1
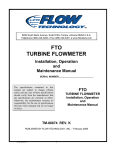
Manual De Instalación Y Mantenimiento De Operaciones Página 2 TABLA DE CONTENIDOS I. INTRODUCCIÓN. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4 DESCRIPCIÓN DEL PRODUCTO . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4 SISTEMA DE NUMERACIÓN DE PARTES . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-8 II. INSTALACIÓN RECIBO Y PREPARACIÓN. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9 ACTUADORES. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9 ORIENTACIÓN. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9 SOLDADURA, LIBERACIÓN DE TENSIÓN Y INSULACION. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9 PROCEDIMIENTOS POSTERIORES AL INSULACION. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10 III. OPERACIÓN LUBRICACIÓN . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10 TABLAS DE TORQUE. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10 ROTACIÓN Y POSICIÓN DEL VÁSTAGO . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11 ACTUADORES. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11 IV. MANTENIMIENTO DESMONTAJE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11-12 REPARACIÓN Y REAJUSTE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13 ALTURAS DE LOS RESORTES BELLEVILLE. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13 NUEVO REMONTAJE. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14 INSTALACIÓN DEL ACTUADOR . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14 SELLO DE PRESIÓN . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15 BRIDA DE LA BOLA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15 DISTANCIA DE CERRAJE PARA VALVULAS DE FOROS GRANDES . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16 SEPARACIÓN DE LOS RESORTES BELEVILLE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16 MONTAJE COMPLETO . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18 V. PRUEBAS RESOLUCIÓN DE PROBLEMAS. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19 PLANIFICACIÓN DEL INVENTARIO DE PARTES. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19 REPUESTOS RECOMENDADOS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19 CENTROS DE SERVICIOS AUTORIZADOS POR FÁBRICA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 20 Página 3 INTRODUCCIÓN El objetivo de este manual es describir los procedimientos para garantizar una instalacion segura y exitosa, operación y mantenimiento de la válvula de bola con asiento metálico para una vida útil libre de problemas. Si se presentaran dificultades en la operación o el mantenimiento de las válvulas de ValvTechnologies, estas deberán dirigirse al establecimiento de reparaciones o distribuidor autorizado de ValvTechnologies, Inc., o a su establecimiento de Houston. Falla de utilizar los canales indicados puede invalidar la garantia. DESCRIPCIÓN DEL PRODUCTO Válvulas Forjadas De Alta Presión Base de Montaje del Actuator Resortes del Collar del Empaque a Carga-Viva Collar del Empaque Empaque Vástago de una pieza a prueba de expulsión Resorte Belleville de carga elevada Guía del asiento “aguas arriba” Bola con recubrimiento duro Resorte Belleville de carga elevada Asiento integral con recubrimiento Sello del cuerpo duro Resortes del Collar del Empaque a Carga-Viva Empaque Vástago de una pieza a prueba de expulsión Guía del asiento “aguas arriba” Collar del Empaque Base de Montaje del Actuator Resorte Belleville de carga elevada Resorte Belleville de carga elevada Guía del asiento “aguas arriba” Asiento integral con recubrimiento duro Página 4 Bola con recubrimiento duro Válvulas bridadas de baja presión SISTEMA DE NUMERACIÓN PARA PARTES DE VÁLVULAS DE BOLA SERIE V1 PARA VÁLVULAS INSTALADAS DURANTE Y ANTES DEL 2010 Ejemplo: B — 3 — C6 — RF — FP — LV — 2 1 2 3 4 5 6 7 1 TIPO DE VÁLVULA A = Bidireccional B = Estándar C = Trim de Control X = Xactrol D = Unidireccional de doble bola 4 TIPO DE CONEXIONES FINALES SW = Soldadura a encaje BW = Soldadura a tope SC = Roscada (NPT) BL = Ciega RF = Brida RF RJ = Brida RTJ FF = Brida de Cara Plana XA = Especial 7 2 5 3 CLASE DE PRESIÓN SEGÚN ESTÁNDAR ANSI 3 = 150# O = 2500# 5 = 300# A = 3500# 6 = 600# B = 4500# 2 = 800# C = 5000# 7 = 900# 8 = 1500# 9 = 2000# TAMAÑO DEL PUERTO STD = Foro estándar FP = Foro Completo RP = Foro Reducido TAMANO DE VALVULA Tamano Nominal de la Valvula en Pulgadas 1/4" - 4" Página 5 6 CÓDIGO DE GUARNICIÓN Consulte la planilla de código del trim ACTUACIÓN Operado por palanca LV = Fundida150# - 600# Forjada 900# y superior LC = Fundida 900# y superior LF = Forjada 150# - 600# Valvulas Sin Actuador BS = Fundida150# - 600# Forjada 900# y superior BC = Fundida 900# y superior BF = Forjada 150# - 600# SISTEMA DE NUMERACIÓN