1
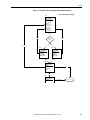
Speed Control, Mode, Regulation & Vector Speed Feedback Application Example - Baking Line The diagram below shows a typical application for the Slip Compensation feature. The PLC controls the frequency reference for all four of the drives. Drive #1 and Drive #3 control the speed of the belt conveyor. Slip compensation will be used to maintain the RPM independent of load changes caused by the cutter or dough feed. By maintaining the required RPM, the baking time remains constant and therefore the end product is consistent. With the Slip Compensation feature, the process will only require a new speed reference when the product is changed. The user will not have to tune the drive due to a different load characteristic. Dough Stress Relief Cookie Line CUTTERS OVEN 5/40 PowerFlex Drive PowerFlex Drive PowerFlex Drive PowerFlex Drive #1 #2 #3 #4 Process PI – See Process PI Loop on page 135 Vector Encoder There is (1) encoder input on the I/O board of the PowerFlex 700VC. The encoder input must be line driver type, quadrature (dual channel) or pulse (single channel). The encoder input accepts 8 or 12V DC encoder signals. There is a 12V DC supply on the drive that can be used to supply power for the encoders. An encoder offers the best performance for both speed and torque regulation applications. Encoder feedback is required for applications with high bandwidth response, tight speed regulation, torque regulation of (+/- 2%) or when the motor is required to operate at less than 1/120th its’ base speed. Rockwell Automation Publication PFLEX-RM001H-EN-P - June 2013 165