1
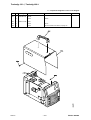
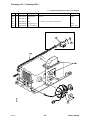
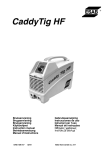
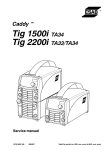
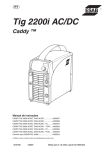
GB Tradestig 150- 1 Tradestig 200- 1 Instruction manual and spare parts list 0459 758 074 050526 Valid for serial no. 517--xxx--xxxx 1 DIRECTIVE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2 SAFETY . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3 INTRODUCTION . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3 3 5 3.1 Equipment . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5 4 TECHNICAL DATA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5 INSTALLATION . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5 6 5.1 Placing . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5.2 Rating plate . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5.3 Mains power supply . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6 6 6 6 OPERATION . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7 6.1 Connections and control devices . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6.2 Control panel . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6.3 Overheating protection . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7 8 8 7 WELDING . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9 7.1 TIG welding . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7.2 MMA welding . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9 11 8 MAINTENANCE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11 9 FAULT TRACING . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12 9.1 Fault codes . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12 10 ORDERING SPARE PARTS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . DIAGRAM . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . SPARE PARTS LIST . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ACCESSORIES . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12 14 16 23 Rights reserved to alter specifications without notice. TOCe -- 2 -- GB 1 DIRECTIVE DECLARATION OF CONFORMITY Murex Welding Products Ltd, EN8 7TF England, gives its unreserved guarantee that welding power source Tradestig 150--1 and Tradestig 200--1 from serial number 517 complies with standards EN 60974--1/--3, in accordance with the requirements of directive (72/23/EEC) and addendum (93/68/EEC) and with standard EN 50199 in accordance with the requirements of directive (89/336/EEC) and addendum (93/68/EEC). -------------------------------------------------------------------------------------------------------------------------------------- On behalf of Murex Welding Products Ltd. Laxå 2005--05--25 Henry Selenius Managing Director ESAB AB, Welding Equipment SE--695 81 LAXÅ SWEDEN Tel: + 46 584 81000 Fax: + 46 584 411924 Manufactured by ESAB Welding Equipment AB. SE--695 81 Laxå Sweden 2 SAFETY Users of welding equipment have the ultimate responsibility for ensuring that anyone who works on or near the equipment observes all the relevant safety precautions. Safety precautions must meet the requirements that apply to this type of welding equipment. The following recommendations should be observed in addition to the standard regulations that apply to the workplace. All work must be carried out by trained personnel well--acquainted with the operation of the welding equipment. Incorrect operation of the equipment may lead to hazardous situations which can result in injury to the operator and damage to the equipment. 1. Anyone who uses the welding equipment must be familiar with: S its operation S location of emergency stops S its function S relevant safety precautions S welding 2. The operator must ensure that: S no unauthorized person is stationed within the working area of the equipment when it is started up. S no--one is unprotected when the arc is struck 3. The workplace must: S be suitable for the purpose S be free from drafts 4. Personal safety equipment S Always wear recommended personal safety equipment, such as safety glasses, flame--proof clothing, safety gloves. S Do not wear loose--fitting items, such as scarves, bracelets, rings, etc., which could become trapped or cause burns. 