’isolante al corpo
della torcia.
corpo
orpo della torcia causerà
Avvitare prima l’isolante al c
un cattivo flusso dei gas di atmosfera. Avvitare
l’isolante prima sul contenitore di protezione, e poi
attaccare entrambe le parti al corpo della torcia.
6. Contenitore di protezione e fermo
Avvitare queste parti (isolante/contenitore di protezione
e fermo) alla torcia e stringere a mano.
CAUTELA
Ispezione e lubrificazione degli anelli a O
•
Ispezionare spesso gli anelli per eventuali
intaccature e usura. Gli anelli danneggiati o usurati
influenzano la qualità di accensione e di taglio.
•
Applicare uno strato sottile di grasso al silicone agli
anelli
anelli a O della punta della torcia durante il
montaggio di servizio, può facilitare lo smontaggio
successivo.
•
Non usare Krytox sugli anelli a O. Il Krytox è un
lubrificante antibloccaggio e si consuma nel
tempo. Lo smontaggio sarà così più difficoltoso.
- Plasma di precisione con controllo elettronico di flusso –
5-11
PARTE 5
MANUTENZIONE
Pagina lasciata intenzionalmente bianca.
5-12
- Plasma di precisione con controllo elettronico di flusso –
SECTION 6
TROUBLESHOOTING
6.1 General Safety
! WARNING
Electric Shock Can Kill!
! WARNING
High Voltages Can Be Stored In
Capacitors.
Externally disconnect all primary power to
the machine before servicing.
Open the line (wall) disconnect switch or
circuit breaker before attempting
inspection or work inside the power
source.
Even when power is disconnected or unit
is de-energized, capacitors can store high
voltages. Assure power supply capacitors
are grounded prior to performing
maintenance.
6.2 Programmable Logic Controller (PLC)
•
Located in the Precision Plasma Power Source.
•
Capable of providing predefined outputs
depending on state of the inputs. The precise
conditions are programmed and permanently
stored in the PLC.
•
Visible through the plexiglas window on the left
side panel of the power source.
•
Provides predefined outputs in response to
input signals from external devices.
•
The signal exchange between the PLC and
external devices are both time dependent and
condition dependent. If a required signal is not
received in the proper sequence, the PLC will
discontinue the process and generate a fault
signal to the CNC.
Precision Plasma with Electronic Flow Control -
6-1
SECTION 6
TROUBLESHOOTING
6.2.1 PLC LEDs (Light Emmiting Diode)
OUTPUT
Highly reliable indicators. It is not likely that one will
"burn out". However, if the technician is not
confident that the LEDs are working, the presence
of a signal can be confirmed by using a meter and
taking a measurement on the appropriate pin.
Refer to the schematic and wiring diagrams.
1 CH
0 1 2 3 4 5 6 7
8 9 10 11
•
This exchange of signals can be confirmed by
observing the LEDs on the top of the PLC while
troubleshooting. These indications are useful in
isolating a system failure to the most likely
device.
•
The LEDs are divided into two groups;
POWER
RUN
ALARM
ERROR
INPUT
0 CH
§
Input (0-15) light when the corresponding
signal is detected by the PLC.
§
Output (0-11) light when the PLC issues a
signal to an external device.
0 1 2 3 4 5 6 7
8 9 10 11 12 13 14 15
6.2.2 PLC LED Functions
INPUT
6-2
OUTPUT
LED
Function
LED
Function
0
Start/Stop
0
Not Used
1
Not Used
1
Hi-Frequency
2
Arc-On
2
Pilot Arc Relay
3
Not Used
3
Power Source
4
Not Used
4
Not Used
5
Fault
5
Fault Output
6
Not Used
6
Not Used
7
Not Used
7
Not Used
8
Not Used
8
Not Used
9
Not Used
9
Not Used
10
Not Used
10
Not Used
11
Not Used
11
Not Used
12
Not Used
13
Not Used
14
Not Used
15
Not Used
Precision Plasma with Electronic Flow Control -
SECTION 6
TROUBLESHOOTING
6.3 Troubleshooting Guide
6.3.1 Reduced Consumable Life
Cutting Up Skeletons Cutting skeletons (discarded material left after all
pieces have been removed from a plate) to facilitate
their removal from the table can adversely affect
electrode life by:
•
Causing the torch to run off the work.
•
Continuous Pilot Arc edge starts
•
Greatly increasing the frequency of starts. This
is mainly a problem for O2 cutting and can be
alleviated by choosing a path with a minimum
number of starts.
•
Increase likelihood that the plate will spring up
against the nozzle causing a double arc. This
can be mitigated by careful operator attention
and by increasing standoff and reducing cutting
speeds.
If possible, use a gas torch for skeleton cutting.
Height Control Problems •
•
Torch diving is usually caused by a change in
arc voltage when an automatic height control is
in use. Usually the voltage change is the result
of plate falling away from the arc. These
problems can effectively be eliminated by
disabling the height control and extinguishing
the arc earlier when finishing the cut on a falling
plate.
Diving can also be caused by a faulty height
control.
Piercing Standoff Too Low Increase pierce standoff
Starting on edges with Position torch more carefully or start on adjacent
continuous pilot arc scrap material.
Work Flipping The nozzle may be damaged if the torch hits a
flipped up part.
Catching on Pierce Spatter Increase standoff or start with longer lead-in
Pierce not complete before starting Increase initial delay time.
Precision Plasma with Electronic Flow Control -
6-3
SECTION 6
TROUBLESHOOTING
See Cut Quality In Section 4
6.3.2 Poor Cut Quality
6.3.3 No Pilot Arc
Contaminated Electrode Clean or replace electrode
Insufficient spark gap setting Set spark gap to 0.040” (1.016 mm)
in plumbing box.
Pilot Arc Contactor (PAC) Replace contactor
malfunctioning
6.3.4 No Arc Transfer
Cutting current Raise cutting current (see Process Data)
setting too low.
Torch too high Lower torch standoff (see Process Data)
above workpiece
Work lead not Ensure work lead is firmly connected to workpiece
connect to cutting table or cutting table
N2 or O2 check valve in torch
body may be stuck open
See maintenance section for check valve repair.
6.3.5 No Preflow
No start signal Check input 0 LED on PLC. Should be lit. This
verifies a start command has been given
Emergency stop signal open Check for continuity between TB3-18 and TB3-19
Shorted, closed or jumpered out Check cooling water LED on front panel. Should be
Cooling Water Flow Switch lit.
No Cooling Water Check reservoir. Add coolant until full.
6.3.6 Torch Fails To Fire
Start Gas Lower start gas flow
Cooling water Flow Pump pressure too low. Should be 115 psi.
(7.9 bar)
Faulty cooling water flow switch Replace CWFS switch
(CWFS)
Obstruction in torch Coolant flow through torch should be greater than
limiting cooling water flow 0.5 gal/min (1.5 l/min)
6-4
Precision Plasma with Electronic Flow Control -
SECTION 6
TROUBLESHOOTING
6.3.7 Nozzle Life Extremely Short
Pilot Arc H/L switch Refer to Process Data
in wrong position
Nozzle arcing inside bore Nitrogen quality too low. Requires 99.995 % purity
Start gas flow too low Check Process Data cutting parameters
6.3.8 Short Electrode Life
Insufficient cooling Check pump for 115/130 psi (7.9/9.0 bar)output
pressure
Start gas quality Gas quality needs to be 99.995 % purity minimum
Cut gas quality Oxygen gas needs to be 99.8 % purity
6.3.9 Short Electrode And Nozzle Life
Water leak on torch frontfront-end Follow torch leak procedure
Precision Plasma with Electronic Flow Control -
6-5
SECTION 6
TROUBLESHOOTING
1
2
2
PLASMA GAS 2
SHIELD GAS 1
3
3
SHIELD GAS 1
4
SHIELD GAS 2
COMMON
P4
SHIELD GAS 2
5
PLASMA GAS 1
PLASMA GAS 2
4
PLASMA GAS 1
1
6.4 Flow Control Schematic
5
6
7
A. C. COMMON
8
CHASSIS
P5
COMMON
120 vac (11 ne)
6
4
7
1
2
3
8
9
9
10
10
4 amp
7
8
5
6
FUSED 24vac TO CNC
24vac COMMON
VALVE 1 SHIELD (SH)
1
CHASSIS GROUND
VALVE 1 GND (GN)
2
24 vdc GROUND
3
VALVE 1 SET PT.
VALVE 1 SET PT. (SP)
4
VALVE 1 + 24 VDC
VALVE 2 SET PT. (SP)
5
VALVE 2 SET PT.
VALVE 2 +24V (PR)
6
VALVE 1 +24 VALVE (PR)
VALVE 2 +24 VDC
}
PLASMA GAS 1
VALVE 2 SHIELD (SH)
VALVE 2 GND (GN)
}
PLASMA GAS 2
}
SHIELD GAS 1
}
SHIELD GAS 2
VALVE 3 SHIELD (SH)
P1
VALVE 3 GND
VALVE 3 SET PT.
8
VALVE 3 +24 VDC
9
VALVE 4 SET PT.
10
VALVE 4 +24 VDC
1
PRES. SW. 15 V. SOURCE (SR1)
2
PRES. SW 24 V. SOURCE (SR2)
3
VALVE 3 +24 V (PR)
7
VALVE 3 SET PT. (SP)
PS5 (SHIELD GAS 2)
VALVE 4 SHIELD (SH)
VALVE 4 GND (GN)
VALVE 4 SET PT. (SP)
VALVE 4 +24V (PR)
{
{
{
{
{
PS5
JP1
(SHIELD GAS 2)
PS5
PS4
JP2
(SHIELD GAS 1)
4
PS4
5
PS3
6
PS2 (PLASMA GAS 1)
7
PS1
PS1 (PROCESS AIR)
SELECTOR VALVE COMMON
1
METHANE
2
H-35 NOT USED
3
N2-3
4
N2-2
5
N2-1
RC1
8
1
METH
2
H-35
3
SOLENOID
METH
H.F 120 V FROM POWER SUPPLY
H.F. 120 V TO J-BOX
JP5
PS1
10
PS2
(PROCESS AIR)
PS3 (PLASMA GAS 2)
P2
JP4
PS2
(PLASMA GAS 1)
PS4 (SHIELD GAS 1)
H.F. 120 V FROM POWER SUPPLY
H.F. 120 V TO J-BOX
JP3
(PLASMA GAS 2)
9
PS3
1 amp
N-3
RC2
4
5
SOLENOID
H-35
1 amp
RC3
6
N-2
7
SOLENOID
N-3
1 amp
RC4
8
N-1
9
N-1
10
O-2
11
O-2
12
O-1
13
SOLENOID
N-2
1 amp
RC5
SOLENOID
1 amp
P3
RC6
6
7
O2-1
8
AIR-2
9
AIR-1
10
SOLENOID
O2-2
ARGON
1 amp
15
AIR-2
16
AIR-1
17
AIR-1
18
AR
19
RC7
14
SOLENOID
O-1
AIR-2
1 amp
RC8
SOLENOID
1 amp
RC9
SOLENOID
1 amp
RC10
20
SOLENOID
1 amp
TB1
6-6
Precision Plasma with Electronic Flow Control -
SECTION 6
TROUBLESHOOTING
AIR-1
Process Air
125 psi
Argon
125 psi
O2
125 psi
N2
125 psi
H35
100 psi
CH4
100 psi
6.5 Gas Flow Schematic
Ar
O2-1
N2-1
PS1
AIR-2
N2-2
METH
O2-2
N2-3
METH
N2
O2
Air
Solenoid Valve
Ar
Pressure Switch
PS5
PS4
PS3
PS2
Sentronic Valve
Flow Meter
Check Valve
Interface
Board
VALVE 4
6-BAR
SENTRONIC
VALVE 3
6-BAR
SENTRONIC
VALVE 2
9-BAR
SENTRONIC
VALVE 1
9-BAR
SENTRONIC
Check Valve
2 Way Solenoid
Valve
SG2
BLK
SG1
ORG
PG2
YEL
PG1
BLU
Gas Quick Coupling
EFC Junction
Box
Electronic
Manifold
Assembly
PT-24 Torch
Precision Plasma with Electronic Flow Control -
6-7
SECTION 6
TROUBLESHOOTING
6.6 Junction Box Wiring Diagram
T1-X1 RED
PILOT ARC BLU
1
2
GND1 GRN
3
PCB1
J1-M GRY
J1
J1
PILOTARC
J1-A GRN
PCB1-3 GRN
PCB1-2 BLU
J2
J1
SPLICE
J2-5
J2-6
J2-7
J2-8
WHT
WHT
WHT
WHT
J1-C WHT
DENOTES IN-LINE SPLICE
DENOTES SELF LEAD
A
B
C
D
E
F
G
H
I
J
K
L
M
N
GRN GND1
BLU J2-2
WHT SPLICE
YEL J2-1
BLK J2-3
ORN J2-4
GRY T3-H1
BLK T3-H2
Precision Plasma with Electronic Flow Control -
1
2
3
4
5
6
7
8
9
YEL
BLU
BLK
ORN
WHT
WHT
WHT
WHT
---
J1-F
J1-B
J1-J
J1-L
SPLICE
SPLICE
SPLICE
SPLICE
---
J2
C2
2
X2
GND1
6-8
C1
SG1-1 RED
X3
1
SG1-2 BLU
T1
X1
1
PCB1-1 RED
C1-1 BLU
BLU
SG1-1 RED
X2
2
X1
X2
T1-X2 BLU
SG1-2 BLU
T3
X3
T3-X1 RED
T3-X2 BLU
T1-X1 RED
H1 H2
T2
SG1
X1
C1-2 BLU
J1-N BLK
SECTION 6
TROUBLESHOOTING
6.7 Junction Box Schematic
J1
A
B
C
D
E
TO FLOW
CONTROL
J2
YEL
J2
PLASMA-1
SOLENOID COMMON
GND1
PLASMA-2
F
G
H
J
K
L
M
N
I
SHIELD GAS 1
SHIELD GAS 2
H2
T3
6
5
3
3
1
4
9
2
PG-2
PG-1
4
ORG
BLK
SG-1
SG-2
MANIFOLD
EFC A/M
X2
2
H1
2
5
6
7
8
1
BLU
SG1
1
X1
2
C1
.002 uf
10KV
C2
2500pf
15KV
1
NEG
X1 X2
PCB1
1
2
X3
T1
X1
NEG
X2
3
CABLE
CONNECTIONS
TO CONSOLE
X3
T2
TORCH
CONNECTIONS
GND1
PILOT
ARC
PILOT
ARC
WORK
SCHEMATIC DIAGRAM
Precision Plasma with Electronic Flow Control -
6-9
SECTION 6
TROUBLESHOOTING
6.8 Power Module Wiring Diagram
Page 1
6-10
Precision Plasma with Electronic Flow Control -
SECTION 6
TROUBLESHOOTING
Power Module Wiring DiagramPage 2
Precision Plasma with Electronic Flow Control -
6-11
SECTION 6
TROUBLESHOOTING
6.9 Power Module Schematic – CE Version
6-12
Precision Plasma with Electronic Flow Control -
SECTION 6
TROUBLESHOOTING
6.10 Precision Plasma Power Source Wiring Diagrams
Part 1
PCB1
P1
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
P4-14(BRN)
P4-13(RED)
PCB1 P1-6(BLK)
PCB1 P1-5(BLK)
PLC1 P2-11(WHT)
PLC1 P2-12(ORN)
PLC1 P2-13(GRY)
PLC1 P2-14(YEL)
PCB1 P1-12(BLK)
PCB1 P1-11(BLK)
MOD1 P1-5 (BLK)
MOD1 P1-6 (RED)
MOD1 P1-2 (BLU)
MOD1 P1-1 (VIO)
PCB1 P1-18(BLK)
PCB1 P1-17(BLK)
P2
1 P4-10(VIO)
2 P4-9(VIO)
3
4 P4-8(ORN)
5 P4-7(ORN)
6
7
8 P3-3(GRY)
9 P3-4(RED)
10 P3-5(GRY)
11 P4-4(BRN)
12 P4-3(BRN)
13 P4-2(BLU)
14 P4-1(BLU)
15 P3-1(YEL)
16 P3-2(YEL)
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
P3
P4-11(GRY)
P4-12(BLU)
MOD1 P1-3(ORN)
MOD1 P1-4(WHT)
PCB-TB P1-6(YEL)
MOD1 P1-7(BLU)
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
P4
PLC1 P1-1(BRN)
PLC1 P1-2(GRY)
MOD1 P3-1(RED)
MOD1 P3-2(YEL)
P5
1 PLC1 P1-5 (BLK)
2 PLC1 P1-6 (VIO)
P7
1 PLC1 P2-5(BLK)
2
3 TB6-5(RED)
P9
1 MOD1 P1-14(RED)
2
3 MOD1 P1-15(BLK)
1
2
3
4
5
P10
S3-5(VIO)
S3-2(RED)
P3-7(BLK)
P3-6(WHT)
P3-8(WHT)
PLC1 P1-3(YEL)
PLC1 P1-8(ORN)
PLC1 P1-3(YEL)
PLC1 P1-4(WHT)
MOD1 P3-7(RED)
MOD1 P3-8(BLK)
MOD1 P3-9(VIO)
MOD1 P3-10(YEL)
MOD1 P3-3(BLU)
MOD1 P3-4(ORN)
J1
2
1 3
MOD1 P1-9 (ORN)
S3-4 (BLU)
VIEW OF R2
S3-1 (BRN)
1
P1
18
4
P5
1
H2
H1
S2-5 (BLK)
PLC-COMM6 (BLU)
F
PLC-0109 (GRY)
G
K5-A (BLK)
J
PLC-0110 (WHT)
K
K6-A (YEL)
L
PLC-0111 (BRN)
M
PLC-0101 (VIO)
N
PLC1 J2-9 (GRY)
S
K2-L3(BLU)
T
U
18
3
P7
1
PLC1 J2-4 (ORN)
D
R
L1
P2
1
PCB4
PLC-0108 (YEL)
C
P
16
4
P9
1
B
H
SEE
VIEW
OF R2
R2-3(BLU) 4 5 6
1,3
S3
R2-2(BRN) 1 2 3
2
PCB1 P10-2(RED)
R2
TB6-7(ORN)
GND2 (GRN)
E
PCB1 P10-1(VIO)
TB6-8(GRY)
MOD1 P1-7(BLU)
A
V
P3
J2
1
18
1
J1-A (GRN)
K1-L2 (BLU)
F4-1 (YEL)
*
12
S1 3 4
56
K1-L1 (BRN)
14
25
36
S2
P4
M1-GND (GRN)
GND2
MOD1 TB2-1 (RED)
T3-H1 (RED)
P10
1
5
L1-H2 (BLK)
BLK
S2
A
TB3-20 (BLU)
B
TB3-21 (GRY)
C
TB3-13 (ORN)
D
TB3-23 (BLK)
E
TB3-18 (VIO)
F
TB3-19 (YEL)
G
TB3-4 (WHT)
H
TB3-14 (BRN)
I
TB3-3 (ORN)
J
TB3-12 (VIO)
K
TB3-22 (WHT)
L
TB3-11 (RED)
M
TB3-2 (GRY)
N
TB3-1 (BRN)
K2-L3 (BLU)
J2
CB1-1 (BLK)
TB2-3 (RED)
M2-4 SPLICE (WHT)
CB2-1 (BLK)
M1-2 (WHT)
MOD1 TB2-2(GRY)
3
J1
*
TB2-1(BLU)
6
2
R1-2 (BLK)
S1-2(YEL)
4
5
1
R7-2 (ORN)
12
F4
12
CB2
12
CB1
MOD1 TB2-1(BLK)*
1
*
GND2 (GRN)
GND
M1
2
CB1-1 (WHT)
*
NC RED
*
FS1C BLK
*
ORN
NO
*
J4-14(BRN)
J4-13(RED)
Precision Plasma with Electronic Flow Control -
6-13
SECTION 6
TROUBLESHOOTING
Wiring Diagram – Precision Plasma Power Source
Part 2
B
T2-BH2
BR1-C
C
C
T2-CH2
S1-5 (BRN)
H1
H3
H2
T2-AH2
MOVB
T2-BH2
MOVC
MOV
T2-CH2
F4-2(BLU)
T3-H2(BLK)
T3-H3(GRY)
CB2-1(RED)
T3-H4(YEL)
T3-H5(BRN)
T3-H6(ORN)
T3-H7(VIO)
T3-H1(GRY)
(YEL)
T3-H3(GRY)
(BLK)
H7
B
S1-1 (BLU)
A
MOD1
TOP
H6
H5
H4
T2-AH2
BR1-B
J3-2(YEL)
X7 J4-2(BLU)
X8 J4-1(BLU)
BR1
(VIO)
LINE LOAD
A
A
Detail for CE units only
T1
(ORN)
(BRN)
BR1-A
X6
X1 J4-10(VIO)
X2 J4-9(VIO)
X3 J4-4(BRN)
X4 J4-3(BRN)
X5 J3-1(YEL)
J3-4(BLK)
J3-5(GRY)
X16
X15
J3-8(WHT)
J3-3(GRY)
X14
X12
X13
J4-8(ORN)
X9
X10
X11
J4-7(ORN)
J3-6(WHT)
J3-7(RED)
Note: PLC1 (connection) refers to an area located on an enclosure that housed the former Programmable Logic
Controller. This plasma power supply is CNC (cutting machine) controlled and does not use a PLC.
