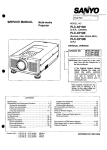
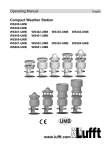
1
SMT Array Design TECH NOTE Building Arrays of SensL SMT Sensors on PCB INTRODUCTION This document focusses on the creation of close-packed arrays of SiPM sensors. It describes the design and test of a 12x12 (144) pixel array using 3mm surface mount (SMT) SiPM. Primarily, the design was carried out to investigate the achievable pixel pitch and planarity when producing arrays using these devices. To evaluate the functionality of the array, it was decided to design the board to have the necessary output to be compatible with the Matrix readout system, which allowed for performance testing of the array. Although the work here uses the MLP type of SMT sensor package, all of the information applies equally to the creation of arrays using SensL TSV parts. 1. SENSL SMT PACKAGES This document contains information necessary for the user to create close-packed, 1D or 2D arrays of SensL surface mount (SMT) compatible sensor packages; either the micro leadframe package (MLP) or through-silicon via (TSV) parts. The MLP-SMT products have a part number with the suffix “-SMT“, whereas the TSV-SMT is denoted by “-TSV“. Figure 1 below shows examples of each package type. Figure 1, MLP-SMT parts (left) and TSV-SMT parts (right) SensL © 2012 1 SMT Array Design TECH NOTE 2. HANDLING OF MOISTURE SENSITIVE MLP-SMT AND TSV-SMT DEVICES 2.1 Applicable Documents IPC/JEDEC J-STD-020; IPC/JEDEC J-STD-033. 2.2 Storage Conditions SMT devices (both MLP and TSV) are moisture sensitive. Moisture can diffuse into the package from atmospheric humidity. Surface mount soldering of the SMT packages to PCBs exposes the entire package body to temperatures up to 260OC. Rapid expansion of trapped moisture during this process can result in package cracking, delamination of critical interfaces within the package or damaged bond wires. Parts are shipped in moisture barrier bags (MBBs). Unopened MBBs shall be stored at temperature below 40OC with humidity below 90%RH. After the MBB has been opened, the devices must be reflow soldered within a specific time period, as defined by the moisture sensitivity level (MSL). The MSL for SensL parts are shown in Table 1. The parts must be baked according to J-STD-033, table 4.1 if any of the following occurs: 1. The parts are not reflow soldered within the given time period after opening the MBB. 2. The MBB is expired (according to the packing date and conditions on the label). 3. The humidity indicator card (HIC) shows the moisture level within the MBB has increased beyond the required level. Table 1, MSL values and details SensL Package MSL Exposure time Condition TSV 2 1 year ≤30°C/60% RH MLP 3 168 hours ≤30°C/60% RH More detailed information about storing and handling the SMT parts can be found in the following Tech Note. SensL © 2012 2 SMT Array Design TECH NOTE 2.3 Solder Reflow Conditions MLP and TSV products must be mounted according to specified soldering pad patterns. Refer to the product User Manual for details (e.g. UM-MicroC.pdf). Solder paste (we recommend using no-clean solder paste) must be evenly applied to each soldering pad to insure proper bonding and positioning of the component. After soldering, allow at least three minutes for the component to cool to room temperature before further operations. Solder reflow conditions must be in compliance with J-STD-20, table 5.2. This is summarized in Figure 2. The number of passes shall not be more than 2. Solder Reflow Profile 300 Max 260OC Temperature (OC) 250 217OC Max 4OC/sec 200 Max 10sec at 260OC 180OC 60~100sec 150 60 to 120 sec 100 50 0 0 50 100 150 200 250 300 Time (sec) Figure 2, Solder reflow profile for the MLP-SMT and the TSV-SMT parts SensL © 2012 3 SMT Array Design TECH NOTE 3. ARRAY BUILD CONSIDERATIONS The following key parameters should be taken into account when seeking a vendor to assemble the MLP or TSV array, to ensure the best quality. •Planarity • Minimum gap between sensor parts (fill factor) • Component placement accuracy • Board material • Handling to the applicable MSL specifications (see page 2) 3.1 Planarity The planarity is a measurement of how flat the board is. It is the deviation from 2 diagonal points as a percentage of the diagonal measurement. For example, if two corners of a 30mm x 40mm board deviate by 0.4mm then the planarity is: 0.4/50 = 0.8 (Diagonal of board is 50mm) An example of good values for the key parameters are as follows: Planarity Minimum gap Component placement 0.09% to 0.53% 0.2mm +/-25um SensL © 2012 