5. General precautions S Make sure the return cable is connected securely. S Work on high voltage equipment may only be carried out by a qualified electrician. S Appropriate fire extinquishing equipment must be clearly marked and close at hand. S Lubrication and maintenance must not be carried out on the equipment during operation. bt29d2e -- 3 -- GB WARNING ARC WELDING AND CUTTING CAN BE INJURIOUS TO YOURSELF AND OTHERS. TAKE PRECAUTIONS WHEN WELDING. ASK FOR YOUR EMPLOYER’S SAFETY PRACTICES WHICH SHOULD BE BASED ON MANUFACTURERS’ HAZARD DATA. ELECTRIC SHOCK -- Can kill S Install and earth the welding unit in accordance with applicable standards. S Do not touch live electrical parts or electrodes with bare skin, wet gloves or wet clothing. S Insulate yourself from earth and the workpiece. S Ensure your working stance is safe. FUMES AND GASES -- Can be dangerous to health S Keep your head out of the fumes. S Use ventilation, extraction at the arc, or both, to take fumes and gases away from your breathing zone and the general area. ARC RAYS -- Can injure eyes and burn skin. S Protect your eyes and body. Use the correct welding screen and filter lens and wear protective clothing. S Protect bystanders with suitable screens or curtains. FIRE HAZARD S Sparks (spatter) can cause fire. Make sure therefore that there are no inflammable materials nearby. NOISE -- Excessive noise can damage hearing S Protect your ears. Use earmuffs or other hearing protection. S Warn bystanders of the risk. MALFUNCTION -- Call for expert assistance in the event of malfunction. READ AND UNDERSTAND THE INSTRUCTION MANUAL BEFORE INSTALLING OR OPERATING. PROTECT YOURSELF AND OTHERS! WARNING! Read and understand the instruction manual before installing or operating. We can provide you with all necessary welding protection and accessories. WARNING! Do not use the power source for thawing frozen pipes. This product is solely intended for arc welding. bt29d2e -- 4 -- GB 3 INTRODUCTION The Tradestig 150-- 1, Tradestig 200-- 1 are a welding current power sources intended for use with coated electrodes (MMA welding) and TIG welding. 3.1 Equipment The Tradestig is supplied with a mains cable and an instruction manual. Accessories for the product can be found on page 23. 4 TECHNICAL DATA Mains voltage Fuse (delayed--action) Primary current Imax Primary current Ieff Voltage/current range (TIG) (MMA) Maximum permissible load at TIG 25% duty cycle 35% duty cycle 60% duty cycle 100% duty cycle Maximum permissible load at MMA 25% duty cycle 35% duty cycle 60% duty cycle 100% duty cycle Power factor at maximum current Efficiency at maximum current Open--circuit voltage Operating temperature Constant A--weighed sound pressure Dimensions, l x b x h Weight Enclosure class Application class Tradestig 150--1 230V, 1∼ 50/60 Hz 16 A 36 A 21 A Tradestig 200--1 230V, 1∼ 50/60 Hz 20 A 36 A 21 A 3 A / 10 V --150 A / 16 V 4 A / 20 V --150 A / 26 V 3 A / 10 V -- 200 A / 18 V 4 A / 20 V -- 150 A / 27 V 150 A / 16 V 120 A / 15 V 95 A / 14 V 200 A / 18 V 180 A / 17 V 140 A / 15,5 V 110 A / 14,5 V 150 A / 26 V 140 A / 25,5 V 110 A / 24,5 V 90 A / 23,5 V 150 A / 26 V 140 A / 25,5 V 110 A / 24,5 V 90 A / 23,5 V 0,62 77 % 71 -- 78 V --10 ˚C -- + 40˚C <70 db 380 x 180 x 300 mm 9 kg IP 23C 0,62 79 % 71 -- 78 V --10˚C -- + 40˚C <70 db 380 x 180 x 300 mm 9 kg IP 23C Duty cycle The duty cycle refers to the time as a percentage of a ten--minute period that you can weld at a certain load without overloading. Enclosure class The IP code indicates the enclosure class, i. e. the