1
3UHFLVLRQ0DWWKHZV
PM-1127VF-LB
23(5$725
60$18$/
.HHS 5HDG DQG 8QGHUVWDQG WKH 2SHUDWLRQ 0DQXDO DQG 6DIHW\ ,QIRUPDWLRQ
%HIRUH 2SHUDWHG
G
TABLE OF CONTENTS
General Safety Instructions................................................................................................. 3
Specific Safety Instructions ................................................................................................. 4
Features .............................................................................................................................. 5
Physical Features................................................................................................................ 6
Set-Up ................................................................................................................................. 7
Un-Packing & Inventory ...................................................................................................... 7
Proper Grounding................................................................................................................ 8
Chuck .................................................................................................................................. 9
Steady Rest......................................................................................................................... 9
Follow Rest ......................................................................................................................... 10
Lathe Bed............................................................................................................................ 10
Headstock ........................................................................................................................... 10
Gearbox .............................................................................................................................. 11
Headstock Controls............................................................................................................. 11
Apron................................................................................................................................... 12
Saddle ................................................................................................................................. 12
Carriage Controls ................................................................................................................ 12
Lead Screw & Feed Screw.................................................................................................. 13
Tailstock .............................................................................................................................. 14
Tailstock Controls................................................................................................................ 14
Test Run.............................................................................................................................. 15
Speed Change .................................................................................................................... 16
Longitudinal Turning with Auto-Feed .................................................................................. 17
Manual Longitudinal Turning............................................................................................... 17
Facing and Recesses.......................................................................................................... 17
Turning Between Centers ................................................................................................... 18
Thread Cutting .................................................................................................................... 18
Change Gears Replacement............................................................................................... 19
Cross Slide Gib Screws Adjustment ................................................................................... 19
Top Slide Gib Screws Adjustment....................................................................................... 20
Chuck Run-out .................................................................................................................... 20
Headstock & Tailstock Alignment........................................................................................ 21
Main Spindle Bearings ........................................................................................................ 22
Lubrication........................................................................................................................... 22
Gearbox .............................................................................................................................. 22
Change Gears..................................................................................................................... 23
Saddle ................................................................................................................................. 23
Cross Slide.......................................................................................................................... 23
Cross Slide Hand Wheel ..................................................................................................... 23
Lead Screw ......................................................................................................................... 24
Tailstock .............................................................................................................................. 24
Maintenance........................................................................................................................ 24
Optional Chip Tray & Stand ................................................................................................ 25
Electrical Connections & Wiring Diagram ........................................................................... 26
Threading & Feed Table for CX701 .................................................................................... 27
Troubleshooting .................................................................................................................. 28
Parts Breakdown & Parts List ............................................................................................. 29
Warranty.............................................................................................................................. 46
2
GENERAL SAFETY INSTRUCTIONS
FOR MACHINES
Extreme caution should be used when operating all power tools. Know your power
tool, be familiar with its operation, read through the user manual and practice safe
usage procedures at all times.
ALWAYS read and understand the
user manual before operating the
machine.
CONNECT your machine ONLY to the
matched and specific power source.
ALWAYS
wear
safety
glasses
respirators, hearing protection and
safety shoes, when operating your
machine.
DO NOT wear loose clothing or
jewelry when operating your machine.
A
SAFE
ENVIRONMENT
is
important. Keep the area free of dust,
dirt and other debris in the immediate
vicinity of your machine.