PARA PARTES DE VÁLVULAS DE BOLA SERIE V1 PARA VÁLVULAS INSTALADAS DURANTE Y DESPUES DEL 2010 Ejemplo 1 - Válvula sin soldadura a tope: Ejemplo de número de parte: V3C6-RF-FP-L007-001QA-RDM Descripción de la válvula:Válvula de bola de ¾" ANSI 150# con bridas RF de foro completo con operador de palanca. Codigo del Trim C6001 Ejemplo 1- Desglose del número de partes para diseños sin soldadura a tope: V A 3 B C6 C RF D FP E L F 7 G 1 H QA I RDM J Ejemplo 2 - Válvula con soldadura a tope: Ejemplo de número de parte:V7C6-BW-FP-L007-001QA-RDM Descripción de la válvula:Válvula de bola de ¾" ANSI 900# con soldadura a tope y foro completo con operador de palanca Codigo del Trim C6001. Según la tabla de ingeniería (EChart) 1110, el tamaño del foro es de ⅝" y la conexión final está preparada para un tubo de ¾" de Cédula 160. Ejemplo 2- Desglose del número de partes para diseños con soldadura a tope: V A 7 B C6 C BW D FP E L F 7 G 001 H QA I RDM J Ejemplo 3 - Válvula con soldadura a tope: Ejemplo de número de parte: V7C6-DW-FP-L007-001QA-RDM Descripción de la válvula:Válvula de bola de ¾" ANSI 900# con soldadura a tope y foro completo con operador de palanca. Codigo del Trim C6001. Según la tabla de ingeniería (EChart) 1110, el tamaño del foro es de ⅝" y la conexión final está preparada para un tubo de ¾" de Cédula 80 XS (extra fuerte). Ejemplo 3 - Desglose del número de partes para diseños con soldadura a tope: V A 7 B C6 C DW D FP E L F 7 G 1 H QA I RDM J A. Tipo de válvula H - Válvula de muñón forjado de tres piezas TrunTech - Entrada lateral K - Válvula de Cheque N - Válvula de muñón de dos piezas Nextech - Entrada lateral P - Válvula de compuerta de corredera paralela T - Válvula de muñón de una pieza TrunTech / NexTech - Entrada superior V - Serie VI - Diseno de Asiento Suportado sin Munon X - Xactrol (consulte la tabla de ingeniería 1086) Z - Válvula Electronica de alivio (consulte la tabla de ingeniería 1105) Válvula de aislamiento ERV (válvula eléctrica de alivio) (consulte la tabla de ingeniería 1126) Página 6 SISTEMA DE NUMERACIÓN PARA PARTES DE VÁLVULAS DE BOLA SERIE V1 PARA VÁLVULAS INSTALADAS DURANTE Y DESPUES DEL 2010 B. Clase de presión según el estándar de ANSI 3 150# W 150# - 600# 4 400# X 900# - 2500# 5 300# Y 3500# - 4500# 6 600# C API 2000 2 800# D API 3000 7 900# E API 5000 8 1500# F API 30 000 9 2000# F API 10 000 0 2500# G API 15 000 A 3500# H API 20 000 B 4500# C. Codigo del Trim (consulte la Planilla del Codigo del Trim, tabla de ingeniería 1049 para Nextech) (consulte la Planilla del Codigo del Trim, tabla de ingeniería 1049 para Nextech) (consulte la Planilla del Codigo del Trim, tabla de ingeniería 1048 para Válvula con compuerta de corredera paralela PSG) Solo se ingresan los 2 primeros dígitos del Codigo del Trim y esto designa los materiales y recubrimientos del cuerpo, la bola y la brida del cuerpo. Por ejemplo, para el Codigo del Trim C6001, solo se ingresa "C6". D. Tipo de conexión final (entrada y salida) AA Brida por API-6A x API-6A BR Soldadura a tope x Cara realzada LL Ciega x Ciega BJ Soldadura a tope x Junta tipo anillo ?W Soldaduras a tope (consulte más adelante para los tubos ISO y la tabla de ingeniería 1002 para todos los demás) BS Soldadura a tope x Soldadura a encaje FF Brida Cara Plana x Brida Cara Plana BC Soldadura a tope x Roscada (de conformidad con NPT) GG Conexion Grayloc x Conexion Grayloc RS Cara realzada x Soldadura a encaje PP Tubo de extensión x Tubo de extensión SB Soldadura a encaje x Soldadura a tope RF Brida RF x Brida RF SP Soldadura a encaje x Tubo de extensión JJ Brida RTJ x Brida RTJ SC Soldadura a encaje x Roscada (en conformidad con NPT) SW Soldadura a encaje x Soldadura a encaje CS Roscada (en conformidad con NPT) x Soldadura a encaje CC Roscada (en conformidad con NPT) x Roscada XX Especial x Especial RC Brida RF x Roscada (NPT) WF Wafer x Wafer HH RCon x RCon Extremos preparados con soldadura a tope: Cuando se designa a las válvulas con una conexión final de soldadura a tope, se utiliza la siguiente lógica para determinar el código de Soldadura a tope de 2 dígitos. • El primer dígito denota el D.I. y el D.E. del tamaño de la preparación de extremo con soldadura a tope. • El segundo dígito será "W", lo cual indica que es una preparación de extremo con soldadura a tope. • Los extremos con soldadura a tope para tuberías ISO llevarán los siguientes códigos. • XXS (doble extra fuerte) - Código "A" • Cédula 160 - Código "B" • Cédula 120 - Código "C" • Cédula 80 XS (extra fuerte) - Código "D" • Cédula 40 STD (estándar) - Código "E" • Para todos los demás, consulte la tabla de ingeniería (EChart) 1002 Página 7 SISTEMA DE NUMERACIÓN PARA PARTES DE VÁLVULAS DE BOLA SERIE V1 PARA VÁLVULAS