1
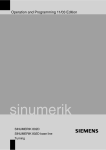
Ciclos de torneamento 03.96 4.4 Ciclo de rebaixo – CYCLE94 Exemplo de programação 4 X Canais Este programa permite produzir um canal( longitudinal, externo). O ponto de partida é do X35 Z60. O ciclo utiliza as correções de ferramenta D1 e D2 da ferramenta T1. A ferramenta para abrir ranhuras tem de ser definida em conformidade com isto. 5° 10° 20° 25 4 30 10 Chamfers 2mm 60 Z DEF REAL SPD=35, SPL=60, WIDG=30, -> Definição dos parâmetros com alocação -> DIAG=25, STA1=5, ANG1=10, ANG2=20, -> de valores -> RCO1=0, RCI1=-2, RCI2=-2, RCO2=0, -> -> FAL1=1, FAL2=1, IDEP=10, DTB=1 DEF INT VARI=5 N10 G0 G90 Z65 X50 T1 D1 S400 M3 Ponto inicial antes do início do ciclo N20 G95 F0.2 Especificação dos valores tecnológicos N30 CYCLE93 (SPD, SPL, WIDG, DIAG, -> -> STA1, ANG1, ANG2, RCO1, RCO2, -> -> RCI1, RCI2, FAL1, FAL2, IDEP, -> -> DTB, VARI) N40 G0 G90 X50 Z65 Chamada do ciclo N50 M02 Fim de programa Próxima posição -> tem de ser programado em um bloco 4-222 Siemens AG 2000 All rights reserved. SINUMERIK 840D/840Di/810D/FM-NC Instr. de programação. Ciclos (PGZ) - 04.00 Edição