1
\-^
..-E
=!==
ScreenPrintingMachines
ozzmatic screen prinringMachinerypty, Lrd.A.c.N. 006 692 351
E@Printing
introduction
All ingredients-art,
stencil,mesh,printparameters,etc. -interrelate.lt ls the entirerecipe,not just one ingredient,
that establisheshighqualityand productionrates.
Withoutorganisationbetweendepaftments,the focusof each areawill be on only one ingredient,not the entire
recipe.The screenprintingprocesscan be distortedto accommodatepracticallyany one ingredient,but this is
the proverbial"tailwaggingthe dog"approach.lt is muchbetterto evaluatethe entireprocess.
In general,the merchandising
department,art department,screenprinting,and warehousegroupsneedto have
a goodworkingknowledgeof theircontributionto the entireprocess.Educationand cross-training
is one way to
helpeach departmentrealiseits contributionto the overallpicture.By this methodemployeessee first-hand
how theirwork directlyinfluencesotherdepartmentsand the qualityof the finishedproduct.The relationship
betweenthe screenmesh,stencilsystems,screenexposure,tension,squeegeeparameters,ink transferto
differentmaterials,etc., is importantto the qualityof the finishedproduct.
It is our hopethat this manualwill give you some insightinto our productsand assistyou in seeingthe "big
picture"of the screenprintingprocess.
Readthe Wilflex User's Manual...
It's the smart thing to do!
Flllwork
Thoughthereare manywaysto createart, the artistneedsto knowsome basicinformationfor creatingart for
screenprinting.Someof the questionsthe artistshouldask include:
* What is the substrate?(color?type of garment?materialcontent?)
* Whattype of print?(process?spot?)
* What sizedoes the art needto be? (child?adult?left-chest?)
What are the ink opacityrequirements?
(bright?muted?glossy?matte?)
*
ls an underlayneeded?(brightink on darks?specialtyinks?)
* What are the registrationrequirements?
(butt?trap?overprint?)
* What are your productioncapabilities?(auto?manual?numberof colors?)
Thoughmostof this informationcan be standardisedfor each shop,somewill be influencedgreatlyby the
customer'svisionof what he or she wantsto achievewith the print.
EECreation
The threemostcommonformsof art createdfor screenprintingare hand-drawnart, computer-generated
art or
art replicatedfrom fine art paintingsor photographs.
Hand-drawn Art
Hand-drawnart comesin manyforms.An aftistcan createa key/me(an outlineof the design)by drawingit on
paperwith an opaquingpen, shootingit on a cameraor scanningit into a computer.Art can be createdfrom a
hand-drawnCeylonprovidedthe imageis loadedinto a scanningprogramlike Streamline,convertedinto paths
and then placedintoan aft program.With the imagein a formatthat can be manipulated,
the artistcan cleanit
up, changeits size and position,add text, and placecolourin selectedareas.Anotheroptionis to draw directly
ontovellumor onto a coatedscreen.This methodis not recommended,
but it is effectivefor simpleone-colour
designs.
WithTAS,W@itWorks!
-E
===
ScreenPrintingMachines
OzzmaticScreenprintingMachinerypty, Lrd.A.C.N.006 692 351
Computer-generatedArt
Computer-generated
art is conceived
anddesigned
on a computer
througha varietyof designprograms.
Themostcommonprograms
in thescreenprintingindustry
are
Photoshop,
lllustrator,
Freehand
andCorel.Designscreatedon a computer
arethenseparated
withthe
program.
computer's
separation
Replications
Replications
of fineart or photographs
aremostsuccessful
whentheyareshotwitha digitalcameraor scanned
intoa computer.
Theartistcanthenutilisean advanced
programon thecomputer.
colorseparator
Theartist
alsocanseparate
replications
by handthrougha seriesof hand-cut
overlays.
EES.parations
Art can be createdwith any of the abovemethods,but eventuallyit must be convertedintofinalseparations.
The goal of art separationis to createindividualfilms,eitheracetateor vellum,in whichthe printareasblockUV
lightrays and the negativeareasallowUV lightto passthrough.The mostfrequentlyused methodsinvolve
separatingby hand,cameraand computer.
Hand Separations
An artist can achieve hand separations in severalways.
Hand-cutpositivesare createdby cuttingPhotomasking
film, or rubylith,intothe shapesor lettersneeded.
Then the arlistpeelsawaythe negativeunwantedportion,leavingrubylithin the areasto be printed.
Overlays are colorseparationscreatedby the use of acetateor rubylithoverlaidon a keyline,to create
positives.By cutting,drawing,applyingadhesivedot patterns,and usingacetateor burnishingletters,the artist
can buildeach color(as well as additionalcolorswith dot patternoverlays).
Hand-drawnseparationsare createdby tracingthe designdirectlyonto the acetateor vellum.Startingwith a
keylineof the design,the artistoverlayseach colorone at a time and tracesuntilall of the separationsare
completed.