BE ALERT! DO NOT use prescription
or other drugs that may affect your
ability or judgment to safely operate
your machine.
DISCONNECT the power source when
changing drill bits, hollow chisels,
router bits, shaper heads, blades,
knives, or making other adjustments or
repairs.
NEVER leave a tool unattended while it
is in operation.
NEVER reach over the machine when
the tool is in operation.
ALWAYS keep blades, knives and bits
sharpened and properly aligned.
ALL
OPERATIONS
MUST
BE
performed with the guards in place to
ensure safety.
ALWAYS use push sticks and feather
boards to safely feed your work through
the machine and clamp the work-piece
(when necessary) to prevent the workpiece from any unexpected movement.
ALWAYS make sure that any tools used
for adjustments are removed before
operating the machine.
ALWAYS keep the bystanders safely
away while the machine is in operation.
NEVER attempt to remove jammed
cutoff pieces until the saw blade has
come to a full stop.
3
309)/%0(7$//$7+(
63(&,),&6$)(7<,16758&7,216
EURNHQSDUWVDQGDQ\RWKHUFRQGLWLRQV
WKDWPD\HIIHFWWKHWRROVRSHUDWLRQ
7KLV PDFKLQH LV GHVLJQHG DQG
LQWHQGHGIRUXVHE\SURSHUO\WUDLQHG
DQG H[SHULHQFHG SHUVRQQHO RQO\ ,I
\RX DUH QRW IDPLOLDU ZLWK WKH SURSHU
XVHRIODWKHVGRQRWXVHWKLVPDFKLQH
XQWLO SURSHU WUDLQLQJ DQG NQRZOHGJH
KDVEHHQREWDLQHG
5HPRYH
DGMXVWLQJ
NH\V
DQG
ZUHQFKHV 5HPRYH DOO WKH WRROV XVHG
IRU DGMXVWPHQW EHIRUH WXUQLQJ WKH
PDFKLQHRQ
.HHSJXDUGVLQSODFH6DIHW\JXDUGV
PXVW EH NHSW LQ SODFH DQG LQ ZRUNLQJ
RUGHUDOOWKHWLPHVWRHQVXUHVDIHW\
%HFDUHIXO'RQRWSXW\RXUKDQGFORVH
WR WKH FXWWHU ZKLOH WKH PDFKLQH LV
UXQQLQJ
.HHSFKLOGUHQDQGYLVLWRUVDZD\$OO
FKLOGUHQDQGYLVLWRUVVKRXOGEHNHSWDW
DVDIHGLVWDQFHIURPWKHZRUNDUHD
1HYHUOHDYHWKHODWKHXQDWWHQGHGZKLOH
LWLVUXQQLQJ
'RQRWRYHUUHDFK.HHSSURSHUIRRWLQJ
DQGEDODQFHDWDOOWLPHV
:HDUSURSHUDSSDUHO/RRVHFORWKLQJ
JORYHV QHFNWLHV ULQJV EUDFHOHWV RU
RWKHU MHZHOU\ PD\ JHW FDXJKW LQ
PRYLQJ SDUWV 1RQVOLS IRRWZHDU LV
UHFRPPHQGHG :HDU SURWHFWLYH KDLU
FRYHULQJ WR FRQWDLQ ORQJ KDLU 'R QRW
ZHDUDQ\W\SHRIJORYHV
0DLQWDLQ WRROV ZLWK FDUH .HHS WRROV
VKDUS DQG FOHDQ IRU EHVW DQG VDIHVW
SHUIRUPDQFH )ROORZ LQVWUXFWLRQV JLYHQ
LQ WKH PDQXDO IRU OXEULFDWLRQ DQG
UHSODFLQJDFFHVVRULHV
$OZD\V XVH VDIHW\ JODVVHV )RU WKH
VDIHW\ RI \RXU H\HV VDIHW\ JODVVHV
VKRXOG EH XVHG ZKLOH RSHUDWLQJ WKH
ODWKH
7XUQ WKH SRZHU 2)) %HIRUH PDNLQJ
DQ\ DGMXVWPHQWV PDNH VXUH WKH VZLWFK
LV LQ WKH ³2))´ SRVLWLRQ DQG WKH FRUG LV
XQSOXJJHGIURPWKHSRZHURXWOHW
'R QRW XVH WKH ODWKH LQ GDQJHURXV
HQYLURQPHQWV 'R QR H[SRVH WKH
PDFKLQH WR UDLQ 'R QRW XVH WKH
PDFKLQHLQZHWORFDWLRQV
0DNH VXUH \RX KDYH UHDG DQG
XQGHUVWRRG DOO WKH VDIHW\ LQVWUXFWLRQV LQ
WKH PDQXDO DQG \RX DUH IDPLOLDU ZLWK
\RXU PHWDO ODWKH EHIRUH RSHUDWLQJ LW ,I
\RX IDLO WR GR VR VHULRXV LQMXU\ FRXOG
RFFXU
&KHFNIRUGDPDJHGSDUWV&KHFNIRU
SURSHU DOLJQPHQW RI PRYLQJ SDUWV
:$51,1*
7KHVDIHW\LQVWUXFWLRQVJLYHQDERYHFDQQRWEHFRPSOHWHEHFDXVHWKHHQYLURQPHQWLQ
HYHU\ VKRS LV GLIIHUHQW $OZD\V FRQVLGHU VDIHW\ ILUVW DV LW DSSOLHV WR \RXU LQGLYLGXDO
ZRUNLQJFRQGLWLRQV
3UHFLVLRQ 0DWWKHZV
309)/%±0(7$//$7+(
)($785(6
02'(/ 309)/% ± ´ [ ´ 0(7$/ /$7+( :,7+ 9$5,$%/( 63(('
$V SDUW RI WKH JURZLQJ OLQH RI:(,66PHWDOZRUNLQJ HTXLSPHQW ZH DUH SURXG WR RIIHU WKH 309)/% D
´ [ ´ 0HWDO /DWKH ZLWK 'LJLWDO 5HDGRXW %\ IROORZLQJ WKH LQVWUXFWLRQV DQG SURFHGXUHV ODLG RXW LQ WKLV
XVHU PDQXDO \RX ZLOO UHFHLYH \HDUV RI H[FHOOHQW VHUYLFH DQG VDWLVIDFWLRQ 7KH 309)/% LV D
SURIHVVLRQDO WRRO DQG OLNH DOO SRZHU WRROV SURSHU FDUH DQG VDIHW\ SURFHGXUHV VKRXOGEH DGKHUHGWR
0RWRU+3.:'& 9 $PSUPLQ
6ZLQJ2YHU %HG ´PP
6ZLQJ2YHU&URVV6OLGH ´PP
'LVWDQFH %HWZHHQ&HQWHUV ´ PP
:LGWKRI %HG ´PP
+ROH7KURXJK6SLQGOH ´ PP
7DSHULQ6SLQGOH1RVH 07
1XPEHU RI 6SLQGOH6SHHGV 9DULDEOH
5DQJHRI6SLQGOH6SHHGV ± 530DQG±530 9DULDEOH6SHHG
1XPEHU RI 0HWULF7KUHDGV 5DQJHRI0HWULF7KUHDGV PP ± PP
1XPEHURI ,PSHULDO7KUHDGV 5DQJHRI,PSHULDO7KUHDGV ± 73,
5DQJHRI&URVV)HHG ±PP 5HYROXWLRQ
5DQJHRI/RQJLWXGLQDO )HHG ± PP 5HYROXWLRQ
7RRO3RVW 7\SH :D\
0D[ &RPSRXQG 6OLGH 7UDYHO´ PP
0D[ &URVV6OLGH7UDYHO ´PP
0D[LPXP &DUULDJH 7UDYHO´ PP
7DLOVWRFN 6SLQGOH7UDYHO ´PP
7DSHULQ7DLOVWRFN6SLQGOH07
2YHUDOO'LPHQVLRQRI WKHODWKH /HQJWK ´[:LGWK´[+HLJKW´
:HLJKW.JVOEV
:DUUDQW\ <HDUV
309)/%0(7$//$7+(
3+<6,&$/)($785(6
$
9DULDEOH6SHHG6ZLWFK
1
+DOI1XW/HYHU
%
+HDGVWRFN
2
$XWR)HHG/HYHU
&
212))6ZLWFK
3
&URVV6OLGH+DQG:KHHO
'
)RUZDUG5HYHUVH6ZLWFK
4
&DUULDJH+DQG:KHHO
(
-DZ&KXFN
5
/HDG6FUHZ
)
)RXU:D\7RRO3RVW
6
)HHG7KUHDG6HOHFWRU.QRE
*
7DLO6WRFN4XLOO/RFN/HYHU
7
2LO6LJKW*ODVV
+
7DLO6WRFN
8
)HHG5DWH6HOHFWRU.QRE
,
7DLO6WRFN+DQG:KHHO
9
)HHG'LUHFWLRQ6HOHFWRU.QRE
-
7DLO6WRFN/RFN1XW
:
&KLS7UD\
.
&RPSRXQG6OLGH7UDYHUVH/HYHU
;
&KDQJH*HDU3URWHFWLYH&RYHU
/
/DWKH%HG
<
7KUHDGLQJ)HHGLQJ7DEOH
0
7KUHDG'LDO,QGLFDWRU
6(783
%HIRUH VHWWLQJ XS \RXU PDFKLQH \RX PXVW
UHDG DQG XQGHUVWDQG WKH LQVWUXFWLRQV JLYHQ
LQWKLVPDQXDO
7KH XQSDLQWHG VXUIDFHV RI WKLV ODWKH DUH
FRDWHG ZLWK D UXVW SUHYHQWLYH ZD[\ RLO DQG
\RXZLOOZDQWWRUHPRYHWKLVEHIRUHVWDUWLQJ
DVVHPEO\ 8VH D VROYHQW FOHDQHU WKDW ZLOO
QRWGDPDJHSDLQWHGVXUIDFHV
:$51,1*
309)/%LVDYHU\KHDY\PDFKLQHGRQRW
RYHUH[HUW \RXUVHOI 8VH IRUN WUXFN RU
RWKHU PHFKDQLFDO GHYLFHV IRU VDIH
PRYLQJPHWKRG
/,672)&217(17647<
$
%
&
'
(
)
*
+
,
-
.
/
0
1
2
3
4
)DFH3ODWH
&KDQJH*HDUV -DZ&KXFN -DZ&KXFN 6WHDG\5HVW )ROORZ5HVW ([WHUQDO-DZVIRU-DZ&KXFN
'HDG&HQWHU07 5HGXFH6OHHYH1R
2LO*XQ
7RROER[ :D\7RRO3RVW :UHQFKHV +H[:UHQFKHV &KXFN.H\V
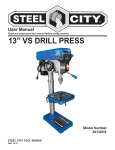
6FUHZ'ULYHUV)ODW&URVV+HDG /DWKHZLWK&KLS7UD\1RW6KRZQ :KHQ VHWWLQJ XS \RXU PDFKLQH \RX ZLOO
ZDQWWRILQGDQLGHDOVSRWZKHUH\RXUPHWDO
ODWKH ZLOO PRVW OLNHO\ EH SRVLWLRQHG PRVW RI
WKHWLPH
)LJXUH309)/%)RRWSULQW
813$&.,1*
7R HQVXUH VDIH WUDQVSRUWDWLRQ WKLV PDFKLQH
LV SURSHUO\ SDFNDJHG DQG VKLSSHG
FRPSOHWHO\ LQ FUDWHV :KHQ XQSDFNLQJ
FDUHIXOO\LQVSHFWWKHFUDWHVDQGHQVXUHWKDW
QRWKLQJ KDV EHHQ GDPDJHG GXULQJ WUDQVLW
2SHQ WKH FUDWHV DQG FKHFN WKDW WKH
PDFKLQH DQG WKH SDUWV DUH LQ JRRG
FRQGLWLRQ
)LJXUH,QYHQWRU\
:KLOH GRLQJ LQYHQWRU\ LI \RX FDQ QRW ILQG
DQ\ SDUW FKHFN LI WKH SDUW LV DOUHDG\
LQVWDOOHGRQWKHPDFKLQH6RPHRIWKHSDUWV
FRPHDVVHPEOHGZLWKWKHPDFKLQHEHFDXVH
RIVKLSSLQJSXUSRVHV
3523(5*5281',1*
*URXQGLQJ SURYLGHV D SDWK RI OHDVW
UHVLVWDQFHIRUHOHFWULFFXUUHQWWRUHGXFHWKH
ULVNRIHOHFWULFVKRFN
309)/% LV HTXLSSHG ZLWK D 9
VLQJOHSKDVHPRWRU
7R SUHYHQW HOHFWULFDO KD]DUGV KDYH D
TXDOLILHG HOHFWULFLDQ HQVXUH WKDW WKH OLQH LV
SURSHUO\ZLUHG
7KLV ODWKH LV IRU XVH RQ D QRUPDO YROW
FLUFXLW 0DNH VXUH WKDW WKH DSSOLDQFH LV
FRQQHFWHG WR DQ RXWOHW KDYLQJ WKH VDPH
FRQILJXUDWLRQ DV WKH SOXJ ,I DQ DGDSWRU
SOXJ LV XVHG LW PXVW EH DWWDFKHG WR WKH
PHWDOVFUHZRIWKHUHFHSWDFOH
:$51,1*
,PSURSHU FRQQHFWLRQ RI WKH HTXLSPHQW
JURXQGLQJFRQGXFWRUFDQUHVXOWLQDULVN
RIHOHFWULFVKRFN&KHFNZLWKDTXDOLILHG
HOHFWULFLDQ LI \RX DUH LQ GRXEW DV WR
ZKHWKHUWKHRXWOHWLVSURSHUO\JURXQGHG
,W LV VWURQJO\ UHFRPPHQGHG QRW WR XVH
H[WHQVLRQ FRUGV ZLWK \RXU 309)/%
$OZD\VWU\ WR SRVLWLRQ \RXU PDFKLQH FORVH WR WKHSRZHU VRXUFH VR WKDW \RX GR QRW
QHHG WRXVHH[WHQVLRQFRUGV
:KHQ LW LV QHFHVVDU\ WR XVH DQ H[WHQVLRQ
FRUG PDNH VXUH WKH H[WHQVLRQ FRUG GRHV
QRWH[FHHGIHHWLQOHQJWKDQGWKHFRUGLV
JDXJHWRSUHYHQWPRWRUGDPDJH
<RXU 309)/% VKRXOG EH ZLUHG ZLWK D SOXJKDYLQJ SURQJV WR ILW D SURQJ JURXQGHGUHFHSWDFOHDVVKRZQLQILJXUH
'RQRWUHPRYHWKHJURXQGLQJSURQJWRILWLW
LQWR D SURQJHG RXWOHW $OZD\V FKHFN ZLWK
DTXDOLILHGHOHFWULFLDQLI\RXDUHLQGRXEW
)LJXUH9ROWV2XWOHWIRU309)/%
&+8&.