degree of protection against penetration by solid objects or water. Equipment marked IP23 is designed for indoor and outdoor use. Application class The symbol indicates that the power source is designed for use in areas with increased electrical hazard. bt29d2e -- 5 -- GB 4.1 Parameter setting Settings Setting range In steps of: Default value Welding method TIG or MMA -- TIG 2/4--stroke 2 stroke or 4 stroke -- 2--stroke HF / Lift Arct HF or LiftArct -- HF Slope down time 0--10 s 0.1 s 1.0 s Gas post--flow 0--25 s 0.1 s 2.0 s Current TIG Tradestig 150--1 3 -- 150 A 1A 100 A Current TIG Tradestig 200--1 3 -- 200 A 1A 100 A Current MMA Tradestig 150--1 4 -- 150 A 2A 60 A Current MMA Tradestig 200--1 4 -- 150 A 2A 100 A 5 INSTALLATION WARNING! This product is intended for industrial use. In a domestic environment this product may cause radio interference. It is the user’s responsibility to take adequate precautions. 5.1 Placing Place the power source so that its cooling air inlets and outlets are not obstructed. 5.2 Rating plate The rating plate is located on the rear side of the power source. 5.3 Mains power supply Make sure that the welding power source is connected to the correct supply voltage and that it is protected by the correct fuse rating. The standards for the country in question must be complied with as regards the mains cable area. A protective earth connection must be made in accordance with regulations. bt29d2e -- 6 -- GB 5.3.1 Recommended fuse sizes and minimum cable areas Mains voltage Tradestig 150--1 Tradestig 200--1 230 V ¦10 %, 1--phase 230 V ¦10 %, 1--fas 50--60 Hz 50--60 Hz Mains frequency Fuse (delayed--action) 85A 35% duty cycle MMA 120A 20% duty cycle MMA 150A 25% duty cycle MMA 10 A 16 A 20 A*) Mains cable, area Welding cable, area MMA 3 x 2.5 mm2 16 mm2 3 x 2,5 mm2 16 mm2 16 mm2 25 mm2 Welding cable, area TIG *) 10 A 16 A 20 A *) NOTE! The mains plug is approved for maximum 16A. 6 OPERATION General safety regulations for the handling of the equipment can be found on page 3. Read through before you start using the equipment! 6.1 Connections and control devices Make sure that the welding power source is connected to the correct supply voltage and that it is protected by the correct fuse rating. 1. Mains switch 2. Mains cable 3. Connection for gas from gas bottle 4. Connection for the TIG torch switch 5. Connection for gas to the TIG torch 6. TIG torch connection (--) 7. MMA: return cable connection (--) 8. TIG: return cable connection (+) MMA: welding cable connection (+) 9. Control panel (see 6.2) Note! 7 and 8 are used for welding current supply and return cable connection during MMA welding bt29d2e -- 7 -- GB 6.2 Control panel The power source checks the LEDs and all segments in the display when main switch is turned on. The machine type and program version are also displayed. The control panel comprises a display, setting knob, LEDs and pushbuttons. Using the pushbuttons, it is possible to move between the various functions. The selected function is indicated by the relevant LED lighting up. 1. Indicating lamp, mains power supply On. 2. Display. 3. Indicating lamp, overheating. 4. Knob for setting data. or MMA 5. Selection of TIG welding mode. 6. Selection of TIG HF start TIG LiftArc start or . 7. Selection of TIG 2--stroke or TIG 4--stroke control mode. 8. Slope--down time. 9. Gas post--flow time. 6.3 Overheating protection The welding power source has a thermal overload trip which operates if the temperature becomes too high, interrupting the welding current and lighting a yellow indicating lamp on the front of the power source. The thermal overload trip resets automatically when the temperature has fallen. bt29d2e -- 8 -- GB 7 WELDING 7.1 TIG welding During TIG welding, the return cable must be connected to (+) and the TIG torch to (--). If they are connected in reverse, the tungsten electrode will melt. 7.1.1 2-- stroke Gas pre--flow Slope up Slope down Gas post--flow Functions when using 2--stroke control of the welding torch. In the 2--stroke control mode, pressing the trigger switch starts gas pre--flow (0.5 sec) and strikes the arc (1). The current rises to the set value (as controlled by the slope up function, if in operation). Releasing the trigger switch (2) reduces the current (or starts slope down if in operation) and extinguishes the arc. Gas post--flow follows if it is in operation. 