J4-11(GRY)
TB2
SEE
DETAIL
L1
CB2 - 2 WHT
J4 - 6 WHT
ZD3
M2 - 1 (SPLICE) RED
J4 - 5 BLK
M2 - 4 (SPLICE) RED
T3 - H1 RED
T1
T1
MOV1
AH2
K4
SEE T3
DETAIL
B
1
4
3
6
5
BH2
M2
J4-12(BLU)
T3
TB1
MOD1 BR1-A
K4
2
T2
L3
B
K1
SEE
DETAIL
T3
A
L2
ZD1
A
MOD1 BR1-B
SEE DETAIL
MOD1 BR1-C
CH2
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
MOV2
MOV3
BLK
BLK
BLK
T2
SPLICE
M2
1
3
2
GRN
6
MOD1 TB2-1(RED)
WHT (INTERNAL)
RED (INTERNAL)
TB2-4 (YEL)
CB2-2 (WHT)
BRN (INTERNAL)
TB2-5 (BRN)
4
H4
H1
S1-6 (RED)
T1-H1 (RED)
H5
T3
TB2-6 (ORN)
SPLICE
TB2-7 (VIO)
H6
H2
H7
H3
TB2-2 (BLK)
TB2-3 (GRY)
T1-H3 (GRY)
6-14
Precision Plasma with Electronic Flow Control -
TB2
1
2
3
4
5
6
7
BLK
SECTION 6
TROUBLESHOOTING
Wiring Diagram – Precision Plasma Power Source
Part 3
MOD1
TB2
CB1-2(GRY)
M1-1(BLK)
2
1
S1-6(RED)
M2-1 SPLICE (RED)
MOD1
MOD1
P4
1
TB3-7(RED)
2
TB3-8(YEL)
3
TB3-9(BLU)
4
TB3-10(ORN)
5
TB3-11(RED)
6
TB3-12(VIO)
7
F3-1(RED)
8
TB3-16(BLK)
9
TB3-18(VIO)
MOD1 P4-7 (RED)
1
2 TB3-15 (RED)
F3
TB4
SEE DETAIL
TB2
TB3
TB3
1
PA
P4
1
2
3
WORK
10
4
5
10 TB3-19(YEL)
TORCH
6
7
J3
8
1
T1-X5(YEL)
2
T1-X6(YEL)
9
3
T1-X14(GRY)
10
4
T1-X15(BLK)
5
T1-X16(GRY)
6
T1-X11(WHT)
1
13
7
T1-X12(RED)
J4
14
8
T1-X13(WHT)
J3
11
1
12
8
15
16
1
T1-X8(BLU)
2
T1-X7(BLU)
3
T1-X4(BRN)
4
18
19
20
21
T1-X3(BRN)
22
5
23
6
7
T1-X10(ORN)
8
T1-X9(ORN)
9
T1-X2(VIO)
10
T1-X1VIO)
11
K1-A(GRY)
12
K1-B(BLU)
13
FS1-NO(RED)
14
FS1-C(BRN)
15
16
16
17
J4
24
PLC-0000 (BRN)
J2-N (BRN)
PLC(-24VDC) (GRY)
J2-M (GRY)
J2-I(ORN)
PLC-COMM 2 (ORN)
J2-G(WHT)
PLC-0100 (WHT)
PLC1 J1-5 (BLK)
PLC1 J1-6 (VIO)
MOD1 P4-1(RED)
MOD1 P4-2(YEL)
MOD1 P4-3(BLU)
MOD1 P4-4(ORN)
MOD1 P4-5(RED)
J2-L(RED)
MOD1 P4-6(VIO)
J2-J(VIO)
PCB2 P1-2(ORN)
J2-C(ORN)
PCB2 P1-3(BRN)
J2-H(BRN)
F3-2 (RED)
MOD1 P4-8(BLK)
MOD1 P4-9(VIO)
J2-E(VIO)
MOD1 P4-10(YEL)
J2-F (YEL)
K8-9 (BLU)
J2-A (BLU)
K8-6 (GRY)
J2-B(GRY)
K7-B (WHT)
J2-K(WHT)
K7-A (BLK)
J2-D(BLK)
REAR VIEW
WITH REAR PANEL
REMOVED
Precision Plasma with Electronic Flow Control -
6-15
SECTION 6
TROUBLESHOOTING
Wiring Diagram – Precision Plasma Power Source
Part 4
PLC1 MODULE
PLC
TB4-1(VIO)
L2
PLC1 J2-1(BLK)
PLC-COMM1(BLK)
TB3-4 (WHT)
TB3-3 (ORN)
J1-M (VIO)
PLC1 J2-7 (BLU)
PLC-COMM4 (BLU)
PLC1 J2-10(RED)
PLC-COMM3 (BLU)
PLC1 J1-1(BRN)
PLC1 J1-2(GRY)
K3-A (VIO)
K4-A (WHT)
K8-A (ORN)
0100
COMM 2
0101
COMM 3
0102
COMM 4
0103
COMM 5
0104
0105
0106
0107
COMM 6
TB5
PCB2-PA(YEL)
PCB2
K2-T1 (YEL)
PA
PLC1 J2-5(RED)
MOD1 SH1-2(BLK)
PCB2 P1-1 (RED)
0108
0109
0110
0111
COMM 7
WORK
PCB2 P1-6 (BLK)
MOD1 TB3-1(BLK)
TORCH
VIEW F-F
J1
L1
J2
1
PLC-0103(BRN)
1
PLC-L2(BLK)
2
PLC-COMM5(GRY)
2
TB4-1 (VIO)
3
TB4-1(VIO)
3
PLC-COMM7(BLU)
4
PLC-0002(WHT)
4
J1-C(ORN)
5
TB3-5 (BLK)
5
TB5-WORK(RED)
6
TB3-6 (VIO)
6
7
7
8
9
PLC-COMM3 (BLU)
8
PLC-0006(ORN)
9
10
J1-N(GRY)
10 PLC-0102(RED)
11 K3-6(WHT)
12 K3-9(ORN)
13 K4-9(GRY)
PLC-COMM 7 (BLU)
J1-D(BLU)
J1-B (YEL)
J1-F (GRY)
J1-J (WHT)
J1-L (BRN)
PLC1 J2-3(BLU)
PLC-COMM 6 (BLU)
14 K4-6(YEL)
15 TB4-2(BRN)
16
TB5-PA(YEL)
0000
0001
HS COMM
0002
0003
0004
0006
COMM 1
+24VDC
-24VDC
PCB2 - P1
P1-1
P1-2
TB5-WORK(RED)
TB3-13(ORN)
P1-3
TB3-14(BRN)
P1-6
TB5-TORCH(BLK)
VIEW E-E
TB3-1 (BRN)
K7-4 (BLU)
PLC-(+24VDC) (VIO)
PLC1 J1-4(WHT)
K5-9 (YEL)
K6-9 (RED)
PLC1 J1-8(ORN)
PLC-L2(BLK)
PLC-HS COMM (VIO)
TB3-2 (GRY)
K7-6 (GRY)
E
J1
L1
L2
0100
COMM 2
0101
COMM 3
0102
COMM 4
0103
COMM 5
0104
0105
0106
0107
COMM 6
0108
0109
0110
0111
COMM 7
PCB2
2
2
BLU
BLU
1
BLU
K8
1
1
1 36
4
7
A 9B
R7
R10
R9
R8
J2
F
1
1
+24VDC
-24VDC
TB5
2
2
0006
0007
BLU
2
0000
0001
HS COMM
0002
0003
0004
BLU
PLC
S2-3 (BLK)
S2-6 (ORN)
F
COMM 1
MOD1 SH1-1 (GRY)
E
K6
K7
1 36
4
7
A 9B
1 63
4
7 9
AB
K5
K4
1 3
1 36
4
7
A 9B
4 6
7
A 9B
K3
1 36
4
7
A 9B
TB4
PLC1 J2-2(VIO)
R1
PLC1 J2-15(BRN)
K3-B(BRN)
PLC-L1(VIO)
K5-6(VIO)
K4-B(BRN)
1
TB4
K5-B(BRN)
PLC1 J1-3(VIO)
K6-B(BRN)
K8-B (BRN)
K4
K3
1 3
4 6
7 9
A B
1 3
4 6
7 9
A B
1 3
4 6
7 9
A B
Precision Plasma with Electronic Flow Control -
PLC1 J2-11(WHT)
K5
1 3
4 6
7 9
A B
TB4-2(BRN)
K6
TB4-2(BRN)
PLC1 J2-13(GRY)
PLC1 J2-14(YEL)
PLC-0104 (VIO)
J1-K (YEL)
TB3-22 (WHT)
ZD3
PLC-(-24VDC) (GRY)
TB3-23 (BLK)
PLC-0001 (BLU)
TB4-2(BRN)
TB3-20 (BLU)
TB3-21 (GRY)
PLC-0106 (ORN)
1 3
4 6
7 9
A B
TB4-2(BRN)
PLC-0003 (YEL)
TB4-1(VIO)
PLC-0105 (WHT)
K7
1 3
4 6
7 9
A B
TB4-2(BRN)
PLC-0004 (RED)
TB4-1(VIO)
J1-G (BLK)
K8
PLC1 J2-12(ORN)
T2
6-16
2
K6-6(VIO)
SECTION 6
TROUBLESHOOTING
Wiring Diagram – Precision Plasma Power Source
Part 5
MOD1
P3
P1
P2
SH1
1
PCB1 P4-3(RED)
1
1
PCB1 P1-16(VIO)
1
R10-1 (GRY)
2
PCB1 P4-4(YEL)
2
2
PCB1 P1-15(BLU)
2
TB5-WORK(BLK)
3
PCB1 P4-15(BLU)
3
3
PCB1 P3-12(ORN)
4
PCB1 P4-16(ORN)
4
4
PCB1 P3-13(WHT)
5
TB6-6(BRN)
5
5
PCB1 P1-13(BLK)
6
TB6-8(GRY)
6
6
PCB1 P1-14(RED)
7
PCB1 P4-11(RED)
7
7
PCB1 P3-18(BLU)
8
PCB1 P4-12(BLK)
8
9
PCB1 P4-13(VIO)
8
PCB-TB P1-1(YEL)
10 PCB1 P4-14(YEL)
9
R2-1(ORN)
NOT USED
S3-4(BLU)
10
11
12
13
14 PCB1 P9-1(RED)
15 PCB1 P9-3(BLK)
16
R3
PCB1 P7-3(RED)
MOD1-TB3-1 (RED)
1 2 3 4 5 6 7 8
MOD1 P3-6(GRY)
S3-6(GRY)
S3-3(ORN)
R5
R6
MOD1 P3-5(BRN)
C2-2 (WHT)
TB5-PA (YEL)
C2-1 (YEL)
TB6
R4
MOD1
WHT
T1
T2
T3
P1
8
P1
1
K2
ZD2
A
L1
L2
L3
B
1
P3
1
K2-L3 (BLU)
16
L1-H1 (BLU)
PLC1 P2-10 (RED)
SEE DETAIL
S2-2 (BLU)
1 2 3 4 5 6 7 8
C1-1 (BLU)
TB6
PLC1 P2-9 (VIO)
WHT
P3
1
PCB1 P2-15(YEL)
2
PCB1 P2-16(YEL)
3
PCB1 P2-8(GRY)
4
PCB1 P2-9(RED)
5
PCB1 P2-10(GRY)
6
PCB1 P10-4(WHT)
7
PCB1 P10-3(BLK)
8
PCB1 P10-5(WHT)
P4
1
PCB1 P2-14(BLU)
16
2
PCB1 P2-13(BLU)
3
PCB1 P2-12(BRN)
4
PCB1 P2-11(BRN)
PCB1 P4-1(BRN)
2
PCB1 P4-2(GRY)
3
PCB1 P4-7(YEL)
1
P4-10(VIO)
PLC1 P2-7 (VIO)
2
P4-9(VIO)
1
4
PCB1 P4-10(WHT)
3
P4-2(BLU)
5
PCB1 P5-1 (BLK)
4
P4-1(BLU)
6
PCB1 P5-2(VIO)
PLC1 P2-15(BLU)
7
5
8
6
9
7
10
8
9
PCB1 P7-1(BLK)
PLC1 P2-1 (VIO)
2
R11
1
2
SH1
K2-T1(YEL)
K2-T3(WHT)
R14-1 (GRY)
TB6-2(RED)
TB5-TORCH(BLK)
1
D1
8
R15-2 (RED)
1
PLC MOD
P3
PLC1 P2-9 (VIO)
PCB1 P4-9(YEL)
PCB1 P4-8(ORN)
R13
P2
P1
1
C1
16
PLC1 MODULE
1
R12
C2
10
P2
1
P2
TB3
8
1
P4
PLC1 P2-4(BLU)
MOD1 TB3-1 (RED)
2
2 R15
1
PLC1 P2-3(BLU)
D1(-) GRY
R14 1
PLC1 P2-2 (VIO)
5
K2-A (VIO)
6
10 K2-B(RED)
11 PCB1 P1-7(WHT)
12 PCB1 P1-8(ORN)
13 PCB1 P1-9(GRY)
7
PCB1 P2-5(ORN)
8
PCB1 P2-4(ORN)
9
PCB1 P2-2(VIO)
10
PCB1 P2-1(VIO)
PLC1 P2-2(VIO)
14 PCB1 P1-10(YEL)
15 PLC1 P2-4(BLU)
PLC1 P2-1(VIO)
16
FRONT VIEW
WITH FRONT
PANEL REMOVED
Precision Plasma with Electronic Flow Control -
11
PCB1 P3-1(GRY)
12
PCB1 P3-2(BLU)
13
PCB1 P1-3(RED)
14
PCB1 P1-2(BRN)
15
16
6-17
SECTION 6
TROUBLESHOOTING
6.11 Schematic- Precision Plasma Power Source
Part 1
PLC1
PLC MODULE #1
1
P2 J2
2
1
2
H2
H1
H1
200V
1
15A
120VAC
11
P3-1
12
P3-2
13
P1-3
14
15
16
J4 P4
P1-2
TB2
1 F4 2
12VAC
NC
2
3
LED8
5
2
1
M1
PLASMA GAS
P1-10
LED9
LED6
CB1
3A
460V
415V
380V
MOV2
230V
ØB
L2 T2
200V
18
17
16
15
14
13
415V
380V
230V
200V
10
9
8
7
T2
P1-12
T1
575V
460V
415V
6
380V
230V
200V
6
5
4
3
2
1
CH2
6
A
K6
B
15
16
17
18
19
20
9
6
P4-10
P5-1
4
P5-2
6
K6
21
B
22
5
23
24
25
P1-17
26
CH1
BH5
BH4
BH3
27
28
29
30
P4-14
P4-13
P4-12
P4-11
P10-1
P10-2
P4-16
P4-15
P4-4
P4-3
BH6
PCB TRIM
POT
838193
31
32
33
34
P3-18(-)
P3-17(+)
1
BH2
6
P9-3
P9-1
P1-14
P1-13
P3-13
P3-12
P1-15
P1-16
BH1
35
AH6
36
AH5
AH4
J2
37
NOT USED ON
PRECISION PLASMA CONSOLE
1
2
3
4
5
6
7
8
38
P1
1
2
3
4
AH3
AH2
AH1
TB1
A
B
C
TB2-2
TB2-1
BR1-A
BR1-B
BR1-C
FN1
6-18
B
P1-18
AH8
610V
K5
P1-11
CH3
AH7
L1
6
A
MOV1
ØA
B
7
9
10
1
2
3
8
P4-1
P4-2
P4-7
P4-8
P4-9
CH4
610V
11
K4
9
P1 J1
CH5
BH8
12
B
6
A
CH6
BH7
460V
K3
9
13
2
MOV3
575V
6
A
V1
VOLTMETER
AUTO XFMR
575V
610V
9
12
9
CH8
5
11
A
CH7
L3 T3
11
14
P1-9
B
4
ØC
6
P1-8
START GAS
120VAC
K1
5
P7-3
12
1
A
P7-1
P1-7
AM1
AMMETER
ZD1,180V
10
14
LED3
S1
1
8
10
C
6
FNT PNL
ON/OFF
7
8
13
+
NO FS1
9
P1-6
H3
H2
230V
2
LED5
P1-5
3
LED2
P6
H3
380V
24VAC
7
+
H4
LED7
-
4
H4
24VAC
LED4
-
415V
24VAC
4
5
TB4-2
6
9
LED1
+
H5
18VAC
18VAC
P8
H6
H5
460V
18VAC
18VAC
PCB1
ISOLATION AMPLIFIER AND
FAULT SIGNAL PCB
38103
P10-5
P10-3
P10-4
P2-10
P2-9
P2-8
P2-16
P2-15
P2-14
P2-13
P2-12
P2-11
P2-7
P2-6
P2-5
P2-4
P2-2
P2-1
+
H6
575V
6
5
2
H7
8
7
6
5
4
3
2
1
-
T3
H7
J3 P3
X13
X12
X11
X16
X15
X14
X6
X5
X8
1
X7
2
X4
3
X3
4
5
6
X10
7
X9
8
X2
9
X1
10
-
7A
CB2
2
T1
1
7
1
TB4-1
3
4
15
PUMP
MOTOR
M2
1
4
3
Precision Plasma with Electronic Flow Control -
MOD1
POWER MODULE #1
5
6
7
8
9 10 11 12 13 14 15 16
SECTION 6
TROUBLESHOOTING
Schematic- Precision Plasma Power Source
Part 2
1
2
3
4
5
J1
6
A
7
B
C
8
D
9
10
TO FLOW
CONTROL BOX
J1
E
L1
1
1
L2
2
2
3
3
4
4
5
5
6
6
7
0100
7
8 Comm 2
0006 8
9
0101
0007 9
10 Comm 3
10
11 PLC 11 0102
12 Comm 4
12
13 0103
13
14 Comm 5
14
START GAS
15 0104
15
PLASMA GAS
16 0105
16
17 0106
17
COMM 1 18
18 0107
19 Comm 6
19
START GAS ON, NITROGEN
20 0108
20
CUT GAS ON, OXYGEN
21 0109
21
FULL SHIELD
22 0110
22
REGULATED SHIELD
+24VDC 23
23 0111
COMMON
-24VDC 24
24 Comm 7
0000
0001
HS COMM
0002
0003
0004
11
12
13
14
ZD3
180 VAC
A
K7
B
4
6
F
G
H
J
K
L
M
N
P
R
S
T
U
V
J2
TB3
120VAC RELAY
1
N
2
M
3
I
G
4
15
5
16
17
18
6
START SIGNAL FROM
CNC TO P.S., 120VAC
8
9
20
10
21
START SIGNAL FROM
CNC TO P.S., 24VAC
L
11
PLC1
PLC MODULE #1
22
23
1
F3 2
12
J
+10VDC REMOTE CURRENT
SETTING FROM CNC TO P.S.
13
C
VOLTAGE DIVIDER, (+)
14
H
VOLTAGE DIVIDER, (-)
18
E
19
F
EMERGENCY STOP FROM CNC TO P.S.
RELAY/CONTACTOR NORMALLY CLOSED
OPEN IN CASE OF EMERGENCY
20
A
21
B
22
K
23
D
15
1A
24
ARC ON SIGNAL FROM P.S.
TO CNC, RELAY CLOSING