INSTALADAS DURANTE Y DESPUES DEL 2010 E. Tamaño del Foro / Geometría del Trim FP Foro completo ST Foro estándar XX Foro especial RP Foro reducido I J Números aleatorios para singularidad Los números aleatorios son típicamente números de 3 dígitos. • Número inicial - 001 • Número final - 999 • Valor de inventario - 00T • Válvula de muestra para venta - 00Y F Actuación Las válvulas se encuentran equipadas en las formas de vástago descubierto, con operación por palanca o con operación por rueda manual. Al montar un actuador de engranaje cónico manual, eléctrico, neumático o hidráulico, seleccione la opción de vástago descubierto. B Vástago descubierto E Eléctrico L Operado por palanca G Caja de engranajes W Rueda manual H Hidráulico P Neumático Índice de calidad (tabla de ingeniería 1099) El primer dígito del número aleatorio se puede modificar usando letras como se muestra a continuación para configuraciones de válvula específicas. G. Tamaño normal de válvula en pulgadas Para válvulas de extremo ciego utilice un designador de calibre como se indica a continuación: Calibre 3/8" -00A Calibre 5/8" -00B Calibre 1 1/16" -00C Calibre 1 1/2" -00D Calibre 2 1/2" -00E Calibre 3 1/16" -00F Calibre 3 1/2" -00G Calibre 4 1/16" -00H Calibre 5 1/8" -00J Calibre 6 1/16" -00K Calibre 7 1/8" -00L Calibre 8 1/16" -00M H Índice de materiales (consulte la Planilla de código de guarnición, tabla de ingeniería 1053). Solo se ingresan los 3 últimos dígitos del Código de guarnición y esto designa los materiales y recubrimientos para todos los componentes internos. Por ejemplo, para el código de guarnición C6001, solo se ingresa "001". A - Tech 17 (recubrimiento) B - Bidireccional C - Cubiertas interiores/exteriores D - El extremo de salida no coincide con el extremo de entrada E - MCE G - Ciclo alto H - Hemlock* K - Herramientas de palanca resistentes a la corrosión L - Bloqueo y purga M - Múltiples válvulas P - Puertos de purga S - Sistema de desvío de válvula V - Configuración de puerto en "V" W - Superposición de soldadura X - ValvXpress Z - Especial (consulte el Memorándum para instrucciones especiales) HHemlock* Todas las válvulas Hemlock de 1,06" y mayores serán válvulas bidireccionales y todas las válvulas Hemlock requerirán una limpieza según el procedimiento. Ejemplo de número de parte: V7C6-CW-FP-H100-001QA-P01 Descripción de la válvula: Válvula de 10" ANSI 900# con soldadura a tope, preparada para tubo de Cédula 120 y puerto completo con operador hidráulico y puertos de purga. Tablas de ingeniería (ECharts) disponibles según la solicitud. Página 8 INSTALACIÓN PROCEDIMIENTO DE RECEPCIÓN Y PREPARACIÓN 1. Quite la protección del empaque. 2. Inspeccione la válvula para detectar posibles daños causados durante el transporte. 3. Inspeccione el orificio de la válvula y quite todo residuo. 4. Haga girar la válvula para buscar posibles daños de recubrimiento en la bola. ACTUADORES ¡ADVERTENCIA! ¡IMPORTANTE! ¡PRECAUCIÓN! LAS VÁLVULAS NUNCA DEBEN USARSE COMO UN COMPONENTE ESTRUCTURAL. Las válvulas equipadas con actuador eléctrico deben girarse hasta la posición de medio tramo antes de ponerse en funcionamiento conectadas a una fuente de energía. SOLDADURA, LIBERACIÓN DE TENSIÓN Y AISLAMIENTO ¡PRECAUCIÓN! ¡PRECAUCIÓN! La válvula debe encontrarse abierta durante la soldadura. Una temperatura excesiva y una técnica incorrecta de aislamiento o liberación de la tensión pueden dañar la válvula e invalidar la garantía. Se recomienda el uso de escudos de radiación si existe la posibilidad de daños al actuador por calentamiento. Se debe tener cuidado para minimizar la escoria de la soldadura y las salpicaduras dentro de la válvula. No produzca arcos sobre la válvula. Los actuadores no deben montarse, removerse, ajustarse o reinstalarse a o desde las válvulas de ValvTechnologies a menos que esto sea hecho por personal entrenado de ValvTechnologies. 800 °F MÁX. 1100 °F MÁXIMO NO LIBERAR TENSIÓN La liberación de tensión localizada es una opción aceptable; no libere la tensión en horno sin consultar a Ingeniería de ValvTechnologies. ¡PRECAUCIÓN! Está prohibido el aislamiento de la válvula durante la liberación de tensión. Se aconseja un aislamiento de servicio de la válvula si se espera que las válvulas experimenten diferenciales de temperatura mayores que 400 °F (205 °C). ORIENTACIÓN ¡PRECAUCIÓN! NOTA: Al instalar las válvulas la FLECHA DE FLUJO debe apuntar de presión alta a presión baja con la válvula en la posición cerrada de aislamiento. En forma alternativa, el extremo de presión alta estará marcado. El extremo de presión alta se define como aquel extremo con la mayor presión cuando la válvula está en la posición cerrada de aislamiento. ¡PRECAUCIÓN! No se debe aplicar aislamiento