1
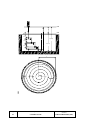
Programming example assuming that the work plane is formed by the X and Y axes, that the longitudinal axis is the Z axis and that the starting point is X0 Y0 Z0: Z Z=0 Z=48 D=2 D+B=14 B=12 B=12 X J Y K C 60 L 90 X (TOR1=6, TOT1=0) T1 D1 M6 G0 G90 X0 Y0 Z0 .................................................................... ; Starting point G87 G98 G00 G90 X90 Y60 Z-48 I-90 J52.5 K37.5 B12 C10 D2 H100 L5 V100 F300 S1000 T1 D1 M03 ..... ; Canned cycle definition G80 ................................................................................... ;Cancels canned cycle G90 X0 Y0 ............................................................................... ; Positioning M30 ................................................................................... ; End of program Page Chapter: 9 32 CANNEDCYCLES Section: RECTANGULARPOCKET(G87)