1
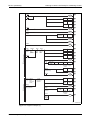
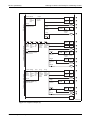
FX2N-1PG-E positioning Learning to Use the FX Familiy for Positioning Control Although the following ladder program is not very complicated, it is important to establish good programming practice by paying attention to the order with which the PLC writes and reads to the buffer memory of the FX 2N -1PG-E. Before writing the Operation command (START command) to the module’s BFM from the PLC, several settings must be established such as Target addresses 1 & 2, Operation speeds 1 & 2, and various settings such as the bias speed, maximum speed, and the acceleration/deceleration time. The most critical part of the program is the section where the operation commands are enabled by writing bits M0 to M15 to BFM#25. When the positioning START command turns ON, the operation begins with the specified settings. The ladder program example on the following page can be programmed with an FX2N(C) or FX3U(C) PLC and does not require an actuator (i.e., servo system) for testing. The following inputs are used in the program: Inputs X000 Error reset X001 STOP command X002 Forward rotation limit X003 Reverse rotation limit X007 2-speed positioning START command Tab. 4-17: Used inputs FX Positioning Control Systems 4 - 39