309)/% FRPHV HTXLSHG ZLWK D PP
MDZ FKXFN D PP MDZ FKXFN DQG
DPPIDFHSODWH
6HFXUHWKHVWHDG\UHVWWRWKHODWKHEHGIURP
EHORZZLWKDORFNLQJSODWH
$ VLQJOH FDS VFUHZ DORQJ ZLWK D QXW DQG
ZDVKHU KROG WKH VWHDG\ UHVW LQ SODFH DV
VKRZQLQILJXUH
7KH MDZ FKXFN LV D VFUROO W\SH FKXFN
PHDQLQJ WKDW DOO WKUHH MDZV PRYH LQ XQLRQ
ZKHQ DGMXVWHG ZKLOH WKH MDZ FKXFN
IHDWXUHV IRXU LQGHSHQGHQW MDZV 7KH MDZ
FKXFNLVXVHGWRFODPSVTXDUHRUXQHYHQO\
VKDSHGZRUNSLHFHV
7KHFKXFNVIHDWXUHWKUHHKH[QXWDQGWKUHH
VHWVFUHZVIRUPRXQWLQJDVVKRZQLQILJXUH
)LJXUH6WHDG\UHVW
726(7837+(67($'<5(67
)LJXUH&KXFNPRXQWLQJVFUHZVDQGQXWV
:KHQ UHPRYLQJ WKH FKXFN ORRVHQ WKH KH[
QXWV WXUQ WKH ZDVKHU FRXQWHUFORFNZLVH
DQGSXOORXWWKHFKXFN6HHILJXUH
67($'<5(67
7KH VWHDG\ UHVW VXSSRUWV ORQJ VPDOO
GLDPHWHU VWRFN WKDW RWKHUZLVH FRXOG QRW EH
WXUQHG 7KH VWHDG\ UHVW FDQ DOVR UHSODFH
WKH WDLOVWRFN WR DOORZ IRU FXWWLQJ WRRO DFFHV
DWWKHRXWERDUGHQGRI\RXUZRUNSLHFH
7RPRXQWWKHVWHDG\UHVW
0DNHVXUHWKHVZLWFKLVLQWKH2))SRVLWLRQ
DQGWKHFRUGLVGLVFRQQHFWHGIURPWKH
SRZHUVRXUFH
/RRVHQWKHKH[QXWVVKRZQLQILJXUH
/RRVHQNQXUOHGVFUHZDQGRSHQWKHVOLGLQJ
ILQJHUV XQWLO WKH VWHDG\ UHVW FDQ EH PRYHG
ZLWK LWV ILQJHU DURXQG WKH ZRUNSLHFH
6HFXUH WKH VWHDG\ UHVW LQ SRVLWLRQ 6HH
ILJXUH
7LJKWHQ WKH NQXUOHG VFUHZ VR WKDW WKH
ILQJHUV DUH VQXJ EXW QRW WLJKW DJDLQVW WKH
ZRUNSLHFH 7LJKWHQ WKUHH KH[ QXWV VKRZQ
LQ ILJXUH DQG OXEULFDWH WKH VOLGLQJ SRLQWV
ZLWKPDFKLQHRLO
7KHVOLGLQJILQJHUVRIWKHVWHDG\UHVWVKRZQ
LQ ILJXUH VKRXOG UHFHLYH SHULRGLF
OXEULFDWLRQ ZKHQ XVHG WR SUHYHQW
SUHPDWXUHZHDU
WZR SUHFLVLRQ JURXQG 9VLGHZD\V DUH UH
HQIRUFHGE\KHDWKDUGHQLQJDQGJULQGLQJWR
JXLGH WKH FDUULDJH DQG WKH WDLOVWRFN
DFFXUDWHO\ 7KH PDLQ PRWRU LV PRXQWHG WR
WKHUHDURIWKHOHIWVLGHRIWKHEHG
)2//2:5(67
7KH IROORZ UHVW LV PRXQWHG RQ WKH VDGGOH
ZLWK WZR FDS VFUHZV VKRZQ LQ ILJXUH DQG
LW IROORZV WKH PRYHPHQW RI WKH WXUQLQJ WRRO
2QO\ WZR VOLGLQJ ILQJHUV DUH UHTXLUHG 7KH
SODFH RI WKH WKLUG ILQJHU LV WDNHQ E\ WXUQLQJ
WRRO 7KH IROORZ UHVW LV XVHG IRU WXUQLQJ
RSHUDWLRQV RQ ORQJ VOHQGHU ZRUNSLHFHV ,W
SUHYHQWV IOH[LQJ RI WKH ZRUNSLHFH XQGHU
SUHVVXUHIURPWKHWXUQLQJWRRO
6HW WKH ILQJHUV VQXJ WR WKH ZRUNSLHFH DQG
PDNHVXUHQRWWRRYHUWLJKWHQ/XEULFDWHWKH
ILQJHUV GXULQJ RSHUDWLRQ WR SUHYHQW
SUHPDWXUHZHDU
)LJXUH/DWKHEHG
+($'672&.
0DGH IURP KLJK TXDOLW\ FDVW LURQ IRU ORZ
YLEUDWLRQWKHKHDGVWRFNLVEROWHGWRWKHEHG
ZLWKIRXUVFUHZV7KHKHDGVWRFNKRXVHVWKH
PDLQ VSLQGOH ZLWK WZR SUHFLVLRQ WDSHU UROOHU
EHDULQJVDQGWKHGULYHXQLW
7KH PDLQ VSLQGOH WUDQVPLWV WKH WRUTXH
GXULQJWKHWXUQLQJSURFHVVDQGLWDOVRKROGV
WKHZRUNSLHFHDQGFODPSLQJGHYLFHV
)LJXUH)ROORZUHVWLQVWDOOHG
/$7+(%('
7KH ODWKH EHG LV PDGH RI KLJK TXDOLW\ LURQ
DQGIHDWXUHVKLJKFKHHNVZLWKVWURQJFURVV
ULEV HQVXULQJ ORZ YLEUDWLRQ DQG ULJLGLW\ ,W
LQWHJUDWHV WKH KHDGVWRFN DQG GULYH XQLW IRU
DWWDFKLQJWKHFDUULDJHDQGOHDGVFUHZV7KH
)LJXUH+HDGVWRFN
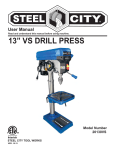
GEARBOX
The gearbox is located on the left side of
the lathe and is mounted on the bed. It is
used to select the feeds for straight turning
as well as for thread cutting. In order to
achieve certain thread pitches, it is
necessary to replace the change gears.
The torque of the work spindle is
transmitted to the feed gears and thus to
the lead screw.
FORWARD / REVERSE SWITCH: After the
machine is switched ON, turn the switch to
“F” position for counter-clockwise spindle
rotation (forward).
Turn the switch to “R” position for clockwise
spindle rotation (Reverse).
Turning the switch to “0” position the
spindle remains idle.
Figure-9 Gearbox
Figure-11 Forward / Reverse switch
HEAD STOCK CONTROLS
EMERGENCY ON/OFF BUTTON: The
On/Off button allows to start and stop the
machine.
FEED RATE SELECTOR KNOB: Use the
feed rate selector knob to set the desired
feed or thread rates. See figure-12.
FEED THREAD SELECTOR KNOB: For
thread selecting, shift the knob to the left
and for feed selecting, shift the knob to the
right. See figure-12.
FEED DIRECTION SELECTOR KNOB:
Select the carriage travel direction when the
chuck is rotating in the forward direction or
counter-clockwise as viewed from the front
of the chuck.
Figure-10 Emergency ON/OFF button
11
SADDLE
The saddle is made from high quality cast
iron and all sliding parts are smoothly
ground to fit the V on the bed without play.
Figure-12 Gearbox controls
VARIABLE SPEED CONTROL KNOB:
Turn the knob clockwise to increase the
spindle speed and counter-clockwise to
decrease the spindle speed. The possible
speed range is dependent on the position of
the drive belt. See figure-13.
Figure-14 Saddle and apron
CARRIAGE CONTROLS
The carriage allows the cutting tool to move
along the length of the lathe bed .The cross
slide allows the cutting tool to travel
perpendicular to the bed. The carriage
features a top slide which allows linear
movement of the cutting tool at any preset
angle .This section will review the individual
controls on the carriage and provide
descriptions of their uses.