sobre la parte plana del cuerpo de la válvula. A este nivel Las válvulas están diseñadas para el aislamiento de presión unidireccional (a menos que se ordene como bidireccional) - consulte con la fábrica cuando existan condiciones de presión inversa. Página 9 PROCEDIMIENTOS POSTERIORES AL AISLAMIENTO El sistema de tuberías debe limpiarse y enjuagarse. Se deben observar el interruptor de límite y el indicador de posición mientras se hace que la válvula complete varios ciclos. ¡PRECAUCIÓN! Nunca deben usarse las válvulas ni los bloques de válvulas como componentes de carga ni usarse como partes de una estructura de carga. OPERACIÓN LUBRICACIÓN DE LA VÁLVULA • • • • La válvula de bola con asiento metálico NO requiere lubricación interna. Están permitidos el reajuste del cuerpo (con el sistema despresurizado) y el atornillado de la empaquetadura si ocurrieran filtraciones en estas áreas. En las Tablas 1 y 2 se presentan los valores de torsión requeridos. Se requiere el uso de grasa antiadherente a base de cobre para la lubricación de los pernos y grasa antiadherente de disulfuro de molibdeno (o equivalente) para la lubricación de empaquetaduras. TABLA 1 - VALORES DE TORSIÓN DE TORNILLOS PARA EL CUERPO TAMAÑO DE TORNILLO PULGADAS (mm) TORSIÓN pie-libra (Nm) B7 B8M 5/16 12 (16) 3 (4) 3/8 20 (27) 6 (8) 7/16 35 (47) 10 (14) NOTA: Debido a la superficie de sellado de metal a metal de las válvulas de ValvTechnologies, las torsiones operativas son considerablemente mayores que las de otras válvulas de bola con asiento suave similares. TABLA 2 - TORSIÓN DE LA EMPAQUETADURA 1/2 50 (68) 15 (20) 9/16 75 (102) 20 (27) 5/8 100 (136) 30 (41) 3/4 175 (237) 50 (68) 7/8 500 (678) 80 (108) PASO DE ROSCA pulgadas (mm) 1 425 (576) 120 (163) 1/4 - 20 (6) 1 1/8 600 (813) 175 (237) 1 1/4 850 (1152) 245 (332) 1 3/8 1100 (1491) 1 1/2 1500 (2034) 1 5/8 1900 (2576) 1 3/4 1 7/8 2 DIÁMETRO DEL PERNO DIÁMETRO NOMINAL DE BOLA VALOR DE TORSIÓN pie-libra (Nm) DIÁMETRO TORSIÓN DE INTERNO EMPAQUETADURA pulgadas (mm) NUNCA SUPERAR 3/8 (10) 30 (3.4) 40 (4.5) 5/16 - 18 (8) 5/8 (16) 48 (5.4) 60 (6.8) 5/16 - 18 (8) 1 - 1/16 (27) 48 (5.4) 60 (6.8) 330 (447) 3/8 - 16 (10) 2 - 1/8 (54) 84 (9.5) 105 (11.9) 430 (583) 3/8 - 16 (10) 3 - 1/16 (78) 84 (9.5) 105 (11.9) 550 (746) 3/8 - 16 (10) 4 - 1/16 (103) 84 (9.5) 105 (11.9) 2400 (3254) 700 (949) 7/16 - 14 (11) - 132 (14.9) 165 (18.7) 3000 (4067) 850 (1152) 1/2 - 13 (13) 5 - 1/8 (130) 204 (23.1) 225 (25.5) 3700 (5017) 1000 (1356) 1/2 - 13 (13) 6 - 1/16 (154) 204 (23.1) 225 (25.5) 3 11500 (15592) 3700 (5017) 9/16 - 12 (14) - 252 (28.5) 315 (35.6) 3 1/2 18400 (24947) 5800 (7864) 5/8 - 11 (16) - 396 (44.8) 495 (56.0) NOTA: Los valores corresponden al atornillado B8M, clase 1. Página 10 DIRECCIÓN DE ROTACIÓN DEL VÁSTAGO E INDICACIÓN DE POSICIÓN DE LA VÁLVULA Todas las válvulas de bola de ValvTechnologies (a enos que se especifique lo contrario) se deben operar en el sentido de las agujas del reloj para cerrarse y en el sentido contrario a las agujas del reloj para abrirse. Las ruedas manuales y palancas típicas de las válvulas requieren 80 pies/libras (335 N) de fuerza manual para funcionar. Las operadas por palanca se muestran como abiertas cuando el mango se encuentra en el mismo eje que el orificio de la válvula. La válvula indica "cerrado" cuando el mango se encuentra a 90SDgr del orificio de la válvula. El vástago, la empaquetadura y la bola (y, en algunos casos, también la manga de desplazamiento) llevan marcas como las que se muestran abajo. Las marcas se alinean hacia la izquierda de la válvula si esta está cerrada, cuando se mira el vástago hacia abajo en dirección de la corriente (aguas abajo). En las válvulas actuadas y operadas con engranaje, una flecha muestra la posición de la válvula. 80 libras para CERRAR OPERACIÓN DEL ACTUADOR Se debe instalar, operar y mantener los actuadores de válvulas de acuerdo con las instrucciones escritas de su fabricante. En caso de conflicto entre dichas instrucciones y las contenidas en este manual, se debe contactar a un distribuidor autorizado de ValvTechnologies o al establecimiento de Houston de ValvTechnologies. MANTENIMIENTO DESMONTAJE ¡ADVERTENCIA! EL DESMONTAJE Y LAS REPARACIONES DE LAS VÁLVULAS Y DE LOS BLOQUES DE VÁLVULAS DE VALVTECHNOLOGIES POR PERSONAL NO AUTORIZADO PUEDEN SER PELIGROSOS Y PUEDEN INVALIDAR LAS GARANTÍAS. ¡PRECAUCIÓN! Durante el desmontaje se deben tomar extremas precauciones para no dañar las superficies de acoplamiento, empaque o sellado. ¡PRECAUCIÓN! Se debe remplazar el empaque si las tuercas de la empaquetadura están sueltas. Solo se debe usar empaque aprobado de ValvTechnologies. Página 11 DESMONTAJE (CONTINUADO) 1. Se debe completar el ciclo de la válvula para cerrarla. 