ARC ON SIGNAL
FROM P.S. TO CNC,
TRANSISTOR
7
19
START SIGNAL FROM
CNC TO P.S., RELAY CLOSING
16
25
17
31
B
K2
L1
T1
L2
T2
L3
T3
TB6-5
R6
39K
2W
120VAC RELAY
R3
4.99K
36
2
5
37
38
1 2 3 4 5 6 7 8 9 10
R5
39K
2W
FRONT PNL
CURRENT
SETTING
LOCAL/REMOTE
DPDT S3
P4
10
9
8
7
FRONT PNL
PILOT ARC
SELECTOR S2
6
5 HI
4
H2
L1
3
2
C1
20uf
400V
P3
FAULT SIGNAL FROM P.S. TO CNC
RELAY CLOSING, DRY CONTACT
120VAC PREFLOW SIGNAL
FROM CNC TO P.S.
24
TB6-2
H1
4
6
1
10K
8W
CURRENT SETTING POT
R2
10K
MIN
MAX
1
3
2
R4
4.99K
35
3
R11
20uf
400V
TB6-8
TB6-6
TB6-7
32
33
34
C2
TB6-4
D1
LO
R1
R7
20 OHM 300W
R8
20 OHM
300W
20 OHM 300W
R9
1
R7
10K
OHM
8W
R7
10K
OHM
8W
R14
20 OHM
50W
20 OHM 300W
P1-2
R10
3.1 OHM
300W
TOJUNCTION BOXJ1
A
TOCUTTINGMACHINECNC
CONNECTORCHASSISGNDSUPPLIED
BYCUTTINGMACHINEGROUP
ZD2
180
VAC
WORK
P1-1
START UP
PCB2
P1-3
838131
P1-6
26
27
28
29
30
PA
PILOT ARC
TORCH
6
5
MOD1
POWER MODULE #1
4
R15
20 OHM
50W
3
2
1
SH1-2
SH1-1
TB3-1
Precision Plasma with Electronic Flow Control -
6-19
SECTION 6
TROUBLESHOOTING
6.12 Technical Guide To Using And
Understanding The Operation Of The
Electronic Flow Control
Introduction
The following information is a guide for
troubleshooting The Precision Plasma Electronic
Flow Control. Knowledge of machine and control
operation is required.
6-20
Precision Plasma with Electronic Flow Control -
SECTION 6
TROUBLESHOOTING
6.12.1 Precision Process Timers
Timer
Description
Plasma Preflow Time
The minimum interval of time between the receipt of a
plasma process start signal and the issuance of the signal
to turn the plasma power supply on. Plasma process start
gas flows are in effect during this time.
Line Purge Time
The interval of time allowed to purge the plasma process
gas lines. Plasma process purge/fill gas flows are in effect
during this time.
Plasma Firing Time
The maximum interval of time allowed for receipt of an arcon signal from the issuance of the signal to turn the plasma
power supply on. Plasma process start gas flows are in
effect during this time.
Plasma Pierce Time
The interval of time allowed for piercing the work piece
after receipt of the arc-on signal. Plasma process cut gas
flows are in effect during this time. (Torch stationary, AHC
disabled, machine stationary).
Plasma AHC Delay
The interval of time allowed after expiration of the PLASMA
PIERCE TIME timer before enabling AHC. Plasma process
cut gas flows are in effect during this time. (Torch
stationary, AHC disabled, machine moving).
Plasma Arc Delay
The interval of time for filtering the arc-on signal to allow
the signal to assume a stable mode / condition. Plasma
process cut gas flows are in effect during this time.
Master Up
The interval of time allowed to raise the plasma torch after
receipt of a plasma process off signal. Plasma process
start gas flows are in effect during this time.
Analog Channel Disable
The interval of time allowed before enabling the plasma
process idle flow analog values. Plasma process start gas
flow analog values are in effect during this time.
Line Fill Time
The interval of time allowed to fill the plasma process gas
lines. Plasma process purge/fill gas flows are in effect
during this time.
Plasma Postflow
The interval of time allowed for plasma process gases to
flow after expiration of the MASTER UP timer. Plasma
process start gas flows are in effect during this time.
Line Vent Time
The interval of time allowed to vent the plasma process
gas lines. Plasma process idle gas flows are in effect
during this time.
Flow Control Vent Time
The interval of time allowed to vent the flow control gas
lines. Plasma process purge/fill gas flows are in effect
during this time.
Precision Plasma with Electronic Flow Control -
6-21
SECTION 6
TROUBLESHOOTING
6.12.2 Process Timer Values For Vision Cutting Record File PARAM.CUT
Vision Interpretation Data File DEF.TEC
V
(Hidden Flag)
DEF .TEC
Qx
(Upper Editing
Limit)
Wx
(Preset Value)
Ux
(Lower Editing
Limit)
PARAM.CUT
V = Hidden Flag Enabled
TIMERS
Plasma Preflow Time
0.6
0.5
50.0
V
Line Purge Time
1.0
1.0
50.0
V
Plasma Firing Time
6.0
4.0
6.0
V
Plasma Pierce Time
0.0
0.0
50.0
Plasma Ahc Delay
0.0
0.0
50.0
Plasma Arc Delay
0.3
0.0
0.5
Master Up
2.0
0.0
50.0
600.0
600.0
600.0
V
Line Fill Time
5.0
5.0
50.0
V
Plasma Postflow
5.0
5.0
50.0
V
Line Vent Time / Flow Control Vent Time
2.0
2.0
50.0
V
Analog Channel Disable
6-22
Precision Plasma with Electronic Flow Control -
V
SECTION 6
TROUBLESHOOTING
6.12.3 Process Window Key Functions
Key Function
Description
•
Plasma AHC Allow Icon
•
•
•
(F2 PushPush-Button)
•
Plasma AHC Icon
•
•
(F3 PushPush-Button)
Icon permits the machine operator to allow or
disallow plasma AHC.
Icon does not turn plasma AHC on.
Plasma AHC is allowed if the icon is highlighted
(darkened).
Plasma AHC is not allowed if the icon is not
highlighted.
Icon permits machine operator to manually turn
plasma AHC on or off.
Icon also permits the operator to perform a
plasma IHS cycle if the plasma process is not
active.
The plasma AHC allow icon must be highlighted
highlighted.
Plasma Start Parameter Test Icon
•
Icon permits the machine operator to manually
test/adjust the plasma process start parameters
with the exception of the plasma gas 2 start flow.
•
Icon permits the machine operator to manually
test/adjust the plasma gas 2 start flow.
The plasma start parameter test icon must be
highlighted.
highlighted
(F4 PushPush-Button)
Plasma Gas 2 Test Icon
•
(F5 PushPush-Button)
Plasma Cut Parameter Test Icon
•
•
Icon permits the machine operator to manually
test/adjust the plasma process cut parameters.
The plasma
plasma start parameter test icon must be
highlighted.
highlighted
(F6 PushPush-Button)
Plasma Start Icon
•
•
Icon permits the machine operator to manually
start or stop the plasma process.
The plasma start parameter test icon must not be
highlighted.
highlighted
(F6 PushPush-Button)
Precision Plasma with Electronic Flow Control -
6-23
SECTION 6
TROUBLESHOOTING
6.12.4 Proportional Valve Analog Flow Values
For Param.Cut And Def.Tec
Analog Flow Values
Jx
(Upper
Channel Limit)
Ix
(Lower
Limit)
mit)
Channel Li
Xx
(Lower
Parameter
Limit)
Yy
(Upper
Parameter
Limit)
V
(Hidden Flag)
DEF.TEC
Qx
(Upper Editing
Limit)
Ux
(Lower Editing
Limit)
Wx
(Preset Value)
PARAM.CUT
V = Hidden Flag Enabled
Plasma Gas 1 Start Flow Analog Out
0.0
0.0
100.0
0.0
100.0
0.0
255.0
Plasma Gas 1 Cut Flow Analog Out
0.0
0.0
100.0
0.0
100.0
0.0
255.0
Plasma Gas 2 Start Flow Analog Out
0.0
0.0
100.0
0.0
100.0
0.0
255.0
Plasma Gas 2 Cut Flow Analog Out
0.0
0.0
100.0
0.0
100.0
0.0
255.0
Shield Gas 1 Start Flow Analog Out
0.0
0.0
100.0
0.0
100.0
0.0
255.0
Shield Gas 1 Cut Flow Analog Out
0.0
0.0
100.0
0.0
100.0
0.0
255.0
Shield Gas 2 Start Flow Analog Out
0.0
0.0
100.0
0.0
100.0
0.0
255.0
Shield Gas 2 Cut Flow Analog Out
0.0
0.0
100.0
0.0
100.0
0.0
255.0
Plasma Gas 1 Soft Flow Analog Out
10.0
10.0
10.0
V
0.0
100.0
0.0
255.0
Plasma Gas 1 Purge/Fill/Vent Flow
Analog Out
100.0
100.0
100.0
V
0.0
100.0
0.0
255.0
Plasma Gas 1 Idle Flow Analog Out
0.0
0.0
0.0
V
0.0
100.0
0.0
255.0
Plasma Gas 2 Soft Flow Analog Out
10.0
10.0
10.0
V
0.0
100.0
0.0
255.0
Plasma Gas 2 Purge/Fill/Vent Flow
Analog Out
100.0
100.0
100.0
V
0.0
100.0
0.0
255.0
Plasma Gas 2 Idle Flow Analog Out
0.0
0.0
0.0
V
0.0
100.0
0.0
255.0
Shield Gas 1 Soft Flow Analog Out
10.0
10.0
10.0
V
0.0
100.0
0.0
255.0
Shield Gas 1 Purge/Fill/Vent Flow
Analog Out
100.0
100.0
100.0
V
0.0
100.0
0.0
255.0
Shield Gas 1 Idle Flow Analog Out
0.0
0.0
0.0
V
0.0
100.0
0.0
255.0
Shield Gas 2 Soft Flow Analog Out
10.0
10.0
10.0
V
0.0
100.0
0.0
255.0
Shield Gas 2 Purge/Fill/Vent Flow
Analog Out
100.0
100.0
100.0
V
0.0
100.0
0.0
255.0
Shield Gas 2 Idle Flow Analog Out
0.0
0.0
0.0
V
0.0
100.0
0.0
255.0
6-24
Precision Plasma with Electronic Flow Control -
SECTION 6
TROUBLESHOOTING
6.12.5 Process Gas Selection Requirements
•
Plasma process gas selection is accomplished
with activation of the appropriate SDP file.
•
The correct CUTTING RECORD FLAG must be in
each SDP file.
•
Selection is keyed to the value in the CUTTING
RECORD FLAG.
•
Please refer to the ATAS description of the
cutting package for a detailed explanation of The
cutting record flag.
Material Type
Plasma Gas
Shield Gas
Abbreviation
Cutting Record Flag
Carbon steel
O2
N2
CS1-O2-N2
M1000000000000000
Carbon steel
O2
N2 with O2 mix
CS2-O2-N2/O2
M0100000000000000
Carbon steel
O2
O2
CS3-O2-O2
M0000000000010000
Stainless steel
N2
N2
SS1-N2-N2
M0010000000000000
Stainless steel
N2
N2 with CH4 mix
SS2-N2-N2/CH4
M0001000000000000
Stainless steel
Air
Air
SS4-Air-Air
M0000010000000000
Stainless steel
Air
Air with CH4 mix
SS5-Air-Air/CH4
M0000001000000000
Aluminum
N2
N2
Al1-N2-N2
M0000000010000000
Aluminum
N2
N2 with CH4 mix
Al2-N2-N2/CH4
M0000000001000000
Plasma marking
Argon
Air
PM1-Argon-Air
M0000000000100000
Precision Plasma with Electronic Flow Control -
6-25
SECTION 6
TROUBLESHOOTING
6.12.6 EFC Process Gas Flow Chart
1
Vision Shift/Start
Numbers
Line vent
Flow control vent
2
Idle (Station off)
13
#
correspond to columns on solenoid/
proportional valve requirement charts
and gas error monitoring charts
9
no
Station
on?