Camera Separations
Cameraseparationsare createdby the use of a cameraor otherexposingequipment,such as a contactframe,
to createacetatepositives.An artistmay use the camerato shootseparationsfrom a laserjet printeror a handdrawnkeyline,as mentionedearlier.An acetatekeylinefrom the camerathen couldbe usedas the basisfor the
hand-cutseparation,utilisingrubylith(as mentionedearlier),to achievethe trap methodof
printing.The trap methodis simplywhen colorsslightlyoverlapwherethey meeton a design.Usingbasically
the same method,aftercuttingthe rubylith,insteadof peelingoff the negativeareas,the artistpeelsoff the
positiveareas,leavingthe printareasclear.The artistthen takesthis overlay(stillattachedto the Ceylon),and
exposesit to reversalfilm on the contactframe.The end resultis a perfectbutt registration(or perfectdropout)
of the separatedcolour.
An artistalso can utilisethe camerato create"userfriendly"separationsfor the ProductionDepartment.
Chokinga colourdescribesa methodin whichthe artistproducesa slightlysmallercolourseparation,as if there
is a hairlinespacebetweenthe separationand its adjacentcolour.Chokingallowseasierregistrationof overlay
colours(if the chokedcolouris a whiteunderlay),and helpsstop coloursfrom bleedinginto each otherby
creatinga slightbarrierof fabric.To chokea colour,simplyplaceacetatesheetsbetweenthe art and the film.
The lightwill naturallyexposeinsidethe edges,creatinga slightlysmallerimageon the film.To createa white
underlay,an artistcan registerthe film separationstogetheron a contactframeand exposethem onto dupe
film.This methodautomatically
chokesthe plateThis methodis also usefulin creatingtransfersbecauseit is
criticalto butt-register
all transfercolours.
WithTAS,
W@itWorks!
ffi
--^
-.E
:
ScreenPrintingMachines
ozzmatic screen prinringMachinerypty, Ltd. A.c.N.006 692 351
Computer Separations
Computerseparationsusuallyare renderedfrom art createdin a computerdrawingprogram.Otherart can be
separatedwith the use of a computer,but first it must be scannedor converteddigitallybeforeit can be
manipulatedin a computerprogram.Althoughthereare manyseparationprogramsand drawingprograms
with separationoptions,they all must reacha commonend.
A pieceof aft createdin a drawingprogramis separatedeasilybecausethe colourusageis controlledduring
the creationof the art. The programwill renderseparationsper colorand will printout exactlywhat the artist
needs.
Fine art or photographs can be separatedby computerprovidedthe artisthas accessto a largeformat
scanner,a drumscanneror a digitalcamera.(lf the Art Departmentdoesn'town one of these,a servicebureau
can be paidto scan theseimages.)For best results,the imageshouldbe scannedat about3OODPI in an
RGB modeand savedas a TIFF file. Oncethe pieceof art is converteddigitally,it can then be introducedinto
the designprogram(in this case,preferablya programthat can manipulatefull-colorscannedimages,like
Photoshop).Whena designis in this type of program,it can renderprocessseparationsor areasof colorcan
be selectedto createindividualchannelsfor each color,producingspot plates.The artistcan increaseor
decreasethe coverageof the selectedcolor by usingthe "colorrange"tool. Oncethe designis satisfactory
the separationscan be improvedwith spot platesor touchplatesto enhancecolorsharpnessand/or
brightness.
To calculate line counts for halftonescreens,simplydividethe meshcountby -four.The resultwill equalthe
highestlinecountthat shouldbe used.The artistmust havean understanding
of meshcountsand theireffect
on the -press.For instance,when a fade is neededin a design,the artistmay be temptedto put it in a high
mesh.However,if that samecoloralso consistsof large,open printareas,the printerwill requirea meshin a
lowercount.In this instance,the artistshouldcalculatethe halftoneline basedon the lowermesh.
Whenthe designis readyto be separated,splitthe channelsin the program.the programcreatesindividual
filesfor each color,givingthe artistthe optionto go backand changea colorindividuallyif the print
performanceis not satisfactory.
It is very importantto labeleach colorand to makesurethat each pieceof film is completewith registration
marks.Mostprogramsoffertheseoptionson the separationscreen,but some programsrequirethe artistto
incorporatethe colornamesand registrationmarkswith his or her designs.the artistmusttype each color
namein its own colorand colorthe registrationmarkswith the "registration"
coloroption.
lmage output refersto the methodin whicha computerprintsart or separations.One way of printing
separationsis on a laserjet printer.An artistmay chooseto printout directlyon vellum,whichexposeswell,or
on paper,whichis then shot by a camerato renderthe films.In additionto laserjet printers,an imagesefter
may be usedto outputseparations.
This equipmentenablesthe artistto printout his or her art directlyonto
film (andcan totallyreplacea darkroom).
It is a good ideato havea color"mock-up"of the designto accompanythe separationsto production.This
actionensuresthat everyonefrom the screenroomthroughpackingare on the same page.
Artistsneedto understandthe limitsand advantagesof screenprinting.They must reactto the needsof the
customeras well as the productiondepartment.The boftomline is communication
betweenthe departments
to ensurea predictable,repeatableproduct.