2. La orientación y la posición deben estar marcadas en los componentes de la válvula; en particular, el lado de la bola debe coincidir con el asiento o el inserto de carburo (si corresponde), antes de la extracción. 3. Las marcas deben ser indelebles al proceso de limpieza de la válvula, pero no deben dañar las partes (es decir, NO ESTAMPAR). ¡PRECAUCIÓN! 6. Quite la junta o sellado, de acuerdo con el diseño de la válvula 9. Extraiga las tuercas y los resortes de la empaquetadura y también la empaquetadura. 7. Quite la junta del cuerpo. (si corresponde) 10.Extraiga el vástago. Las bolas coinciden con las tapas del extremo; estos pares coincidentes no se deben separar o intercambiar. 11.Quite el empaque usando un extractor de empaque o similar. 8. Extraiga la bola después de marcar la orientación y protéjala de posibles daños. 4. Sin aplicar fuerza excesiva, extraiga el bloque del actuador en forma completa. 5. Extraiga las tuercas del cuerpo y separe el cuerpo de la tapa del extremo. 12.Inspeccione TODOS los componentes, note los defectos y remplácelos de ser necesario. Luego desengráselos usando un solvente para volver a montarlos. ¡PRECAUCIÓN! No se permite la limpieza por chorro de arena dado que puede destruir o dañar superficies cruciales. Página 12 REPARACIÓN Y REAJUSTE Antes del nuevo montaje, se deben remplazar o inspeccionar y verificar que sean aceptables todos los siguientes componentes: • • • Empaque Junta o sello del cuerpo Resorte Belleville: debe remplazarse si se deforma o colapsa por debajo de los valores de la Tabla 3. • Bola y asiento Si no hay daños evidentes, la bola puede volver a encastrarse al asiento por medio de alguno de los métodos detallados a continuación: • Si no se pueden volver a encastrar la bola, la tapa del extremo o el inserto de carburo (si corresponde), el asiento debe rectificarse, recubrirse y volver a encastrarse a la nueva bola. Esto se debe realizar a través de un centro de servicio aprobado de ValvTechnologies. • El asiento puede ser reajustado varias veces, dado que la tapa del extremo incorpora un diseño de tolerancia de la cara al reajuste. Contacte a ValvTechnologies para conocer los Rangos de tolerancia MOB. Otros componentes de la válvula: • En general, estos pueden limpiarse y ponerse nuevamente en servicio. • Si es necesario un reajuste, consulte al Departamento de Ingeniería de ValvTechnologies. • Se deben remplazar los pernos, las tuercas y los resortes que estén dañados o deteriorados con componentes aprobados de ValvTechnologies. • • • • • La bola se encastra a la tapa del extremo usando un compuesto de diamante de 3 micrones. La bola se debe mover en un movimiento en forma de ocho contra la tapa del extremo. La tapa del extremo se debe sostener y rotar (a 30 r.p.m.) en una mesa giratoria. Si no hay una mesa giratoria disponible, la tapa del extremo se debe ubicar en una superficie sólida y limpia y se debe rotar a mano durante el encastre. Se debe probar el sello entre la bola y la tapa del extremo deslizando la superficie de acoplamiento de la bola limpia contra el área de sellado limpia de la tapa del extremo. Si aparece una franja intacta visible, el sello es aceptable. TABLA 3 ALTURAS DE LOS RESORTES BELLEVILLE CALIBRE NOMINAL ALTURA DEL RESORTE - pulg. (mm) (pulgadas) MÍNIMA MÁXIMA 3/8 .065 (1.651) .080 (2.032) 5/8 .110 (2.794) .126 (3.2) 1-1/8 .135 (3.429) .150 (3.81) 1-1/2 .135 (3.429) .160 (4.064) 2-1/8 .220 (5.588) .240 (6.096) 3-1/16 .265 (6.731) .290 (7.366) 3-1/2 .350 (8.890) .362 (9.195) 4-1/16 .320 (8.128) .340 (8.636) 5-1/8 .430 (10.922) .460 (11.684) 6-1/16 .500 (12.7) .530 (13.462) 7-1/8 .400 (10.16) .430 (10.922) 8-1/16 .460 (11.684) .500 (12.7) 10-1/16 .640 (16.256) .680 (17.272) 12-1/6 .760 (19.304) .800 (20.32) 13-1/4 .790 (20.066) .830 (21.082) 15-1/4 .890 (22.606) .930 (23.622) 17-1/4 1.080 (27.432) 1.160 (29.464) 19-1/4 .860 (21.844) 1.020 (25.908) 21-1/4 1.390 (35.306) 1.460 (37.084) NOTA: Si las dimensiones no se encuentran dentro de este rango, se necesita aprobación de ValvTechnologies, Inc. Engineering en forma previa al montaje. Página 13 NUEVO MONTAJE ¡PRECAUCIÓN! NOTA: Solo se deben usar componentes aprobados de ValvTechnologies en la válvula que se monta nuevamente. Se recomienda que todas las partes y superficies internas de acero de carbono de la válvula se recubran con aceite de motor nuevo/limpio y ligero. 1. Se debe colocar el cuerpo sobre su brida de entrada, eje pinzado o extremo soldado, con la cavidad del cuerpo hacia arriba. 4. Remplace el empaque del vástago y la empaquetadura. NOTA: La marca de la empaquetadura estará a la izquierda de la válvula. 5. Instale los resortes de la empaquetadura de forma tal que sus cabezas cónicas estén enfrentadas la una a la otra. Se deben ajustar a mano los resortes de la empaquetadura. 