Test (start)
yes
Section 6.7.7
for details
Line Purge
6
Process start.
Station on Flush/
Pressure cycle
Plasma
stop?
3
Station on?
Error
condition?
yes
no
no
yes
5
no
Plasma stop
no
7
yes
yes
Plasma test
(start O2)?
Plasma
test?
10
Error
condition?
yes
yes
8
Station on?
yes
yes
Station on?
no
Plasma
start?
Test (start O2)
yes
no
yes
no
no
no
Process
Postflow
New
SDP file
selected?
no
Plasma test?
yes
no
Analog
disable
timing?
no
yes
New SDP file
selected?
Plasma test
cut?
yes
no
no
12
Idle (Station On)
Station on?
no
no
Plasma test
(start O2)?
no
Station on?
yes
yes
yes
New SDP file
selected?
no
Plasma
test?
yes
no
Plasma
start?
no
yes
6-26
Precision Plasma with Electronic Flow Control -
Plasma
test cut?
no
yes
yes
New
SDP file
selected?
no
Plasma test?
no
no
New SDP file
selected?
no
yes
yes
Station on?
yes
yes
yes
yes
Plasma test
cut?
Station on?
yes
Plasma test?
no
Arc
established
?
yes
Process cut
no
no
no
yes
yes
Station on?
ready
New
SDP files
selected?
4
Station on?
Test (cut)
yes
yes
no
Line fill
Station on?
yes
no
no
11
no
yes
no
SECTION 6
TROUBLESHOOTING
SOLENOID VALVES
Plasma Gas 1 Supply Solenoid Valve N2-2
Plasma Gas 1 Supply Solenoid Valve AirAir-2
Finish
16 Milliseconds
0.5 Seconds
1.0 Second
0.5 Seconds
1.5 Seconds
2.0 Seconds
Start
16 Milliseconds
6.12.7..Station On, Flush/Pressurize Cycle
PG-N2,O2 SG-N2
X = OPEN / ENABLED, BLANK = CLOSED / DISABLED,
ANALOG VALUE = 0 - 10 VDC
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
Plasma Gas 1 Supply Solenoid Valve Argon
Plasma Gas 2 Supply Solenoid Valve O2-2
Shield Gas 1 Supply Solenoid Valve O2-1
Shield Gas 1 Supply Solenoid Valve N2-1
Shield Gas 1 Supply Solenoid Valve AirAir-1
Shield Gas 2 Supply Solenoid Valve N2-3
Shield Gas 2 Supply Solenoid Valve Ch4
Plasma Gas 1 Torch Solenoid Valve
Plasma Gas 2 Torch Solenoid Valve
Shield Gas 1 Torch Solenoid Valve
Shield Gas 2 Torch Solenoid Valve
X
X
X
X
X
X
X
X
X
X
X
Analog Flow Values
Plasma Gas 1 Start Flow Analog Out
Plasma Gas 1 Cut Flow Analog Out
Plasma Gas 2 Start Flow Analog Out
Plasma Gas 2 Cut Flow Analog Out
Shield Gas 1 Start Flow Analog Out
Shield Gas 1 Cut Flow Analog Out
Shield Gas 2 Start Flow Analog Out
Shield Gas 2 Cut Flow Analog Out
Plasma Gas 1 Soft Flow Analog Out
X
Plasma Gas 1 Purge/Fill/Vent Flow Analog Out
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
Plasma Gas 1 Idle Flow Analog Out
Plasma Gas 2 Soft Flow Analog Out
X
Plasma Gas 2 Purge/Fill/Vent Flow Analog Out
Plasma Gas 2 Idle Flow Analog Out
Shield Gas 1 Soft Flow Analog Out
X
Shield Gas 1 Purge/Fill/Vent Flow Analog Out
Shield Gas 1 Idle Flow Analog Out
Shield Gas 2 Soft Flow Analog Out
X
Shield Gas 2 Purge/Fill/Vent Flow Analog Out
Shield Gas 2 Idle Flow Analog Out
Precision Plasma with Electronic Flow Control -
6-27
SECTION 6
TROUBLESHOOTING
12
13
Idle (Station
Off)
11
Test (Cut)
Test (Start)
(O2)
Test (Start)
Process Post
Flow
Process
Cut
Process
Start
Ready
Line
Fill
Line
Purge
Flow Control
Vent
Lin
Line
e Vent
➊ ➋ ➌ ➍ ➎ ➏ ➐ ➑ ➒ ➓
Idle (Station
On)
6.12.8 Solenoid And Proportional Valve Requirements
Carbon Steel PG-O2, SG-N2
X = Open / Enabled, Blank = Closed
Closed / Disabled,
Analog Value = 0 - 10 Vdc
SOLENOID VALVES
X
Plasma Gas 1 Supply Solenoid Valve N2-2
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
Plasma Gas 1 Supply Solenoid Valve AirAir-2
Plasma Gas 1 Supply Solenoid Valve Argon
Plasma Gas 2 Supply Solenoid Valve O2-2
Shield Gas 1 Supply Solenoid Valve O2-1
X
Shield Gas 1 Supply Solenoid Valve N2-1
Shield Gas 1 Supply Solenoid Valve AirAir-1
X
Shield Gas 2 Supply Solenoid Valve N2-3
Shield Gas 2 Supply Solenoid Valve Ch4
Plasma Gas 1 Torch Solenoid Valve
X
X
Plasma Gas 2 Torch Solenoid Valve
X
X
X
Shield Gas 1 Torch Solenoid Valve
X
X
X
Shield Gas 2 Torch Solenoid Valve
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
Analog Flow Values
Plasma Gas 1 Start Flow Analog Out
Plasma Gas 1 Cut Flow Analog Out
Plasma Gas 2 Start Flow Analog Out
X
X
X
Plasma Gas 2 Cut Flow Analog Out
X
Shield Gas 1 Start Flow Analog Out
X
X
X
Shield Gas 1 Cut Flow Analog Out
X
X
X
Shield Gas 2 Start Flow Analog Out
Shield Gas 2 Cut Flow Analog Out
Plasma Gas 1 Soft Flow Analog Out
X
Plasma Gas 1 Purge/Fill/Vent Flow Analog Out
X
X
X
Plasma Gas 1 Idle Flow Analog Out
X
X
X
X
X
X
X
X
Plasma Gas 2 Soft Flow Analog Out
X
Plasma Gas 2 Purge/Fill/Vent Flow Analog Out
X
X
Plasma Gas 2 Idle Flow Analog Out
Shield Gas 1 Soft Flow Analog Out
X
Shield Gas 1 Purge/Fill/Vent Flow Analog Out
X
X
X
Shield Gas 1 Idle Flow Analog Out
Shield Gas 2 Soft Flow Analog Out
X
Shield Gas 2 Purge/Fill/Vent Flow Analog Out
Shield Gas 2 Idle Flow Analog Out
6-28
X
X
Precision Plasma with Electronic Flow Control -
SECTION 6
TROUBLESHOOTING
6.12.9 Gas Error Monitoring
Carbon Steel PG-O2, SG-N2
Plasma Gas 2 Pressure Switch
O
O
Shield Gas 1 Pressure Switch
O
Shield Gas 2 Pressure Switch
O
13
Idle (Station
Off)
12
Idle (Station
On)
Test (Cut)
Test (Start)
(O2)
(Start)
t)
Test (Star
Process
Post Flow
Process Cut
Process Start
Ready
11
X = Monitored For Pressure Present,
O = Monitored For Absence Of Pressure
X
X
Process Gas Pressure Switches
Plasma Gas 1 Pressure Switch
Line Fill
Line Purge
Flow Control Vent
Line Vent
➊ ➋ ➌ ➍ ➎ ➏ ➐ ➑ ➒ ➓
X
X
X
X
1
Vision Shift/Start
Numbers
Line vent
Flow control vent
2
Idle (Station off)
13
#
correspond to columns on solenoid/
proportional valve requirement charts
and gas error monitoring charts
9
no
Station
on?
Test (start)
yes
Section 6.7.7
for details
Line Purge
6
Process start.
Station on Flush/
Pressure cycle
Plasma
stop?
3
Station on?
Error
condition?
yes
yes
no
4
Station on?
no
no
yes
ready
5
no
Plasma stop
7
yes
New
SDP file
selected?
no
Plasma test?
no
yes
yes
Plasma test
(start O2)?
Plasma
test cut?
no
yes
New SDP file
selected?
Plasma
test?
10
yes
no
Error
condition?
no
no
yes
no
yes
yes
no
yes
8
Station on?
no
Process
Postflow
Station on?
New
SDP file
selected?
no
Plasma test?
yes
no
Analog
disable
timing?
no
Test (start O2)
yes
yes
no
Plasma
start?
yes
yes
yes
no
no
Station on?
Station on?
yes
yes
no
Plasma test?
Plasma test
cut?
Arc
established
?
yes
Process cut
New
SDP files
selected?
yes
no
yes
Station on?
Test (cut)
no
yes
no
Line fill
Station on?
yes
yes
no
no
11
no
yes
New SDP file
selected?
Plasma test
cut?
yes
no
no
12
Idle (Station On)
Station on?
no
no
Plasma test
(start O2)?
yes
no
Station on?
yes
yes
yes
New SDP file
selected?
no
Plasma
test?
yes
no
Plasma
start?
no
yes
Precision Plasma with Electronic Flow Control -
6-29
SECTION 6
TROUBLESHOOTING
12
13
Idle (Station
Off)
11
Test (Cut)
Test (Start)
(O2)
Test (Start)
Process Post
Flow
Process
Cut
Process
Start
Ready
Line
Fill
Line
Purge
Flo
Flow
w Control
Vent
Line Vent
➊ ➋ ➌ ➍ ➎ ➏ ➐ ➑ ➒ ➓
Idle (Station
On)
6.12.10
Solenoid And Proportional Valve Requirements
Carbon Steel PG-O2, SG-N2/O2
X = Open / Enabled, Blank = Closed / Disabled,
Disabled,
Analog Value = 0 - 10 Vdc
SOLENOID VALVES
X
X
X
X
X
X
X
X
X
X
Plasma Gas 2 Supply Solenoid Valve O2-2
X
X
X
X
X
X
X
X
X
Shield Gas 1 Supply Solenoid Valve O2-1
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
Plasma Gas 1 Supply Solenoid Valve N2-2
Plasma Gas 1 Supply Solenoid Valve AirAir-2
Plasma Gas 1 Supply Solenoid Valve Argon
X
Shield Gas 1 Supply Solenoid Valve N2-1
Shield Gas 1 Supply Solenoid Valve AirAir-1
Shield Gas 2 Supply Solenoid Valve N2-3
Shield Gas 2 Supply Solenoid Valve Ch4
Plasma Gas 1 Torch Solenoid Valve
X
X
Plasma Gas 2 Torch Solenoid Valve
X
X
Shield Gas 1 Torch Solenoid Valve
X
X
Shield Gas 2 Torch Solenoid Valve
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
Analog Flow Values
Plasma Gas 1 Start Flow Analog Out
Plasma Gas 1 Cut Flow Analog Out
Plasma Gas 2 Start Flow Analog Out
X
X
X
Plasma Gas 2 Cut Flow Analog Out
X
Shield Gas 1 Start Flow Analog Out
Shield Gas 1 Cut Flow Analog Out
X
X
Shield Gas 2 Start Flow Analog Out
X
X
X
X
X
Shield Gas 2 Cut Flow Analog Out
X
X
X
X
Plasma Gas 1 Soft Flow Analog Out
X
Plasma Gas 1 Purge/Fill/Vent Flow Analog Out
X
X
X
Plasma Gas 1 Idle Flow Analog Out
X
X
X
X
X
X
X
X
Plasma Gas 2 Soft Flow Analog Out
X
Plasma Gas 2 Purge/Fill/Vent Flow Analog Out
X
X
Plasma Gas 2 Idle Flow Analog Out
Shield Gas 1 Soft Flow Analog Out
X
Shield Gas 1 Purge/Fill/Vent Flow Analog Out
X
X
X
Shield Gas 1 Idle Flow Analog Out
Shield Gas 2 Soft Flow Analog Out
X
Shield Gas 2 Purge/Fill/Vent Flow Analog Out
Shield Gas 2 Idle Flow Analog Out
6-30
X
X
X
Precision Plasma with Electronic Flow Control -
SECTION 6
TROUBLESHOOTING
6.12.11
Gas Error Monitoring
Carbon Steel PG-O2, SG-N2/O2
Plasma Gas 2 Pressure Switch
O
O
Shield Gas 1 Pressure Switch
Shield Gas 2 Pressure Switch
13
Idle (Station
Off)
12
Idle (Station
On)
Test (Cut)
Test (Start)
(O2)
Test (Start)
Process
Post Flow
Process Cut
Process Start
11
X = Monitored For Pressure Present,
O = Monitored For Absence Of Pressure
X
X
Process Gas Pressure Switches
Plasma Gas 1 Pressure Switch
Ready
Line Fill
Line Purge
Line Vent
Flow Control Vent
➊ ➋ ➌ ➍ ➎ ➏ ➐ ➑ ➒ ➓
X
X
O
X
X
O
X
X
1
Vision Shift/Start
Numbers
Line vent
Flow control vent
2
Idle (Station off)
13
#
correspond to columns on solenoid/
proportional valve requirement charts
and gas error monitoring charts
9
no
Station
on?
Test (start)
yes
Section 6.7.7
for details
Line Purge
6
Process start.
Station on Flush/
Pressure cycle
Plasma
stop?
3
no
Error
condition?
yes
yes
no
4
Station on?
no
no
yes
ready
5
no
Plasma stop
yes
yes
7
New
SDP file
selected?
no
Plasma test?
no
yes
no
no
Station on?
yes
Plasma test?
Plasma test
cut?
yes
Plasma test
(start O2)?
Plasma
test cut?
no
yes
Plasma
test?
10
yes
no
New SDP file
selected?
Error
condition?
no
no
yes
no
yes
yes
no
yes
8
Station on?
no
Process
Postflow
Station on?
New
SDP file
selected?
no
Plasma test?
yes
no
Analog
disable
timing?
no
Test (start O2)
yes
yes
no
Plasma
start?
yes
no
Station on?
yes
yes
no
Arc
established
?
yes
Process cut
New
SDP files
selected?
yes
yes
Station on?
Test (cut)
no
yes
no
Line fill
Station on?
yes
yes
no
Station on?
11
no
yes
New SDP file
selected?
Plasma test
cut?
yes
no
no
12
Idle (Station On)
Station on?
no
no
Plasma test
(start O2)?
yes
no
Station on?
yes
yes
yes
New SDP file
selected?
no
Plasma
test?
yes
no
Plasma
start?
no
yes
Precision Plasma with Electronic Flow Control -
6-31
SECTION 6
TROUBLESHOOTING
11
12
13
Idle (Station
On)
Idle (Station
Off)
Test (Start)
(O2)
Test (Start)
Process Post
Flow
Process
Cut
Process
Start
Ready
Line
Fill
Line
Purge
Flow Control
Vent
Line Vent
➊ ➋ ➌ ➍ ➎ ➏ ➐ ➑ ➒ ➓
Test (Cut)
6.12.12
Solenoid And Proportional Valve Requirements
Carbon Steel PG-O2, SG-O2
X = Open / Enabled, Blank = Closed / Disabled,,
Analog Value = 0 - 10 Vdc
SOLENOID VALVES
X
X
X
X
X
X
X
X
X
X
Plasma Gas 2 Supply Solenoid Valve O2-2
X
X
X
X
X
X
X
X
X
Shield Gas 1 Supply Solenoid Valve O2-1
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
Plasma Gas 1 Supply Solenoid Valve N2-2
Plasma Gas 1 Supply Solenoid Valve AirAir-2
Plasma Gas 1 Supply Solenoid Valve Argon
X
Shield Gas 1 Supply Solenoid Valve N2-1
Shield Gas 1 Supply Solenoid Valve AirAir-1
Shield Gas 2 Supply Solenoid Valve N2-3
Shield Gas 2 Supply Solenoid Valve Ch4
Plasma Gas 1 Torch Solenoid Valve
X
X
Plasma Gas 2 Torch Solenoid Valve
X
X
Shield Gas 1 Torch Solenoid Valve
X
X
Shield Gas 2 Torch Solenoid Valve
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
Analog Flow Values
Plasma Gas 1 Start Flow Analog Out
X
X
X
X
X
Plasma Gas 1 Cut Flow Analog Out
Plasma Gas 2 Start Flow Analog Out
X
X
X
Plasma Gas 2 Cut Flow Analog Out
X
Shield Gas 1 Start Flow Analog Out
Shield Gas 1 Cut Flow Analog Out
X
X
Shield Gas 2 Start Flow Analog Out
X
X
X
X
X
Shield Gas 2 Cut Flow Analog Out
X
X
X
X
Plasma Gas 1 Soft Flow Analog Out
X
Plasma Gas 1 Purge/Fill/Vent Flow Analog Out
X
X
X
Plasma Gas 1 Idle Flow Analog Out
X
X
X
X
X
X
X
X
Plasma Gas 2 Soft Flow Analog Out
X
Plasma Gas 2 Purge/Fill/Vent Flow Analog Out
X
X
Plasma Gas 2 Idle Flow Analog Out
Shield Gas 1 Soft Flow Analog Out
X
Shield Gas 1 Purge/Fill/Vent Flow Analog Out
X
X
X
Shield Gas 1 Idle Flow Analog Out
Shield Gas 2 Soft Flow Analog Out
X
Shield Gas 2 Purge/Fill/Vent Flow Analog Out
Shield Gas 2 Idle Flow Analog Out
6-32
X
X
X
Precision Plasma with Electronic Flow Control -
TROUBLESHOOTING
Plasma Gas 2 Pressure Switch
O
O
Shield Gas 1 Pressure Switch
Shield Gas 2 Pressure Switch
13
Idle (Station
Off)
12
Idle (Station
On)
Test (Start)
(O2)
Test (Start)
Process
Flow
w
Post Flo
Process Cut
Process Start
11
X = Monitored For Pressure Present,
O = Monitored For Absence Of Pressure
X
X
Process Gas Pressure Switches
Plasma Gas 1 Pressure Switch
Ready
Line Fill
Line Purge
Flow Control Vent
➊ ➋ ➌ ➍ ➎ ➏ ➐ ➑ ➒ ➓
Line Vent
6.12.13
Gas Error Monitoring
Carbon Steel PG-O2, SG- O2
Test (Cut)
SECTION 6
X
X
O
X
X
O
X
X
1
Vision Shift/Start
Numbers
Line vent
Flow control vent
2
Idle (Station off)
13
#
correspond to columns on solenoid/
proportional valve requirement charts
and gas error monitoring charts
9
no
Station
on?