WithTAS,W@itWorks!
s
ScreenPrintingMachines
OzzmaticScreenPrintingMachineryPty,Ltd. A.C.N.006 692 3S1
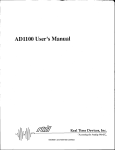
trIEEll|nneshes
"New hightension" "low
or
elongation"meshfabricsare now availablethroughseveralmeshmanufacturers.
Thesenew meshesallowthe Screenprinterto achievehigherscreentension.Hightensionmesh in
combinationwith hightensionframesare excellentfor use with WilflexWhite inks as well as WilflexProcess
colors.
t
roo
lO$
C)r
loo
o(\l
G)r
I
o o
@ (\t r
Rs
Es
Ee
3s
Fe
Ee
(f)
rt
f\
O,
C\l
I
r
roS
@
o
(o s
c\l
(r) -
roN
oro
$ -
rOO
ol-
^ o
o
o-
< =
Q
fi
J V
+a ae
aTt
(u(6
o o
F F
I
I
I
I
I
od
9.
o
=
9
.
lL(l)
LL i;
RE
Xro
o
o
(E
a
a
r
r
o
(U
g,
o
o
E
t
eF^p
-c40-
3E"a
oo- o
a =
E
fi;$+
>d>c/)
A =U)tJa z @ F
tr
'6rc
c
f i o o
i 5( +
!+
a
.ct!>
tl
rO
|id >
*z a
>ui9
ADo-E
a z =
r
z
a
o
(E
o
O
o
o
o
=
'5
(U
oo
=
o
I
o
ct)
lr
F
WithTAS,W@itWorks!
E r
o
a
a
5E
E..!
;> g
o
o- o_
+.d I
d>
!3=t
oCI
aui
zz
s
IGllfhread
ScreenPrintingMachines
OzzmaticScreenPrintingMachineryPty,Ltd. A.C.N.006 692 3S1
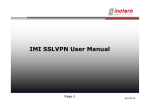
Diameter
Mesh Thread DiameterIn certainmeshcountsthereis a selectionof threaddiameters:S-O
T-O HD-O
For the best results consider these thread diameters:
S-thinnestdiameter-permits
highersqueegeespeedsrequiresqualitystencils.
Mesh for Glitters:
25-53threads/in
10-21threads/cm
Mesh for Metallic:
60-86threadsiin
24-34threads/cm
T-medium diameter-softhand printingas well as wet
on wet on darks
Mesh for Soft-hand:
Meshfor Underbase:
Mesh for Wet-on-Wet
on Darks:
Mesh for Halftones:
140-305threads/in
55-120threads/cm
110-160threads/in
43-62threads/cm
110-200threads/in
43-81threads/cm
305-355threads/in
120-140threads/cm
HD-thickestdiameter-requires
a slowerspeed,thicker
stenciland a dull edgedsqueegee
Mesh for Athletic
Numbering& Flocking:51-95threads/in
20-38threads/cm
Mesh for Opacity
Hot-splitTransfers:
Meshfor maximum
Puff Height:
51-36threads/in
20-34threads/cm
74-125Threads/in
29-49threads/cm
ffi
ffi
ffi
Lightgrade"S" with
comparatively
thin
diameterthreadsand
a largeopen area.
Mediumheavy
grade'T"
ffi
ffi
Heavygrade"HD"
(HeavyDuty)thick
diameterthreadand
a smallopen area.
ffi
fffiFrames
The purposeof the screenframeis to holdthe screenmeshat propertensionfor printproduction.Therefore,
the screenframe must havethe stabilityand strengthto withstandthe desiredscreentension.
Screenframesare madefrom wood or metal.Metalframesare eitherfixedor moveableand retensionable.
Screenframesmust be resistantto the chemicalsand inks used duringprintingand cleaning-up.
The surfaceof
the framewherethe screenfabricis to be attachedmust be flat and free of foreignsubstances.
WithTAS,W Know it Works!
-^
ScreenPrintingMachines
..-E
ozzmaricscreenPrinring
Machinery
Pty,Lrd.A.c.N.006692351
s!!==
FII+FilTension
Experiencehas proventhat properscreentensionwill improvescreenperformance,
which meansit will provide
high resistance,firm adhesionof the stencil,suitableelasticityfor off-contactprintingand properink flow.lt is
importantto have properscreentension,but it is just as impodantto have consistenttensionlevelsthroughouta
job. Screentensionis one of the mostcriticalfactorsin producingscreensmainlybecausescreentension
directlyinfluencesprintingresults.
Printing parametersimproved by proper screen tension include:
{. registrationaccuracy
* linesharpnessor acutancedue to improvedperformanceof stencilsystem
* "snap-off'andlow off-contactdistances
* ink deposit-uniform
and consistent
* ink colorconsistency
* less ink penetrationresultingin higheropacityon dark substrates
1.. less ink build-upon backsof screens
* run of squeegee-less
squeegeepressurerequired;no crimpingof mesh,whichcausessmudgedprints
* screenlife-stencillife and meshlife
* ink flow-dueto shearfrom screenmesh
.!. printqualityand consistencythroughoutproductionrun
As theseprintparametersare improved,overallproductivityis improved.Specificareasof improvementinclude
fasterset-uptime for multicolourwork,fasterprintingspeedsand highernumberof qualityprints.