Figure-13 Variable speed control knob
APRON
The apron is mounted to the saddle and to
the front side of the bed and it houses the
half nut with an engaging lever for
activating the automatic feed. The half nut
gibs can be adjusted from the outside.
LONGITUDINAL TRAVEL HAND WHEEL:
Turning the longitudinal hand wheel, moves
the carriage left or right along the bed .The
control is helpful when setting up the
machine for turning, when manual
movement is desired during turning
operations. See figure-15.
CROSS SLIDE HAND WHEEL: Turning
the cross slide hand wheel, moves the
cross slide towards or away from the workpiece. The graduated scale can be adjusted
12
XVLQJ WKH VDPH PHWKRG DV WKH ORQJLWXGLQDO
VFDOH6HHILJXUH
723 6/,'( +$1' :+((/ 7KH WRS VOLGH
KDQG ZKHHO FRQWUROV WKH SRVLWLRQ RI WKH
FXWWLQJ WRRO UHODWLYH WR WKH ZRUNSLHFH 7KH
WRS VOLGH LV DGMXVWDEOH IRU DQJOH DV ZHOO DV
ORQJLWXGLQDO WUDYHO ,W FDQ EH DGMXVWHG D IXOO
LIQHHGHG6HHILJXUH
+$/) 187 /(9(5 7KLV OHYHU HQJDJHV
DQG GLVHQJDJHV WKH KDOI QXW RQ WKH OHDG
VFUHZ 7KH OHYHU LV RQO\ HQJDJHG ZKLOH
WXUQLQJ WKUHDGV LQ VWRFN $ ORFNRXW GHYLFH
IHDWXUH LQ WKH OHYHU PHFKDQLVP HQJDJHV
ZKHQWKHIHHGVHOHFWRULVXVHG
7+5($',1* ',$/ ,1',&$725 7KLV
LQGLFDWRU WHOOV \RX ZKHQ WR HQJDJH WKH KDOI
QXWIRUWKUHDGLQJSURFHVV6HHILJXUH
722/ 3267$ IRXUZD\ WRRO SRVW LVVXSSOLHG
ZLWK 309)/% &XWWLQJ WRROV FDQ EH
DWWDFKHG DQG UHPRYHG E\ WLJKWHQLQJ RU
ORRVHQLQJWKHFODPSLQJEROW6HHILJXUH
)LJXUH&DUULDJHFRQWUROV
)LJXUH&DUULDJHFRQWUROV
$872 )((' 6(/(&725 /(9(5 0RYLQJ
WKLV OHYHU XSZDUG HQJDJHV WKH DXWRPDWLF
ORQJLWXGLQDO IHHG 0RYLQJ WKLV OHYHU GRZQ
HQJDJHV WKH DXWRPDWLF WUDYHUVH IHHG 6HH
ILJXUH
/($'6&5(:$1')(('
6&5(:
7KH OHDG VFUHZ DQG IHHG VFUHZ DUH
PRXQWHGRQWKHIURQWRIWKHPDFKLQHEHG,W
LV FRQQHFWHG WR WKH JHDU ER[ DW WKH OHIW IRU
DXWRPDWLFIHHGDQGLVVXSSRUWHGE\EHDULQJ
RQERWKHQGV
:$51,1*
'R QRW VLPXOWDQHRXVO\ HQJDJH WKH IHHG
OHYHU DQG WKH WKUHDGLQJ OHYHU 'RLQJ VR
ZLOOGDPDJHWKHODWKH
)LJXUH/HDGVFUHZDQGIHHGVFUHZ
7$,/672&.
7$,/672&.&21752/6
7KHWDLOVWRFNVOLGHVRQD9ZD\DQGFDQEH
FODPSHGDWDQ\ORFDWLRQ7KHWDLOVWRFNKDVD
KHDY\ GXW\ VSLQGOH DQG WKH VSLQGOH FDQ EH
FODPSHG DW DQ\ ORFDWLRQ ZLWK D FODPSLQJ
OHYHU 7KH VSLQGOH LV PRYHG ZLWK D KDQG
ZKHHODWWKHHQGRIWKHWDLOVWRFN
7$,/672&. +$1' :+((/ 7XUQLQJ WKH
KDQGZKHHODGYDQFHVRUUHWUDFWVWKHTXLOOLQ
WKH WDLOVWRFN 7KH JUDGXDWHG VFDOH RQ WKH
KDQGZKHHOLVDGMXVWDEOH6HHILJXUH
48,///2&./(9(57KLVORFNOHYHUORFNV
WKH TXLOO LQ SRVLWLRQ ZKHQ WLJKWHQHG 6HH
ILJXUH
7$,/672&. /2&. /(9(57XUQ WKLV ORFN
OHYHU XS WR ORFN DQG GRZQ WR XQORFN WKH
WDLOVWRFN LQ SRVLWLRQ RQ WKH ODWKH EHG 6HH
ILJXUH
$'-8670(17 6&5(: 7KLV VHW VFUHZ LV
XVHG WR DOLJQ WKH WDLOVWRFN ZLWK WKH
KHDGVWRFN 6HH SDJH IRU GHWDLOV RQ
&HQWHU$OLJQPHQW
)LJXUH7DLOVWRFN
0DNH VXUH WR LQVWDOO WKH VHFXULQJ VFUHZ DW
WKHHQGRIWKHODWKHDVVKRZQLQILJXUHLQ
RUGHUWRSUHYHQWWKHWDLOVWRFNIURPIDOOLQJRII
WKHODWKHEHG
)LJXUH7DLOVWRFNFRQWUROV
)LJXUH ,QVWDOOLQJ WKH VHFXULQJ VFUHZ RQ
WKHODWKHEHG
TEST RUN
Once you have assembled your lathe
completely, it is then time for a test run to
make sure that the lathe works properly and
is ready for operation.
Remove all the tools used for assembling
the machine and make sure all the guards
are in place.
WARNING
Before starting the lathe, make sure that
you have read and understood the
manual and you are familiar with the
functions and safety features on this
machine. Failure to do so may cause
serious personal injury.
To ensure the carriage controls do not
move unexpectedly when the lathe is
started, rotate the feed direction selector
knob so that the arrow is pointing to the
middle (neutral) position as shown in figure21.
While test running the machine, check the
following:
The Emergency Stop & ON/OFF buttons
are working properly.
The chuck and jaws are properly secured
and working properly.
While the machine is running, turn the
variable speed control knob clockwise to
make sure it is working properly.
Let the machine run for 10 minutes at the
Low Speed.
During the test run if there is any unusual
noise coming from the lathe or it vibrates
excessively, turn OFF the power switch
immediately and disconnect from the power
source Investigate if you can find out the
problem with your machine. See page-28
for troubleshooting.
If the machine is running smoothly, proceed
to the next step.
Change the belt for High Speed and let the
machine run for another 10 minutes. See
page-16 for details on speed change.
Turn the machine OFF and turn the
Forward/Reverse switch to “R” position.
Turn the machine back ON and make sure
the spindle is rotating clockwise (reverse).
Figure-21 Feed direction selector knob
Connect the cord to the power outlet and
turn the machine ON.
WARNING
Do not make any adjustments while the
machine is running. Failure to follow this
warning can cause serious personal
injuries to the operator and damage to the
machine.