Test (start)
yes
Section 6.7.7
for details
Line Purge
6
Process start.
Station on Flush/
Pressure cycle
Plasma
stop?
3
no
Error
condition?
yes
yes
no
4
Station on?
no
no
yes
ready
5
no
Plasma stop
yes
yes
7
New
SDP file
selected?
no
Plasma test?
no
yes
no
no
Station on?
yes
Plasma test?
Plasma test
cut?
yes
Plasma test
(start O2)?
Plasma
test cut?
no
yes
Plasma
test?
10
yes
no
New SDP file
selected?
Error
condition?
no
no
yes
no
yes
yes
no
yes
8
Station on?
no
Process
Postflow
Station on?
New
SDP file
selected?
no
Plasma test?
yes
no
Analog
disable
timing?
no
Test (start O2)
yes
yes
no
Plasma
start?
yes
no
Station on?
yes
yes
no
Arc
established
?
yes
Process cut
New
SDP files
selected?
yes
yes
Station on?
Test (cut)
no
yes
no
Line fill
Station on?
yes
yes
no
Station on?
11
no
yes
New SDP file
selected?
Plasma test
cut?
yes
no
no
12
Idle (Station On)
Station on?
no
no
Plasma test
(start O2)?
yes
no
Station on?
yes
yes
yes
New SDP file
selected?
no
Plasma
test?
yes
no
Plasma
start?
no
yes
Precision Plasma with Electronic Flow Control -
6-33
Test (Start)
Process Post
Flow
Process Cut
Process Start
Ready
Line Fill
Line Purge
Flow Control
Vent
Line Vent
➊ ➋ ➌ ➍ ➎ ➏ ➐ ➑ ➒
11
12
13
Idle (Station
Off)
6.12.14
Solenoid And Proportional Valve Requirements
Stainless Steel PG-N2, SG-N2
Idle (Station
On)
TROUBLESHOOTING
Test (Cut)
SECTION 6
X = OPEN / ENABLED, BLANK = CLOSED / DISABLED,
ANALOG VALUE = 0 - 10 VDC
Solenoid Valves
Plasma Gas 1 Supply Solenoid Valve N2-2
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
Plasma Gas 1 Supply Solenoid Valve AirAir-2
Plasma Gas 1 Supply Solenoid Valve Argon
Plasma Gas 2 Supply Solenoid Valve O2-2
Shield Gas 1 Supply Solenoid Valve O2-1
Shield Gas 1 Supply Solenoid Valve N2N2-1
Shield Gas 1 Supply Solenoid Valve AirAir-1
Shield Gas 2 Supply Solenoid Valve N2-3
X
Shield Gas 2 Supply Solenoid Valve CH4
Plasma Gas 1 Torch Solenoid Valve
X
X
X
X
X
X
X
X
X
Plasma Gas 2 Torch Solenoid Valve
X
X
Shield Gas 1 Torch Solenoid Valve
X
X
X
X
X
X
X
X
X
Shield Gas 2 Torch Solenoid Valve
X
X
X
X
X
Analog Flow Values
Plasma Gas 1 Start Flow Analog Out
X
X
Plasma Gas 1 Cut Flow Analog Out
X
X
Plasma Gas 2 Start Flow Analog Out
Plasma Gas 2 Cut Flow Analog Out
Shield Gas 1 Start Flow Analog Out
X
Shield Gas 1 Cut Flow Analog Out
X
X
X
X
X
Shield Gas 2 Start Flow Analog Out
Shield Gas 2 Cut Flow Analog Out
Plasma Gas 1 Soft Flow Analog Out
Plasma Gas 1 Purge/Fill/Vent Flow Analog Out
Plasma Gas 1 Idle Flow Analog Out
X
X
X
X
X
X
X
X
X
X
X
X
Plasma Gas 2 Soft Flow Analog Out
Plasma Gas 2 Purge/Fill/Vent Flow Analog Out
Plasma Gas 2 Idle Flow Analog Out
X
X
Shield Gas 1 Soft Flow Analog Out
Shield Gas 1 Purge/Fill/Vent Flow Analog Out
Shield Gas 1 Idle Flow Analog Out
X
X
X
X
Shield Gas 2 Soft Flow Analog Out
Shield Gas 2 Purge/Fill/Vent Flow Analog Out
Shield Gas 2 Idle Flow Analog Out
6-34
X
X
X
Precision Plasma with Electronic Flow Control -
12
13
Idle (Station
Off)
Test (Start)
Process Post
Flow
Process Cut
Process Start
Ready
11
X = Monitored For Pressure Present,
O = Monitored For Absence Of Pressure
X
X
Process Gas Pressure Switches
Plasma Gas 1 Pressure Switch
Line Fill
Line Purge
Flow Control
Vent
➊ ➋ ➌ ➍ ➎ ➏ ➐ ➑ ➒
Line Vent
6.12.15
Gas Error Monitoring
Stainless Steel PG-N2, SG-N2
Idle (Station
On)
TROUBLESHOOTING
Test (Cut)
SECTION 6
Plasma Gas 2 Pressure Switch
O
O
Shield Gas 1 Pressure Switch
O
X
X
Shield Gas 2 Pressure Switch
O
X
X
1
Vision Shift/Start
Numbers
Line vent
Flow control vent
2
Idle (Station off)
13
#
correspond to columns on solenoid/
proportional valve requirement charts
and gas error monitoring charts
9
no
Station
on?
Test (start)
yes
Section 6.7.7
for details
Line Purge
6
Process start.
Station on Flush/
Pressure cycle
Plasma
stop?
3
no
Error
condition?
yes
yes
no
4
Station on?
no
no
yes
ready
5
no
Plasma stop
yes
yes
no
New
SDP file
selected?
no
Plasma test?
no
yes
no
7
Station on?
yes
Plasma test?
Plasma test
cut?
yes
Plasma test
(start O2)?
Plasma
test cut?
no
yes
Plasma
test?
10
yes
no
New SDP file
selected?
Error
condition?
no
no
yes
no
yes
yes
no
yes
8
Station on?
no
Process
Postflow
Station on?
New
SDP file
selected?
no
Plasma test?
yes
no
Analog
disable
timing?
no
Test (start O2)
yes
yes
no
Plasma
start?
yes
no
Station on?
yes
yes
no
Arc
established
?
yes
Process cut
New
SDP files
selected?
yes
yes
Station on?
Test (cut)
no
yes
no
Line fill
Station on?
yes
yes
no
Station on?
11
no
yes
New SDP file
selected?
Plasma test
cut?
yes
no
no
12
Idle (Station On)
Station on?
no
no
Plasma test
(start O2)?
yes
no
Station on?
yes
yes
yes
New SDP file
selected?
no
Plasma
test?
yes
no
Plasma
start?
no
yes
Precision Plasma with Electronic Flow Control -
6-35
SECTION 6
TROUBLESHOOTING
SOLENOID VALVES
11
12
13
Idle (Station
On)
Idle (Station
Off)
Test (S
(Start)
tart)
Process Post
Flow
Process Cut
Process Start
Ready
Line Fill
Line Purge
Flow Control
Vent
Line Vent
➊ ➋ ➌ ➍ ➎ ➏ ➐ ➑ ➒
Test (Cut)
6.12.16
Solenoid And Proportional Valve Requirements
Stainless Steel PG-N2, SG-N2/CH4
X = Open / Enabled, Blank = Closed / Disabled,
Analog Value = 0 - 10 Vdc
X
X
X
X
X
X
X
X
X
Plasma Gas 1 Supply Solenoid Valve N2-2
Plasma Gas 1 Supply Solenoid Valve AirAir-2
Plasma Gas 1 Supply Solenoid Valve Argon
Plasma Gas 2 Supply Solenoid Valve O2-2
Shield Gas 1 Supply Solenoid Valve O2-1
Shield Gas 1 Supply Solenoid Valve N2-1
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
Shield Gas 1 Supply Solenoid Valve AirAir-1
Shield Gas 2 Supply Solenoid Valve N2-3
X
Shield Gas 2 Supply Solenoid Valve CH4
Plasma Gas 1 Torch Solenoid Valve
X
X
X
X
X
X
X
X
X
Plasma Gas 2 Torch Solenoid Valve
X
X
Shield Gas 1 Torch Solenoid Valve
X
X
X
X
X
X
X
X
X
Shield Gas 2 Torch Solenoid Valve
X
X
X
X
X
X
Analog Flow Values
Plasma Gas 1 Start Flow Analog Out
X
X
Plasma Gas 1 Cut Flow Analog Out
X
X
X
X
Plasma Gas 2 Start Flow Analog Out
Plasma Gas 2 Cut Flow Analog Out
Shield Gas 1 Start Flow Analog Out
X
X
Shield Gas 1 Cut Flow Analog Out
X
X
X
X
Shield Gas 2 Start Flow Analog Out
Shield Gas 2 Cut Flow Analog Out
X
X
X
X
X
Plasma Gas 1 Soft Flow Analog Out
Plasma Gas 1 Purge/Fill/Vent Flow Analog Out
Plasma Gas 1 Idle Flow Analog Out
X
X
X
X
X
X
X
X
X
X
X
X
Plasma Gas 2 Soft Flow Analog Out
Plasma Gas 2 Purge/Fill/Vent Flow Analog Out
Plasma Gas 2 Idle Flow Analog Out
X
X
Shield Gas 1 Soft Flow Analog Out
Shield Gas 1 Purge/Fill/Vent Flow Analog Out
Shield Gas 1 Idle Flow Analog Out
X
X
X
X
Shield Gas 2 Soft Flow Analog Out
Shield Gas 2 Purge/Fill/Vent Flow Analog Out
Shield Gas 2 Idle Flow Analog Out
6-36
X
X
X
X
Precision Plasma with Electronic Flow Control -
SECTION 6
TROUBLESHOOTING
12
13
Idle (Station
On)
Idle (Station)
Off)
Test (Start)
Process Post
Flow
Process Cut
Process Start
Ready
Plasma Gas 2 Pressure Switch
O
O
Shield Gas 1 Pressure Switch
O
X
X
O
X
X
Shield Gas 2 Pressure Switch
11
X = Monitored For Pressure Present,
O = Monitored
Monitored For Absence Of Pressure
X
X
Process Gas Pressure Switches
Plasma Gas 1 Pressure Switch
Line Fill
Line Purge
Flow Control
Vent
Line Vent
➊ ➋ ➌ ➍ ➎ ➏ ➐ ➑ ➒
Test (Cut)
6.12.17
Gas Error Monitoring
Stainless Steel PG-N2, SG-N2/CH4
1
Vision Shift/Start
Numbers
Line vent
Flow control vent
2
Idle (Station off)
13
#
correspond to columns on solenoid/
proportional valve requirement charts
and gas error monitoring charts
9
no
Station
on?
Test (start)
yes
Section 6.7.7
for details
Line Purge
6
Process start.
Station on Flush/
Pressure cycle
Plasma
stop?
3
Station on?
Error
condition?
yes
yes
no
4
Station on?
no
no
yes
ready
5
no
Plasma stop
no
yes
New
SDP file
selected?
no
Plasma test?
no
yes
yes
Plasma test
(start O2)?
Plasma
test cut?
no
yes
Plasma
test?
10
yes
no
New SDP file
selected?
Error
condition?
no
no
yes
no
yes
yes
no
yes
8
Station on?
no
Process
Postflow
Station on?
New
SDP file
selected?
no
Plasma test?
yes
no
Analog
disable
timing?
no
Test (start O2)
yes
yes
no
Plasma
start?
yes
yes
yes
no
7
Station on?
Station on?
yes
yes
no
Plasma test?
Plasma test
cut?
Arc
established
?
yes
Process cut
New
SDP files
selected?
yes
no
yes
Station on?
Test (cut)
no
yes
no
Line fill
Station on?
yes
yes
no
no
11
no
yes
New SDP file
selected?
Plasma test
cut?
yes
no
no
12
Idle (Station On)
Station on?
no
no
Plasma test
(start O2)?
yes
no
Station on?
yes
yes
yes
New SDP file
selected?
no
Plasma
test?
yes
no
Plasma
start?
no
yes
Precision Plasma with Electronic Flow Control -
6-37
SECTION 6
TROUBLESHOOTING
Solenoid
Solenoid Valves
11
12
13
Idle (Station
On)
Idle (Station
Off)
Test (Start)
Process Post
Flow
Process Cut
Process Start
Ready
Line Fill
Line Purge
Flow Control
Vent
Line Vent
➊ ➋ ➌ ➍ ➎ ➏ ➐ ➑ ➒
Test (Cut)
6.12.18
Solenoid And Proportional Valve Requirements
Stainless Steel PG-Air, SG-Air
X = Open / Enabled, Blank = Closed / Disabled,
Analog Value = 0 - 10 Vdc
X
Plasma Gas 1 Supply Solenoid Valve N2-2
Plasma Gas 1 Supply Solenoid Valve AirAir-2
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
Plasma Gas 1 Supply Solenoid Valve Argon
Plasma Gas 2 Supply Solenoid Valve O2-2
Shield Gas 1 Supply Solenoid Valve O2-1
Shield Gas 1 Supply Solenoid Valve N2-1
X
Shield Gas 1 Supply Solenoid Valve AirAir-1
Shield Gas 2 Supply Solenoid Valve N2-3
X
Shield Gas 2 Supply Solenoid Valve Ch4
Plasma Gas 1 Torch Solenoid Valve
X
X
X
X
X
X
X
X
X
Plasma Gas 2 Torch Solenoid Valve
X
X
Shield Gas 1 Torch Solenoid Valve
X
X
X
X
X
X
X
X
X
Shield Gas 2 Torch Solenoid Valve
X
X
X
X
X
Analog Flow Values
Plasma Gas 1 Start Flow Analog Out
X
X
Plasma Gas 1 Cut Flow Analog Out
X
X
Plasma Gas 2 Start Flow Analog Out
Plasma Gas 2 Cut Flow Analog Out
Shield Gas 1 Start Flow Analog Out
X
Shield Gas 1 Cut Flow Analog Out
X
X
X
X
X
Shield Gas 2 Start Flow Analog Out
Shield Gas 2 Cut Flow Analog Out
Plasma Gas 1 Soft Flow Analog Out
Plasma Gas 1 Purge/Fill/Vent Flow Analog Out
Plasma Gas 1 Idle Flow Analog Out
X
X
X
X
X
X
X
X
X
X
X
X
Plasma Gas 2 Soft Flow Analog Out
Plasma Gas 2 Purge/Fill/Vent Flow Analog Out
Plasma Gas 2 Idle Flow Analog Out
X
X
Shield Gas 1 Soft Flow Analog Out
Shield Gas 1 Purge/Fill/Vent Flow Analog Out
Shield Gas 1 Idle Flow Analog Out
X
X
X
X
Shield Gas 2 Soft Flow Analog Out
Shield Gas 2 Purge/Fill/Vent Flow Analog Out
Shield Gas 2 Idle Flow Analog Out
6-38
X
X
X
Precision Plasma with Electronic Flow Control -
Plasma Gas 2 Pressure Switch
O
O
Shield Gas 1 Pressure Switch
O
Shield Gas 2 Pressure Switch
O
12
13
Idle (Station)
Off)
Test (Start)
Process Post
Flow
Process Cut
Process Start
Ready
11
X = Monitored For Pressure Present,
O = Monitored For Absence Of Pressure
X
X
Process Gas Pressure Switches
Plasma Gas 1 Pressure Switch
Line Fill
Line Purge
Flow Control
Vent
➊ ➋ ➌ ➍ ➎ ➏ ➐ ➑ ➒
Line Vent
6.12.19
Gas Error Monitoring
Stainless Steel PG-Air, SG-Air
Idle (Station
On)
TROUBLESHOOTING
Test (Cut)
SECTION 6
X
X
1
Vision Shift/Start
Numbers
Line vent
Flow control vent
2
Idle (Station off)
13
#
correspond to columns on solenoid/
proportional valve requirement charts
and gas error monitoring charts
9
no
Station
on?
Test (start)
yes
Section 6.7.7
for details
Line Purge
6
Process start.
Station on Flush/
Pressure cycle
Plasma
stop?
3
Station on?