With this evidenceindicatingthe importanceof properscreentension,screenstretchingor tensioningmethods
needto be considered.
K*IE+ilFtilTension Methods
To beginthe stretchor tensionprocess,screenmeshmust be positionedcarefully.Eightypercentof screen
accuracyis due to meshposition.In most cases,correctmesh positionalignsfibresat rightangles.
Devicesusedto applytensionto screenmeshare basicallyeithermechanicalor pneumatic.
1) Mechanicaldevicesoperatewithtensioninggearand
crankor wheel.Measurement
of tensionmay be
recordedas degreeof meshexpansionor through
use of a tensionmeter.Once mesh reachesdesired
tension,meshis attachedto framewith everyeffort
to maintaintension.Disadvantages
of this method
includelimitedabilityto reducemeshtensionin
cornerslimitedabilityto adaptto variousframesizes,
and loss of tensionwhen meshis attachedto frame.
1
?
/
+
(.
\
2) Pneumaticdevicesuse a numberof relativelysmall
clampsoperatedwithair pressure.The smallclamps
alloweventensionover mesharea and controlled
tensionin cornersto preventmeshdistortion.In most
pneumaticsystems,clampsare calibratedto provide
equalisedtensionon mesh.The smallclampsmove
laterallyto minimisemeshdistortion.Again
measurementof tensionmay be recordedas a degree
of meshexpansionor throughuseof a tensionmeter.
\
/
r - -+- l +
2
I
I
I;
I
I
l
I
+l
I
rfi
tl *
+
WithTAS,W Know it Works!
28
f
t
\-^
..-E
:!=
ScreenPrintingMachines
ozzmatic screen prinringMachinerypty, Ltd. A.c.N. 006 692 351
With mechanicaland pneumaticstretchdevicesfinal
screentensionmay be enhancedby useof a framewith
sidesslightlybentin the concavedirection.Oncemesh
is attachedto this type of frame,the meshtensionand
the frame oppose each other.Althoughthis method
enhancestension,it is difficultto control.
3) Re-tensionable
framesprovidean accuratestretch
deviceas well as a frame.Screenmeshis attached
to screenframepriorto stretching.The screenframe
is then rotatedand lockedinto positionto provide
tension.Theseframesprovideeven,continuous
fabric
tensionand minimisemeshdistortionallowing
precisionprintingand registration
withinone
thousandthof an inch.Retensionable
framesaddress
the hardeningcharacteristic
of polyester
mesh.Polyester
fibresof screenmeshbroughtunder
tensionhardenor re-alignfibremoleculesby breaking
and reforminghydrogenand Vander Waalsbonds.
Retensionable
framesmay be usedto bringfabricto
idealtension
before,duringand afterprinting.
These
framesallowthe useof extremelyhighscreentension
(whencomparedto other types of frames and
tensioningdevices).Theseframescan provide
constanttensionand reduceoff-contactrequirements
whilemaintainingscreensnap-offbehindsqueegee
enhancingprintquality.Measurementof tension
shouldbe recordedwith a tensionmeter.
E
Recentdevelopmentsin meshtechnologyhave producedspecialpolyesterfilamentsthat will withstand
increasedtensionand may changethe threaddiameterrecommendations.
Hightensionmeshesare particularly
desirablewhen printingprocesscolorsand are helpfulwhen printingwhiteinks. For furtherinformationplease
consultyour meshsupplier.
In all cases,high screentensionenhancesthe printabilityof Wilflexinks.
Mesh tension on a screen should never be left to chance.
The whole process should be kept under constant control.
Meshtensionis measuredin Newtons/Centimetre.
A Newtonis a unit of force referringto the amountof mesh
deformation(1 N=1029/cm2).
The needfor qualityand consistencyin the printingprocessrequiresthe printerto
use measurementdevicesto recordand controlscreentension.
Although Wilflex inks are designed to perform well on screens with various levels of tension,
proper high tension will help to optimise ink performance.
"For fufther information,please
consult your mesh and frame representativesand other reference materials on
the screen printing process.
The purposeof the stencilsystemis to providea methodfor accuratetransferof artworkto substrate.Artwork
shouldbe designedwithinthe parametersof the ink, substrateand stencilsystemused.
Priorto preparingstencilsystem,screenmeshis normallyroughenedon the stencilside ol the screen.The
purposeof rougheningis to providemoresurfacearea for stenciladhesion.Severalpreparationsare available,
consultyour stencilsupplierfor furtherinformation.
Screenmeshshouldalso be degreased.Degreasingrefersto removingany contaminatesor dust from mesh.
Degreasingchemicalsshouldbe handledcarefully,usingproperindustrialhygiene.
WithTAS,Y
@itWorks!
..E
S!!!-
ScreenPrintingMachines
pry,Ltd.A.c.N.0066923s1
ozzmaricscreenprinringMachinery
There are basically five different types of stencil systems.
