1
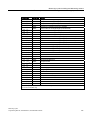
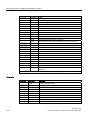
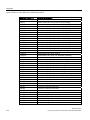
Measuring Cycles for Milling and Machining Centers 5.10 CYCLE996 workpiece: Measure kinematics Head kinematics I1 $TC_CARR1...3[n] _OVR[1]..._OVR[3] Corresponds to I2 $TC_CARR4...6[n] I3 $TC_CARR15...17[n] _OVR[4]..._OVR[6] _OVR[15]..._OVR[17] _OVR[18]..._OVR[20] = 0 Closure of the I1 = -(I3+I2) vector chain; for fixed-mounted machine kinematics Table kinematics I2 $TC_CARR4...6[n] _OVR[4]..._OVR[6] Corresponds to I3 $TC_CARR15...17[n] I4 $TC_CARR18...20[n] _OVR[15]..._OVR[17] _OVR[18]..._OVR[20] _OVR[1]..._OVR[3] = 0 Closure of the I4 = -(I3+I2) vector chain; for fixed-mounted machine kinematics Mixed kinematics I1 $TC_CARR1...3[n] _OVR[1]..._OVR[3] Corresponds to I2 $TC_CARR4...6[n] I3 $TC_CARR15...17[n] _OVR[4]..._OVR[6] _OVR[15]..._OVR[17] _OVR[18]..._OVR[20] I4 $TC_CARR18...20[n] Closure of the I1 = -I2 I4 = -I3 vector chain; for fixed-mounted machine kinematics The result parameters that are not calculated = 0 Intermediate results _OVR[32] to _OVR[71] Intermediate results (center point of the calibration ball XYZ) and the status are saved in the fields from _OVR[33...]. Parameters _OVR[32,33,34] Data type Result REAL Linear vectors of 1st rotary axis are not normalized _OVR[35,36,37] REAL Linear vectors of 2nd rotary axis are not normalized The linear vectors are assigned to the concrete vectors of the kinematics (I1, I2, etc.) in accordance with the normalizing process. _OVR [40] REAL Measurement counter x0 = 1st measurement of 1st rotary axis begun x1 = 1st measurement of 1st rotary axis OK x2 = 2nd measurement of 1st rotary axis OK x3 = 3rd measurement of 1st rotary axis OK 0x = 1st measurement of 2nd rotary axis begun 1x = 1st measurement of 2nd rotary axis OK 2x = 2nd measurement of 2nd rotary axis OK 3x = 3rd measurement of 2nd rotary axis OK 33 = Both rotary axes measured Measuring cycles Programming Manual, 03/2009 Edition, 6FC5398-4BP10-2BA0 257