Error
condition?
yes
yes
no
4
Station on?
no
no
yes
ready
5
no
Plasma stop
no
yes
New
SDP file
selected?
no
Plasma test?
no
yes
yes
Plasma test
(start O2)?
Plasma
test cut?
no
yes
Plasma
test?
10
yes
no
New SDP file
selected?
Error
condition?
no
no
yes
no
yes
yes
no
yes
8
Station on?
no
Process
Postflow
Station on?
New
SDP file
selected?
no
Plasma test?
yes
no
Analog
disable
timing?
no
Test (start O2)
yes
yes
no
Plasma
start?
yes
yes
yes
no
7
Station on?
Station on?
yes
yes
no
Plasma test?
Plasma test
cut?
Arc
established
?
yes
Process cut
New
SDP files
selected?
yes
no
yes
Station on?
Test (cut)
no
yes
no
Line fill
Station on?
yes
yes
no
no
11
no
yes
New SDP file
selected?
Plasma test
cut?
yes
no
no
12
Idle (Station On)
Station on?
no
no
Plasma test
(start O2)?
yes
no
Station on?
yes
yes
yes
New SDP file
selected?
no
Plasma
test?
yes
no
Plasma
start?
no
yes
Precision Plasma with Electronic Flow Control -
6-39
Solenoid Valves
Test (Start)
Process Post
Flow
Process Cut
Process Start
Ready
Line Fill
Purge
e
Line Purg
Flow Control
Vent
Line Vent
➊ ➋ ➌ ➍ ➎ ➏ ➐ ➑ ➒
11
12
13
Idle (Station
Off)
6.12.20
Solenoid And Proportional Valve Requirements
Stainless Steel PG-Air, SG-Air/CH4
Idle (Station
On)
TROUBLESHOOTING
Test (Cut)
SECTION 6
X = Open / Enabled, Blank = Closed / Disabled,
Analog Value = 0 - 10 Vdc
X
Plasma Gas 1 Supply Solenoid Valve N2-2
Plasma Gas 1 Supply Solenoid Valve AirAir-2
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
Plasma Gas 1 Supply Solenoid Valve Argon
Plasma Gas 2 Supply Solenoid Valve O2-2
Shield Gas 1 Supply Solenoid Valve O2-1
Shield Gas 1 Supply Solenoid Valve N2-1
X
Shield Gas 1 Supply Solenoid Valve AirAir-1
Shield Gas 2 Supply Solenoid Valve N2-3
X
Shield Gas 2 Supply Solenoid Valve Ch4
Plasma Gas 1 Torch Solenoid Valve
X
X
X
X
X
X
X
X
X
Plasma Gas 2 Torch Solenoid Valve
X
X
Shield Gas 1 Torch Solenoid Valve
X
X
X
X
X
X
X
X
X
Shield Gas 2 Torch Solenoid Valve
X
X
X
X
X
X
Analog Flow Values
Plasma Gas 1 Start Flow Analog Out
X
X
Plasma Gas 1 Cut Flow Analog Out
X
X
X
X
Plasma Gas 2 Start Flow Analog Out
Plasma Gas 2 Cut Flow Analog Out
Shield Gas 1 Start Flow Analog Out
X
X
Shield Gas 1 Cut Flow Analog Out
X
X
X
X
Shield Gas 2 Start Flow Analog Out
Shield Gas 2 Cut Flow Analog Out
X
X
X
X
X
Plasma Gas 1 Soft Flow Analog Out
Plasma Gas 1 Purge/Fill/Vent Flow Analog Out
Plasma Gas 1 Idle Flow Analog Out
X
X
X
X
X
X
X
X
X
X
X
X
Plasma Gas 2 Soft Flow Analog Out
Plasma Gas 2 Purge/Fill/Vent Flow Analog Out
Plasma Gas 2 Idle Flow Analog Out
X
X
Shield Gas 1 Soft Flow Analog Out
Shield Gas 1 Purge/Fill/Vent Flow Analog Out
Shield Gas 1 Idle Flow Analog Out
X
X
X
X
Shield Gas 2 Soft Flow Analog Out
Shield Gas 2 Purge/Fill/Vent Flow Analog Out
Shield Gas 2 Idle Flow Analog Out
6-40
X
X
X
X
Precision Plasma with Electronic Flow Control -
Process Gas Pressure Switches
Plasma Gas 1 Pressure Switch
11
12
13
Idle (Station)
Off)
Test (Start)
Process Post
Flow
Process Cut
Process Start
Ready
Line Fill
Line Purge
Flow Control
Vent
➊ ➋ ➌ ➍ ➎ ➏ ➐ ➑ ➒
Line Vent
6.12.21
Gas Error Monitoring
Stainless Steel PG-Air, SG-Air/CH4
Idle (Station
On)
TROUBLESHOOTING
Test (Cut)
SECTION 6
X = Monitored For Pressure Present,
O = Monitored For Absence Of Pressure
X
X
Plasma Gas 2 Pressure Switch
O
O
Shield Gas 1 Pressure Switch
O
X
X
Shield Gas 2 Pressure Switch
O
X
X
1
Vision Shift/Start
Numbers
Line vent
Flow control vent
2
Idle (Station off)
13
#
correspond to columns on solenoid/
proportional valve requirement charts
and gas error monitoring charts
9
no
Station
on?
Test (start)
yes
Section 6.7.7
for details
Line Purge
6
Process start.
Station on Flush/
Pressure cycle
Plasma
stop?
3
no
Error
condition?
yes
yes
no
4
Station on?
no
no
yes
ready
5
no
Plasma stop
yes
yes
no
New
SDP file
selected?
no
Plasma test?
no
yes
no
7
Station on?
yes
Plasma test?
Plasma test
cut?
yes
Plasma test
(start O2)?
Plasma
test cut?
no
yes
Plasma
test?
10
yes
no
New SDP file
selected?
Error
condition?
no
no
yes
no
yes
yes
no
yes
8
Station on?
no
Process
Postflow
Station on?
New
SDP file
selected?
no
Plasma test?
yes
no
Analog
disable
timing?
no
Test (start O2)
yes
yes
no
Plasma
start?
yes
no
Station on?
yes
yes
no
Arc
established
?
yes
Process cut
New
SDP files
selected?
yes
yes
Station on?
Test (cut)
no
yes
no
Line fill
Station on?
yes
yes
no
Station on?
11
no
yes
New SDP file
selected?
Plasma test
cut?
yes
no
no
12
Idle (Station On)
Station on?
no
no
Plasma test
(start O2)?
yes
no
Station on?
yes
yes
yes
New SDP file
selected?
no
Plasma
test?
yes
no
Plasma
start?
no
yes
Precision Plasma with Electronic Flow Control -
6-41
Solenoid Valves
Test (Start)
Process Post
Flow
Process Cut
Process Start
Ready
Line Fill
Line Purge
Flow Control
Vent
Line Vent
➊ ➋ ➌ ➍ ➎ ➏ ➐ ➑ ➒
11
12
13
Idle (Station
Off)
6.12.22
Solenoid And Proportional Valve Requirements
Aluminum PG-N2, SG-N2
Idle (Station
On)
TROUBLESHOOTING
Test (C
(Cut)
ut)
SECTION 6
X = Open / Enabled, Blank = Closed / Disabled,
Analog Value = 0 - 10 Vdc
X
X
X
X
X
X
X
X
X
Plasma Gas 1 Supply Solenoid Valve N2-2
Plasma Gas 1 Supply Solenoid Valve AirAir-2
Plasma Gas 1 Supply Solenoid Valve Argon
Plasma Gas 2 Supply Solenoid Valve O2-2
Shield Gas 1 Supply Solenoid Valve O2-1
Shield Gas 1 Supply Solenoid Valve N2-1
X
X
X
X
X
X
X
X
X
Shield Gas 1 Supply Solenoid Valve AirAir-1
Shield Gas 2 Supply Solenoid Valve N2-3
X
Shield Gas 2 Supply Solenoid Valve Ch4
Plasma Gas 1 Torch Solenoid Valve
X
X
X
X
X
X
X
X
X
Plasma Gas 2 Torch Solenoid Valve
X
X
Shield Gas 1 Torch Solenoid Valve
X
X
X
X
X
X
X
X
X
Shield Gas 2 Torch Solenoid Valve
X
X
X
X
X
Analog Flow Values
Plasma Gas 1 Start Flow Analog Out
X
X
Plasma Gas 1 Cut Flow Analog Out
X
X
Plasma Gas 2 Start Flow Analog Out
Plasma Gas 2 Cut Flow Analog Out
Shield Gas 1 Start Flow Analog Out
X
Shield Gas 1 Cut Flow Analog Out
X
X
X
X
X
Shield Gas 2 Start Flow Analog Out
Shield Gas 2 Cut Flow Analog Out
Plasma Gas 1 Soft Flow Analog Out
Plasma Gas 1 Purge/Fill/Vent Flow Analog Out
Plasma Gas 1 Idle Flow Analog Out
X
X
X
X
Plasma Gas 2 Soft Flow Analog Out
X
Plasma Gas 2 Purge/Fill/Vent Flow Analog Out
X
Plasma Gas 2 Idle Flow Analog Out
X
X
X
X
X
X
X
X
X
Shield Gas 1 Soft Flow Analog Out
Shield Gas 1 Purge/Fill/Vent Flow Analog Out
Shield Gas 1 Idle Flow Analog Out
X
X
X
X
Shield Gas 2 Soft Flow Analog Out
Shield Gas 2 Purge/Fill/Vent Flow Analog Out
Shield Gas 2 Idle Flow Analog Out
6-42
X
X
X
Precision Plasma with Electronic Flow Control -
Process Gas Pressure Switches
Plasma Gas 1 Pressure Switch
Plasma Gas 2 Pressure Switch
O
O
Shield Gas 1 Pressure Switch
O
Shield Gas 2 Pressure Switch
11
12
13
Idle (Station)
Off)
Test (Start)
Process Post
Flow
Process Cut
Process Start
Ready
Filll
Line Fil
Line Purge
Flow Control
Vent
➊ ➋ ➌ ➍ ➎ ➏ ➐ ➑ ➒
Line Vent
6.12.23
Gas Error Monitoring
Aluminum PG-N2, SG-N2
Idle (Station
On)
TROUBLESHOOTING
Test (Cut)
SECTION 6
X = Monitored For Pressure Present,
O = Monitored For Absence Of Pressure
X
X
X
X
O
1
Vision Shift/Start
Numbers
Line vent
Flow control vent
2
Idle (Station off)
13
#
correspond to columns on solenoid/
proportional valve requirement charts
and gas error monitoring charts
9
no
Station
on?
Test (start)
yes
Section 6.7.7
for details
Line Purge
6
Process start.
Station on Flush/
Pressure cycle
Plasma
stop?
3
Station on?
Error
condition?
yes
yes
no
4
Station on?
no
no
yes
ready
5
Plasma stop
yes
yes
7
New
SDP file
selected?
no
Plasma test?
no
yes
no
no
Station on?
yes
Plasma test?
Plasma test
cut?
yes
Plasma test
(start O2)?
Plasma
test cut?
no
yes
Plasma
test?
10
yes
no
New SDP file
selected?
Error
condition?
no
no
yes
no
yes
yes
no
yes
8
Station on?
no
Process
Postflow
Station on?
New
SDP file
selected?
no
Plasma test?
yes
no
Analog
disable
timing?
no
Test (start O2)
yes
yes
no
Plasma
start?
yes
no
Station on?
yes
yes
no
Arc
established
?
yes
Process cut
no
New
SDP files
selected?
yes
yes
Station on?
Test (cut)
no
yes
no
Line fill
Station on?
yes
yes
no
no
11
no
yes
New SDP file
selected?
Plasma test
cut?
yes
no
no
12
Idle (Station On)
Station on?
no
no
Plasma test
(start O2)?
yes
no
Station on?
yes
yes
yes
New SDP file
selected?
no
Plasma
test?
yes
no
Plasma
start?
no
yes
Precision Plasma with Electronic Flow Control -
6-43
SECTION 6
TROUBLESHOOTING
Solenoid Valves
11
12
13
Idle (Station
On)
Idle (Station
Off)
Test (Start)
Process Post
Flow
Process Cut
Process Start
Ready
Line Fill
Line Purge
Flow Control
Vent
Line Vent
➊ ➋ ➌ ➍ ➎ ➏ ➐ ➑ ➒
Test (Cut)
6.12.24
Solenoid And Proportional Valve Requirements
Aluminum PG-N2, SG-N2/CH4
X = Open / Enabled, Blank = C
Closed
losed / Disabled,
Analog Value = 0 - 10 Vdc
X
X
X
X
X
X
X
X
X
Plasma Gas 1 Supply Solenoid Valve N2-2
Plasma Gas 1 Supply Solenoid Valve AirAir-2
Plasma Gas 1 Supply Solenoid Valve Argon
Plasma Gas 2 Supply Solenoid Valve O2-2
Shield Gas 1 Supply Solenoid Valve O2-1
Shield Gas 1 Supply Solenoid Valve N2-1
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
Shield Gas 1 Supply Solenoid Valve AirAir-1
Shield Gas 2 Supply Solenoid Valve N2-3
X
Shield Gas 2 Supply Solenoid Valve Ch4
Plasma Gas 1 Torch Solenoid Valve
X
X
X
X
X
X
X
X
X
Plasma Gas 2 Torch Solenoid Valve
X
X
Shield Gas 1 Torch Solenoid Valve
X
X
X
X
X
X
X
X
X
Shield Gas 2 Torch Solenoid Valve
X
X
X
X
X
X
Analog Flow Values
Plasma Gas 1 Start Flow Analog Out
X
X
Plasma Gas 1 Cut Flow Analog Out
X
X
X
X
Plasma Gas 2 Start Flow Analog Out
Plasma Gas 2 Cut Flow Analog Out
Shield Gas 1 Start Flow Analog Out
X
X
Shield Gas 1 Cut Flow Analog Out
X
X
X
X
Shield Gas 2 Start Flow Analog Out
Shield Gas 2 Cut Flow Analog Out
X
X
X
X
X
Plasma Gas 1 Soft Flow Analog Out
Plasma Gas 1 Purge/Fill/Vent Flow Analog Out
Plasma Gas 1 Idle Flow Analog Out
X
X
X
X
X
X
X
X
X
X
X
X
Plasma Gas 2 Soft Flow Analog Out
Plasma Gas 2 Purge/Fill/Vent Flow Analog Out
Plasma Gas 2 Idle Flow Analog Out
X
X
Shield Gas 1 Soft Flow Analog Out
Shield Gas 1 Purge/Fill/Vent Flow Analog Out
Shield Gas 1 Idle Flow Analog Out
X
X
X
X
Shield Gas 2 Soft Flow Analog Out
Shield Gas 2 Purge/Fill/Vent Flow Analog Out
Shield Gas 2 Idle Flow Analog Out
6-44
X
X
X
X
Precision Plasma with Electronic Flow Control -
SECTION 6
TROUBLESHOOTING
Process Gas Pressure Switches
Plasma Gas 1 Pressure Switch
11
12
13
Idle (Station
On)
Idle (Station)
Off)
Test (Start)
Process Post
Flow
Process Cut
Process Start
Ready
Line Fill
Line Purge
Flow Control
Vent
Line Vent
➊ ➋ ➌ ➍ ➎ ➏ ➐ ➑ ➒
Test (Cut)
6.12.25
Gas Error Monitoring
Aluminum PG-N2, SG-N2/CH4
X = Monitored For Pressure Present,
O = Monitored For Absence Of Pressure
X
X
Plasma Gas 2 Pressure Switch
O
O
Shield Gas 1 Pressure Switch
O
X
X
Shield Gas 2 Pressure Switch
O
X
X
1
Vision Shift/Start
Numbers
Line vent
Flow control vent
2
Idle (Station off)
13
#
correspond to columns on solenoid/
proportional valve requirement charts
and gas error monitoring charts
9
no
Station
on?
Test (start)
yes
Section 6.7.7
for details
Line Purge
6
Process start.
Station on Flush/
Pressure cycle
Plasma
stop?
3
no
Error
condition?
yes
yes
no
4
Station on?
no
no
yes
ready
5
no
Plasma stop
yes
yes
no
New
SDP file
selected?
no
Plasma test?
no
yes
no
7
Station on?
yes
Plasma test?
Plasma test
cut?
yes
Plasma test
(start O2)?
Plasma
test cut?
no
yes
Plasma
test?
10
yes
no
New SDP file
selected?
Error
condition?
no
no
yes
no
yes
yes
no
yes
8
Station on?
no
Process
Postflow
Station on?
New
SDP file
selected?
no
Plasma test?
yes
no
Analog
disable
timing?
no
Test (start O2)
yes
yes
no
Plasma
start?
yes
no
Station on?
yes
yes
no
Arc
established
?
yes
Process cut
New
SDP files
selected?
yes
yes
Station on?
Test (cut)
no
yes
no
Line fill
Station on?
yes
yes
no
Station on?
11
no
yes
New SDP file
selected?