2. Se debe insertar el vástago en el orificio para el vástago desde el costado de la cavidad del cuerpo. NOTA: Siempre recubra ambos extremos de las tuercas de la empaquetadura con un lubricante antiadherente a base de cobre para lograr una tensión y protección contra la corrosión del perno correctas. NOTA: La marca en la parte superior del vástago debe quedar a la izquierda de la válvula, cuando se mira el vástago hacia abajo en dirección de la corriente (aguas abajo). 3. Se debe orientar el vástago de forma tal que las partes planas de la lengüeta queden paralelas al orificio. NOTA: Las áreas de contacto del empaque del vástago se deben recubrir con grasa antiadherente de disulfuro de molibdeno. Página 14 6. Presione el vástago contra el cuerpo usando una clavija para vástago. 7. Ajuste de manera uniforme las tuercas de la empaquetadura al valor especificado de torsión (consulte la Tabla 2). NOTA: Una clavija para vástago es un perno de doble rosca o un objeto suave (plástico o latón). Instalación del actuador 8. Monte el actuador, palanca o soporte de montaje según sea necesario. Tanto el actuador como la válvula deben encontrarse en posición de cerrado. ¡PRECAUCIÓN! Se debe tener extrema precaución al reinstalar un actuador. Se DEBE prevenir que el vástago se desplace hacia adentro de la bola. 9. Todas las placas adaptadoras para el operador suministradas por ValvTechnologies tienen un orificio hecho a máquina en el centro de la placa. Cuando se monta la placa a la válvula, este orificio y el eje deben ser concéntricos antes de ajustar los tornillos que mantienen unidas la placa de montaje y la válvula. Luego de ajustar los tornillos se debe verificar nuevamente que sean concéntricos. Cualquier error de alineación en la válvula por parte del operador puede comprometer al operador, lo que puede causar daños ya sea a la válvula o al operador. 13. Mida las dimensiones de encaje de montaje críticas NOTA: Esta medición solo se requiere en las válvulas que tienen un sellado de cuerpo metálico. Separación del sello de presión 14. Ubique el cuerpo con el final de la tapa del extremo hacia arriba. Con cuidado, alinee el sello de presión para que esté paralelo a la cara del cuerpo. Con mucho cuidad, coloque la tapa del extremo sobre el cuerpo y el sello de presión. Todo debe estar en posición horizontal. 15. Verifique la distancia en el cuerpo (separación del sello de presión). Consulte la Tabla 4. Si la distancia se encuentra fuera del margen de tolerancia, se puede usar un cuerpo de mayor tamaño. ¡PRECAUCIÓN! Si la guía del operador no se desliza sin esfuerzo hacia la válvula, se deben inspeccionar el vástago, la llave y, de ser necesario, la manga de desplazamiento, en busca de rebaba, etc. ¡PRECAUCIÓN! Solo el personal aprobado de ValvTechnologies debe montar actuadores. Se debe probar la válvula luego del proceso de montaje del actuador para verificar que no haya fugas. 10. Extraiga la clavija del vástago. 11. Establezca el freno cerrado de operador con la bola en una orientación cerrada en forma precisa. 12. Complete el ciclo de la válvula varias veces y reajuste las tuercas de la empaquetadura. Tapa del extremo Separación del sello de presión Sello del cuerpo Cuerpo TABLA 4 - SEPARACIÓN EN EL MONTAJE DEL SELLO DE PRESIÓN (sin bola) (SOLO VÁLVULAS CON SELLO DE PRESIÓN) SEPARACIÓN – pulg. (mm) ORIFICIO NOMINAL DE BOLA (D.I.) – pulg. (mm) MÍNIMA MÁXIMA 3/8 (10) .020 (.508) .040 (1.016) 5/8 (16) .023 (.584) .041 (1.0414) 1-1/16 (27) .041 (1.0414) .068 (1.727) 1-1/2 (38) .045 (1.143) .068 (1.727) 2-1/8 (54) .048 (1.219) .071 (1.803) 3-1/16 (78) .078(1.981) .105 (2.667) 4-1/16 (103) .095 (2.413) .125 (3.175) 5-1/8 (130) .120 (3.048) .145 (3.683) 6-1/16 (154) .145 (3.683) .178 (4.521) 8-1/16 (205) .180 (4.572) .210 (5.334) 10-1/16 (256) .230 (5.842) .260 (6.604) 12-1/16 (306) .275 (6.985) .310 (7.874) 15-1/4 (387) .305 (7.747) .345 (8.763) 17-1/4 (438) .330 (8.382) .370 (9.398) 19-1/4 (489) .350 (8.89) .390 (9.906) 21-1/4 (540) .380 (9.652) .430 (10.922) NOTA: Si los estándares se encuentran fuera de este rango, es necesaria la aprobación de ValvTechnologies Engineering en forma previa al montaje. Página 15 Abertura de bloqueo para válvulas con orificios grandes NOTA: Para válvulas con orificios pequeños (5/8", 1-1/16" y 2-1/8") y baja presión (150# - 300#), esta medición no se hace en forma directa sino que se calcula después de medir la separación del resorte. 16. Coloque el asiento aguas arriba en el cuerpo de la válvula con el radio hacia la abertura y la tapa del extremo. 17. Coloque la bola dentro del cuerpo, por encima del vástago y sobre el asiento aguas arriba. 