15
63(('&+$1*(
7KH URWDWLQJ VSHHG RI WKH KHDGVWRFN LV
FRQWUROOHGE\WKHSRVLWLRQLQJRIWKHEHOWVRQ
WKH SXOOH\V 7KHVH DUH DFFHVVHG E\
UHPRYLQJWKHSURWHFWLYHFRYHURQWKHHQGRI
WKHKHDGVWRFN
5HIHUWRWKH7KUHDGLQJ)HHGLQJ7DEOHIRU
/DWKH RQ SDJH RU WKH SODWH RQ WKH
KHDGVWRFN WR GHWHUPLQH ZKLFK EHOW
FRPELQDWLRQV SURGXFH ZKDW VSHHGV 7KH
VSHHG VHWWLQJV DYDLODEOH RQ WKH 309)/%
DUH±530DQG530
72&+$1*(7+(63,1'/(63(('
8QVFUHZ WKH WZR IDVWHQLQJ NQREV VKRZQ LQ
ILJXUHDQGUHPRYHWKHSURWHFWLYHFRYHU
)LJXUH6FUHZVDQGQXWVVHFXULQJWKH
PRWRUPRXQWLQJSODWH
3RVLWLRQWKHEHOWRQWKHSXOOH\VIRUKLJKDQG
ORZVSHHGDFFRUGLQJWRILJXUH
7KH ORZ VSLQGOH VSHHG LV ± 530
ZKLOH WKH KLJK VSLQGOH VSHHG LV 530
)LJXUH%HOWSRVLWLRQRQWKHSXOOH\V
)LJXUH5HPRYLQJWKHFRYHU
/RRVHQ WKH IRXU QXWV DQG VFUHZV VKRZQ LQ
ILJXUH DQG PRYH WKH PRWRU PRXQWLQJ
SXOOH\WRUHOHDVHWKHWHQVLRQRQWKHEHOW
2QFHWKHEHOWWHQVLRQLVUHOHDVHGUHSRVLWLRQ
WKH EHOW RQ WKH SXOOH\V JURRYHV IRU KLJK RU
ORZVSLQGOHVSHHG
2QFHWKHEHOWLVRQWKHULJKWJURRYHVPRYH
WKH PRWRU SXOOH\ EDFN WR LWV SRVLWLRQ WR
WHQVLRQWKHEHOW5HWLJKWHQWKHVFUHZVDQG
QXWVUHPRYHG
,03257$17
:H VXJJHVW VHOHFWLQJ WKH ORZ VSHHG ,W
SURYLGHVVWURQJHUWRUTXHZKLOHRSHUDWLRQ
/21*,78',1$/7851,1*
:,7+$872)(('
0$18$//21*,78',1$/
7851,1*
6HW WKH IHHG GLUHFWLRQ VHOHFWRU NQRE DQG
IHHG UDWH VHOHFWRU NQRE VKRZQ LQ ILJXUH
WRVHOHFWWKHIHHGGLUHFWLRQDQGIHHGVSHHG
,Q WKLV WXUQLQJ RSHUDWLRQ WKH WRRO IHHGV
SDUDOOHO WR WKH D[LV RI URWDWLRQ ORQJLWXGLQDO
RI WKH ZRUNSLHFH 0DQXDO IHHG LV
DFFRPSOLVKHG E\ WXUQLQJ WKH FDUULDJH KDQG
ZKHHO RQ WKH ODWKH DSURQ RU WKH WRS VOLGH
7KH FURVV IHHG IRU WKH GHSWK RI FXW LV
DFKLHYHG XVLQJ WKH FURVV VOLGH 6HH ILJXUH
)LJXUH )HHG UDWH VHOHFWRU NQRE IHHG
GLUHFWLRQVHOHFWRUNQREDQGFKDUW
)LJXUH6WUDLJKWWXUQLQJ
8VH WKH FKDUW RQ WKH ODWK IRU VHOHFWLQJ WKH
IHHG VSHHG RU WKH WKUHDG SLWFK 6HOHFW WKH
SURSHU JHDU VHW LI WKH UHTXLUHG IHHG RU
WKUHDG SLWFK FDQ QRW EH REWDLQHG ZLWK WKH
LQVWDOOHG JHDU VHW $XWRPDWLF IHHG LV
DFFRPSOLVKHG E\ PRYLQJ WKH DXWR IHHG
OHYHUXS6HHILJXUH
)LJXUH$XWRIHHGVHOHFWRUOHYHU
)$&,1*$1'5(&(66(6
,Q WKH IDFLQJ RSHUDWLRQ WKH WRRO IHHGV
SHUSHQGLFXODU WR WKH D[LV RI URWDWLRQ RI WKH
ZRUNSLHFH7KHIHHGLVPDGHPDQXDOO\ZLWK
WKH FURVV VOLGH KDQG ZKHHO 7KH GHSWK RI
FXW LV PDGH ZLWK WKH WRS VOLGH 6HH ILJXUH
)LJXUH)DFLQJGUHVVLQJ
TURNING BETWEEN
CENTERS
For turning between centers, it is necessary
to remove the chuck from the spindle. Fit
the MT3 center into the 5/3 reducing sleeve
(provided) and fit the reducing sleeve into
the spindle taper.
Mount the work-piece fitted with the driver
dog between the centers. The driver is
driven by a catch or face plate. See figure29.
IMPERIAL THREAD: When cutting inch
threads, the half nut and threading dial are
used to thread in a conventional manner.
The threading and feeding table on page-27
or on the headstock, specifies at which
point a thread can be entered using the
threading dial.
METRIC THREAD: The only difference in
metric thread cutting is that the half nut
must remain engaged during the entire
threading process. The thread dial can not
be utilized.
Figure-30 Half nut and threading dial
Figure-29 Turning between centers
Set the machine up for the desired thread
pitch.
IMPORTANT
Always use a small amount of grease on
the tailstock center to prevent center tip
from over heating.
Start the machine and engage the half nut.
When the tool reaches the end of the cut,
stop the machine by turning the motor off
and at the same time back the tool out off
the work-piece so that it clears the thread.
Do not disengage the half nut lever.
THREAD CUTTING
Several different threads can be cut using
the proper combination of gears and
settings.
Reverse the motor direction allowing the
cutting tool to traverse back to the starting
point.
Repeat these steps until you have obtained
results.
18
/()7 $1' 5,*+7 7+5($' &877,1*
7KH OHIW DQG ULJKW WKUHDG FXWWLQJ LV GRQH
XVLQJ WKH IHHG GLUHFWLRQ VHOHFWRU NQRE
7XUQLQJ WKH IHHG GLUHFWLRQ VHOHFWRU NQRE
FRXQWHUFORFNZLVH FXWV OHIW WKUHDG ZKLOH
WXUQLQJLWFORFNZLVHFXWVULJKWWKUHDG
6HOHFWWKHSURSHUJHDUVHWDFFRUGLQJWR\RXU
UHTXLUHPHQWV IURP WKH IHHG WDEOH JLYHQ RQ
WKH ODWKH 6HH SDJH 7KUHDGLQJ )HHGLQJ7DEOHIRUGHWDLOVDQGLQVWDOOLWRQWR
WKHTXDGUDQWXVLQJQXWVUHPRYHG
5HLQVWDOOWKHSURWHFWLYHFRYHU
,03257$17
:H VXJJHVW VHOHFWLQJ WKH ORZ VSHHG ,W
SURYLGHVVWURQJHUWRUTXHZKLOHRSHUDWLRQ
&+$1*(*($56
5(3/$&(0(17
7RUHSODFHWKHFKDQJHJHDUV
0DNHVXUHWKHVZLWFKLVLQWKH2))SRVLWLRQ
DQG WKH FRUG LV XQSOXJJHG IURP WKH SRZHU
RXWOHW
8QVFUHZ WKH WZR IDVWHQLQJ NQREV DQG
UHPRYH WKH SURWHFWLYH FRYHU WR DFFHVV WKH
FKDQJHJHDUV
8QVFUHZ WKH EROW IURP WKH OHDG VFUHZ DQG
WKHVTXDUHQXWVVKRZQLQILJXUHIURPWKH
TXDGUDQW EROWV LQ RUGHU WR UHPRYH WKH
FKDQJHJHDUV
)LJXUH&KDQJHJHDUVUHSODFHPHQW
*,%6$'-8670(17
7KHUH DUH WZR PDLQ JLE VFUHZV DGMXVWPHQW
IRUWKHPDFKLQHWKHFURVVVOLGHJLEVFUHZV
DQGWKHWRSVOLGHJLEVFUHZV
:$51,1*
0DNH VXUH WKH VZLWFK LV LQ WKH 2))
SRVLWLRQ DQG WKH FRUG LV GLVFRQQHFWHG
IURP WKH SRZHU VRXUFH EHIRUH PDNLQJ
DQ\ DGMXVWPHQWV )DLOXUH WR GR VR FDQ
UHVXOWVHULRXVSHUVRQDOLQMXU\
&52666/,'(*,%6&5(:6
$'-8670(17
7KHDGMXVWPHQWJLEVDUHORFDWHGRQWKHOHIW
VLGHRIWKHFURVVVOLGH7RDGMXVWJLEORRVHQ
WKH QXWV KROGLQJ WKH JLEV 7LJKWHQ WKH JLEV
XQWLO H[FHVV PRYHPHQW LV HOLPLQDWHG DQG
UHWLJKWHQWKHQXWV6HHILJXUH
)LJXUH &URVV VOLGH DGMXVWPHQW JLE
VFUHZV
7236/,'(*,%6$'-8670(17
/RFDWH WKH DGMXVWPHQW JLEV RQ WKH VLGH RI
WKHWRSVOLGHDVVKRZQLQILJXUH/RRVHQ
WKH QXWV KROGLQJ WKH JLEV DQG WKHQ WLJKWHQ
WKH JLEV XQWLO H[FHVV PRYHPHQW LV
HOLPLQDWHG 2QFH DOO WKH JLEV DUH WLJKWHQHG
SURSHUO\UHWLJKWHQWKHQXWV
)LJXUH7RSVOLGHDGMXVWPHQWJLEVVFUHZV
&+8&.581287
,I \RXU ODWKH UHTXLUHV D KLJKHU OHYHO RI
DFFXUDF\\RXPD\ILQGLWQHFHVVDU\WRWUXH
XSWKHFKXFNWRHQVXUHPLQLPDOUXQRXW
7RFKHFNDQGFRUUHFWWKHFKXFNUXQRXW
0RXQW D SLHFH RI EDU VWRFN LQ WKH FKXFN
7KH VWRFN VKRXOG SURWUXGH DSSUR[LPDWHO\
PP
5HPRYH WKH EROWV VHFXULQJ WKH EDFN SODWH
WR WKH FKXFN 7DS DORQJ WKH HGJH RI WKH
PRXQWLQJVKRXOGHUXQWLOWKHFKXFNDQGEDFN
SODWHDUHIUHHRIHDFKRWKHUDQGWKUHDGEDFN
SODWHRQWRWKHVSLQGOH
5HPRYHDERXWPPRIPDWHULDOIURPWKH
VXUIDFH WKDW WKH FKXFN PRXQWV WR %H
FDUHIXOQRWWRUHPRYHDQ\PDWHULDOIURPWKH
GLDPHWHURIWKHVKRXOGHU6HHILJXUH
)LJXUH7XUQLQJWKHEDFNSODWH
,QVWDOO WKH FKXFN RQWR WKH EDFN SODWH DQG
FKHFNWKHUXQRXW,IWKHUXQRXWLVQRWZLWKLQ
DQ DFFHSWDEOH UDQJH LW PD\ EH QHFHVVDU\
WRWXUQDQHZVKRXOGHURQWKHEDFNSODWH
%HIRUHWXUQLQJDQHZVKRXOGHUPHDVXUHWKH
GLDPHWHU RI WKH UHFHVV LQ WKH EDFN RI WKH
FKXFNDFFXUDWHO\
5HPRYH DSSUR[LPDWHO\ RQH KDOI RI WKH
WKLFNQHVV RI WKH VKRXOGHU DSSUR[LPDWHO\
PP 5HPRYH WKH VDPH WKLFNQHVV RII
WKHIDFHRIWKHPRXQWLQJVXUIDFH
8VH D GLDO LQGLFDWRU DQG PHDVXUH WKH UXQ
RXWDWWKHHQGRIWKHEDU,QPRVWFDVHVWKH
DPRXQW RI UXQRXW ZLOO QRW H[FHHG PP
RYHU PP ZKLFK VKRXOG EH DFFXUDWH
HQRXJKIRUPRVWDSSOLFDWLRQV,IWKHUXQRXW
RQWKHFKXFNLVH[FHVVLYHHJJUHDWHUWKDQ
PP WKH H[FHVV UXQRXW VKRXOG EH
HOLPLQDWHG
6WDUWE\UHPRYLQJWKHFKXFN
)LJXUH7XUQLQJQHZVKRXOGHURQEDFN
The finished diameter of the shoulder
should be 0.025mm larger than the
diameter of the recess in the chuck. This is
a critical step in minimizing chuck run-out.