7.1.2 4-- stroke Gas pre--flow Slope up Slope down Gas post--flow Functions when using 4--stroke control of the welding torch. In the 4-- stroke control mode, pressing the trigger switch starts gas pre--flow (0.5 sec) (1). At the end of the gas pre--flow time, the current rises to the pilot level (a few ampere), and the arc is struck. Releasing the trigger switch (2) increases the current to the set value (with slope up, if in use). At the end of welding, the welder presses the trigger switch again (3), which reduces the current to pilot level again (with slope down, if in use). Releasing the switch again (4) extinguishes the arc and starts gas post--flow. 7.1.3 HF The HF function strikes the arc by means of a spark from the tungsten electrode to the workpiece as the electrode is brought closer to the workpiece. bt29d2e -- 9 -- GB 7.1.4 LiftArct The LiftArct function strikes the arc when the electrode is brought into contact with the workpiece and then lifted away from it. Striking the arc with the Lift Arct function. Step 1: the electrode is touched on to the workpiece. Step 2: the trigger switch is pressed, and a low current starts to flow. Step 3: the welder lifts the torch from the workpiece: the arc strikes, and the current rises automatically to the set value. 7.1.5 Gas post--flow This controls the time during which shielding gas flows after the arc is extinguished. 7.1.6 Slope down TIG welding uses slope down, by which the current falls ’slowly’ over a controlled time, to avoid craters and/or cracks when a weld is finished. Current A higher current produces a wider weld pool, with better penetration into the workpiece. The current set value can be changed irrespective of which menu is displayed. This value is displayed in the main menu only. bt29d2e -- 10 -- GB 7.2 MMA welding The Tradestig gives direct current, and you can weld most metals to alloy and non--alloy steel, stainless steel and cast iron. The Tradestig 150--1 allows you to weld most coated electrodes from ∅ 1.6 to ∅ 3.25. The Tradestig 200--1 allows you to weld most coated electrodes from ∅ 1.6 to ∅ 4.0 MMA welding may also be referred to as welding with coated electrodes. Striking the arc melts the electrode, and its coating forms protective slag. If, when striking the arc, the tip of the electrode is pressed against the metal, it immediately melts and sticks to the metal, rendering continued welding impossible. Therefore, the arc has to be struck in the same way that you would light a match. Quickly strike the electrode against the metal, then raise it so as to give an appropriate arc length (approx. 2 mm). If the arc is too long, it will crackle and spit before finally going out completely. If you are working on a welding bench, check before attempting to strike the arc that residual waste metal, pieces of electrode or other objects do not insulate the part to be welded. Once the arc has been struck, move the electrode from left to right. The electrode must be at an angle of 60˚ to the metal in relation to the direction of welding. When you want to weld wide beads, or when you want the weld to be so thick that you have to weld in a number of layers, however, you have to use lateral movements. 