1. Hand-cut Stencils-Handcut stencilsare produced
by cuttingthe design into an emulsionfilm which is
backedby a supportfilm.This stencilmethodis usually
usedonlywithsimpledesigns,as cuttingawayemulsion
requirespatienceand skill.Once the cut area (areato
be printed)has been removed,the film is mountedon
the screenmesh.The stencilfilm is wet with suitable
adherent,blottedand allowedto dry.Oncethe hand-cut
stencil has dried thoroughlythe supportfilm may be
peeledaway.
2. lndirect Photostencil.The indirectphoto stencil
consistsof a stable film coated with a presensitized
emulsion,gelatinor syntheticpolymer.Processingthe
stencilis donepriorto adheringthe stencilto the screen
mesh,hencethe name"indirect."
The emulsionfilm is
exposedwiththe art positive,thenchemicallyhardened.
The unexposedemulsionis rinsedawaywithwater.The
emulsionfilm is mountedon mesh and allowedto dry.
After emulsionis dry the supportfilm may be peeled
away. IndirectSystemsgive high definitionprints for
mediumprintruns.
Ink Deposit
3. Direct Photostencil-Directphotostencilsystemsare
processedwith the stencilsystemon the screenmesh.
The emulsionis a photo-sensitive
liquidthat is applied
to mesh to embed mesh with emulsion.Severalcoats
of emulsionwill help producea higherresolutionprint.
Afterthe meshis coatedandallowedto dry the emulsion
is exposedwith the art positivein contactwith the
e m u l s i o n .A f t e r p r o p e r e x p o s u r et h e u n e x p o s e d
emulsionis washedout. Directstencilsare durablebut
can allowsome ink spreaddue to pooredge definition.
4. Direct/indirect Photostencil-The direct/indirect
photostencilcombines methods and advantages
associatedwith direct and indirectsystems.A film
consistencyof an unsensitisedemulsionon a support
film is placed in contact with dry screen mesh. A
sensitised
liquidemulsionis thensqueegeedon inside
of screenmeshto adhereemulsionfilmand sensitiseit.
The emulsionis dried and the supportfilm is peeled
away.The emulsionis exposedwith the art positivein
c o n t a c t w i t h t h e e m u l s i o n .A f t e r w a s h i n g a w a y
unexposedemulsion,the screenis allowedto dry.The
direcVindirect
stencil system provideshigh resolution
printsand durabilityto withstandlong productionruns.
With TAS, You@
30
ffi
E
ffi
E
lnk
Emulsion
(one coating)
lnk
Emulsion
(severalcoatings)
Mesh Crossingof an IndirectScreen
ffi int
Zn^
it Works!
ScreenPrintingMachines
--E
ozzmatic screen printingMachinerypty, Ltd. A.c.N.006 692 351
:
5. Capillary Stencils-Capillarystencilsare made of a
presensitizedemulsioncoatedon a supportfilm. The
emulsionfilm is adheredto screen mesh with water.
Excesswater is removedand emulsionis dried,then
the supportfilm is removed.The emulsion/screenis
exposedwith art positiveheld in contact
-r
*dfr':".
[}r&fl-'"!
""*",."lffilffi."",
%i_
Mesh
Sur
_Face!
Flat-smooth
puEh through
Opacity
@
,.#rffia?IffiC
Littlehelp lrom
directstencil
A3 mesh Wi9l
mrcron
'5
o
2 Layer of
50m film
Fabric pus1}'thlough
Squeegeesare designedto help the ink flow through
the screenmesh.The squeegeeshouldhave an edge
to correspondto the screenmeshused.The squeegee
pressureshouldbe kept to a minimumto allowthe ink
to be appliedto the surfaceof the substrate.
Use the least amount of
squeegeepressure to:
Putthe mesh intocontact
with the substrate.
Cleanthe ink fromthe
non-imageareas.
Clearthe open stencilareas
of ink.
*'l*'
H'""/
fl f"
This edge
The edge of the squeegee
needs lo match the mesh!
The squeegeedurometeror hardnessmay be changed for 230/90
to suitink and print.However,a 70 durometersqueegee
may be used for most printing.Compositesqueegees
or squeegeeswith multipledurometerrubberallowfor
morecontrol.
Compositesqueegeerubberutilisesthe strengthof high
durometerrubber to maintainproper stiffnessand
durabilitywhile using lowerdurometerrubberfor the
edgewhichcontactsthe screenand ink.
150-200
110-140
60t24
>- J > --
- -
-r
-r
The Easy'WAY!with'Wilflex'
2 ProperFlex
lmprovedregister
& stencillife
{l
3 No Smearing
a
opacitycolorsaturation
I a f t"*-"-pad'Better
WithTAS,Y
@itWorks!