Re-install the chuck and check for run-out.
HEADSTOCK &
TAILSTOCK ALIGNMENT
The headstock and tailstock alignment has
been adjusted properly in the factory before
the machine is shipped to you. However,
after lengthy operation, the headstock and
tailstock may be out of alignment.
To check the centers alignment:
Figure-37 Stock thicker at the tailstock end
If the stock is thinner at the tailstock end,
the tailstock needs to be moved away from
you to the amount of taper. See figure-38.
Center drill a 150mm piece of bar stock on
one end and position it between the
headstock and tailstock as shown in figure36.
Figure-38 Stock thinner at the tailstock end
Figure-36 checking headstock and tailstock
alignment
TO MOVE THE TAILSTOCK:
Turn approximately 0.025mm off diameter.
Make sure the switch is in the OFF position
and the cord is disconnected from the
power outlet.
Measure the stock with a micrometer. If the
stock is thicker at the tailstock end, the
tailstock needs to be moved towards you to
the amount of taper. See figure-37.
Adjust the tailstock offset to the amount by
turning the adjustment screw shown in
figure-39.
21
Re-tighten the two hex socket cap screws.
CAUTION
Make sure not to tighten the hex socket
cap screws excessively or it will damage
the bearing.
Figure-39 Tailstock offset adjustment screw
Turn another 0.5mm off the stock and
check for taper. Repeat this procedure until
the tailstock is aligned with the headstock.
MAIN SPINDLE BEARINGS
The main spindle bearings are adjusted at
the factory. If end play becomes evident
after considerable use, the bearings may be
adjusted.
Loosen two hex socket cap screws in the
slotted nut shown in figure-40. Tighten
slotted nut until all end play is taken up. The
spindle should still revolve freely.
Figure-40 Main spindle bearing adjustment
LUBRICATION
Lubricate all slide-ways lightly before every
use with 20W oil.
WARNING
Lathe must be serviced at all lubrication
points and all reservoirs filled to
operating level, before the lathe is
placed into service. Failure to comply
may cause serious damage.
GEARBOX
Oil must be up to the indicator mark in the
oil sight glass as shown in figure-41. Top off
with Mobilgear 627 or equivalent. Fill by
pulling the plug shown in figure-41.
Figure-41 Gear box oil sight glass & fill plug
22
7R GUDLQ WKH RLO UHPRYH WKH GUDLQ SOXJ RQ
WKH OHIW VLGH RI KHDGVWRFN 6HH ILJXUH
'UDLQ FRPSOHWHO\ DQG UHILOO DIWHU ILUVW WKUHH
PRQWKV RI RSHUDWLRQ 7KHQ FKDQJH RLO LQ
WKHKHDGVWRFNDQQXDOO\
6$''/(
/XEULFDWH WKH IRXU RLO SRUWV $ VKRZQ LQ
ILJXUHZLWK:PDFKLQHRLORQFHGDLO\
&52666/,'(
/XEULFDWH WZR RLO SRUWV % VKRZQ LQ ILJXUH
ZLWK:PDFKLQHRLO
)LJXUH*HDUER[RLOGUDLQSOXJ
&+$1*(*($56
$SSO\DIHZGURSVRIRLORQWKHJHDUVWHHWK
DQGDYRLGJHWWLQJRLORQWKHSXOOH\VDQGEHOW
)LJXUH &DUULDJH DQG FURVV VOLGH RLO ILOO
SRUWV
&52666/,'(+$1'
:+((/
/XEULFDWHWKHRLOSRUW&RQWKHFURVVVOLGH
KDQG ZKHHO VKRZQ LQ ILJXUH ZLWK :
PDFKLQH
)LJXUH&KDQJHJHDUV
)LJXUH&URVVVOLGHKDQGZKHHORLOSRUW
/($'6&5(:
/XEULFDWH WKH RLO SRUWV ' ( VKRZQ LQ
ILJXUHZLWK:PDFKLQHRLORQFHGDLO\
0$,17(1$1&(
'XULQJ WKH OLIH RI \RXU PDFKLQH \RX ZLOO
QHHGWRSUDFWLFHVRPHUHJXODUPDLQWHQDQFH
WR NHHS \RXU ODWKH LQ SHDN SHUIRUPDQFH
FRQGLWLRQ
7UHDW WKH PDFKLQH ZLWK FDUH NHHS LW
FOHDQ DQG JUHDVH DQG OXEULFDWH LW UHJXODUO\
2QO\ WKURXJK JRRG FDUH \RX FDQ EH VXUH
WKDW WKH ZRUNLQJ TXDOLW\ RI WKH PDFKLQH ZLOO
UHPDLQFRQVWDQW
)LJXUH /HDG VFUHZ DQG IHHG VFUHZ RLO
SRUWV
7$,/672&.