8 MAINTENANCE Regular maintenance is important for safe, reliable operation. Note! All guarantee undertakings from the supplier cease to apply if the customer himself attempts any work in the product during the guarantee period in order to rectify any faults. The Tradestig requires little maintenance. In normal cases, it is sufficient to blow it clean using dry compressed air once a year, but this should be done more often if it is set up in a dusty, dirty area. bt29d2e -- 11 -- GB 9 FAULT TRACING Try these recommended checks and inspections before sending for an authorised service technician. Type of fault No arc. Action S S S The thermal overload trips operate frequently. S S Check that the mains power supply switch is turned on. Check that the welding current supply and return cables are correctly connected. Check that the correct current value is set. Check whether the thermal overload trips have operated (indicated by the yellow lamp on the front panel). Check the main power supply fuses. The thermal overload trip operates frequently. S Make sure that you are not exceeding the rated data for the welding power source (i.e. that the unit is not being overloaded). Poor welding performance. S Check that the welding current supply and return cables are correctly connected. Check that the correct current value is set. Check that the correct electrodes are being used. S S 9.1 Fault codes The Tradestig comes with built--in fault monitoring. If a fault occurs, a code is shown in the display. If any of these fault codes (Exx) reappears once the unit has been restarted, the welding power source should be sent to an authorised ESAB service workshop for repair. 10 ORDERING SPARE PARTS Repair and electrical work should be performed by an authorized serviceman. Use only original spare and wear parts. Tradestig 150--1 and Tradestig 200--1 are designed and tested in accordance with the international and European standards EN 60974--1/--3 and EN 50199. It is the obligation of the service untit which has carried out the service or repair work to make sure that the product still conforms to the said standard. bt29d2e -- 12 -- GB bt29d2e -- 13 -- Diagram Tradestig 150- 1, Tradestig 200- 1 Tradestig 150-- 1, Tradestig 200-- 1 bt29 diagram -- 14 -- Tradestig 150- 1, Tradestig 200- 1 bt29 diagram -- 15 -- Tradestig 150- 1, Tradestig 200- 1 Spare parts list Valid for serial no. 517--xxx--xxxx Ordering number 0459 760 881 Tradestig 150--1 for 230 V mains voltage 0459 760 883 Tradestig 200--1 for 230 V mains voltage Spare parts are to be ordered through the nearest MUREX agency. Kindly indicate type of unit, serial number, denominations and ordering numbers according to the spare parts list. Maintenance and repair work should be performed by an experienced person, and electrical work only by a trained electrician. Use only recommended spare parts. 0569 758 074 -- 16 -- Edition 050526 Tradestig 150- 1, Tradestig 200- 1 C = component designation in the circuit diagram Item Qty Ordering no. AA1 1 0459 654 001 2 Denomination M8x50 AA3 1 AA4 4 Screw M5x12 AA5 1 Screw M5x16 Included in item AB51, see page 18. bt26saa1 C Handle Screw 0459 173 002 Notes Cover -- 17 -- Edition 050526 Tradestig 150- 1, Tradestig 200- 1 C = component designation in the circuit diagram Item Qty Ordering no. AB1 1 0193 317 001 AB2 1 AB3 Denomination Notes Switch Included in item AB50 Cord set Included in item AB50 Screw Included in item AB51 and AB53 2QF1 AB4 1 0459 174 001 Rear panel AB5 1 0487 018 880 Display board Included in item AB51 AB6 1 Front panel Included in item AB51 and AB53 AB7 1 Control Panel Included in item AB51 AB8 1 0321 475 893 Knob Included in item AB51 AB9 5 0366 588 001 Nut AB10 0366 306 883 Spacer Included in item AB51 Connector OKC 25 Included in item AB51 C 1AP2 1AP1 AB11 3 29XS1, 29XS2, 29XS3 AB12 3 Screw M5x12 Torx. Included in item AB51 AB13 1 Cable shoe Included in item AD4, see page 22 AB14 1 0459 194 003 Busbar, positive AB15 1 0459 194 002 Busbar, negative AB16 1 0194 130 120 Nut Included in item AB51 AB17 1 0459 269 001 Gas