Plasma test
cut?
yes
no
no
12
Idle (Station On)
Station on?
no
no
Plasma test
(start O2)?
yes
no
Station on?
yes
yes
yes
New SDP file
selected?
no
Plasma
test?
yes
no
Plasma
start?
no
yes
Precision Plasma with Electronic Flow Control -
6-45
SECTION 6
TROUBLESHOOTING
Solenoid Valves
11
12
13
Idle (Station
On)
Idle (Station
Off)
Test (Start)
Process Post
Flow
Process Cut
Process Start
Ready
Line Fill
Line Purge
Flow Control
Vent
Line Vent
➊ ➋ ➌ ➍ ➎ ➏ ➐ ➑ ➒
Test (Cut)
6.12.26
Solenoid And Proportional Valve Requirements
Marking PG-Argon, SG-Air
X = Open / Enabled, Blank = Closed / Disabled,
Analog Value = 0 - 10 Vdc
X
Plasma Gas 1 Supply Solenoid Valve N2-2
Plasma Gas 1 Supply Solenoid Valve AirAir-2
Plasma Gas 1 Supply Solenoid Valve Argon
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
Plasma Gas 2 Supply Solenoid Valve O2-2
Shield Gas 1 Supply Solenoid Valve O2-1
Shield Gas 1 Supply Solenoid Valve N2-1
X
Shield Gas 1 Supply Solenoid Valve AirAir-1
Shield Gas 2 Supply Solenoid Valve N2-3
X
Shield Gas 2 Supply Solenoid Valve Ch4
Plasma Gas 1 Torch Solenoid Valve
X
X
X
X
X
X
X
X
X
Plasma Gas 2 Torch Solenoid Valve
X
X
Shield Gas 1 Torch Solenoid Valve
X
X
X
X
X
X
X
X
X
Shield Gas 2 Torch Solenoid Valve
X
X
X
X
X
Analog Flow Values
Plasma Gas 1 Start Flow Analog Out
X
X
Plasma Gas 1 Cut Flow Analog Out
X
X
Plasma Gas 2 Start Flow Analog Out
Plasma Gas 2 Cut Flow Analog Out
Shield Gas 1 Start Flow Analog Out
X
Shield Gas 1 Cut Flow Analog Out
X
X
X
X
X
Shield Gas 2 Start Flow Analog Out
Shield Gas 2 Cut Flow Analog Out
Plasma Gas 1 Soft Flow Analog Out
Plasma Gas 1 Purge/Fill/Vent Flow Analog Out
Plasma Gas 1 Idle Flow Analog Out
X
X
X
X
X
X
X
X
X
X
X
X
Plasma Gas 2 Soft Flow Analog Out
Plasma Gas 2 Purge/Fill/Vent Flow Analog Out
Plasma Gas 2 Idle Flow Analog Out
X
X
Shield Gas 1 Soft Flow Analog Out
Shield Gas 1 Purge/Fill/Vent Flow Analog Out
Shield Gas 1 Idle Flow Analog Out
X
X
X
X
Shield Gas 2 Soft Flow Analog Out
Shield Gas 2 Purge/Fill/Vent Flow Analog Out
Shield Gas 2 Idle Flow Analog Out
6-46
X
X
X
Precision Plasma with Electronic Flow Control -
SECTION 6
TROUBLESHOOTING
Process Gas Pressure Switches
Plasma Gas 1 Pressure Switch
Plasma Gas 2 Pressure Switch
O
O
Shield Gas 1 Pressure Switch
O
Shield Gas 2 Pressure Switch
O
11
12
13
Idle (Station
On)
Idle (Station)
Off)
Test (Start)
Process Post
Flow
Process Cut
Process Start
Ready
Line Fill
Line Purge
Flow Control
Vent
Lin
Line
e Vent
➊ ➋ ➌ ➍ ➎ ➏ ➐ ➑ ➒
Test (Cut)
Gas Error Monitoring --Marking PG-Argon, SG-Air
X = Monitored For Pressure Present,
O = Monitored For Absence Of Pressure
X
X
X
X
1
Vision Shift/Start
Numbers
Line vent
Flow control vent
2
Idle (Station off)
13
#
correspond to columns on solenoid/
proportional valve requirement charts
and gas error monitoring charts
9
no
Station
on?
Test (start)
yes
Section 6.7.7
for details
Line Purge
6
Process start.
Station on Flush/
Pressure cycle
Plasma
stop?
3
no
Error
condition?
yes
yes
no
4
Station on?
no
no
yes
ready
5
no
Plasma stop
no
yes
New
SDP file
selected?
no
Plasma test?
no
yes
yes
Plasma test
(start O2)?
Plasma
test cut?
no
yes
Plasma
test?
10
yes
no
New SDP file
selected?
Error
condition?
no
no
yes
no
yes
yes
no
yes
8
Station on?
no
Process
Postflow
Station on?
New
SDP file
selected?
no
Plasma test?
yes
no
Analog
disable
timing?
no
Test (start O2)
yes
yes
no
Plasma
start?
yes
yes
yes
no
7
Station on?
Station on?
yes
yes
no
Plasma test?
Plasma test
cut?
Arc
established
?
yes
Process cut
New
SDP files
selected?
yes
no
yes
Station on?
Test (cut)
no
yes
no
Line fill
Station on?
yes
yes
no
Station on?
11
no
yes
New SDP file
selected?
Plasma test
cut?
yes
no
no
12
Idle (Station On)
Station on?
no
no
Plasma test
(start O2)?
yes
no
Station on?
yes
yes
yes
New SDP file
selected?
no
Plasma
test?
yes
no
Plasma
start?
no
yes
Precision Plasma with Electronic Flow Control -
6-47
SECTION 6
TROUBLESHOOTING
This page intentionally left blank.
6-48
Precision Plasma with Electronic Flow Control -
SECTION 7
REPLACEMENT PARTS
7.1 General
Always provide the serial number of the unit on
which the parts will be used. The serial number is
stamped on the unit nameplate.
7.2 Ordering
To ensure proper operation, it is recommended that
only genuine ESAB parts and products be used
with this equipment. The use of non-ESAB parts
may void your warranty.
Replacement parts may be ordered from your
ESAB Distributor or from:
ESAB Welding and Cutting Products
ATTN: Customer Service Department
PO Box 100545 Ebenezer Road
Florence, SC USA 29501-0545
Phone (843) 664-4405
(800) ESAB-123 (372-3123)
ESAB Cutting Systems - Canada
6010 Tomken Road
Mississauga, Ontario, Canada L5T 1X9
Phone (905) 670-0220
Fax
(905) 670-4879
ESAB-HANCOCK GmbH
Robert-Bosch-Strasse 20
Postfach 1128
D-61184 Karben
Phone 011-49-6039-400
Fax 011-49-6039-403-02
http://www.esab.de
Be sure to indicate any special shipping instructions
when ordering replacement parts.
Refer to the Communications Guide located on the
last page of this manual for a list of customer
service phone numbers.
Precision Plasma with Electronic Flow Control -
7-1
SECTION 7
REPLACEMENT PARTS
7.3 Plasmarc Power Source-Exterior Components
1
3
2
6
8
4
5
7
7-2
Precision Plasma with Electronic Flow Control -
SECTION 7
REPLACEMENT PARTS
Item
Number
1
Part Number
Symbol
(Elec-Ay)
Description
2
A-995227
Label Warning-Exposed High Volt
3
B-2091514
Label Warning
4
A-34941
5
A-13734588
Logo ESAB Clear
6
C-35924YL
Panel Right Side
7
D-35923YL
Panel Left Side
8
61328087
Screw, HMH ¼-20 X .50 L
Cover-Top
D-35925YL
Lens Clear
Precision Plasma with Electronic Flow Control -
7-3
SECTION 7
REPLACEMENT PARTS
6
5
4
3
2
1
7
8
9
11
10
See
"TEE"
Detail
Page 7-12
7-4
Precision Plasma with Electronic Flow Control -
SECTION 7
REPLACEMENT PARTS
Item
Number
1
Part Number
A-672508
Symbol
(Elec-Ay)
S1
Description
Switch Toggle 2PST 2 Pos 15A
2
A-634518
S2,3
Switch Toggle DPDT 2 Pos 15A
3
A-951061
AM1,VM1
Meter LED 5VDC
4
A-951061
AM1,VM1
Meter LED 5VDC
5
A-634518
S2,3
6
A-2234589
R2
7
B-954751
8
D-32286GY
9
A-598481
Gauge 200 PSI
10
C-952182
Spout Remote Filler w/Cap
11
C-36346GY
Switch Toggle DPDT 2 Pos 15A
POT 10K 10 Turn
Overlay Precision Plasma
Panel Front
BRKT, Remote Filler
Precision Plasma with Electronic Flow Control -
7-5
SECTION 7
REPLACEMENT PARTS
1
11
2
10
3
9
13
4
CE
12
5
8
6
7
7-6
Precision Plasma with Electronic Flow Control -
SECTION 7
REPLACEMENT PARTS
Item
Number
1
Part Number
Symbol
(Elec-Ay)
Description
2
952209
3
97W63
4
23610197
5
950874
CB2
6
952137
F4
7
32202GY
8
58V75
Adaptor B/A-W F ¼ NPTM BKHD
9
954599
Label Rating Precision Plasma
10
950829
11
950937
Strain Relief
12
13730763
Plate, Serial
13
954565
Door Access Rear
35928GY
J2
Conn Box Recpt 19 FS SH
3 Strain Relief
Plug Hole .875 Dia. .125 CT Nyl BK
Circuit Breaker 7 AMP
Fuse 7A 500 VAC Fast Acting
Panel Rear
CB1
Circuit Breaker 3 AMP
Label “CE” logo (CE version only)
Precision Plasma with Electronic Flow Control -
7-7
SECTION 7
REPLACEMENT PARTS
7.4 Plasmarc Power Source-Internal Components
18
17
Reference: PCB1
Isolation Amp
Reference:
Meter LED
AM1,VM1
4
3
5
3
6
7
8
15
2
16
10
1
12
13
11
7-8
Precision Plasma with Electronic Flow Control -
14
SECTION 7
REPLACEMENT PARTS
Item
Number
1
Part Number
Symbol
(Elec-Ay)
2
A-950487
TB4
3
D-38103
A-950096
A-952053
A-952034
A952030
A-952032
A-952205
PCB1
PCB1 P9,7
Description
Base, Precision Plasma
D-35920GY
PCB1 P10
PCB1 P1,3,4
PCB1 P2
PCB1 P5
Term Block 2 pos
PCB Isolation AMP
Housing Contact, Crimp 3 pin
Standoff #6-32 X .88 L
Plug 5 Pos
Plug 18 Pos
Plug 16 Pos
Receptacle P/C 4 Pos
Box PLC
4
D-37345GY
5
A-951209
PLC
6
C-38131
PCB2
Board, PC Startup
7
A-950760
K3-6,8
Relay Enclosed DPDT 24VAC
8
17300020
R1,7,8,9
10
A-13735308
K7
11
A952012
12
C-35682
13
B-952179
Tank, Water
14
A-952013
Caster Swivel
15
A-639533
Bushing, Snap .88 I.D. X 1.09 MH X .45 L
16
17300931
Resistor, 300W 3.1ohm 10%
17
A-952095
Spacer, LED
18
71200732
Adhesive, SIRBR Clr
PLC Controller
Resistor 300W 20ohm 10%
Relay Enclose DPDT 120VAC 20A
Caster Fixed
T2
XFMR Auto
Precision Plasma with Electronic Flow Control -
7-9
SECTION 7
REPLACEMENT PARTS
4
3
16
2
1
8
12
9
1
5
6
10
7
11
13
7
14
15
7-10
Precision Plasma with Electronic Flow Control -
SECTION 7
REPLACEMENT PARTS
Item
Number
1
Part Number
952026
Symbol
(Elec-Ay)
TB2
Description
2
673502
K1
3
672002GY
4
2062334
5
36417GY
6
951215
7
951347
8
13735308
9
0558002158
10
33550
11
37805
12
32203GY
Bracket, Auto XFMR
13
182W82
Elbow 90 DEG. ¼ NPT
14
10Z30
Adaptor, B/A-W M ¼ NPTM
15
950179
Tee, Pipe Branch ¼ Brs
16
37360
Terminal Block
Contactor 3 Pole 75A
Shroud, Fan
M1
Motor, Fan
Shroud, Fan
M2
Motor, Carb 1/3 Hp
Pump, Carb w/Strainer
K4
Relay Enclose DPDT 120VAC 20A
Kit, Wire Primary
Bracket, Motor
T3
MOD1(CE)
Auto XFMR
Module, Power – CE Version
Precision Plasma with Electronic Flow Control -
7-11
SECTION 7
REPLACEMENT PARTS
5
6
8
9
4
1
7
9
8
2
2
3
7
9
3
12
13
11
“TEE” Detail
10 X5
7-12
Precision Plasma with Electronic Flow Control -
7
SECTION 7
REPLACEMENT PARTS
Item
Number
1
Part Number
Symbol
(Elec-Ay)
Description
2
A-950001
3
C-21124
Valve, Check Assy
4
B-36539
Hose, Assy Flowswitch To Core
5
90858009
TBG, Nylobrade 3/8 I.D X .625 O.D.
6
B-36418
Hose Assy Tank Bottom- Pump Inlet
7
A-58V75
Adaptor, B/A-W F ¼ NPTM BKHD
8
A-182W82
9
A-10Z30
Adaptor, B/A-W M ¼ NPTM
10
A-994471
Clamp, Hose W/D .50 Dia X 1.06 SS
11
A-952179
Tank, Water
12
C-952182
Spout, Remote Filler w/Cap
13
A-952181
Tee, Plastic Pipe
Hose, Assy Pump Outlet- Torch out
B-36538
FS1
Switch, Flow .25 GPM SPSTB
Elbow 90 Deg. ¼ NPT
Precision Plasma with Electronic Flow Control -
7-13
SECTION 7
REPLACEMENT PARTS
10
6
5
4
3
7
2
9
7
1
8
7-14
Precision Plasma with Electronic Flow Control -
SECTION 7
REPLACEMENT PARTS
Item
Number
1
Part Number
Symbol
(Elec-Ay)
Description
C-13735961
Heat Exchanger
2
A-950823
Bushing, Snap
3
A-950167
Grommet, Rub 1.12 I.D. X 1.50 O.D. X .06 W
4
A-995103
TB3
Terminal Block 24 POS 15A
5
A-36919
TB5
Board, Terminal Output
6
A-96W10
Holder, Fuse
7
A-92W57
Grommet, Rub .63 I.D. X .88 O.D. X .06 W
8
A-639533
Bushing, Snap .88 I.D. X 1.09 MH X .45 L
9
D-35930GY
BRKT, Heat Exchanger
10
A-2234891
Plug, 10 Pos
Precision Plasma with Electronic Flow Control -
7-15
SECTION 7
REPLACEMENT PARTS
6
13
5
7
8
4
9
3
10
2
11
1
12
7-16
Precision Plasma with Electronic Flow Control -
SECTION 7
REPLACEMENT PARTS
Item
Number
1
Part Number
Symbol
(Elec-Ay)
Description
2
17750020
3
C-36527GY
4
A-951161
C1,2
Cap, Metpoly 20uf 400VDC
5
A-673458
K2
Contactor, Pilot Arc 3P 40A
6
A-2234521
P4,MOD1
P1,PLC1 P2
Plug, 16 Pos
7
A-2234891
MOD1 P3, 4,
PLC1 P1
Plug, 10 Pos
8
A-2234518
J3
9
A-2234521
P1,PLC1 P2
Plug, 16 Pos
10
A-2234519
J4, PLC1 J2
Receptacle, 16 Pos
11
A-635686
TB6
Terminal Strip, 8 Pos
12
A-647065L1
13
C-38193
Bushing, Snap
A-950823
R11,12
Res 20 ohm 50W
Cover, Terminal Board
Receptacle, 8 Pos
Choke Signal #Ch12
PCB-TB
Printed Circuit Board Trim Pot
Precision Plasma with Electronic Flow Control -
7-17
SECTION 7
REPLACEMENT PARTS
7.5 Power Source Power Module
4
3
2
5
6
1
7
7-18
Precision Plasma with Electronic Flow Control -
SECTION 7
REPLACEMENT PARTS
Item
Number
1
Part Number
Symbol
(Elec-Ay)
35914GY
Base Power Module
2
37102
Bracket, PCB KYDEX
3
35799
Wire Kit, Power Module
4
951339
951340
5
37101GY
6
951981
7
35700
PCB1 P1, 5
PCB1 P2, 6
Description
Plug, Female 12 Position
Plug, Female 14 Position
Deck, Power Module
Heat Sink
L1
Inductor, Power Factor
Precision Plasma with Electronic Flow Control -
7-19
SECTION 7
REPLACEMENT PARTS
A
9
CE only
2
3
4
1
10
CE only
5
A
6
8
7
Section A-A
7-20
Precision Plasma with Electronic Flow Control -
SECTION 7
REPLACEMENT PARTS
Item
Number
1
Part Number
2234877
Symbol
(Elec-Ay)
J3,4
Description
2
951182
M1
Fan, Axial
3
950487
TB2
Terminal Strip 2 Position
4
950823
5
35700
L1
Inductor, Power Factor
6
17280215
R2
Resistor 1.5K OHM 100W
7
35680
L2
Inductor Assembly Output
8
35681
T3
Transformer Assembly, Main
9
952160
FN5
Filter Inductor, Single Phase – CE Version only
10
952612
FN1
Filter EM1 – CE Version only
Block Terminal 10 Position
Bushing, Snap
Precision Plasma with Electronic Flow Control -
7-21
SECTION 7
REPLACEMENT PARTS
3
4
5
2
1
6
7
7-22
Precision Plasma with Electronic Flow Control -
SECTION 7
REPLACEMENT PARTS
Item
Number
1
Part Number
2234518
Symbol
(Elec-Ay)
J2
Description
2
38047
SH1
3
2234519
J1
4
35917GY
5
951981
6
2234877
J3, 4
Block Terminal, 10 Position
7
674156
TB3
Adaptor
Block Terminal, 8 Position
Shunt, Feedback
Block Terminal, 16 Position
Baffle Heatsink
Heatsink
Precision Plasma with Electronic Flow Control -
7-23
SECTION 7
REPLACEMENT PARTS
CE units only
12
13
10
14
11
10
28
8
9
7
6
15
5
28 CE units only
16
4
17
3
18
19
2
20
1
19
21
22
7-24
21
23
24
21
25
26
27
Precision Plasma with Electronic Flow Control -
SECTION 7
REPLACEMENT PARTS
Item
Number
1
Part Number
2
951978
952611
951192
951833
3
35794
4
951979
951196
SCR1
SCR 90A
Pad Thermal SCR Module
5
951980
Q1,2
IGBT 300A 600V
6
17750020
951194
R4,5
Resistor 20OHM 50W NI
Pad Thermal Power Resistor 50W
7
647345
8
17250005
R1
9
951940
C6,7
Capacitor 1uf 600VDC
10
951983
C4,5
Capacitor 3300 uf
11
35793
Busbar IGBT (-)/Capacitor
12
950823
Bushing Snap .687
13
35792
Busbar IGBT (+)/Capacitor
14
35844
Nomex Insulator
15
951191
951980
35940
Symbol
(Elec-Ay)
T1
BR1
Description
Transformer Control
Bridge Diode 3PH 130A
Bridge Diode 3 PH
Pad Thermal Bridge
Pad Termal IGBT 1200V
Busbar Input Bridge
Bushing Snap 1.31 I.D. X 1.5 MH .44 L
Q1,2
Resistor 5OHM 50W
Pad Thermal IGBT 1200V
IGBT 300A 600V
16
35799
Wire Kit Module
17
35918
Busbar Shunt
18
639533
R6,7,8,9
19
17721020
D1,2
20
951185
Module Diode 100A 600V
21
647345
Bushing Snap 1.31 I.D. X 1.5 MH .44 L
22
36873
23
952255
24
36872
T2
25
32958
TS1,2
26
950711
27
REF
REF
C1
C3
28
952157
FN2,3
C8,9
Bushing Snap .875 I.D. X 1.093 MH
Resistor 20 OHM 25W NI
Busbar Capacitor/IGBT
Capacitor Film 40uf 400VDC
Busbar Capacitor
Transformer, Current
Switch Thermal 194 Deg. F.