/XEULFDWH WKH WZR RLO SRUWV VKRZQ LQ ILJXUH
RQFHGDLO\
2LO JUHDVH DQG FOHDQLQJ DJHQWV DUH
SROOXWDQWV DQG PXVW QRW EH GLVSRVHG RII
WKURXJK WKH GUDLQV RU LQ QRUPDO JDUEDJH
'LVSRVHRIWKRVHDJHQWVLQDFFRUGDQFHZLWK
FXUUHQW ORFDO HQYLURQPHQWDO UHJXODWLRQV
&OHDQLQJ UDJV LPSUHJQDWHG ZLWK RLO JUHDVH
DQG FOHDQLQJ ZRRO LQ D VXLWDEOH FORVHG
YHVVHO DQG GLVSRVHG RI LQ DQ
HQYLURQPHQWDOO\ VRXQG ZD\ 'R QRW SXW
WKHPZLWKQRUPDOJDUEDJH
/XEULFDWH DOO VOLGH ZD\V OLJKWO\ EHIRUH
HYHU\ XVH 7KH FKDQJH JHDUV DQG WKH OHDG
VFUHZ PXVW DOVR EH OLJKWO\ OXEULFDWHG ZLWK
OLWKLXPEDVHGJUHDVH
'XULQJ RSHUDWLRQ WKH FKLSV ZKLFK IDOO
RQWR WKH VOLGLQJ VXUIDFH VKRXOG EH FOHDQHG
LQ D WLPHO\ IDVKLRQ )UHTXHQW LQVSHFWLRQV
VKRXOG EH PDGH WR SUHYHQW FKLSV IURP
IDOOLQJ LQWR WKH SRVLWLRQ EHWZHHQ WKH
FDUULDJHDQGEHGZD\
)LJXUH7DLOVWRFNRLOSRUWV
:$51,1*
0DNHVXUHWKHPDFKLQHLVWXUQHGRIIDQG
WKHFRUGLVGLVFRQQHFWHGIURPWKHSRZHU
VRXUFH EHIRUH VHUYLFLQJ DQG UHSODFLQJ
DQ\FRPSRQHQWVRQWKHPDFKLQH
$IWHU WKH RSHUDWLRQ HYHU\ GD\ HOLPLQDWH
DOOWKHFKLSVDQGFOHDQGLIIHUHQWSDUWVRIWKH
PDFKLQH WRRO DQG DSSO\ PDFKLQH WRRO RLO WR
SUHYHQWIURPUXVWLQJ
*RRG KRXVHNHHSLQJ SUDFWLFH VKRXOG EH
IROORZHGRQDGDLO\EDVLVNHHSLQJ\RXUODWKH
FOHDQDQGZHOOOXEULFDWHG
237,21$/67$1'
7KH /DWKH IHDWXUHV DQ RSWLRQDO VWDQG
ZKLFK FDQ EH ERXJKW VHSDUDWHO\
)LJXUH0RXQWLQJWKHODWKHRQWKHVWDQG
)LJXUH
6WDQGLQYHQWRU\
/,672)&217(17647<
$/HIW&DELQHW % 5LJKW&DELQHW &&RQQHFWLQJ%UDFNHWV ' 0RXQWLQJ+DUGZDUH%DJ
2QFH ERWK WKH EUDFNHWV DUH SURSHUO\
VHFXUHG WR WKH FDELQHWV SRVLWLRQ WKH FKLS
WUD\ RQ WKH FDELQHWV DOLJQLQJ WKH KROHV RQ
WKH FKLS WUD\ ZLWK WKH KROHV RQ WKH FDELQHW
1RZSRVLWLRQWKHODWKHRQWKHVWDQGXVLQJD
IRUN WUXFN $OLJQ WKH KROHV RQ WKH PDFKLQH
ZLWK WKH KROHV RQ WKH FKLS WUD\ DQG WKH
FDELQHWV
2SHQ WKH FDELQHWV DQG LQVHUW WKH EROWV DQG
ZDVKHUV SURYLGHG ZLWK WKH VWDQG IURP WKH
WRS DQG WLJKWHQ WKH QXWV IURP LQVLGH
FDELQHWV
67$1'$66(0%/<
%HIRUHDWWDFKLQJWKHEUDFNHWVWRWKHVWDQGV
WKUHDG WKH EROWV LQWR WKH KROHV WR EUHDN WKH
SDLQWHQVXULQJVPRRWKWKUHDGLQJDIWHU
&RQQHFW WKH OHIW DQG ULJKW FDELQHW E\
DWWDFKLQJ WKH EUDFNHWV WR WKH FDELQHWV DQG
VHFXULQJ WKRVH XVLQJ VFUHZV DQG ZDVKHUV
SURYLGHG
)LJXUH/DWKHPRXQWHGRQWKHVWDQG
ELECTRICAL
CONNECTIONS
The Variable Speed Lathe is rated
at 1.5-Horse Power, Single Phase, 110-Volt
and 12.3 Amps. Use the wiring diagram for
connecting the lathe to the main supply.
Make sure the lathe is properly grounded.
See page-8 for details.
WARNING
Connection of the lathe and all other
electrical work may only be carried out
by an authorized electrician. Failure to
comply may cause serious injury and
damage
to
the
machinery
and
surroundings.
WIRING DIAGRAM FOR PM-1127VF-LB
26
7+5($',1*)((',1*7$%/()25/$7+(
0(75,&
,1&+
PM-1127VF-LB /DWKH
PM-1127VF-LB /DWKH
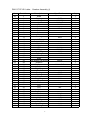
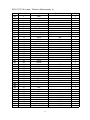
1R
3DUWV1R
'HVFULSWLRQ
/DEHO
6FUHZ
%ROW
1XW
1XW
6SLQGOH
.H\
*DVNHW
%HDULQJ
+HDGVWRFN
6FUHZ
%HDULQJ
*DVNHW
%XVK
*HDU
%HOW
6SLQGOH3XOOH\
6HW6FUHZ
:DVKHU
1XW
6FUHZ
%UDFNHW
6FUHZ
:DVKHU
'&0RWRU
0RWRU3XOOH\
6HW6FUHZ
+HDG6WRFN
%HOW&RYHU
%UDFNHW3ODWH
6SHFLILFDWLRQ
Ɏ[
0
0
[
0[
(
*DWHV
0[
.:
4W\
PM-1127VF-LB Lathe -
PM-1127VF-LB
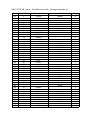
Lathe - *HDUER[$VVHPEO\ ,
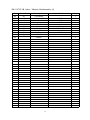
1R
3DUWV1R
'HVFULSWLRQ
6KDIW
%HDULQJ
25LQJ
1XW
3LQ
&ROODU
6FUHZ
&RYHU
&ROODU
*HDU
%HDULQJ
/HIW3OXJ
+H[6RFNHW&DS6FUHZ
:DVKHU
.H\
3LQ
25LQJ
6QDS5LQJ
%HDULQJ
*HDU
6KDIW
+H[6RFNHW&DS6FUHZ
*HDUER[
6HW6FUHZ
&ROODU
5LJKW3OXJ
6KDIW
%HDULQJ
%HDULQJ
*HDU
6QDS5LQJ
*HDU
6KDIW
.H\
.H\
*HDU
6HW6FUHZ
6KDIW
.H\
.H\
%HDULQJ
*HDU
6QDS5LQJ
%HDULQJ
6SHFLILFDWLRQ
0[
ĭ[
0[
ĭ
ĭ[
ĭ
0[
0[[
ĭ
[
[
ĭ[
[
[
ĭ
4W\
PM-1127VF-LB Lathe - *HDUER[ $VVHPEO\ ,,
1R
3DUWV1R
'HVFULSWLRQ
/HIW3OXJ
)RUN
%UDFNHW
3LQ
6KDIW
25LQJ
)RUN
*HDU
6QDS5LQJ
%HDULQJ
*HDU
5LJKW3OXJ
'LDOV%ORFN
*HDUER[&RYHU
3LQ
.QRE%DVH
.QRE
/DEHO
%DOO
6SULQJ
6FUHZ
/DEHO
2LO6LJKW
6FUHZ
6FUHZ
6KDIW
6SHFLILFDWLRQ
ĭ;
ĭ
ĭ[
ĭ
[[
0[
0[
0[
4W\
PM-1127VF-LB Lathe - 7RSVOLGH&URVVVOLGH&DUULDJH$VVHPEO\
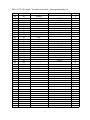
PM-1127VF-LB Lathe - 7RSVOLGH&URVVVOLGH&DUULDJH$VVHPEO\ ,
1R
3DUWV1R
'HVFULSWLRQ
6FUHZ
+DQGOH%DVH
+DQGOH6KDIW
.QRE
:DVKHU
3RVW%DVH
6WRS
6SULQJ
7RS6OLGH
*LE
:DVKHU
+XE
,QGH[5LQJ
+H[6RFNHW&DS6FUHZ
%DOO
6SULQJ
,QGH[%DVH
3LQ
/HYHU
/HYHU
/HYHU6KDIW
%ORFN
6FUHZ
SOXJ
6HW6FUHZ
2LO%DOO
+H[6RFNHW&DS6FUHZ
&URVV6OLGH
SOXJ
+H[1XW
+H[6RFNHW&DS6FUHZ
%ORFN
6HW6FUHZ
+H[6RFNHW&DS6FUHZ
6DGGOH
:LSHU
3ODWH
6FUHZ
:LSHU
3ODWH
6WULS
+H[6RFNHW&DS6FUHZ
6WULS
6WULS
6SHFLILFDWLRQ
0[
[[
0[
ĭ
[[
ĭ[
0[