18. Ubique la tapa del extremo con cuidado sobre el cuerpo y alineada (paralela) al cuerpo. Mida la abertura de bloqueo (abertura entre asiento y bola sin resorte). Espesor máximo de galgas de espesores (F) Abertura entre cuerpo/tapa del extremo (H) Altura de galgas (H) Abertura de bloqueo (con galgas) Abertura entre asiento/bola = T-H (Consulte Tabla 5 para límites) Abertura de bloqueo Abertura entre asiento/bola = F χ 1,4 (Consulte Tabla 5 para límites) NOTA: Si no se pueden tomar estas medidas en forma directa por problemas de acceso, utilice el método alternativo que se muestra a la izquierda. Separación de resorte Belleville 19. Mida la altura del resorte Belleville. Consulte la Tabla 3 para conocer el rango de altura aceptable. Si la altura se encuentra fuera de las especificaciones, remplácelo con un nuevo resorte. NOTA: Siempre se pierde parte de la altura del resorte debido al "ajuste" durante el primer uso. ValvTechnologies, Inc. recomienda que siempre se remplace el resorte durante las revisiones. 20. Quite la tapa del extremo, la bola y el asiento. 21. Coloque el resorte Belleville de forma tal que el extremo grande se asiente en la tronera del cuerpo. Página 16 22. Coloque el asiento aguas arriba suelto con la parte curva frente a usted, de espaldas al resorte. 23. Coloque la bola con el extremo de acople encastrado de espaldas al asiento aguas arriba. 24. Con cuidado, coloque la tapa del extremo sobre el cuerpo, manteniendo la tapa del extremo y el frente del cuerpo paralelos mientras la tapa del extremo desciende sobre el cuerpo. 25. Usando galgas de espesores, mida la separación del resorte Belleville entre la tapa del extremo y el cuerpo. Separación de resorte (S) Altura de resortes no comprimidos (H) Espesor del resorte (T) Abertura de separación del resorte Separación de resorte = S (Consulte Tabla 6 para límites) Abertura de bloqueo para válvulas con orificio de 5/8”, 1-1/16” y 2-1/8” Abertura entre asiento/bola = Separación de resorte (S) (Consulte Tabla 5 para límites) NOTA: Para lograr una medición precisa de la separación del resorte, coloque un juego de galgas alejado a 180SDgr del otro y use pilas de aproximadamente el mismo espesor. Mida las dos pilas juntas y dividas el resultado en dos para conseguir el promedio de la abertura "g". Compare el valor de "g" con los de la Tabla 5. TABLA 5 - ABERTURA ENTRE ASIENTO Y BOLA SIN RESORTE ORIFICIO NOMINAL DE BOLA (D.I.) – pulg. (mm) ABERTURA ASIENTO/BOLA – pulg. (mm) MÍNIMA MÁXIMA 3/8 (10) N/D .069 (1.753) 5/8 (16) N/D .087 (2.210) 1-1/8 (29) N/D .075 (1.905) 1-1/2 (38) .032 (.813) .046 (1.168) 2-1/8 (150#-300#) (54) N/D N/D 2-1/8 (600#-4500#) (54) .040 (1.016) .056 (1.422) 3-1/16 (78) .053 (1.346) .067 (1.702) 3-1/2 (90) .033 (.838) .046 (1.168) 4-1/16 (103) .043 (1.092) .056 (1.422) 5-1/8 (130) .037 (.9398) .052 (1.321) 6-1/16 (154) .057 (1.448) .079 (2.007) 7-1/8 (181) .040 (1.016) .053 (1.346) 8-1/16 (205) .066 (1.676) .084 (2.134) 10-1/16 (256) .053 (1.346) .065 (1.651) 12-1/16 (306) .064 (1.626) .083 (2.108) 13-1/4 (337) .085 (2.159) .100 (2.54) 15-1/4 (387) .105 (2.667) .120 (3.048) 17-1/4 (438) .130 (3.302) .145 (3.683) 19-1/4 (489) .135 (3429) .165 (4.191) 21-1/4 (540) .190 (4.826) .210 (5.334) Página 17 Montaje completo 26. Extraiga la tapa del extremo y coloque la junta o sello del cuerpo. 27. Verifique/inspeccione nuevamente las caras de sellado en la bola, el cuerpo y la tapa del extremo para asegurarse de que no fueron dañadas durante su manipulación. 28. Remplace todos los pernos del cuerpo que estén dañados. Aplique un compuesto de alta temperatura de grasa antiadherente a base de cobre a las roscas. 29. Remplace el resorte Belleville, el asiento aguas arriba y la bola. Asegúrese de que el lado de acople encastrado esté de frente a la tapa del extremo en el cuerpo de la válvula. REPETIR REPETIR REPETIR 30. Coloque el nuevo sello o junta del cuerpo de ValvTechnologies en el cuerpo, asegurándose de que la superficie superior se encuentre completamente paralela a la cara del cuerpo. 31. Ajuste los pernos y las tuercas del cuerpo en forma pareja, mientras observa cómo baja la junta del cuerpo. Utilizando niveles de torsión crecientes en forma gradual, ajuste los tornillos opuestos siguiendo un diseño de estrella hasta que el cuerpo y la tapa del extremo se encuentren cara a cara. ¡PRECAUCIÓN! Nunca gire una tuerca más de 1/4 de vuelta sin seguir con la siguiente tuerca. 32. Durante el descenso inicial completo, las dos caras deben permanecer completamente paralelas. De no estarlo, pueden ocasionar un sellado defectuoso Ajuste siguiendo un diseño de estrella a 1/3 del valor de torsión especificado en la Tabla 1. Luego ajuste siguiendo un diseño de estrella a 2/3 del valor de torsión especificado en la Tabla 1. Luego repítalo nuevamente al valor total de torsión de la Tabla 1. En el caso de las válvulas de más de 10 pulgadas, repita los últimos valores de torsión (valor total). REPETIR NOTA: EL DISEÑO DE ESTRELLA ES EXTREMADAMENTE IMPORTANTE. 