4 SMT Array Design TECH NOTE 4. TEST ARRAY ELECTRONICS DESIGN A test array mounted on PCB was fabricated using SensL MLP packaged sensor parts. The array layout was designed to be compatible with the SensL Matrix System, that could be used for evaluation. Figure 3 Figure 3 shows one of 9 blocks designed to replicate the function of the 4x4 array used on the Matrix system detector head, with each element representing an Micro-30035-SMT sensor. The 16 cathodes (N) of each 4x4 block of devices are connected together to create the 9 ARRAY signal lines. The corresponding anode (P) outputs of each 4x4 block of devices are connected together to create 16 PIXEL signal lines. The positive bias is applied to the ARRAY side of the device. However, with alternative readout electronics, other routing of the signals is possible. SensL © 2012 5 SMT Array Design TECH NOTE Figure 4 Figure 4 shows the ribbon cable connector and thermometer IC. This is identical to the circuit used for the Matrix system detector head. Hence the board is electrically identical to the Matrix system detector head. SensL © 2012 6 SMT Array Design TECH NOTE 5. MANUFACTURING THE TEST ARRAY Figure 5 shows the engineering drawing of the Micro-30035-SMT devices which was used for the test array. The MLP package is nominally a 4mm x 4mm square housing the SiPM die of 3.16mm x 3.16mm. The information below could also apply to an array based on the TSV parts, using CAD and pin-out information from the relevant product User Manual. The manufacturing challenge for this project was two-fold: 1. MLP Device Spacing - manufacture a board with the devices as close as possible to ensure the best possible fill factor. 2. Planarity - manufacture the board with best planarity measurement as possible Figure 5 Table 2 - Pad Numbering for the Micro-300XX PAD 1 2 3 4 Connection M-Series B- or C-Series Cathode Anode Fast Output Fast Output Anode Cathode Not Connected Not Connected Common practice would be to ground any floating pins such as the NC pin (#4). Grounding the pin helps shielding and keeps noise interference from external sources (EMI/RF) down but it may also be left floating without issue. In the production of the PCBs discussed in this document, the NC pin was grounded. In addition, it should be ensured that the assembly of the array board takes into account the MSL specifications of the devices. SensL © 2012 7 SMT Array Design TECH NOTE 5.1 MLP Solder Footprint The solder footprint shown in Figure 6 has been shown to work well for the 3mm MLP parts (e.g. Micro-30035SMT). It consists of four square 1.4mm x 1.4mm pads arranged in a square with a pitch of 1.8mm between pad centres (0.4mm gap between pads). Solder footprint information for the TSV parts can be found in the relevant product User Manual. Figure 6 5.2 MLP Device Spacing The MLP devices are cut from strips with a cut accuracy of +/-50um. Therefore, if the parts were placed with 100um spacing there could be extreme cases where the devices could touch. Therefore, to ensure that there would always be a minimum spacing of 100um, a component spacing of 200um was chosen. Figure 7 shows how this results in a variable gap between the devices ranging from 100um to 300um. Regardless of this variation in outside package size, the position of the inner die will be fixed. Therefore based on a spacing of 200um the active areas will be 1.04mm apart. This gives an array fill factor of: (3.16)2 / (0.52 + 3.16)2 ~ 75%. Note: The minimum spacing of 200um is too small to allow re-work. Should the user wish to design an array that can be reworked, then a minimum of 500um spacing is recommended. Figure 7 SensL © 2012 8 SMT Array Design TECH NOTE NOTE: The TSV parts are cut with greater accuracy and as a consequence can be placed with a minimum spacing of 100um, although a minimum spacing of 500um is required if the user wishes to allow for rework. 