0[
0
0[
0[
0[
0[
0[
4W\
PM-1127VF-LB Lathe - 7RSVOLGH&URVVVOLGH&DUULDJH$VVHPEO\ ,,
1R
3DUWV1R
'HVFULSWLRQ
%UDFNHW
+H[6RFNHW&DS6FUHZ
%HDULQJ
&ROODU
,QGH[5LQJ
+DQGOHZKHUH
:DVKHU
+H[6RFNHW&DS6FUHZ
6SULQJ
+H[6RFNHW&DS6FUHZ
.H\
,HDGVFUHZ
*LE
+H[6RFNHW&DS6FUHZ
+H[6RFNHW&DS6FUHZ
3LQ
*UDGXDWHG&ROODU
7%ROW
&ODPSLQJ5LQJ
1XW
%ROW
+H[6RFNHW&DS6FUHZ
SOXJ
6ZLYHO%DVH
.H\
*HDU
6HW6FUHZ
6SHFLILFDWLRQ
0[
0[
0[
0[
0[
ĭ[
0[
0
0[
[
0[
4W\
PM-1127VF-LB Lathe - $SURQ$VVHPEO\
PM-1127VF-LB Lathe - $SURQ$VVHPEO\,
1R
3DUWV1R
'HVFULSWLRQ
*HDU
3LQ
*HDU
:DVKHU
6HW6FUHZ
*HDU6KDIW
.H\
6KDIW
6QDS5LQJ
*HDU
6KDIW
*HDU
*HDU
3LQ
*HDU
:DVKHU
*HDU
*HDU
6QDS5LQJ
6KDIW
:RUP
.H\
*HDU
:DVKHU
:RUP
%HDULQJ
:RUP%DVH
3LQ
+H[6RFNHW&DS6FUHZ
:RUP
.H\
:DVKHU
6HW6FUHZ
3ODWH
3ODWH
+H[6RFNHW&DS6FUHZ
+DOI1XW
3LQ
&DP6KDIW
+H[6RFNHW&DS6FUHZ
+H[6RFNHW&DS6FUHZ
%DOO
6SULQJ
6HW6FUHZ
6SHFLILFDWLRQ
ĭ[
0[
ĭ
ĭ[
ĭ
[
ĭ[
0[
0[
ĭ[
0[
0[
ĭ
[[
0[
4W\
PM-1127VF-LB Lathe - $SURQ$VVHPEO\ ,,
1R
3DUWV1R
'HVFULSWLRQ
.QRE
+DQGOH
+DQGOH%DVH
3LQ
6KDIW
%DVH
+H[6RFNHW&DS6FUHZ
6KDIW+DQGOH
6KDIW)RU[
3LQ
%DVH
6HW6FUHZ
1XW
6KLIW/HYHU
1XW
+H[6RFNHW&DS6FUHZ
6KDIW+DQGOH
.QRE
ZDVKHU
+DQGZKHHO
6KDIW
*UDGXDWHG&ROODU
%UDFNHW
6KDIW
.H\
.H\
2LO%DOO
5LYHW
3ODWH
3ODWH
3ODWH
&ROODU
$SURQ
6SHFLILFDWLRQ
ĭ[
0[
ĭ[
0
0
0[
ĭ
[
[
ĭ
ĭ[
4W\
PM-1127VF-LB Lathe -
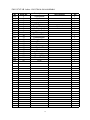
PM-1127VF-LB Lathe - 7DLOVWRFN%HG$VVHPEO\ ,
1R
3DUWV1R
'HVFULSWLRQ
4XLOO
.H\
1XW
6HW6FUHZ
6FUHZ
.H\
3LYRW%ORFN
6FUHZ
+DQGOH%DVH
+DQGOH6KDIW
.QRE
3LQ
2LO%DOO
7DLOVWRFNERG\
)ODQJH&RYHU
,QGH[5LQJ
+H[6RFNHW&DS6FUHZ
%DOO
6SULQJ
6OHHYH
+DQGZKHHO
.QRE
6FUHZ
1XW
:DVKHU
%UDNH%ORFN
+H[6RFNHW&DS6FUHZ
+H[6RFNHW&DS6FUHZ
6HW6FUHZ
+H[6RFNHW&DS6FUHZ
3ODWH
3ODWH
5LYHW
%DVH
%ROW
&ODPSLQJ3ODWH
%HG
1XW
3ODWH
1XW
:DVKHU
%HDULQJ
%UDFNHW
+H[6RFNHW&DS6FUHZ
6SHFLILFDWLRQ
0[
[
0
ĭ[
ĭ
0[
ĭ
ĭ[[
0
ĭ
0[
0[
0[
ĭ[
0
0[
ĭ
0[
4W\
PM-1127VF-LB Lathe - 7DLOVWRFN%HG$VVHPEO\ ,,
1R
3DUWV1R
'HVFULSWLRQ
)HHG6KDIW
+H[6RFNHW&DS6FUHZ
3LQ
3LQ
6KDIW
1XW
6SULQJ
%UDNH%ORFN
6HW6FUHZ
6KDIW
+DQGOH
6SHFLILFDWLRQ
0[
ĭ[
ĭ[
0
ĭ[[
0[
4W\
PM-1127VF-LB Lathe - (/(&75,&$/%2;$66(0%/<
PM-1127VF-LB Lathe - (/(&75,&$/%2;$66(0%/<
1R
3DUWV1R
'HVFULSWLRQ
7LPLQJ.QRE
6FUHZ
1XW
/DEOH
5)6ZLFK
6SHHG'LVSOD\
6FUHZ
0DJQHWLF6ZLFK
6FUHZ
(OHFWULFDO3ODWH
3RWHQWLRPHWHU
(OHFWULFDO%R[
)LOWHU
6FUHZ
1XW
6SHHG&RQWURO%RDUG
&RYHU
6FUHZ
)XVH+ROGHU
)XVH$
6WUDQG5HOLHI
3OXJ
6SHFLILFDWLRQ
2SWLRQDO
4W\
3. Running test
2. Function of apron
1. Function of gearbox
III. Active Inspection
7. Spindle adjustment
6. Parallelism of pulleys
5. Lubrication for sliding parts
4. Function of tailstock
3. Function of carriage
2. Function of cross slide
1. Function of top slide
II. Mechanical Inspection
4. Screw tightened
3. Corrosion damage
2. Painting damage
1. Correct label
I. Visual Inspection
ƶ
ƶ
ƶ
ƶ
OK
ƶ
ƶ
ƶ
ƶ
ƶ
ƶ
ƶ
ƶ
ƶ
ƶ
OK
4. Credibility antirust
3. Machine cleanness
2. Correct documents
1. Correct accessories
V. Final Inspection
12. Function of motor
11. Spindle safety cover
10. Function of speed readout
9. Electrical control board
8. Speed control knob
7. Emergency stop switch
6. Function of F/R switch
OK 5. Tolerance voltage test
ƶ
5.Correct mark
4. Insulation resistance
3. Earth resistance
2. Correct electrical elements
1. Connection tightened
ƶ
ƶ
ƶ
ƶ
ƶ
OK
ƶ
ƶ
ƶ
ƶ
ƶ
ƶ
ƶ
ƶ
ƶ
ƶ
ƶ
ƶ
PM-1127VF-LB
4. Noise test
ƶ
OK
5. Leaky test
ƶ
IV. Electrical Inspection
6. Cutting test
Remark:
3UHFLVLRQ0DWWKHZV
Test Record
PM-1127VF-LB
Serial No.
Date
Inspector
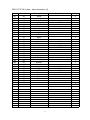
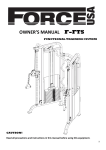
'LIIHUHQFHEHWZHHQ
WZRFHQWHUVKLJKHU
DWWDLOVWRFN
D D
E E
3DUDOOHOLVPRIFHQWHU
OLQHRIVSLQGOHWR
FDUULDJHPRYHPHQW
DLQKRUL]RQWDOSODQH
ELQYHUWLFDOSODQH
E
D
E
5XQRXWRIVSLQGOH
WDSHUKROH
DVSLQGOHQRVH
EGLVWDQFH
D
D
E
5XQRXWRIFHQWHU
E
3(50,66,%/(
$&78$/
72/(5$1&(PP
D
',$*5$0
,163(&7,21
,7(0
5XQRXWRIVSLQGOH
QRVH
DUDGLDOSODQH
EIDFHSODQH
12
PM-1127VF-LB
12
5DGLDOUXQRXWRI¡
WHVWEDU
5DGLDOUXQRXWRI
FKXFN
3DUDOOHOLVPRIFHQWHU
OLQHRIVSLQGOHWRWRS
VOLGHPRYHPHQW
3DUDOOHOLVPRI
WDLOVWRFNTXLOOWDSHU
KROHWRFDUULDJH
PRYHPHQW
DLQKRUL]RQWDOSODQH
ELQYHUWLFDOSODQH
3DUDOOHOLVPRI
WDLOVWRFNTXLOOWR
FDUULDJHPRYHPHQW
DLQKRUL]RQWDOSODQH
ELQYHUWLFDOSODQH
,163(&7,21
,7(0
PM-1127VF-LB
D
D
E
E
',$*5$0
D D
E E
D D
E E
3(50,66,%/(
$&78$/
72/(5$1&(PP
3UHFLVLRQ0DWWKHZV
02'(/ 12
0)*
6(5,$/ 12
1:
.*6
,7(0 12
*:
.*6
',0(16,21
00
0$18)$&785(' ,1 &+,1$
72:(,66 63(&,),&$7,216
3UHFLVLRQ0DWWKHZV
02'(/ 12
0)*
6(5,$/ 12
1:
.*6
,7(0 12
*:
.*6
',0(16,21
0$18)$&785(' ,1 &+,1$
72:(,66 63(&,),&$7,216
00