Rangeof
acceptable
pressure
\-^
-Ei=
S!-
ScreenPrintingMachines
ozzmatic ScreenPrintingMachineryPty,Ltd. A.c.N. 006 692 3s1
FIIiliIil?5
floor mats,tote bags,to T-shirts.In eachcase,a Wilflexink may
Substratesfor plastisolinksvary dramatically,
of each substrateshouldbe considered:1) fabric
be usedto producea qualityprint.Certaincharacteristics
2)
fabric
mass,
4)
heat
stability,
and
5)
end
use. Consultdata sheetson Wilflexinksfor
content, color,3)
choosingink for each substrate.
REMEMBER
YOUCAN'TPRINTONAIR!
90% Woven Goods
80% High End Fleece
7Oo/"Low End Fleece
60o/.High End HeavyWeightTees
50% Low End HeavyWeightTees
4Oo/o
50/50RegularWeightTees
For low fabric masses,we suggest
*
*
*
*
*
*
*
*
finer detailedartwork
avoidcoloron colorprinting
higherscreentension
smallradius,shoft height,low durometer
squeegee
slowersqueegeespeed
reducedsqueegeepressure
capillaryfilm, piggybackedor adhered
with compatibleemulsion
mist-typesprayadhesivelike Duo-Tak.
The higher the fabric mass the easier it is to print.
Alwayspreprintand test new substrates.For assistance,see "EvaluatingPlastisolInks"in the User'sManual
TAPEMETHOD . TO CHECKCURE
USE 3 TEMPEBATURETAPESTO TEST FOR PROPER
DRYERSETTINGS.
1 on surlacegetsmaximum
heat(nextto print)
1. GET THE ENTIREINK FILMTO 32OFl1 6OC
2. MONITORTHE HEAT
3. USE THE WASHTEST TO EVALUATECURE.
2 on surface- print ink over tape
To cureplastisolinksthe inkfilmmustreachappropriate
cure temperature.A heat historyincludestime and
temperatureused to reach total fusion or cure in ink.
This cureor fusionis instantaneous
oncethe entireink
film hitsthe curetemperature(320'F/160"C,exceptFF
inks270'Fl132"C).
Use Thermo-probeto monitor temperatures
Always test for cure with wash tests.
TOTALCUREISACHIEVED
I. ONLYWHENTHE ENTIRE
'.2
tNKFrLMREACHES
3 undershirtandimagewillgive lowestreading.
Varieswithbothgarmentandinkfilmthickness.
FASTERFUSIONINKS REOUIRE27O"F1132"C
FOR FUSION.
withTAS,w Know it Works!
32
s
ScreenPrintingMachines
OzzmaticScreenPrintingMachineryfty, Ltd. A.C.N.006 692 351
Hot WashiColdRinse
Normal/Reg. @ 10 minutes
90mlof concentrateddetergent
4. Afterwashingis complete,placesampleand towelsintothe dryer.
5. DryerSettings:Cotton/ High (1 05'F/40'C) /llmed Dry 30 minutes
6. Performtwo to five completewash and dry cycles.
7. Comparewashedhalfof samplewith unwashedportion.
lBill?Iililll and Classifi cation
Failure
The ink film is not cured when:
1. Severecrackingof the ink is noted.
2. Partialor total loss of the ink film from the garment.
Pass
The ink is curedif noneof the aboveis seen.Slightloss of colorintensity(AATCCGray Scalefor evaluating
changein color4-5),and slightnap showthroughare normalfor curedink films afterwashing.
Solvent Cure Test
Solventtestingis only the secondmost reliablemethodfor testingplastisolCure.The most reliablemethodis
washtesting.lf solventtestingis chosento evaluatecure,followthesesteps:
Method#1:
1. Applytwo or threedropsof 99 percentethylacetateto the surfaceof the ink layerbeingtested.Warning!
Ethylacetateis poisonousand flammable.Alwayswear butylor nitrile(notlatex)rubberglovesand goggles
when handlingthis chemical.Do not pourdirectlyfrom the containeronto the fabric,Use a glasseyedropper.
2. Foldthe T-shirtso that the area of the ink film that has beentreatedwith the solventis pressedagainstan
unprintedarea of the T-shirt.
3. Firmlypressthe two layersof fabrictogetherwith a smallC-clampor similarclampingdevicefor two minutes.
lf any ink transfersfrom the printedarea to the unprintedarea,it is an indicationthat the ink film is not
completelycured.
Method #1 may give falsepositiveresults(thetest indicatesthat the ink is completelycuredbut it is not)if the
ink layeris extremelythick.lf the ink layeris thick,use Method#2 whentestingwith solvent.
Method#2: Usefor ThickInk Film
1. Applytwo or threedropsof solventto the fabricon the insideof the T-shirt,behinda printedarea.
2. Foldthe shirtso that you can pressthe ink layerthat has beentreatedwith the solventagainstan unprinted
area of the shirt.
3. Firmlypressthe two layersof fabrictogetherwith a smallC-clampor similarclampingdevicefor two minutes.
lf any ink transfersfrom the printedareato the unprintedarea,the ink film may not be completelycured.
The ethylacetatetest is describedin moredetailin "The Solventlest For Cure"in the April 1995issueof
This articleis availableas a reprintthroughST PublicationsInc.
Screenplay.