connection Included in item AB51 AB18 1 Socket 2 pole. Included in item AB52 29XS4 SPARE PARTS SETS Item Ordering no. AB50 0459 183 880 Mains module Includes items: AB1 switch, AB2 mains cable with plug, cable clamp and two ferrite rings 2L1. AB51 0459 386 886 Front complete, TIG Includes items: AA5, AB3, AB5, AB6, AB7, AB8, AB10, AB11, AB12, AB16, AB17, AB18 AB52 0459 280 891 Cable set 2 pole socket 29XS4, 5 pole socket 29XS6, 1 pole socket 29XS8 and the wires between them. bt26sab1 Denomination Notes -- 18 -- Edition 050526 Tradestig 150- 1, Tradestig 200- 1 bt26sab1 -- 19 -- Edition 050526 Tradestig 150- 1, Tradestig 200- 1 C = component designation in the circuit diagram Item Qty 150 Qty 200 Ordering no. AC1 1 1 0487 064 880 Power supply board AC2 1 1 0459 280 880 Cable set 1 1 0193 700 702 Cable set 20XS3, 20XS4 1 1 0459 280 881 Cable set 20XS1, 20XS2, 20XS5 AC3 1 1 0459 390 880 Control board kit Before mounting the board, the strapping must be set up to fit CaddyTig 150 or CaddyTig 200. See the service manual. 20AP1 AC4 1 0468 940 004 Thermal switch Socket connector 15XS5 included 15ST2 0468 940 005 Thermal switch Socket connector 15XS5 included 15ST2 Diode module See item AC50 15D1 1 Denomination Notes C 2AP1 Including wires 1501, 1502 and their sockets 15XS1, 15XS2, 15XS7, 15XS8 AC5 1 1 AC6 1 1 0459 177 001 Inductor AC7 1 1 0459 355 880 Transformer 0487 060 880 Secondary board 0459 273 001 Earth bracket 0194 158 001 Capacitor 1000 uF 400 V DC 15C1 0194 158 002 Capacitor 2000 uF 400 V DC 15C1 0467 801 002 Fan 24 V DC; With cables and socket 15XS3 15EV1 0458 065 002 Fan 24 V DC; With cables and socket 15XS3 15EV1 15AP1 AC8 AC9 1 AC10 1 1 1 AC11 1 AC11 1 15L1 Includes: main transformer, socket 15XS4, socket 15XS6, thermal switch 15ST1 15TM1 15AP2 AC12 1 1 Circuit board See item AC51 AC13 1 1 Semiconductor module See item AC51 AC14 1 1 0468 030 880 Shunt AC15 1 1 0459 194 001 Busbar 15RS1 SPARE PARTS SETS Item Qty 150 AC50 1 Qty 200 Ordering no. Denomination Notes 0459 385 880 Diode module kit Includes: item AC5 diode module, screws (type A and B), thermal compound and roller. 0459 385 881 Diode module kit Includes: item AC5 diode module, screws (type A and B), thermal compound and roller. 0459 384 880 Power board kit Includes: item AC12 power board, item AC13 semiconductor module, screws (type A and B), thermal compound and roller. 0459 384 881 Power board kit Includes: item AC12 power board, item AC13 semiconductor module, screws (type A and B), thermal compound and roller. -- 0458 910 002 Roller handle For the roller in the spare parts sets above -- 0192 058 101 Thermal compound 1 AC51 1 1 bt27sac1 -- 20 -- Edition 050526 Tradestig 150- 1, Tradestig 200- 1 bt27sac1 -- 21 -- Edition 050526 Tradestig 150- 1, Tradestig 200- 1 C = component designation in the circuit diagram Item Qty Ordering no. AD1 1 0193 054 005 Solenoid valve AD2 1 0194 130 120 Nut AD3 1 0456 496 001 Hose AD4 1 0487 028 880 Circuit board TIG 10AP1 AD5 1 0459 389 880 HF coil, complete 10TV1, 10XS1 bt27sad1 Denomination Notes 230 V AC C 10YV1 D = 9/5 mm, L = 0.57 metre reinforced PVC -- 22 -- Edition 050526 Tradestig 150- 1, Tradestig 200- 1 Accessories MMA welding and return cable kit (”crocodile” type holder) . . . . . . . . . . . . . . . . 0349 501 078 Suitable for Tradestig 150--1 MMA welding and return cable kit (”screwe” type holder) . . . . . . . . . . . . . . . . . 0349 501 079 Suitable for Tradestig 150--1 MMA welding and return cable kit (”screwe” type holder) . . . . . . . . . . . . . . . . . 0700 006 881 Suitable for Tradestig 200--1 Shoulder strap . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 0459 368 880 Trolley for small gas bottle . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 0459 366 880 bh29acc -- 23 -- Edition 050526 Murex Welding Products Ltd Hanover House Queensgate Britannia Road Waltham Cross Hertfordshire EN8 7TF England