Wire Kit
Wire Kit
Filter - CE Version only
Precision Plasma with Electronic Flow Control -
7-25
SECTION 7
REPLACEMENT PARTS
7.6 Precision Plasma Junction Box Replacement Parts
2
A
1
2 REF
8
7
3
6
5
4
A
7-26
Precision Plasma with Electronic Flow Control -
Section A-A
SECTION 7
REPLACEMENT PARTS
Item
Number
1
Part Number
Symbol
(Elec-Ay)
Description
2
674969
PCB1
PCB Assembly Filter
3
37250
T2,3
XFMR H.F. Auto
4
2062119
J2
Conn ( Pos
5
37391
BKHD A/A-W*F B/A-W*F
6
37392
BKHD A/A-W*F B/A-W*F
7
950256
C1
Cap Mica .002uf 10 KwV
8
677905
SG1
Spark Gap Assy
Wire Kit, Junction Box Precision Plasma
37515
Precision Plasma with Electronic Flow Control -
7-27
SECTION 7
REPLACEMENT PARTS
4
B
2
1
C
C
B
5
3
6
Section B-B
7-28
Precision Plasma with Electronic Flow Control -
7
8
Section C-C
SECTION 7
Item
Number
REPLACEMENT PARTS
Part Number
Symbol
(Elec-Ay)
J1
Description
Conn Box Recpt 14 MP Shell 20
1
6271128
2
37522
Base Kydex J Box
3
37523
Cover Kydex J Box
4
Ref
5
Ref
Torch Cable Conn Reference
6
Ref
Torch Conn NEG Reference
7
Ref
Pilot Arc Torch Reference
8
Ref
PCB1
J2
Precision Plasma with Electronic Flow Control -
7-29
SECTION 7
REPLACEMENT PARTS
1
2
4
5
7-30
Precision Plasma with Electronic Flow Control -
3
SECTION 7
REPLACEMENT PARTS
Item
Number
1
Part Number
Symbol
(Elec-Ay)
Description
954075
Name Plate
2
37361
Torch Conn Shield
951188
Locknut, Conduit 2NPT
3
954509
Label Warning High Volt Symbol
4
952928
Coupling, Quick Disconn F 14 Hose
5
950518
Grommet RBR 2.12 I.D. X 2.50 O.D. X .06W
Precision Plasma with Electronic Flow Control -
7-31
SECTION 7
REPLACEMENT PARTS
7.7 Electronic Flow Control Box
➀ P/N 952920
1
3
2
TB1
N-1
AIR1
AR
PS1
PR
SP
V1
SH
GN
ASSY. 000-005-0007
RC8
RC7
SH
GN
PR
PS2
PS3
PS4
PS5
V2 SP
SR2
SR1
SR2
SR1
SR2
RC10
1
P1
SR2
SR1
SR2
SR1
GN
SP
PR
SP
SH
V3
V4
SH
JP1
GN
PR
JP2
6
JP3
7
JP4
4
JP5
SR1
RC9
1
P2
AIR2
O-1
RC4
RC5
O-2
RC6
1
P3
N-2
1
N-3
P4
H35
METH
RC1
RC2
1
RC3
P5
➂ P/N 952921
5
➅ P/N 952922
➁ P/N 952868
Process
Air
Argon
Air
Air
N2
Air-2
Air-1
Argon
Oxygen
Nitrogen
Argon
Argon
O2
Air
O2
N2
O2-2
N2-3
N2-2
O2-1
N2-1
Oxygen
Nitrogen
H-35
Methane
Meth
H-35
N2
H-35
H-35
➆ P/N 953914
7-32
Methane
Methane
➃ P/N 952913
Precision Plasma with Electronic Flow Control -
➄ P/N 952915
SECTION 7
REPLACEMENT PARTS
Item
Number
1
Part Number
Symbol
(Elec-Ay)
Description
952920
Switch, Pressure 50 PSI Non-Adj
2
952686
PCB Prec Flow Control Interface Board
3
952921
Valve Sol 2-Way 02
4
952913
Manifold Assembly Complete Prec Flow
5
952915
XMFR Control 115/230V 50/60 HZ
6
952922
Lamp Pilot 28V Green
7
952914
Manifold Assembly w/Check Valves ONLY
Precision Plasma with Electronic Flow Control -
7-33
SECTION 7
REPLACEMENT PARTS
Plasma Gas 1
Plasma Gas 2
6
Shield Gas 1
7
Shield Gas 2
Vent 1
Vent 2
Vent 3
Valve 1
Valve 2
Valve 3
Vent 4
Valve 4
1
5
4
3
2
➁➂➃➄ P/Ns 952919,952918, 952916, 952917
7-34
Precision Plasma with Electronic Flow Control -
SECTION 7
REPLACEMENT PARTS
Item
Number
1
Part Number
Symbol
(Elec-Ay)
Description
952920
Switch, Pressure 50 PSI Non-Adj
2
952686
PCB Prec Flow Control Interface Board
3
952921
Valve Sol 2-Way 02
4
952913
Manifold Assembly Complete Prec Flow
5
952915
XMFR Control 115/230V 50/60 HZ
6
952922
Lamp Pilot 28V Green
7
952914
Manifold Assembly w/Check Valves ONLY
Precision Plasma with Electronic Flow Control -
7-33
SECTION 7
REPLACEMENT PARTS
Plasma Gas 1
Plasma Gas 2
6
Shield Gas 1
7
Shield Gas 2
Vent 1
Vent 2
Vent 3
Valve 1
Valve 2
Valve 3
Vent 4
Valve 4
1
5
4
2
3
6
7
➁➂➃➄ P/Ns 952919,952918, 952916, 952917
7-34
Precision Plasma with Electronic Flow Control -
SECTION 7
REPLACEMENT PARTS
Item
Number
1
Part Number
Symbol
(Elec-Ay)
Description
Purchase Locally
2
952916
Valve, Analog 0-6 Bar 0-10 VDC Valve4 SG2
3
952917
Valve, Analog 0-6 Bar 0-10 VDC Valve3 SG1
4
952918
Valve, Analog 0-9 Bar 0-10 VDC Valve2 PG2
5
952919
Valve, Analog 0-9 Bar 0-10 VDC Valve 1 PG1
6
639571
Flow Meter Tube ONLY
SG2
¼-33-G-5 PG2, SG1,
7
0558002392
Flow Meter Tube ONLY
¼ -15-G-5 PG1
Fuse, Glass Body, Slow Acting 3AG 4A
Precision Plasma with Electronic Flow Control -
7-35
SECTION 7
REPLACEMENT PARTS
7.8 PT-24 Torch Assembly EFC Series A/M P/N 0558001462
Notes:
1* = Plasma 2 in Yellow
2* = Plasma 2 Out Yellow
3* = Plasma 1 in Blue
4* = Plasma 1 Out Blue
5* = Shield 2 In Black
6* = Shield 2 Out Black
7* = Shield 1 In Orange/Red
8* = Shield 1 Out Orange/Red
20
18
7*
6*
13
5*
4*
3*
16
2*
1*
10
14
19
6
9
8
11
2
7
12
4
3
5
1
5/8 - 18
L.H. (Ref)
21
3/8 - 24
L.H. (Ref)
22
23
24
25
7-36
Precision Plasma with Electronic Flow Control -
Not Shown
SECTION 7
REPLACEMENT PARTS
Item
Number
1
Part Number
Symbol
(Elec-Ay)
Description
0558001502
Flange
2
952921
2 Way Solenoid Valves
3
593985
O-Ring
Precision Plasma with Electronic Flow Control -
7-39
SECTION 7
REPLACEMENT PARTS
7.10 PT-24 Torch EFC Version 1
16
18
14
10
13
19
6
9
8
11
7
12
Detail Torch Front End
2
4
3
5
25 15
26 17
21
20
22
1
23
24
7-40
Precision Plasma with Electronic Flow Control -
Not Shown
SECTION 7
Item
Number
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
REPLACEMENT PARTS
Part Number
21758
22568
22381
22380
22382
See Process Data
See Process Data
22007
22010
21712
21539
22531
22422
22375
21765
951168
77500101
2234133
996565
0558001470
0558001875
0558001471
22378
22427
22389
21739
21740
21741
37609
Description
Body & Tube Assembly PTPT-24 Torch
Sleeve, Torch PTPT-24
Gas Line Start Blue
Gas Line Cut Yellow
Gas Line Shield Orange/Red
Swirl Baffle (See Process Data)
Nozzle (see Process Data)
Retainer/Diffuser
Insulator Shield Cup
Insulator
Insulator Shield Retainer
Electrode
Cup Shield w/Retainer
Solenoid Assembly Electronic Flow Control V1
Protector Gortiflex Sensor 7LG
Tool Electrode & Nozzle (NOT Shown)
Clamp, BandBand-it
LUB Grease DOW DCDC-111 (NOT Shown)
Clamp, Worm Drive
Clamp, Hose
PTPT-24 Cable Bundle
Bundle Assembly 4.5 Ft.
“
“
“
“
12 Ft.
“
“
“
“
17 Ft.
Cable, Solenoid 4 ft.
Cable, Solenoid 12 ft.
Cable, Solenoid 17 ft.
Check Valve Body
Ball
Spring
PTPT-24 StartStart-up Kit
Nozzle “A”; Nozzle “B”; Nozzle “C”; Nozzle “D”; Nozzle “E”; Swirl
Baffle 15A; Swirl Baffle 30A; Swirl Baffle 50/70A; Lubricant;
Electrode and Nozzle Tool; Shield Insulator Cup; O-rings; Electrode
56996213
Torch Spare Parts Kit (Quantity of each)
21536, 21539
21541, 21542
21543, 21692
21693, 21725
21765, 21923
22007, 22101
22531, 86W62
638797, 950714
Swirl Baffle(2), Oxy Electrode(5)
Nozzle “B”(5), Nozzle “ C”(5)
Nozzle “D”(5), Swirl Baffle 50/70A(2)
Retainer Shield Cup(1), Water Baffle(1)
Electrode and Nozzle Tool(1), Nozzle “ E”(3)
Retainer diffuser Nozzle(1), Shield Insulator Cup(3)
Shield(6), O-ring 1.239 x 0.07(3)
O-ring 0.614 X 0.07(3), O-ring 1.498 X 0.07(3)
Precision Plasma with Electronic Flow Control -
7-41
SECTION 7
REPLACEMENT PARTS
7.11 Solenoid Assembly Torch, Electronic Flow Control Version 1
4
1
2
8
6
6
3
7
8
7
10
5
9
COM/COM
COM/COM
Shield 2
Shield 1
Plasma 2
Plasma 1
9
5
7-42
Precision Plasma with Electronic Flow Control -
SECTION 7
REPLACEMENT PARTS
Item
Number
1
Part Number
Symbol
(Elec-Ay)
Description
22422
Solenoid Assembly Electronic Flow Version 1
2
596985
O-Ring, 1.42 X .103 NEOP 70A
3
952931
Plug Block 6 Pos
4
22421
Bracket, Solenoid EFC
5
952703
Solenoid, 2 Way
6
22367
Quick Disconnect Connector, Yellow
7
952697
Solenoid, 3 Way
8
22366
Quick Disconnect Connector, Blue
9
22365
Quick Disconnect Connector, Orange/Red
10
22364
Quick Disconnect Connector, Silver
Precision Plasma with Electronic Flow Control -
7-43
SECTION 7
REPLACEMENT PARTS
7.12 Interface Cables/Hoses
1
ASIOB
2
3
N2
4
O2
5
CNC
6
7
Cutting Table
8
7-44
10
9
Precision Plasma with Electronic Flow Control -
CH4
Air
Ar
SECTION 7
REPLACEMENT PARTS
Item
Number
Part Number
1
Reference
2
21917
21918
21919
21920
21921
56997111
56997112
56997113
0560986745
59667114
56997115
3
Reference
High Freq, Console to EFC
37533
37534
37535
37536
37537
57000419
57000420
57000421
57000422
57000423
57000424
57000425
57000426
22428
21905
22504
21906
22505
21907
10 ft. (3 m), Gas Line Bundle
20 ft. (6 m), Gas Line Bundle
30 ft. (9 m), Gas Line Bundle
60 ft. (18 m), Gas Line Bundle
100 ft. (30 m), Gas Line Bundle
3ft (.9 m), High Freq Cable, EFC/Junction Box
50 ft. (15.2 m), High Freq Cable, EFC/Junction Box
75 ft. (23 m), High Freq Cable, EFC/Junction Box
100 ft. (30 m), High Freq Cable, EFC/Junction Box
125 ft. (38 m), High Freq Cable, EFC/Junction Box
150 ft. (46 m), High Freq Cable, EFC/Junction Box
175 ft. (53 m), High Freq Cable, EFC/Junction Box
200 ft. (61 m), High Freq Cable, EFC/Junction Box
12 ft. (3.6 m), Power Bundle
25 ft. (7.6 m), Power Bundle
40 ft. (12 m), Power Bundle
60 ft. (18 m), Power Bundle
80 ft. (24 m), Power Bundle
100 ft. (30 m), Power Bundle
7
Reference
Work Lead (positive)
8
Reference
Earth Ground Cable
9
57002248
57002249
57002250
57002251
57002252
30 ft. (9 m), Control Lead, Console / Machine I/O
50 ft. (15 m), Control Lead, Console / Machine I/O
75 ft. (23 m), Control Lead, Console / Machine I/O
100 ft. (30.5 m), Control Lead, Console / Machine I/O
160 ft. (49 m), Control Lead, Console / Machine I/O
10
Reference
Primary Power from Wall Disconnect
4
5
6
Description
CNC Interface Cables, 12/c and 18/c flex, see machine schematic
10 ft. (3 m), Control Lead EFC/Junction Box, Standard Cable
20 ft. (6 m), Control Lead EFC/Junction Box, Standard Cable
30 ft. (9 m), Control Lead EFC/Junction Box, Standard Cable
60 ft. (18 m), Control Lead EFC/Junction Box, Standard Cable
100 ft. (30 m), Control Lead EFC/Junction Box, Standard Cable
10 ft. (3 m), Control Lead EFC/Junction Box, Flex Cable
20 ft. (6 m), Control Lead EFC/Junction Box, Flex Cable
30 ft. (9 m), Control Lead EFC/Junction Box, Flex Cable
40 ft. (12 m), Control Lead EFC/Junction Box, Flex Cable
60 ft. (18 m), Control Lead EFC/Junction Box, Flex Cable
100 ft. (30 m), Control Lead EFC/Junction Box, Flex Cable
Precision Plasma with Electronic Flow Control -
7-45
SECTION 7
REPLACEMENT PARTS
Notes:
7-46
Precision Plasma with Electronic Flow Control -
See back of Title Page for revision list.
Customer // Technical Support
(843) 664-4405
(800) ESAB-123 (372-2123)
ESAB Welding and Cutting Products
PO BOX 100545 Ebenezer Road
Florence, SC 29501-0545
http://www.esab.com
ESAB Cutting Systems – Canada
6010 Tomken Road
Mississauga, Ontario Canada L5T 1X9
Phone: (905) 670-0220
Fax: (905) 670-4879
ESAB Cutting Systems GMBH
Robert-Bosch-Strasse 20
Postfach 1128
D-61184 Karben 1
Germany
Phone 011-49-6039-400
Fax 011-49-6039-403-02
http://www.esab.de
Printed in U.S.A