Bleed Test
Sincedye lot variationis very common,it is imperativeto test a garment'spropensityfor dye migration.
Historically,
fabricscontainingpolyesterare more likelyto bleedthan any otherfabricswhereasnylonand
cottonmuchless likelyto bleed.However,it is suggestedthat all dark fabricsthat will be printedwith whiteor
lightcolouredinks shouldbe evaluatedfor bleeding.
The bleedingphenomenaoccursdue to a reactionbetweenthe ink and the dyesof the fabric.Two testsfor
Dye Migrationon PolyesterFabrics,"whichappearedin
fabriconly are describedin "Troubleshooting
Screenplay,March1995.
WithTAS,W@itWorks!
\-^
-E
:=
ScreenPrintingMachines
ozzmaric screen printingMachinerypty, Ltd. A.c.N.006 692 351
The following is a test method evaluatingthe bleed potential of ink printed on a given fabric:
1. Bleedresistance(or the resistanceof an ink to acceptthe dyesfrom polyesterfabric)is determinedby the
chemistryof the ink, completeink cure and by the ink deposit.Choosethe screenmeshthat duplicates
the planneduse of the whiteink as well as two otherpossiblecombinations.
2. Printjust the white ink on appropriatefabricswatchesand hold for threeweeks.Afterthreeweeks,visually
evaluatethe printsfor whiteness.(Youmay chooseto try acceleratingthis evaluationby holdingthe printsat
105 F/ 40 C for 2 to 5 days.)
'Troubleshooting
Dye MigrationOn PolyesterFabrics"is availableas a reprintthroughST PublicationsInc.;
513'421-2050.
Additionalinformationon syntheticpolyesterdye migrationand sublimationis
detailedin the Screenprintingand GraphiclmagingAssociation(SGIA)TechnicalGuidebook.
Fabric Discolouration Test
It is extremelyimportantto pre-teston lightcolouredor stonewashedgarments.Avoidstackinghot, because
such colorsare more proneto colordistortiondue to the dye stuffsinherentin the garment.Fabricand dye
characteristics
can exhibitvariancebetweenmanufacturers
and from dye lot to lot. The followingtest will
determineif the fabricdyestuffsare proneto discolour:
1. Printink onto suspectfabricand fuse.
2. Coverthe printareawith a pieceof the suspectfabric(sandwiching
the print)and set in a heat press.
3. Set the heat pressto 200 F and 5 PSl.
4. Closethe transferpressand let sit for four hoursbeforevisualevaluation.
lf materialis proneto discolouration,
you will see a "ghosf imageof your printedimageon the materialthat was
coveringthe printedarea.
Transfer ReleaseTest
It is importantto conductacceleratedage tests in your plant,whichwill indicatehow a transferwill releasefrom
the transferpaperaftersix monthsto one year "on the shelf."Acceleratedagingtestscan be performedby
placingthe printedtransferin a hot box or hot room,at 100 hoursat a temperature120'F.This will simulateone
year of shelflife. Testsconductedin your plantwill help keepyour transfer/garment
rejectriskto a minimum.
Plastisolinksgel or reachan intermediate
pointbetween
liquidand totalfusion.This gelledstateis tack-freeand
allowsanotherlayerofplastisoltobe printedovergelled
ink withoutdistortionof print.When flash curing,it is
importantto monitortemperaturewith a Thermo-probe,
heat tapes or crayons. Due to differencesin power,
heightabove ink film, and efficiencyof the flash unit,a
specificdwell time cannotbe given. Incorporatingthe
useof finermeshcountsforyourflashplatewilldecrease
the dwelltime neededto gel the ink, resultingin faster
productionspeeds.Be certainto set flash dwell times
on heated palletsto simulateproduction.Adjust your
settingsso that the ink is just dry to the touch.Avoid
excessiveoverflashing,
as it can resultin poorinter-coat
adhesionof overprintcolors.
WithTAS,W@itWorks!
-^
ScreenPrintingMachines
..E
ozzmatic screen printingMachinerypty, Ltd. A.c.N.006 692 35.1
:r!
\rHEN TO FIASH?
ARTWORK
Largesolidof coverage
Colouron colour
Morethan 1 predominantcolour
Morethan 1 "problem"colour
STENCIL
Meshestoo fine
Stenciltoo thin
INK
Colournot high opacity
Colournot bleed-resistant
Highchromacolours
Soft hand inks on darks
SUBSTRATE
Orderincludinglights& darks
Darkgarments/badbleeders
Consultdata sheetson Wilflexinksfor recommendedgel or flashtemperatures.
Products especially suited for flashing include:
BrightTiger#1148OHT,
OlympiaWhite#11375HT,
AthleticWhite#11OOOWHT,
XL Flash#11360HT,
MiracleClear#'1016OSSV
INtItIilOn Off-Contact
Definition:
Distance
thescreenis abovethe substrate
beforethe
printstroke.
Key Point:
Thepointof contactwithprintsurfaceis limitedto edge
of squeegee
passes
andoccursonlyat timesqueegee
oversurface
ofscreen.
andresolution
Quality
aregreatly
affectedat the pointof contact.
