1
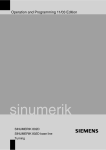
4 Ciclos de torneamento 03.96 4.9 Refazer rosca (SW 5.3 e mais velhos) 4 NSP (Offset ponto de partida) Sob este parâmetro, é possível programar o valor de ângulo, que determina o ponto de entrada da primeira espira de rosca na periferia da peça a ser torneada. Trata-se de uma deslocação do ponto inicial. O parâmetro pode conter valores entre 0.0001 e +359.9999 graus. Se não estiver especificada uma deslocação do ponto inicial, ou seja, o parâmetro tenha sido omitido na lista de parâmetros, começará a primeira espira de rosca automaticamente na marca de zero graus. PP1, PP2 e PP3 (passo da rosca) Por meio destes parâmetros, especifica-se o passo de rosca dos três segmentos da cadeia de roscas. O valor de passo tem de ser introduzido como um valor paralelo ao eixo sem sinal. VARI (tipo de trabalho) Por meio do parâmetro VARI, especifica-se se a usinagem dever ser exterior ou interior, e com qual das tecnologias relativamente à aproximação aquando do desbaste será trabalhada. O parâmetro VARI pode conter valores entre 1 e 4 com o significado seguinte: Infeed with constant infeed depth Infeed with constant cross-section of cut 4-258 Valor Exterior/Interior Aprox. constante/Seção de aparas constante 1 Exterior Aproximação constante 2 Interior Aproximação constante 3 Exterior Seção de corte constante 4 Interior Seção de corte constante Siemens AG 2000 All rights reserved. SINUMERIK 840D/840Di/810D/FM-NC Instr. de programação. Ciclos (PGZ) - 04.00 Edição