33. Haga que la válvula complete un ciclo de forma manual para verificar que funciona correctamente. 34. Ajuste nuevamente los tornillos de la empaquetadura en forma pareja a los valores especificados en la Tabla 2. Página 18 REPETIR PRUEBAS 1. Las válvulas se pueden someter a pruebas de acuerdo con el Procedimiento de Pruebas de ValvTechnologies A-TTP 010. 2. Al realizar la prueba del asiento, la presión debe aplicarse sobre el lado aguas arriba. La flecha de la válvula (o la etiqueta que indica el extremo de presión alta) indicará la dirección en la cual se debería aplicar la presión. NOTA: Las válvulas bidireccionales se deben someter a prueba teniendo en cuenta el sellado a presión inversa requerido. Se debe contactar a un centro de servicios aprobado de ValvTechnologies antes de realizar cualquier tipo de prueba sobre válvulas bidireccionales para lograr el procedimiento y la presión de prueba correctos. RESOLUCIÓN DE PROBLEMAS FUNCIONAMIENTO DEFECTUOSO CAUSA POSIBLE ACCIONES CORRECTIVAS La válvula no gira ni opera 2) El actuador ha fallado 2) La válvula tiene residuos 3) La llave del vástago se ha astillado 4) La abertura del asiento de la bola es incorrecta 1) Remplace o repare el actuador 2) Complete un ciclo y enjuague la válvula para retirar residuos 3) Determine la causa del astillado y corrija/remplace las llaves 4) Llame a la fábrica El empaque del vástago tiene fugas 1) Los tornillos de la empaquetadura están sueltos 2) Falta el empaque o está dañado 3) El sello está mal alineado 1) Ajuste los tornillos de la empaquetadura 2) Apague el sistema y remplace el empaque 3) Remplace y alinee en forma apropiada La junta del cuerpo tiene fugas 1) Los tornillos del cuerpo están sueltos 2) La junta del cuerpo está dañada 3) La cara de asentamiento de la junta del cuerpo o la pieza del extremo están dañadas 1) Ajuste los tornillos del cuerpo 2) Retire la válvula de servicio y remplace la junta del cuerpo 3) Devuelva las partes a ValvTechnologies para reajuste La bola o el asiento de la válvula tienen fugas 1) La válvula no está completamente cerrada 2) Hay residuos atrapados en la válvula 3) El asiento o la bola están dañados 1) Cierre la válvula 2) Complete un ciclo y enjuague para retirar residuos. 3) Acople el encastre en el sitio, si es posible; de no serlo, devuélvalo para reajuste. PLANIFICACIÓN DEL INVENTARIO DE PARTES Para mantener el máximo nivel de seguridad y también minimizar los costos mientras se maximiza la eficiencia de la planta, se han establecido las siguientes directrices para niveles de inventario de partes: CLASIFICACIÓN DE PARTES CLASE USO DE LAS PARTES DISPONIBILIDAD DE VÁLVULA A Más frecuente 70% B Menos frecuente 85% C Ocasionalmente se remplaza 90% D Raramente se remplaza 95% E Típicamente no se remplaza 100% Consulte la Lista de repuestos recomendados para las válvulas de bola Serie V1 abajo.* REPUESTOS RECOMENDADOS PARA VÁLVULAS DE BOLA SERIE V1 CLASE DESCRIPCIÓN DE LA PARTE CANT./MISMO TIPO Y TAMAÑO PORCENTAJE DE COBERTURA A Empaquetadura Resortes de carga de empaquetadura 1/3 70% B Junta del cuerpo (metal) Resorte Belleville 1/5 85% C Tapa del extremo/Bola de asiento integral Asiento aguas arriba 1/10 90% D Manga de desplazamiento | Vástago | Empaquetadura 1/15 95% E Pilares de yugo Puente Rodamiento de empuje Pernos y tuercas del cuerpo 1/20 100% * Se proporcionarán todas las listas de repuestos no estándar según la solicitud durante el procesamiento del pedido. Página 19 Serie V Manual De Instalación Y Mantenimiento De Operaciones Ubicación de nuestras oficinas en el mundo Sede central y Fabricación ValvTechnologies, Inc. 5904 Bingle Road Houston, Texas 77092 EE. UU. Teléfono +1 713 860 0400 Fax +1 713 860 0499 [email protected] Para localizar un distribuidor o una sucursal cerca de su hogar, visítenos en línea en el sitio: www.valv.com Para contactar a una oficina de ventas en cualquier parte del mundo, envíenos un correo electrónico a [email protected] Perú Lima [email protected] China Shanghái [email protected] Medio Oriente Dubái [email protected] Brasil San Pablo [email protected] China Chengdú [email protected] India Chennai [email protected] Reino Unido Stockton-on-Tees [email protected] China Pekín [email protected] Japón/Corea Seúl [email protected] Australia Brisbane [email protected] Europa del Este Varsovia [email protected] España Madrid [email protected] ©2004-2013 ValvTechnologies, Inc. Todos los derechos reservados.