MESH
SCREEN
MAX. INK
HEAVYWEIGHTTEE
COMPRESSED
FABRICHEIGHT
Advantages:
1. Sharp Print. The correctamountof off-contactcan reduceimpactof viscous,cohesiveink. Plastisolink with
its cohesivequalitycan causeslurringor loss of definitionand sharpness.This occurswhenthe screensticks
to the printedgarment,and duringthe shearingprocess,the printslides.
2. Reduction of ink build-up. Becausethe off-contactcausesmomentarycontactwith surface,the contactis
quickenoughto overcomethe cohesivenatureof ink.
3. Increasedprinting speed. Ink shearsat contactpoint,therefore,strokecan be fasterthan printingon
contact.
Considerations:
1. Screen TensionThe higherthe tension,the lessoff-contactdistanceis needed.
2. Free MeshArea This is the distancebetweenends of squeegeeand insideof screenframe.The smaller
the free mesharea,the lessoff-contactis possible.
RecommendationFreemesharea2112inches
Greater off-contact distance
Greater squeegee pressure
at each end of squeegeeand 4 inchesfor colorwell
at top and bottom.
This leads to:
Pinholing,StencilBreakdown,Loss of Register,Longer
3. Pallet SurfaceThe harderthe surface,
Set-upTime,Ink Pick-up.
the lesscontactis needed.
Off-Contact Rule:
With properlytensionedscreens (16 Newtonsand
above)and free meshareaof 21/2 incheson eachend
of squeegee,the off-contact
distanceshouldbe no more
than 1/16inch,ideally1/32inch.Withwoodenframes,
a suggestedoff-contactdistanceshouldbe 1/16to 1/8
inch.
GeneralRule: Off-contactdistanceshould always be
lessthan 1/8 inch.
. I tl
[l
Theinkdoesn't
fallthroughtheair!
rt
Eachscreenshouldbe low enwgh to allow minimumsqueeg!epressureto put the stencil
into @ntact wilh the substmte, and high !nough to keep the mesh lrom resting in the wet
layersof ink.
WithTAS,W Know it Works!
35
-Ei=
=!r!
ScreenPrintingMachines
ozzmaticscreen prinringMachineryPty,Ltd. A.c.N.006 692 351
IilflfllF.Ifrtll or'washout?
Fibrillationis a conditionthat occurswhen substratefibresbreakloosefrom the ink film due to washingand
drying.As the fibresbreakthroughthe ink film, high contrastbetweenloosefibre ends and the ink film causea
fadedappearance.The apparentcolor loss is not the resultof plastisolinkswashingout.
W'lrat is the difference between fibrillation and washout?
Fibrillation
* Ink colorlookswashedout or fadedin an even manneroverthe entireprint
* Inksare cured
* Mostoftenoccurswith 100 percentcotton
'Washout
* Ink coloris faded in spotty,unevenpatterns
* Occurswhen inks are undercured
.i. Can occuron any substrate
How does fibrillation occur?
Washingand dryingcreatea rubbingactionagainstthe printand raisethe looseyarn fibresfrom the ink film.
Additionalwash and dry cyclescausemore loss of ink film.
How can you predict any fibrillation effect?
Test,test,test and test some more.Testyour normalprintingconditionsfor eachtype of garmentyou offer.Then
vary the mesh,stencil,ink and squeegeeto find the bestcombinationto hold down looseyarn fibres.Yourfinal
resultshouldbe an acceptablesoft hand printbeforeand afterwashingand drying.
Fibrillation
less
likelyto occur
Highcount
(fineyarn)
polyester
100o/o
(lowfibrecontent)
Higherthan 1000
Polyester/cotton
blends
all-purpose
inks
Fibrillationmore
likelyto occur
Low count
(courseyarn)
100%cotton,acrylic,
and acrylicblends
(highfibrecontent)
1000or less
WithTAS,W@itWorks!
Super-opaque
or
fast-fusion
inks
Multi-purpose
or
Processinks
L-^
-EiS
:==
IESFIffi
ScreenPrintingMachines
ozzmatic screen prinringMachinerypty, Lrd.A.c.N.006 692 351
ConcernsThat Affect Fibrillation
Process
Little/None
Poor
Soft
All Purpose
Moderate
Fair
Fair
Fast Fusion
Little/None
Good
Fair
Good
Harsh
SuperOpaque
High
How to improve your results:
1. Apply a wet base of:
Finesse
Blendof Finesse/MOV-FF
Base
Do NOT flash
2. With varying mesh counts, apply a flashed base of:
MCV-FFBase
TransflexPrintableAdhesive
3. Alter your ink depositsby combining:
Greaterstencilthickness
and highermeshcount
Lowerstencilthicknessand lowermeshcount
Softer,slightlyrounded-edge
squeegeeswith less pressure
4. Changeyour ink system to:
MCV-FFinks and Genesis/MPinks
Transflextransferinks
A mixtureof directprintinksand transferpower
Remember: Fibrillation
relatesto ink film strengthand fabriccharacteristics
With TAS,Y
37
Know it Works!