5.3 Planarity The vendor used for the array assembly believed that a simple 6 layer FR4 PCB would be acceptable providing good care was taken during the manufacturing process. The planarity of the resulting array is very much dependent on the process of soldering the devices to the board. It was observed by the vendor that during the re-flow process it was important to hold the boards in a rigid frame to avoid any warping due to the heat process. By designing a specific frame to hold the boards, less than 220um warping diagonally from corner to corner was achieved with relative ease. As the diagonal measurement of the board is 71mm (see Figure 8) this gives a planarity measurement of: 0.22 / 71 = 0.3% This fits well inside the quoted range of 0.09% to 0.53%. Figure 8 SensL © 2012 9 SMT Array Design TECH NOTE 5.4 Detailed Planarity Measurements Prototype boards were manufactured, as shown in Figure 9 (sensor side) and Figure 10 (rear connector side). To fully test the planarity, one of the samples was analyzed using a non-contact optical instrument specifically designed for this type of measurement. The machine first takes the position of each corner of the board and from 2 diagonal lines it calculates the ideal plane. The position of the surface of each sensor pixel is then measured and compared with the ideal plane. An example result from one of the prototype arrays is shown in Figure 11. It displays a value that tells you how close (+ or -) the device is from the ideal plane for each pixel. For example: Pixel 111 Pixel 80 is +0.005mm (5um above the ideal plane) is -0.013mm (13um below the ideal plane) Blue = +ve = ABOVE Green = -ve = BELOW Figure 9 Figure 10 The graph in Figure 12 shows the 144 values placed in 10um bins from -100 to +100um. The results shows the range is -80 to +60 = 140um. SensL © 2012 10 SMT Array Design TECH NOTE 133 134 135 136 137 138 139 140 141 142 143 144 +0.031 +0.004 +0.001 +0.011 -0.012 -0.001 -0.019 -0.018 +0.014 -0.005 -0.019 +0.014 121 122 123 124 125 126 127 128 129 130 131 132 +0.028 +0.029 +0.003 +0.001 +0.007 -0.017 -0.022 +0.020 +0.003 -0.006 +0.019 +0.023 109 110 111 112 113 114 115 116 117 118 119 120 +0.027 +0.019 +0.005 +0.000 -0.009 -0.016 +0.045 -0.014 -0.003 -0.006 +0.024 +0.032 97 98 99 100 101 102 103 104 105 106 107 108 +0.030 +0.020 +0.001 -0.006 -0.009 +0.034 -0.017 -0.017 +0.007 +0.013 +0.036 +0.037 85 86 87 88 89 90 91 92 93 94 95 96 +0.030 +0.013 +0.001 -0.009 +0.052 -0.009 -0.009 -0.014 +0.015 +0.016 +0.034 +0.041 73 74 75 76 77 78 79 80 81 82 83 84 +0.033 +0.015 -0.002 +0.051 +0.003 -0.009 -0.016 -0.013 +0.014 +0.036 +0.031 +0.032 61 62 63 64 65 66 67 68 69 70 71 72 +0.021 +0.005 +0.040 -0.005 -0.012 -0.012 -0.013 -0.006 +0.026 +0.029 +0.005 +0.033 49 50 51 52 53 54 55 56 57 58 59 60 +0.009 +0.049 +0.008 -0.007 -0.013 -0.012 -0.015 -0.01 +0.013 +0.042 +0.026 +0.023 37 38 39 40 41 42 43 44 45 46 47 48 +0.029 -0.001 -0.011 -0.015 -0.026 -0.032 -0.025 -0.016 +0.002 +0.036 +0.021 +0.018 25 26 27 28 29 30 31 32 33 34 35 36 -0.013 -0.011 -0.029 -0.034 -0.041 -0.033 -0.039 -0.027 -0.001 +0.011 +0.028 +0.004 13 14 15 16 17 18 19 20 21 22 23 24 -0.035 -0.038 -0.047 -0.047 -0.058 -0.057 -0.052 -0.044 -0.011 +0.008 +0.023 +0.035 1 2 3 4 5 6 7 8 9 10 11 12 -0.017 -0.021 -0.013 -0.04 -0.072 -0.077 -0.076 -0.072 -0.059 -0.029 -0.006 +0.004 Figure 11 Figure 12 SensL © 2012 11 SMT Array Design TECH NOTE 5.5 Solder Paste To avoid significant voiding under the SMT pads it is important to use the correct type of solder paste. It was found that using a standard solder paste, such as the Qualitek DSP 875 Type3, resulted in significant solder voids formed under the SMT pads. This problem was resolved by using one of two solder pastes: • Multicore WS300 solder paste • Qualitek DSP 875 Type 5 Figure 13 shows how voiding is significantly reduced by using the Qualitek DSP 875 Type 5 solder paste rather than the more standard Type 3 paste. Figure 13 SensL © 2012 12 SMT Array Design TECH NOTE 6. ARRAY TESTING To test the MLP array, the board was connected to a Matrix system and then on to a PC hosting the Matrix system GUI software. For these tests the MLP sensors were of type MicroFM-30035-SMT. 6.1 Basic Pixel Functionality Test The initial test was carried out to prove that each SiPM pixel in the fabricated array functioned correctly. This was carried out using a 3x3x15mm3 LYSO scintillating crystal and the SensL Matrix system software GUI. The crystal was moved from pixel to pixel. Each time the GUI was used to verify that the particular pixel was detecting the intrinsic radioactivity from the Lutetium in the LYSO crystal. 6.2 Cesium-137 Source Energy Resolution Measurement Using a Cs-137 radioactive source (that produces gamma rays of 662keV) and a 3x3x15mm3 LYSO crystal, energy resolution measurements were carried out on 9 different pixels. Figure 14 shows a typical energy plot using the Matrix system GUI. It was found that, in all cases, it was relatively simple to achieve an energy resolution of <12.5%. Figure 14 All specifications are subject to change without notice Rev. 2.1, March 2015 SensL SensL©©2012 2012 www.sensl.com [email protected] +353 21 240 7110 (International) +1 650 641 3278 (North America) 13